对格对条方法
国标(羽绒服)
羽绒服装1 范围本标准规定了羽绒服装的要求,检验(测试)方法、检验分类规则,以及标志、包装、运输和贮存等全部技术特征。
本标准适用于以纺织物为原料,以羽绒为填充物,成批生产的各种服装。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,起随后所有的修改单(勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各种研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本使用与本标准。
GB 250 评定变色用灰色样卡GB 251 平定沾色用灰色样卡GB/T 1335(所有部分)服装号型GB/T2910—1997 纺织品二组分纤维混纺产品定量化学分析方法GB/T2911—1997 纺织品三组分纤维混纺产品定量化学分析方法GB/T2912.1—1997 纺织品甲醛的测定第1部分游离水解的甲醛(水萃取法)GB/T3920—1997 纺织品色牢度试验耐摩擦色牢度GB/T3921—1997 纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定条样法GB5296.4 消费品使用说明纺织品和服装使用说明GB/T5453—1997 纺织品织物透气性的测定GB6529 纺织品的调湿和试验用标准大气GB/T7573—1987 纺织品水萃取液PH值的测定GB/T8427—1998 纺织品色牢度试验耐人造气候色牢度:气FZ/T A20019—1999 毛机织物缝口脱开程度试验方法FZ/T80001 水洗羽毛羽绒试验方法FZ/T80002 服装标志、包装、运输和贮存FZ/T81002 水洗羽毛羽绒3 要求3.1 使用说明规定使用说明按GB5296.4规定执行。
3.2 号型规定3.2.1 号型设置按GB/T1335的规定选用。
3.2.2 成品主要部位规格,按GB/T1335的有关规定自行设计。
3.3 原材料规定3.3.1 面料按有关纺织面料标准选用。
3.3.2 里料3.3.2.1 采用与面料性能、色泽相适合的里料,特殊需要除外。
成衣对条对格工艺
一片袖时,如衬衫或短袖衬衫,袖口为水平 状态,且布料不是阴阳格时,按图所示的方法排 料。
一片袖对条对格的排料
(二)纵向条对称 纵向条对称是指左右衣片和袖子的纵向条格 要对称于衣身的前后中心位置。
有缘学习更多+谓ygd3076或关注桃报:奉献教育(店铺)
1.衣身前、后中心位置一般确定在两条纵 向条格的中间或主要纵向条格上 。对于有背缝 的西装,后背缝合后,两侧条格向里收进必须 对称。
前后中心位置的确定
2.左右两片袖纵条对称。按样板上所作的对 称标记排料 。
左右两片袖的对条
对条对格缝制
有缘学习更多+谓ygd3076或关注桃报:奉献教育(店铺)
3. 袖子与前后身横向对格 两片袖:以装袖吻合点为基准确定衣身与袖 对格的相对位置。
装袖吻合点为基准点
一片袖:以袖子落肩点和袖中线端点确定 身与袖的对格位置。
落肩点和袖中线端点为基准点
d 点和 a 点重合,衣身与袖片横格对齐
4.大、小袖片横向对格 按大袖片的横格位置确定与小袖片的对格位 置。
作小袖片样板合缝对格标记
序要相互配合,共同完成。
一个条格循环长度
兜、兜盖、育克等部位斜向用料
(一)横向格对齐
1. 前衣身以底摆为基准,将底摆确定在横格的位置上 或确定在两条横格的中间 。
底摆在横格位置
底摆在两横格之间
2. 左右衣片对齐排列 前止口为垂直状的衣片(如衬衫),左右衣片 对排在一起,确保横格对齐。
左右衣片对齐排列
成衣对条对格工艺
条格面料的排料 条格面料成衣设计的重点是对条格面料的选用和条格
位置的安排:
•前后衣片横向格对齐; •纵向条对称; •大、小袖片横向对格; •左右两袖纵横格位置对称; •袖子与衣身横向要对格; •领子与衣身、挂面与衣身、挂面与衣领、口袋与衣身 等部位条格的配置要适合等。
对联书写的格式与技法

对联书写的格式与技法对联书写的格式与技法 对联,⼜称对偶、门对、春贴、春联、对⼦、楹联等,是写在纸、布上或刻在⽵⼦、⽊头、柱⼦上的对偶语句。
对联对仗⼯整,平仄协调,是⼀字⼀⾳的汉语独特的艺术形式。
对联是中国传统⽂化瑰宝。
下⾯是⼩编为⼤家收集的对联书写的格式与技法,希望⼤家能够喜欢。
⼀、关于对联书写格式 所谓格式(或称款式、样式),就是指对联书写所表现的形态。
虽然简单讲,对联书法就是两⾏竖写的作品,但它们的表现形态并不完全⼀样,字⾯的排列也不尽相同。
就格式⽽⾔,笔者姑且把它归纳为以下四种: 1、两张“条幅”式:条幅是竖⾏书写的长条作品,上下长,左右窄,呈竖式,是对联书写最为常见且使⽤频率最⾼的⼀种格式。
具体讲,“条幅”是指将整张宣纸竖着裁成两半,或裁成三个长条,尺幅呈横短竖长的形状。
它⼀左⼀右两边张贴、悬挂或镌刻。
由于实⽤对联⼀般⽂字较少(短则四五⾔,长则⼗⼏⾔),两边正⽂分别从上到下⼀⾏便可写完。
这种对联书法使⽤范围较为⼴泛,书斋、厅堂、楼宇、店铺、名胜古迹和展览最为常见(见图1)。
2、单张“中堂”式:中堂是较为宽⼤的条幅。
顾名思义,中堂⼀般挂在屋⼦客厅正⾯墙上的正中。
中堂是指整张宣纸书写的作品,通常情况下,宣纸的长宽⽐例为2:1,以竖式为准,整张宣纸的尺⼨,有三尺、四尺、六尺、⼋尺等。
将整张宣纸竖式不⽤裁开,联⽂按左右两⾏写在⼀张纸上,竖着悬挂。
这种样式常见诸于居室布置、书法展览、书报杂志和⽹络(见图2)。
按照传统,对联的尺幅可以等同于中堂的尺幅(就宽度⽽⾔),也可以⼩于中堂的尺幅,但不可以⼤于中堂的尺幅。
上述条幅式属于单边⼀⾏(特指正⽂),左右形成⼀对,上联在右,下联在左,不可反置;中堂式属于单幅两⾏。
这两种格式⼀般适⽤于书写中短联。
3、“龙门”式:有的联⽂多则⼏⼗字,甚⾄百余字,书写这种长联就必须⽤“龙门”对格式加以处理。
龙门对的特征是:上下联⾄少是两⾏甚⾄数⾏,上联⾃右向左排列,下联相反,⾃左向右排列。
(成衣生产工艺)格条衬衫对格技巧与生产工艺实训
实践效果图示
男装衬衫款式效果图
前幅后幅
衬衫各部位缝型图示:
做领缝型,使用来去缝:
做胸袋缝型,使用扣压缝:
绱袖要求使用包缝:
合袖底缝侧缝要求使用包缝:
拉缉下摆使用双折边:
实践要求1.注意整件服装各部位线迹密度要一致;
2.各部位线路顺直、平服、整齐、牢固、松紧适宜,不准有开线、断线、连续跳针(20cm 内允许跳1针);
3.主要缝合部位要对格对条,如左右门襟、袋口与衣身、衣领与过肩、侧缝位等处;4.对称位置要一致,如两领尖大小形状一致、门襟长短一致、袖长一致等;
5.绱领要端正、领咀不突出;
6.袖级扣合后两端平齐,不突边;
7.袖底十字位对准不错开;
8.包缝牢固、平整、宽窄适宜;
9.锁眼、钉扣位置准确,大小适宜,整齐牢固;
10.熨烫平整、贴服,不烫黄、烫焦、烫脏等。
编写:审核:。
服装标准
服装标准——男西服、大衣(GB/T 2664-2001)本文来自: 纺织论坛作者: ╰☆╮流星日期: 2007-7-19 15:54 阅读: 314人打印收藏大中小服装前言本标准是GB/T 2664-1993《男西服、大衣》的修订本。
本标准在修订中,参照采用了日本工业标准JIS L 4208-1992《成品男西服》。
本次修订将适用范围扩大为男西服、大衣等毛呢类服装,取消了5·3系列等内容,增加了甲醛含量的限定、色牢度规定、起毛起球规定、成分和含量规定等主要内容,对缺陷判定的内容进行了补充。
在其他技术内容上也做了较大的改动。
本标准的附录A“缝口脱开程度试验方法”部分采用FZ/T 20019-1999《毛机织物缝口脱开程度试验方法》中的条文。
本标准的附录A是标准的附录。
本标准从2002年2月1日起实施。
本标准从实施之日起,同时代替GB/T 2664-1993。
本标准由原国家纺织工业局提出。
本标准由全国服装标准化技术委员会归口。
本标准由上海市服装研究所、国家服装质量监督检验中心(上海)、北京市服装质量监督检验一站负责起草,杉杉股份有限公司、报喜鸟集团有限公司、法派服饰设计研究所、宁波罗蒙集团、庄吉集团有限公司、江苏大仓集团等单位参加起草。
本标准主要起草人:许鉴、徐云宝、胡丽玲、姜言香、林月梅、叶庆来、戴增慧、陆惠平。
男西服、大衣Men,s suits and coatsGB/T 2664-20011范围本标准规定了男西服、大衣的要求、检验(测试)方法、检验分类规则,以及标志、包装、运输和贮存等全部技术特征。
本标准适用于以毛、毛混纺、毛型化学纤维等织物为原料,成批生产的男西服、大衣等毛呢类服装。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 250-1995评定变色用灰色样卡GB 251-1995评定沾色用灰色样卡GB/T 1335.1-1997服装号型男子GB/T 2910-1997纺织品二组分纤维混纺产品定量化学分析方法GB/T 2911-1997纺织品三组分纤维混纺产品定量化学分析方法GB/T 2912.1-1998纺织品甲醛的测定第1部分:游离水解的甲醛(水萃取法)GB/T 3920-1997纺织品色牢度试验耐摩擦色牢度GB/T 4802.1-1997纺织品织物起球试验圆轨迹法GB/T 5296.4-1998消费品使用说明纺织品和服装使用说明GB/T 5711-1997纺织品色牢度试验耐干洗色牢度FZ/T 20019-1999毛机织物缝口脱开程度试验方法FZ/T 24002-1993精梳毛织品FZ/T 24003-1993粗梳毛织品FZ/T 24004-1993精梳低含毛混纺及纯化纤毛织品FZ/T 24008-1998精梳高支轻薄型毛织品FZ/T 80002-1991服装标志、包装、运输和贮存。
服装排料
服装排料技术服装排料的概念:排料,又称排版,是指将服装的衣片样板在规定的面料幅宽内合理排放的过程,即将纸样依工艺要求(正反面,倒顺向,对条、格、花等)形成能紧密啮合的不同形状的排列组合,以期最经济地使用布料,达到降低产品成本的目的。
排料是进行辅料和裁剪的前提。
通过排料,可知道用料的准确长度和样板的精确摆放次序,使铺料和裁剪有所依据。
所以,排料工作对面料的消耗、裁剪的难易、服装的质量都有直接的影响,是一项技术性很强的工艺操作。
排料原则:1.保证设计要求当设计的服装款式对面料的花型有一定的要求时(如中式服装的对花、条格面料服装的对条格等),排料的样板便不能随意放置,必须保证排出的衣片在缝制后达到设计要求。
2.符合工艺要求服装在进行工艺设计时,对衣片的经纬纱向、对称性、倒顺毛、对位标记等都有严格的规定,排版师一定要按照要求准确排料,避免不必要的损失。
3.节约用料服装的成本很大程度上取决于布料的用量多少。
排料作业可能影响成衣总成本的2.75%~8.25%。
所以,在保证设计和工艺要求的前提下,尽量减少布料的用量是排料时应遵循的重要原则。
7.1服装排料准备1.检查资料检查排料所需的资料是否齐全,这些资料包括生产制造单、纸样、生产样板、面料门幅、裁剪方案等。
2.了解订单在作业之前先了解生产订单或生产制造单,以便作业的进行,不会与生产线发生脱节现象。
3.了解布料在排料之前,应对本批布料的幅宽、有无花型等有所了解,以便准确排料。
4.了解款式了解欲生产的成本款式,这对于对花、对条格、面料有倒顺毛的产品尤为重要。
5.了解样板样板是排料的依据,了解样板便于检查关于样板的各项资料是否正确(如样板片数是否正确、样板形状与剪切位置是否对应等),起到第2次监督作用,避免企业损失。
6.了解尺码分配尺码分配(即分床)是排料的前提和依据,必须据此进行排料。
7.了解作业方法铺料的方法一般分面朝上和面对面两种。
铺料的不同方式对排料的方式有很大的影响。
服装设计与工程复试真题

四、问答题:(每小题 10 分,共 20 分)
A、 中间
B、上面
C、下面
D、都可以
1、验片的主要内容与方法是什么?答案提示:
3、一般情况下,铺料长度越长,布匹衔接的部位应选得越多,通常为(
部位。
A、1 米
B、0.5 米 C、0.8 米 D、1.5
A )左右选一个衔接 验片的主要内容与方法: (1)、裁片与样板相比,检验各裁片是否与样板尺寸、形状一致;
根据以下所示的任务单分床,生产条件:每床最多铺 6 件,小于 120 层。
规格 36
38
40
42
44
46
件数 150
260 270
210
210
110
答案提示:
1、 裁剪工程的主要任务是把整匹的服装面料,按所要投产的服装样板,裁剪成各种服装衣片,
以供缝制车间缝制成成衣。其主要工作是裁剪方案的制定、排料、铺料及裁剪。
(对
)
出现浮松起翘的现象,这种加工方法称为里外匀或里外容。
6、袖口钉装饰纽扣时,要两上两下,并且一定要绕纽
3、 复查划样:复查表层划片的数量和质量。
脚。 ( 错 )
4、 段耗:指坯布经过铺料后断料所产生的损耗。
7、在熨烫时,为了保证熨烫质量,只需控制熨斗温度,不需熟悉织物性能。(错
)
二、选择题空题:(每小题 2 分,共 10 分)
4、裁刀刀刃两侧所夹的角称为刀角,裁刀刀角一般在(C)左右比较合理。
A、5°~10°
B、10°~15°
C、15°~20°
D、20°~25°
缝),而针织面料缝制时常产生( 上下层位移)现象。 5、装缝拉链有全开襟与半开襟两种。一般全开襟拉链采用(夹缝 )装法,半开襟拉链采用(贴 缝)装法。 6、机针的可缝性主要表现在针尖锋利、不损伤面料、运线流畅、(断线)、(线迹清晰 )、规
4.条格成衣的工艺
3、单前片移位对格重剪法 排料时,左前片依原纸样划出,而右前片 则长宽加大一格花划出(放格)。剪布 后,把每扎左前片放在裁床固定的位置, 取其对应的右前片作每块合对工序,对 妥后铺原纸样重剪一次右前片。 特点:对格的精确度较高,费工时,捆 扎时需对叠成双。 适合范围:适合中高档批量生产的服装。
4、铺布排料法 把格条布铺在排料纸下或直接在布料上排料, 排料纸透出布的格花,在排料前,先在左右前 片的周边做对位记号,排料时使这些记号同处 一格花进行对位。 特点:这是最省料的一种方法,但排版复杂, 且无排料副本留底,捆扎时需配对成双。 适合范围:适合昂贵面料、高档成衣、小批量 的时款生产。
3、缝制者技术欠佳 缝制时操作者没有按规定的指示去执行: 如不按层次相配缝合;握持裁片手势不 对;不出男装衬衫的用料定额。 要求对格的位置是前中、袋、侧缝、衣领、袖级、袖衩条。 第一组布封宽:92cm 第二组布封宽:120cm 第三组布封宽:144cm (按1:4 排料) 2、详细叙述制作格条服装时造成不对格的原因。 3、详细叙述制作格条服装时,前幅左右对格排料的四种方法。 4、参照前幅对格的各种方法,叙述如何作衣袋的对格排料。
2)如利用门襟相对排料法或单前片移位 对格重剪法时,可以把袋裁大一格花纹, 割布后把袋布铺在前幅上对格,再用一 块前幅袋位剪空的纸样铺在其上,划出 袋形来每片再剪一次,后连同衣身一起 捆扎,送车间生产。
3)如利用左右前片叠格重剪法时,袋形 可依格花裁大一格,剪布后,把袋的格 花每片叠齐,依照前幅叠格重剪后的装 袋位置的花纹,把袋整叠重剪一次,利 用烫袋机定位烫止口。如此,各个袋与 每个前幅的花纹位置一定是标准的,无 须编号或按顺序捆扎车缝,也可使袋与 前幅对格正确。
三、 造成成衣不对格的原因
条格布拖布操作方法和对条对格管理规定
芜湖金丝鸟服饰有限责任公司
条格布拖布操作方法和对条对格管理规定
一、裁剪管理
1、在裁剪间保管的布匹处于松布状态进行整理,按照裁剪顺序安放好。
2、裁剪好的衣片要检验,管理好衣片。
3、裁剪进度表要明示,根据裁剪日报表登记入册。
二、纸样和样衣的对照
1、纸样的尺寸,形状是否与工艺单相同,检查缩分的比例。
2、产品样衣要挂出以便进行对照。
三、拉布
1、裁剪摊布高度,汗布类不能超过8—10公分,绒布类不能超过10-12公分,布
面不要拉得过紧,不能发生凹凸,保持布面松弛。
(分匹分缸拉布)
2、要检验面料有否纬斜。
3、必须按纸样正确排料.
四、裁剪
1、叠布时面料重叠注意不能有纬斜.。
2、裁剪时需沿记号线正确裁下,刀片要保持锐利,且定期进行研磨。
3、匹布的头尾处裁去50公分—80公分。
4、层差0.5CM以内。
5、裁好的衣片进行编号。
五、对条对格规定
1、跟据唛架板长短打好定位针,横向1米2根,纵向不管板长全是2根。
2、根据定位进行条格比对拖布,要求每一层上下保持一致。
3、拖好的面料必须保证横向纵向丝路一致。
4、开裁前必须经主管确认方可开裁,检查上下层是否一致。
服装裁剪工艺对条对格技术处理
服装裁剪工艺对条对格技术处理
服装裁剪工艺中的条对格技术是指在裁剪面料时,在图案上进行条纹
或格子的对齐处理,使衣服整体看起来更加规整、美观。
对于不同的面料
和图案,条对格的处理方式也不同。
以下是一些常见的条对格技术:
1.子母版法:将图案分成若干个小块,然后放在同一张布料上,按照
子母版的方法进行裁剪,确保每个小块都对齐正确。
2.粘合法:使用粘合剂将两层布料粘在一起,然后按照图案进行裁剪,可以保证每个部位的图案对齐。
3.交叉法:将两块布料叠放在一起,然后用针线将它们交叉缝在一起,再按照图案进行裁剪。
4.对折法:将布料对折后再裁剪,可以确保图案完全对称,但是这种
方法只适用于非对称图案和小件面料。
无论使用哪种技术,都需要对面料和图案进行精细的计算和处理,以
确保条对格的效果。
超级排料使用说明
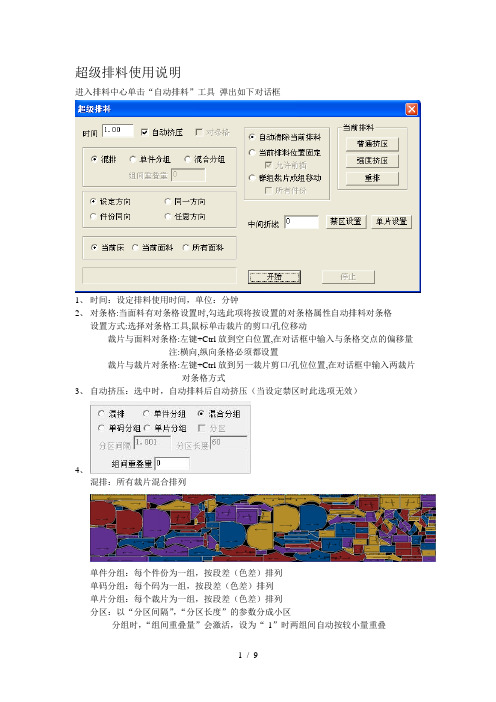
超级排料使用说明进入排料中心单击“自动排料”工具弹出如下对话框1、时间:设定排料使用时间,单位:分钟2、对条格:当面料有对条格设置时,勾选此项将按设置的对条格属性自动排料对条格设置方式:选择对条格工具,鼠标单击裁片的剪口/孔位移动裁片与面料对条格:左键+Ctrl放到空白位置,在对话框中输入与条格交点的偏移量注:横向,纵向条格必须都设置裁片与裁片对条格:左键+Ctrl放到另一裁片剪口/孔位位置,在对话框中输入两裁片对条格方式3、自动挤压:选中时,自动排料后自动挤压(当设定禁区时此选项无效)4、混排:所有裁片混合排列单件分组:每个件份为一组,按段差(色差)排列单码分组:每个码为一组,按段差(色差)排列单片分组:每个裁片为一组,按段差(色差)排列分区:以“分区间隔”,“分区长度”的参数分成小区分组时,“组间重叠量”会激活,设为“-1”时两组间自动按较小量重叠>100厘米时所有组间都可重叠设为“0”时每一组尾部对齐,不重叠0~100厘米时按设定量重叠选择“混合分组”:会弹出如下对话框自动有一个组别。
左边列表框显示当前组的件份,右边列表框显示未分组的件份双击右边列表框的件份名称,将其添加到当前组双击左边列表框的件份名称,将其从当前组删除“添加组”:增加一组“删除组”:删除当前组“边中色差”:单组中的件份垂直分组“段差”:包含段差“只分一组”:所有件份全为一组(主要用于件份比较少时设边中色差)“两件一组”:所有件份每两件设为一组(按顺序)下图有边中色差“三件一组”:所有件份每三件设为一组(按顺序)下图无边中色差“组间重叠量”用途同上用于连续排料时设置对应床的分组用于连续排所有面料时,设置相应面料的对应床的分组“清除”:清除所有组并返回“确定”:接受当前设定5、“设定方向”:按“XML”中的设置确定裁片的方向。
下图红:左,青:右,黄:任意“同一方向”:所有裁片方向统一“件份同向”:单个件份同一方向“同码同向”:单个尺码同一方向“任意方向”:每个裁片的方向都可以任意设置5、“自动清除当前排料”:自动排料前清除当前排料“当前排料位置固定”:当前排料位置固定,此时“允许前插”将激活选中时但可以前插。
服装制作工考试题及答案
服装制作工考试题及答案1、缝制中产生部件长短不齐,可以用()给予修正,以提高成衣质量。
A、修整B、熨烫C、裁剪D、结构答案:B2、通常服装中相对省、褶的倒向是()的,前后幅的倒向则()。
A、相反B、一致C、外侧D、中间答案:A3、插肩袖装袖线变化,可以有()等三种变化形式。
A、普通插肩、半插肩、全插肩B、前后都插、前圆后插、前插后圆C、袖中分缝、袖中不分缝、后袖中分缝D、直袖型、喇叭袖型、倒锥袖型答案:B4、车缝牛仔裤的后贴袋需要在()上做对位记号。
A、机头B、后裤片C、三尖形贴袋D、前裤片答案:B5、缝制中产生部件长短不齐,可以用()给予修正,以提高成衣质量。
A、修整B、熨烫C、裁剪D、结构答案:B6、熨燙技术和技巧在缝制技术和工艺中占有()的地位。
A、辅助B、可有可无C、必不可少D、重要答案:D7、贴袋袋口还口车缝,反面车线距贴边底端()。
A、0.5cmB、0.8cmC、0.1cmD、0.2cm答案:C8、运动服裤子脾围的度法可多种,不对的为()。
A、浪下1〞度B、浪底度C、浪下3〞度D、浪下30cm度答案:D9、普通西裤改变为低腰裤,则应()。
A、上裆减短,腰围加大B、上裆减短,腰围不变C、上裆不变,裤长减短D、上裆不变,腰围不变答案:A10、人体测量中,胸锁乳突肌对人体()尺寸测量产生影响。
A、胸围B、颈围C、肩宽D、腹围答案:B11、男式茄克衫前后衣片的长度通常是()。
A、相等B、前比后略长C、前比后长D、后比前长答案:D12、人体测量中,背长尺寸沿着人体背部从()点量至腰围线。
A、第七颈椎点B、后腋点C、前腋点D、侧颈点答案:A13、人体测量中,胸锁乳突肌对人体()尺寸测量产生影响。
A、胸围B、颈围C、肩宽D、腹围答案:B14、人体测量中,胸锁乳突肌对人体()尺寸测量产生影响。
A、胸围B、颈围C、肩宽D、腹围答案:B15、()的开口位用到的系结物是拉链和钮扣。
A、运动短裤B、连衣裙C、A字裙D、女衬衣答案:C16、缝型就是一定数量的布片和()在缝制过程中的配置状态。
律诗 借对格
律诗 借对格
借对是通过借义或者借音的方式来达到诗联中对仗工整的目的。
借对分为借义对和借音对。
- 借义对是利用词的多义性,通过该词的另一个意思和对句中的相应字词构成对仗。
例如,杜甫《曲江》中的“酒债寻常行处有,人生七十古来稀”,“寻常”在此诗中的本意是“平常”,是个副词,和下句中的“七十”自然不对,但这里的“寻常”借用了长度单位的“寻”和“常”,从而和七十形成对仗关系。
- 借音对是利用同音关系形成对仗,例如孟浩然的“厨人具鸡黍,稚子摘杨梅”,两句中的第四个字“鸡”和“杨”本不相对,但这里“杨”借同音“羊”和上句中的“鸡”形成借音对。
全自动对条对格高速单层切割机的生产技术
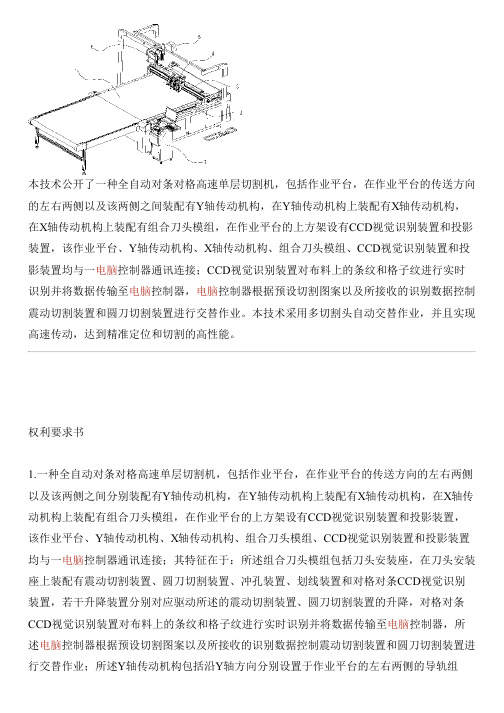
本技术公开了一种全自动对条对格高速单层切割机,包括作业平台,在作业平台的传送方向的左右两侧以及该两侧之间装配有Y轴传动机构,在Y轴传动机构上装配有X轴传动机构,在X轴传动机构上装配有组合刀头模组,在作业平台的上方架设有CCD视觉识别装置和投影装置,该作业平台、Y轴传动机构、X轴传动机构、组合刀头模组、CCD视觉识别装置和投影装置均与一电脑控制器通讯连接;CCD视觉识别装置对布料上的条纹和格子纹进行实时识别并将数据传输至电脑控制器,电脑控制器根据预设切割图案以及所接收的识别数据控制震动切割装置和圆刀切割装置进行交替作业。
本技术采用多切割头自动交替作业,并且实现高速传动,达到精准定位和切割的高性能。
权利要求书1.一种全自动对条对格高速单层切割机,包括作业平台,在作业平台的传送方向的左右两侧以及该两侧之间分别装配有Y轴传动机构,在Y轴传动机构上装配有X轴传动机构,在X轴传动机构上装配有组合刀头模组,在作业平台的上方架设有CCD视觉识别装置和投影装置,该作业平台、Y轴传动机构、X轴传动机构、组合刀头模组、CCD视觉识别装置和投影装置均与一电脑控制器通讯连接;其特征在于:所述组合刀头模组包括刀头安装座,在刀头安装座上装配有震动切割装置、圆刀切割装置、冲孔装置、划线装置和对格对条CCD视觉识别装置,若干升降装置分别对应驱动所述的震动切割装置、圆刀切割装置的升降,对格对条CCD视觉识别装置对布料上的条纹和格子纹进行实时识别并将数据传输至电脑控制器,所述电脑控制器根据预设切割图案以及所接收的识别数据控制震动切割装置和圆刀切割装置进行交替作业;所述Y轴传动机构包括沿Y轴方向分别设置于作业平台的左右两侧的导轨组件、通过支架架设在该两侧的导轨组件之间的同步组件以及控制同步组件沿导轨组件沿Y轴方向移动的电机。
2.根据权利要求1所述的一种全自动对条对格高速单层切割机,其特征在于:所述圆刀切割装置包括转向驱动器、转向轴和圆刀机头,圆刀机头装配至转向轴的下端部,转向驱动器通过转向轴控制圆刀机头的转向,圆刀机头内置有圆刀电机、刀座和传动组件,圆刀可旋转地装配至刀座上,圆刀电机通过传动组件驱动圆刀在刀座上进行旋转切割。
对格对条方法共20页
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
Байду номын сангаас
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作方法改善---马克
改善前: 纸版组提供纸版是以 衣服的正面版,但此 款因反面也需对格, 所以马克需以反面排 纸版
改善后: 马克人员拿到纸版后, 就可以排版,不会再发 生左右裁片搞反的情 况.降低了操作人员的 出错率及减低了工作 的难度
工作方法改善---马克
项目 改善之前 根据对格实际情况,和布料情形决定排图方式
袋布完成 线 袋盖完成 线
工作方法改善---马克(袋布与袋盖对格)
项目 改善之前 改善过程 袋布、袋盖对格 通常做法,袋布与袋盖对格时,袋布和袋 盖需分别打孔对格 将袋布和袋盖根据格子循环连结在一起
改善之后
成本节省
袋布和袋盖连结纸版放任意的位置也可以 对完整格
1.节省了排图时间:120” 2.降低了排图难易度 3.方便裁床作业
来的袋盖袋布放在任何一个位置都可以对得上格)
成本节省 1.节约了员工打孔时间:45”
2.节约了纸版用料:15CM
袋盖与袋布连接在一起
袋盖与袋布完成点按照菱形格的循环规则连接在一起 .形成了不管纸板放在任何一位置.袋盖和袋布都能完全对 上格.并且做到了一件衣服一个样.不用整床一个样 (如图所示)。
袋布完成 线 袋盖完成 线
工作方法改善
改善前:
前片完成后,用一透 明胶板复制格子;再 用透明胶板对准挡风 贴的格子后点号
改善后:
前片完成后,把挡风贴格 子与前片格子比对好,点 号.按点号摆放挡风及车挡 风
总结
1.在裁床拉布时.以底面格打钉.拉布时只 需单面拉.
2.在裁剪时不用粗裁后再叠片重新裁剪. 裁片完成后整床裁片格子不需要保证一 个样
3.车间在做格子布时.不用在每块模板上 取格画条.并且可以做到每单件对格都符 合标准公差要求
2.节省作业时间:120” 3.降低了工序的返工率
工作方法改善
改善前:
贴袋和袋盖分开为两块模 板,模板上画好对格子的基 准线;裁片抛大裁;操作 时用裁片的格子对准模板 上的格子基准线
改善后:
根据格子循环规律, 将贴袋和袋盖合在一 块模板上
工作方法改善---车间
项目 单件对格方法(前片挡风贴和前片)
对格要求:
面里需要对格.马克及裁床 需看面布的反面进行操作
工作方法改善---纸版
项目 BBY男装裥棉款式,袋布、袋盖对格方法
布需加大、并在对格位置处打孔
改善之前 一般情况下,因袋盖与袋布需对格,所以袋盖、袋
改善过程 袋盖与袋布按照菱形格的循环连接在一起 改善之后 袋盖与袋布不用加大,也不用打孔(如下图.将连起
3.节约裁剪时间:1800”
工作方法改善---模板
项目 袋盖、袋布模板 改善之前 袋布与袋盖模板分开做 改善过程 为了方便车间作业,根据车间实际操作情况, 进行改进 改善之后 将袋盖袋布打底及袋布走线同时做到一块模 板上 成本节省 1.节省了模板制做时间:1200” 2.节省模板成本20%
工作方法改善---模板
成本节省 1.相同条件下, 节约时间:1920”;
2.节约用料。每件平均节省:2寸
工作方法改善---车间
项目
改善之前
单件对格方法(袋子及袋盖)
贴袋和袋盖分开为两块模板,模板上画好对格子的基准线; 裁片抛大裁;操作时用裁片的格子对准模板上的格子基准 线
改善过程 根据格子循环规律,将贴袋和袋盖合在一块 模板上 改善之后 裁片只需按纸板大小裁剪;操作时只需让格 子对准一直线即可 成本节省 1.节省了布的用料
改善之前 前片完成后,用一透明胶板复制格子;再 用透明胶板对准挡风贴的格子后点号 改善过程 在前片模板上加多一层点号板;前片完成 后,把挡风贴与前片比对好,点号 改善之后 前片完成后,把挡风贴格子与前片格子比 对好,点号.按点号摆放挡风及车挡风 成本节省 1.节省了作业时间:240”
2.降低了返工率
一般情况下,格子布拉布和排图为正面,拉布为双面拉, 保证品质左右对称
改善过程 分析对格要求和布料正反面的实际情形.
改善之后
1.排图排布的反面 2.作单面拉的马克图 3.左右前片排同一水平线上(即可正面对菱形格反面对横 向格.) 4.前后担干跟前后片就近排图
成本节省 1.节省裁床拉布时间:900”
2.对格精准
BBY面里对格款式做工方法
团队 策划组 执行 名称 长 组长 组员
刁华东、胡林、许偌才、李 工作 梁祖林 田菊 国平、高静阳、郭宏伟、张 小忠、殷佰庆 方法
BBY面里对格款式做工方法
布料特性及要求
布料特性:
此款面料是分为三层 上层是面布, 中层是棉, 底层格子里布 三层一起裥7.5cm*7.5cm菱形格.襇完 菱形格后,菱形格完成与底层格子的 一个循环并不能与菱形格的完成点形 成一个循环(如图)
改善前: 袋布与袋盖模板 分开做
改善后: 将袋盖袋布打底 及袋布走线同时 做到一块模板上
工作方法改善---裁床
项目 裁剪(BBY裥棉格子布)
改善之前 前片、后片修剪后粗剖.再叠片裁剪 改善过程 1)改变排图方式,以格子固定裁片;以裁片固定钉
子拉布;2)与车间沟通,要求对格一件一样
改善之后 直接按马克线裁剪
工作方法改善---马克(袋布与袋盖对格) 改善前: 袋布与袋盖对格时, 袋布和袋盖需分别 打孔对格 改善后: 袋布和袋盖连结纸 版放任意的位置也 可以对完整格
需打孔 对格
工作方法改善---马克
项目 BBY裥棉男装,里布为格子布的款式,当裁 片左右边不同的处理方法 改善之前 正常情况下,纸版组提供纸版是以衣服的正 面提供纸版 改善过程 根据马克的排版方法,把纸版改成切反面排 马克图 改善之后 马克拿到纸版后,就可以排版,不会再发生左 右裁片搞反的情况 成本节省 节约了马克排版时间:150“