增量成形
材料成形加工技术科技前沿概览

材料成形加工技术科技前沿概览材料成形与加工技术前沿综述XXXX近年来材料科学技术领域最活跃的方向之一大量先进技术和工艺不断发展和完善,并在实践中逐步应用,如快速凝固、定向凝固、连铸连轧、连铸连轧、精密铸造、半固态加工、粉末注射成型、陶瓷胶态成型、热等静压成型、无模成型、微波烧结、离子束制备、激光快速成型、激光焊接、表面改性等。
,促进了传统材料的升级换代,加快了新材料的研发、生产和应用,解决了高技术领域发展对高性能特种材料的制备、加工和微观结构进行精确控制的迫切需求。
2,历史演变:从人类社会发展和历史进程的宏观角度来看,物质是人类赖以生存和发展的物质基础,也是社会现代化的物质基础和先导。
然而,材料和材料技术的进步和发展应归功于金属材料制备和成型技术的发展。
人类从漫长的石器时代发展到青铜时代(有些学者称之为“第一次物质技术革命”),首先得益于铜冶炼和铸造技术的进步和发展,从青铜时代发展到铁器时代,得益于铁鳞冶炼技术和锻造技术的进步和发展(所谓的“第二次物质技术革命”)直到16世纪中叶,冶金学(金属材料的制备和成型)才逐渐从“工艺”发展到“冶金学”。
人类开始重视从“科学”的角度研究金属材料的成分、制备、加工工艺和性能之间的关系,迎来了所谓的“第三次材料技术革命”——人类从相对单一的青铜和铸铁时代进入合金化时代,这催生了人类历史上第一次工业革命,推动了现代工业的快速发展。
自进入XXXX时代后期以来,先后实施了“超级金属”和“超级钢”计划,重点发展先进的制备和加工技术,精确控制组织,大幅度提高材料性能,实现降低材料消耗、节约资源和能源的目标。
新材料的研究、开发和应用全面反映了一个国家的科技和产业化水平,而先进制备和成型技术的发展对新材料的开发、应用和产业化起着决定性的作用。
先进制备和成型技术的出现和应用,加上新材料的研发、生产和应用,促成了微电子和生物医用材料等新兴产业的形成,推动了现代航空航天、交通运输、能源和环境保护等高科技产业的发展。
板材数控增量成形过程的研究

第6卷第3期1999年9月塑性工程学报JO URN AL O F PLASTICITY ENGIN EERIN GVo l.6 No.3Sept. 1999板材数控增量成形过程的研究(青岛大学 266071) 方 漪(哈尔滨工业大学 150001) 戴 昆 王仲仁摘 要 板材的数控增量成形是近几年来国际上刚刚开始研究的一种新工艺,具有柔性高,产品的尺寸与形状变化容易的优点。
其原理是利用数控机床,根据预先编制的程序对板材逐点进行成形,最终得到所需的形状。
本文根据对增量成形工艺的研究,提出了增量成形轨迹设计的基本原则,其中变形的均匀化原则对指导板料成形工艺的设计,具有较强的实用价值。
关键词 金属成形 增量成形 数控机床 柔性成形工艺1 引 言利用模具对板材成形是传统的板材加工工艺,其基本要求是产品的生产批量要有一定的规模,否则单件产品的成本就会太高。
然而,近年来市场对产品的需求趋向于多品种、小批量,所以传统的板材成形工艺已不能满足这种要求。
因此,近年来出现各种柔性的生产方式,以适应多变的市场需求。
板材的增量成形工艺就是其中的一种,它是根据板料成形过程的要求,编制出数控机床的控制程序,利用数控机床的进给系统,使板料按照给定的轨迹逐步成形,最终达到所要求的形状。
这种成形方法不需要专用的成形模具,因而生产准备快,特别适合于小批量、多品种、复杂零件的生产。
目前,对这种工艺的研究国内外才刚刚开始[1~4]。
板材增量成形过程的主要特征有两点,一是板材要按照给定的路径或轨迹进行成形;二是板料的变形是逐点、逐步发展的,每一点、每一步的变形量不能太大。
所以,对增量成形工艺来说,要解决的关键问题就是原始的板材应当按照什么样的变形次序达到最终的形状要求,这也是在CNC机床上进行编程所必须解决的问题。
如何解决这些问题,是本文的重点。
以下我们将对增量成形工艺问题所进行的研究给出一些初步的结果,并提出了解决增量成形问题的一些基本准则。
Al6063_管件外增量成形工艺研究

第15卷第12期精密成形工程2023年12月JOURNAL OF NETSHAPE FORMING ENGINEERING19 Al6063管件外增量成形工艺研究肖征宇,杨晨*(南京理工大学机械工程学院,南京 210094)摘要:目的研究6063铝合金管件外增量成形过程,分析管件的成形效果,改进管件成形质量。
方法设置3组目标成形管件,使用Abaqus软件进行成形过程的数值模拟,通过考察成形管件的几何精度、壁厚分布、表面质量、成形力,分析成形质量和可能出现的问题。
通过使用长120 mm、直径50 mm、壁厚1.5 mm的Al6063铝管进行管件外增量成形实验,验证数值模拟结果的可靠性。
结果成形管件会发生管端变形现象,具体表现为管端不圆与轴向伸长,成形件管端椭圆度为10.11%,管端变形程度与成形道次成正比,且在距离管端越近的成形区域,管端变形越明显。
管壁成形区厚度增大并呈现不均匀分布。
成形件管壁直线度偏差为0.34,且表面质量与径向进给量和轴向进给速度成反比,管件的圆角尺寸难以严格控制。
径向力是成形过程中主要的成形力,其大小与工具头直径成正比。
结论管件外增量成形原理可靠,基于此能够实现多种目标管件的成形。
由于成形原理的限制,成形件的成形质量还有很大的提升空间,合理制定工艺参数对提高成形质量十分重要。
关键词:外增量成形;管端变形;表面质量;数值模拟;管件成形DOI:10.3969/j.issn.1674-6457.2023.12.003中图分类号:TG376.9 文献标识码:A 文章编号:1674-6457(2023)12-0019-08External Incremental Forming Process of Al6063 Pipe FittingXIAO Zheng-yu, YANG Chen*(School of Mechanical Engineering, Nanjing University of Science and Technology, Nanjing 210094, China)ABSTRACT: The work aims to explore the external incremental forming process for 6063 aluminum alloy pipe fittings, ana-lyze the forming effects, and enhance the quality of the formed pipe fittings. Three sets of target fittings were selected, and nu-merical simulations of the forming process were conducted with Abaqus software. The geometric accuracy, surface quality, and forming forces of the formed pipe fittings were analyzed. Experimental research on incremental forming was carried out with AL6063 aluminum alloy pipe fittings with dimensions of 120 mm in length, 50 mm in diameter, and 1.5 mm in wall thickness.The simulation results were validated by physical experiments. The findings indicated that deformation occurred at the end of the formed pipe fittings, resulting in non-roundness and axial elongation. The pipe end ovality of the formed pipe fittings was10.11%. The extent of the end deformation increased proportionally with the number of forming passes, and the deformationwas more pronounced as the forming region approached the end of the fittings. The wall thickness in the forming region exhib-ited uneven distribution with an overall increase. The pipe wall straightness deviation of the formed pipe fittings was 0.34, and the surface quality was inversely proportional to the radial feed rate and axial feed velocity. It was difficult to control the fillet size of pipe fittings accurately. The main forming force during the process was the radial force, which was directly related to the收稿日期:2023-08-21Received:2023-08-21引文格式:肖征宇, 杨晨. Al6063管件外增量成形工艺研究[J]. 精密成形工程, 2023, 15(12): 19-26.XIAO Zheng-yu, YANG Chen. External Incremental Forming Process of Al6063 Pipe Fitting[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 19-26.*通信作者(Corresponding author)20精密成形工程 2023年12月tool head diameter. In conclusion, the principle of external incremental forming for pipe fittings is reliable and can achieve the forming of various types of pipe fittings. Due to the limitations of the forming principle, there is still a lot of room for improvement in the forming quality of the parts. It is crucial to develop reasonable process parameters in order to improve the forming quality.KEY WORDS: external incremental forming; end deformation of pipes; surface quality; numerical simulation; pipe forming管类零件具有强度高、灵活性好、节省材料等优点,在当今社会的各行各业中都有着十分广泛的应用。
数控机床专业英语翻译

数控机床板料成形铣削加工概念J.Kopac和Z.Kampus机械工程专业,卢布尔雅那大学,Aškerceva6,1000斯洛文尼亚,电子邮件:janez.kopac@fs.uni-lj.si;zlatko.kampus@fs.uni-lj.si文摘:增量板料成形过程是一种很有前途,提供了一个短期和廉价方式成形产品,是有一个相对简单而又美观的形状。
介绍了数控加工过程控制的概念与CAD / CAM主凸轮系统和平稳的成形工具与实验测试和测量,而模型的大小限制没有形成一个完整的定义与标准。
模型的加工,可以通过移动的金属板垂直夹紧装置,更好的获得产品关键词:数控渐进成形、板料成形过程,数控机床、形成界限1。
介绍板料成形的不同形成工序已被使用。
在过去,板料成形是通过特殊辊的生产方法:今天工业世界的激烈竞争中,需要生产出越来越多复杂的产品,为了满足需求,已经尝试在特殊的模型伸展板材,最终获得合乎理想的产品。
然而,研究中存在的一些的缺点,对每一个产品冲压需要在一个特殊的工具上进行板料成型。
因此压力机成型只适合于大批量生产。
由于工业上一直追求新产品的生产,也就需要不断开发新模型。
因此,不同的工艺进程也是必然。
板料成型在有配套工具的机床上加工要比分开工序加工就要便宜多了。
这就是板料增量加工成形的发展过程。
这个过程是基于数控铣削概念与CAD / CAM计算机的支持。
取而代之的是磨具,通过使用一个具有小球工具,最终能够获得形成板材的硬性规定。
在接触球和机床上完成金属成形过程。
首先,我们的小组试图在没有一个支持工具执行一个简单的形成,但只有简单的形式可以生产。
然后,采用改进工艺配套工具,金属板材就可加工成形了。
2。
几个概念的数控增量成形金属板材推进与主轴转动过程。
该工具,它需要有一个从中心形成向外形成的金属板料。
这个过程只适合圆的产品。
图1。
加工形成的工艺加工工艺过程就是工具压入钣金并且夹在其周长[4]。
形成工具具有一个简单的形状,在其尾部有一个球。
金属板材单点增量成形过程成形力的研究

金属板材单点增量成形过程成形力的研究
姚梓萌;李言;杨明顺;张勇
【期刊名称】《机械科学与技术》
【年(卷),期】2015(034)007
【摘要】针对45°圆锥台件的单点增量成形过程,分别通过理论解析、实验验证、ABAQUS/Explicit有限元仿真对成形过程中成形力的变化规律进行研究.在验证有限元模型正确的基础上,进一步得到轴向进给和走等高线这两部分的成形力,并对其大小和变化规律进行研究.结果表明,轴向进给时的轴向力明显大于走等高线时的轴向力,因此成形设备和成形工具的设计应充分考虑轴向进给时的轴向力.
【总页数】4页(P1044-1047)
【作者】姚梓萌;李言;杨明顺;张勇
【作者单位】西安理工大学机械与精密仪器工程学院,西安710048;西安理工大学机械与精密仪器工程学院,西安710048;西安理工大学机械与精密仪器工程学院,西安710048;西安理工大学机械与精密仪器工程学院,西安710048
【正文语种】中文
【中图分类】TG386
【相关文献】
1.超声振动单点增量成形力研究 [J], 柏朗;李言;杨明顺;姚梓萌;徐青
2.锥形件单点增量成形过程应变状态研究 [J], 姚梓萌;李言;杨明顺;柏朗
3.金属波纹管单点增量成形过程研究 [J], 石珣;李言;杨明顺;姚梓萌;侯晓莉
4.等静压支撑单点增量成形力的研究 [J], 姚志远;杨明顺;李言;袁启龙;郑海洋;姚梓萌
5.金属板材单点增量成形过程变形区厚度研究 [J], 姚梓萌;李言;杨明顺;张卫;柏朗因版权原因,仅展示原文概要,查看原文内容请购买。
无模成形技术简介
无模成形技术简介1.引言无模成形是以计算机为主要手段,利用多点成形或增量成形的方法,实现板料的无模具塑性成形的先进智能化制造技术。
金属板料成形在制造业中有着十分重要的地位,该技术广泛应用于航空航天、船舶工业、汽车覆盖件和家电等生产行业,但传统的金属板料加工工艺都离不开模具,采用模具成形生产周期长,而且缺乏柔性,产品变化时就需要重新更换模具,这就延长了新产品的开发周期。
而现代社会产品的更新换代非常迅速,如何快速、低成本和高质量地开发出新产品,是企业生存和发展的关键。
为此,国内外许多学者都在致力于板料塑性成形新技术的研究,努力实现金属板料快速高效的柔性冲压和无模成形,以适应现代制造业产品快速更新的市场竞争需要。
2.研究概况国内外许多学者都对板料塑性成形新技术进行了大量的研究,从无模多点成形和数字化渐进成形到喷丸成形、爆炸成形、激光热应力成形和激光冲击成形等,并取得了一定的成果。
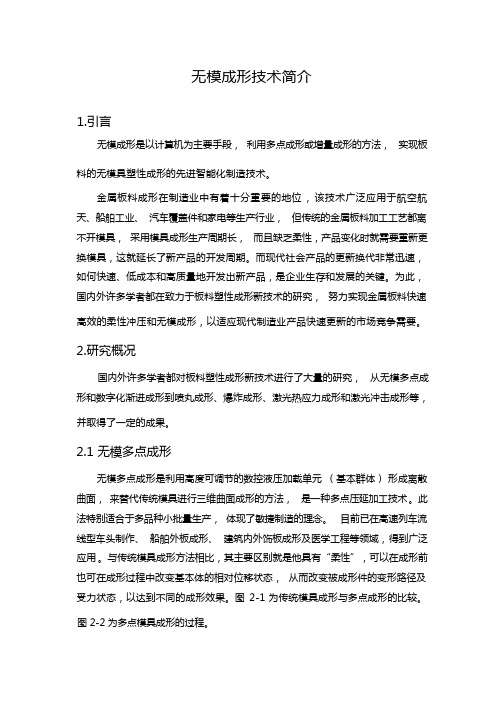
2.1 无模多点成形无模多点成形是利用高度可调节的数控液压加载单元(基本群体)形成离散曲面,来替代传统模具进行三维曲面成形的方法,是一种多点压延加工技术。
此法特别适合于多品种小批量生产,体现了敏捷制造的理念。
目前已在高速列车流线型车头制作、船舶外板成形、建筑内外饰板成形及医学工程等领域,得到广泛应用。
与传统模具成形方法相比,其主要区别就是他具有“柔性”,可以在成形前也可在成形过程中改变基本体的相对位移状态,从而改变被成形件的变形路径及受力状态,以达到不同的成形效果。
图2-1 为传统模具成形与多点成形的比较。
图 2-2 为多点模具成形的过程。
图 2-1 模具成形与多点成形的比较图 2-2 多点模具成形过程20 世纪 70 年代,日本造船界开始研究多点成形压力机,并成功应用于船体外板的曲面成形。
此后许多学者为开发多点成形技术进行了大量的探讨与研究,制作了不同的样机,但大多只能进行变形量较小的整体变形。
吉林大学李明哲等人对无模多点成形技术进行了较为系统的研究,已自主设计并制造了具有国际领先水平的无模多点成形设备,2002 年底,李教授组建了产学研实体:长春瑞光科技有限公司。
花键毂内花键轴向增量挤压成形特征

+"%+
)' 钢冷体积成形中摩擦因子为 &$Z#,#%- # 轴向挤
压速度为 #& SSfN(
[ ( ) ] "a!Z&($"Z l'Z/$Z'#&$Z(& ($ " l&$&&/F8 " l++##
!"$
式中" "为 塑 性 应 力" H[=# #为 塑 性 应 变# +#
为应变率" N." # +#为参考应变率" N." (
挤压成形过程可分为七个典型
成形
阶
,"&-
段
"
不同成形阶段模具和工件的相对位置以及载荷变 化不同( 这些变化的本质是不同成形阶段挤压冲 头和工件之间接触状态不同" 如图 # 所示" 随之 屈服变形区域及材料流动表征不同( 第 " 至第 % 阶段挤压冲头和工件直接的接触特征分别为* 仅 挤压冲头部分切入段同工件接触# 切入段同工件 稳定接触" 部分校形段同工件接触# 切入段' 校 形段同工件稳定接触" 部分退出段同工件接触# 切入段' 校形段' 退出段同工件稳定接触# 部分 切入段同工件接触" 校形段' 退出段同工件稳定 接触# 部分校形段同工件接触" 退出段同工件稳 定接触# 仅退出段同工件接触" 并迅速和工件完 全脱离(
挤压冲头退出段在成形过程中与工件接触甚 少" 几乎没有变形发在该区域" 因此在第一' 二'
工业经济国防工业的先进制造技术
国防工业的先进制造技术尖端科技■国防工业的先进制造技摘要文章介一李圣怡上不绍先进制造技术的几个重要领域包括制造信息化和数字化技术、先进切蓐 技术、先进热加工及精密威形技术、特种 技术和先进连接技术的内涵。
结合为国防工业服务的一些实例着重介绍了一些新技术的现状和发展动态。
关键词先进制遣技术发展中囤分类号】文献标识码文章编号先进武器装备的设计首先必须建立在实现性和经济可承受性的基础上而先进的制造与工艺技术是实现设计思想的物质基础和依据它不但能为武器装备升级换代提供快速研制的手段还能为武器装备的高质量、批量化生产、使用与维修提供保证。
世界各国军事大国对先进的制造与工艺技术十分重视。
例如年月日美国国防工业委员会制造分会发布了》白皮书将制造技术列为“影响美国国防工业的、与制造有关的七大关键因素”之首指出如果失去制造技术的领先优势那么将失去国家安全。
年月美国在最新公布的国防部制造规划 战略规划中指出“国防制造技术的愿景是在国防武器系统整个生命周期内实现快速响应的、世界一流水平的制造能力并在经济可零受的条件下快速满足战争的各种需求。
” 战略规划投资的三个重点技术领域分别是复合材料、电子元器件与装置和金属领域的加工工艺技术。
复合材料领域如可大幅度降低涡轮发动机的重量和燃料消耗的高温陶瓷基复合材料轻型航天航空结构复合材料具有弹道防护功能的复杂几形作者简介李圣怡男教授博士生导师国防科学技术大学机电工程与自动化学院万方数据国防科技年第期第卷第期瞄霸翻啊啊豳曩礴嘲隐霸霸嬲喇霸状和多层战车结构复合材料的制造工艺技术。
电子元器件与装置领域如宽禁带与碳化硅装置、锂电池、的先进封装与加工技术。
金属加工领域如材料加工、铸造、锻造以及连接技术包括弹道装甲、车辆、飞行器的轻质薄壁结构高强度钛合金等的制造工艺技术。
先进的制造与工艺技术多种多样下面从技术分类的角度就几个重要的领域加以说明和介绍。
一、制造信息化和数字化技术要缩短武器装备的研制周期、提高设计质量、降低武器装备全生命周期成本和提高武器装备研制的经济可承受性全过程信息化和数字化技术是一项综合性很强的关键技术。
渐进成形技术

正成形
正成形示意图
产品
本田S800跑车引擎盖 金属面具
特点、优势
1、实现柔性制造。不需要专用模具,与传统成形 方法相比,可节省巨额的模具制造费用,对航空航天 领域等多种小批量产品,家用电器等新产品的开发及 汽车新型车试制等具有较大的经济价值和发展前景。 2、重复性好。由数控机床控制成形压头的运动, 可以保证成形零件的重复性好,可控制金属流动。 3、具备快速成形技术和塑性加工技术的优点。 可以极大降低产品的制造成本并缩短开发级制造周期 。 4、实现数字化分层局部制造。可以把形状复杂 的零件分成一系列的二维层进行加工,便于成形且修 改方便。
特点、优势
研究现状
问题: 1、破裂(成形角大到一定角度就会发生); 2、零件精度及回弹。 考虑: 1、从影响成形极限角的因素(板料厚度、 压头直径、模型形状)考虑改进; 2、通过优化压头路径可以提高表面光洁度 ,减小回弹,提高零件精度。
发展前景
目前渐进成形技术在工业领域还没有得到 大规模应用,技术手段和工艺方面还有待继续 深入研究。国内外学者在应用方面也做了很多 的探索。 该方法实现了复杂形状的成形,并且经济 快捷,对于传统的冲压等板材成形方法也是很 大的补充。
负成形
负成形示意图
负成形机床
正成形
2、 正成形方法中,需要支撑模型,支撑 模型的轮廓形状要与所成形的零件的形状一致 ,在加工中起到支撑的作用,这种支撑模型与 冲压成形中的模具有很大差别,它的精度要求 不是很高,并且材料的选择上比较灵活。在这 种成形方法中,首先要加工支撑模型,支撑模 型加工完毕后再放上板料,与负成形所不同的 是正成形中成形压头每走完一层的路径,托板 都要带动板料与成形压头共同向下移动相同距 离。数控成形装置主要由成形压头、导向装置 (导柱、导套)、顶支撑模型、托板、夹具组 成。
Master CAM在数控增量成形中的应用

中图分类号 : B 7 T 4
文献标识 码 : B
文章 编号 :6 2 6 6 2 0 )3 0 8 3 1 7 —1 1 (0 8 2 —0 4 —0
成 形 中的应 用 。
金属板料 数控 增 量成 形 是 2 0世纪 9 0年 代 日 本 学者松 原茂夫提 出 的一 种金属 板料成形 新工 艺 , 它应用快 速原型 制造 ( a i P ooy ig R 技 术 R p rttpn , P) d 中“ 分层制 造 ( aee n fcuig ” 论 , 复 L yrdMa uatr ) 理 n 将
2 18 ) 1 18
摘要 : 介绍 了金 属板料数 控增 量成 形的 基本 概 念 , 据金 属 圆锥 形 和 直壁 圆筒零 件 的形 状特 点 , 根
叙述 了圆锥 形和 圆筒形等典 型零件 的 一 次成 形和 多次成形 加 X 方式 的选择 方 法 , 给 出了利 用 - 并
Matr AM 曲面流线加 工方式加 工 圆锥 件和挖槽 加工 方式加 工直壁 圆 筒件 的工 艺参 数 、 se C 工具 头 成形路 径 以及 成形加 工步骤 。
的工具 头路 径 。MatrC M 是 一 种 用 于 机 械 切 s A e 削加 工的专 用 软件 , 刀具 轨 迹 是 刀具 的 切 削 轨 其 迹, 而金属板 料的增 量 成 形轨 迹 是无 刃 刀具 ( 也称 工具 头 ) 的挤 压轨迹 。如果在 MatrC M 的铣 削 se A
2 金 属 直 壁 圆 筒 件 的 数 控 增 量 成 形
加 工
在 数控增量 成形试 验 中 , 属直壁 圆筒件 的加 金
汽车轻量化钢材及零部件表面处理技术的发展趋势

汽车轻量化钢材及零部件表面处理技术的发展趋势XIAO Ge;LAN Yuliang;XIANG Keyou;GAO Ronglong;LUO Zeting;LIU Huicong;LI Weiping;ZHU Liqun【摘要】本文针对汽车轻量化用高强度钢铁零件的发展趋势,讨论了这类钢铁材料的特性及近年来的发展情况;同时对汽车高强度钢铁零件的表面性能要求以及相应的表面处理技术进行了综述,尤其是介绍了近年来,针对恶劣严酷服役环境中用的汽车钢铁零件表面的高耐腐蚀、耐磨损等多种功能要求的技术发展.期望汽车轻量化在节约油耗,减少CO2的排放,提高轻量化的高强度钢铁零件的耐腐蚀等性能方面得到更多的关注.【期刊名称】《电镀与精饰》【年(卷),期】2019(041)007【总页数】6页(P25-30)【关键词】汽车轻量化;高强度钢铁;耐腐蚀性能;表面处理技术【作者】XIAO Ge;LAN Yuliang;XIANG Keyou;GAO Ronglong;LUO Zeting;LIU Huicong;LI Weiping;ZHU Liqun【作者单位】【正文语种】中文【中图分类】TQ586.5汽车的快速发展不但方便了人们的工作和生活,同时也给社会带来了环境污染、能源消耗等问题。
因此,对于汽车的轻量化、节能、环保和安全等要求越来越高。
目前研究表明,汽车轻量化是减少CO2排放和降低油耗的一种有效方式。
因此,国内外在先进高强钢这类颇具应用前景的汽车材料轻量化方面开展了大量研发与应用工作,如钢铁企业加快了汽车用先进高强钢生产体系的设计、投资、研发和应用等一系列工作。
再就是对汽车轻量化同样有着明显效果的铝合金、镁合金、工程塑料和复合材料等非钢轻质材料方面也加大了技术研发与投入力度。
当然汽车用钢铁材料仍然是最多的,在汽车轻量化用钢方面仍然是大有可为[1-12]。
实际上,对于轻量化用高强钢材料所制造的汽车零部件而言,还有一个重要环节就是在高强度钢零件表面进行化学镀、电镀和油漆等处理,从而实现汽车零部件材料表面的防腐蚀、耐磨和外观装饰等综合性能的提高[13-22],来满足人们对于整体汽车功能使用的需要。
本田展出无模具加工S800引擎罩

会产生等高线一样的挤拉痕迹 ,但 突出部位却没有这 种痕迹。 田通过提高挤拉成形的精度 , 本 然后经过加工
就是 由使用 凹模进行初步成形 的“ 拉伸成形” 与通过对 钢板进行挤拉来成形 的“ 挤拉成形” 种成形法组成。 2 作 为挤拉成形 , 就是指利用顶端为半球状 的棒状工具 , 多 次反复地一边沿等高线对固定钢板进行 拉伸 ,一边使
之成形 。 这本来就是一项通过从上下两侧使用工具 , 可
体扫描 而得到 的资料 ,制 作 出了 1 1 : 的钢 板引擎罩
行 业 信息0
本 田展出无模具加工 ¥0 引擎罩 80
在 20 05年 1月 1 ~ 6 E东 京 改装 车展(O Y 4 1 l TK O
在不使用模具的情况下进行成形 的技术 。但由于它会
产生成形痕迹 , 因此 , 田就通过在下面使用树脂模架 本
A T A O 05wt N P C上 , 田展 出了采用 U O S L N 20 i A A ) 本 h
制 品成型后 , 注射机开模机构动作 , 分型 面分开 , 在拉 料杆和侧 向型芯的作用下 ,制品和凝料滞留在 动模一 侧, 同时在斜销 l 的作用下 , 1 左右两侧 的滑块 1 0带动
型芯 1 3向外移动完成控制孔和 出水 口的抽芯 , 前后两 斜销也向外移动 ,带动型芯 3 0运动完成进水 口的抽 芯, 最后通过推杆 2 、3 2 2 把制品 由动模型腔 内推出 , 模 中弹簧 3 是用于推板复位 ,弹簧 2 2 5是用于抽芯滑块
增量体积成形数值模拟技术及其在多道次拔长工艺设计中的应用

增量体积成形数值模拟技术及其在多道次拔长工艺设计中的应用为了实现对锻件产品精确“控形”和“控性”的目标,需要对成形工艺方案进行合理设计,并对成形产品质量进行准确预报。
近几十年来,以有限元法为代表的数值模拟技术和相关计算机软硬件技术都取得了显著进步,从而为实现这一目标带来了巨大机遇。
然而,目前的数值模拟技术和计算机软硬件技术还不能完全满足实现精确“控形”和“控性”的要求。
例如对于许多增量体积成形工艺,由于其工序很多而且耗时很长,导致对工艺方案进行完整数值模拟的成本很高或者并不现实,因而难以采用数值模拟对工艺方案进行完整设计。
因此,如何提高数值模拟对于增量体积成形工艺分析的适用性,以及如何将数值模拟合理地应用于成形工艺方案的设计,仍然是具有重要科学与工程价值的问题。
本文从金属体积成形通用数值模拟技术、增量体积成形专用数值模拟技术、多道次平砧拔长工艺设计等几个方面进行了研究和探讨,对现有技术进行了改进并提出了一些新技术。
提出了针对增量体积成形的预指定刚性区自由度缩聚原理,并改进了刚粘塑性有限元的非线性迭代算法与待定刚性区自动判别算法。
针对增量体积成形的瞬时局部变形特点,根据刚性区材料对总能量泛函的贡献为零以及刚性区材料仅发生刚体运动,首次推导了预指定刚性区自由度缩聚原理——泛函积分区域缩减原理与刚性区节点自由度凝聚原理,从而降低分析系统的自由度规模。
改进了非线性刚粘塑性有限元方程组的直接迭代解法与牛顿-拉夫森迭代解法,以提高迭代收敛的稳健性。
改进了待定刚性区的自动判别算法,利用变形历史信息来不断更新当前参考平均等效应变率,从而可以适应不同变形条件。
解决了增量体积成形高效稳健有限元模拟的关键技术,包括采用两套网格描述的预指定刚性区自由度缩聚技术、三维动态接触边界搜索处理技术以及离散型流动应力数据插值技术。
针对增量体积成形中变形发生在局部区域而传热发生在全部区域的特点,提出了采用“全网格”和“子网格”的描述方法解决分析系统的计算量问题,其中“全网格”用于计算整体温度场,“子网格”用于计算变形区速度场。
锻压手册(第1卷)锻造

8 孙杰 , 映林. 柯 残余应力对航空整体结构件加工变形的影 响分析 . 机
械 工 程学 报 ,0 5,1 2 :1 20 4 ( ) 17~12 2
4 结 语
本文 首先对 引起 弱刚度 复杂 构件加 工变 形 的原 因 进 行 了分 析总结 , 为 弱 刚度 件 的加 工 误 差 主要 是 由 认 于其在加 工过程 中的变形 引起 的。为 了详细 了解 薄壁 件 和薄壁 孔 的加 工变 形 规 律 , 采用 有 限元 方法 对 其 变 形 进行 了分析 。最后认 为 对弱 刚度复 杂构件 的加工 变
近的孔 。
3 万 敏, 张卫红. 薄壁件周 铣切削力建模与表面误差 预测方法研究. 航
空学 报 ,0 5,6 5)5 8~ 0 20 2 ( :9 6 3
4 王志刚, 何宁等. 薄壁 零件加 工变形分 析及控 制方案. 国机械工 中
程 ,0 2 1 ( ) 14~17 2 0 ,3 2 :1 1
工艺与检测 Thl o — on ̄ n eo /d o
—
的合理选择以及加工前后工件处理等各方面因素, 从 而减小弱刚度件加工变形 , 提高弱刚度件的加工质量。
参 考 文 献
1 J r—S y n s i e h o gT a ,Ch n u g—L io ii iL a .Fnt e—ee n deigo tt lme tmo l fsai n c
德国哈默hermle的c系列五轴加工中心z统快速进给系统高性能cnc控制系统高性能刀夹上世纪80年代世界机床制造强国德国日本就锻压手册第1卷锻造第2卷冲压第3卷锻压车间设备第3版中国机械工程学会塑性工程学会编2008为了提高我国机械电子行业的工艺水平推动企业技术进步满足科研生产发展的需要中国机械工程学会塑性工程锻压新一轮修订增补新内容删去技术陈旧的部分压缩一些用量少且各行业已有相应标准的内容
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属板材增量成形
张弘斌200812015
1 引言
金属板料增量成形工艺是一种通过数字控制的设备,采用预先编制好的控制程序进行逐点成形板料零件的柔性加工工艺。
该工艺不需要专用模具,成形极限较大,重复性好,可控制金属流动,能加工出形状复杂的自由曲面,适用于航天、汽车工业等的小批量、多品种、形状复杂的板料零件加工,有着十分诱人的发展前景[l,2]。
2 金属板材数控增量技术介绍
金属板材渐进成形是一种柔性化的板材数控加工技术,与传统的冲压成形不同,它在成形中不需要专用的模具,而且板料具有更高的成形性能,可以在局部区域内成形出用常规手段无法加工的复杂曲面造型,同时由于局部渐进成形所需的成形力小,设备的能耗低,不仅节能而且无噪声污染,属于绿色加工的范畴。
因此,渐进成形技术引起世界各国的广泛关注,日本、韩国、意大利等各国学者对此纷纷展开研究[3,4]。
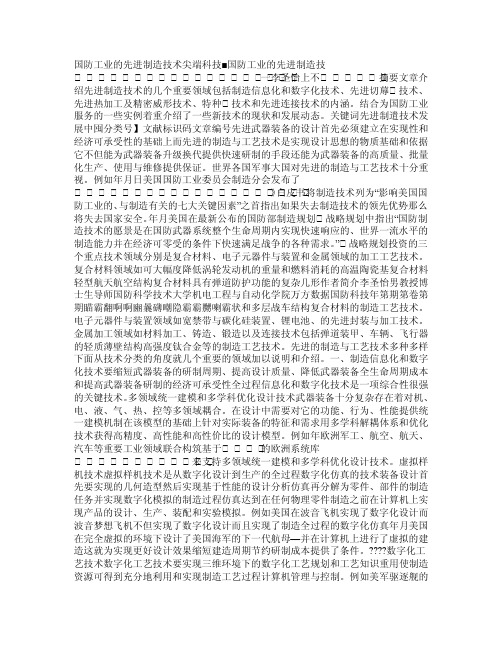
2.1 成形的工艺过程
首先将被加工板料置于一个通用模芯上,在板料四周用压板夹紧材料,该压板可沿导柱上下滑动。
然后将该装置固定在三轴联动数控成形机上,加工时,压头先走到指定位置,并对板料压下设定压下量,然后根据控制系统指令,按照第一层截面轮廓要求,以走等高线方式,对板料进行渐进塑性加工(见图1),并形成所需第一层截面轮廓,然后压头压下设定高度,再按第二层截面轮廓要求运动,并形成第二层轮廓。
如此重复直到整个工件成形完毕。
图1 金属板料渐进成形示意图
2.2增量成形的分类
增量成形根据成形时接触点的数目分为TPIF和SPIF,在TPIF中板料和工具头、支撑板同时接触,在SPIF中没有支撑板,完全无模成形[5]。
图2中A、B为TPIF,C 为SPIF。
图2 增量成形分类示意图
板料增量成形又可分为单次成形和多道次成形两种方式。
单次成形是指工具头沿目标工件轮廓自上而下逐层加工的成形方法。
该方法工序简单, 成形速度快, 成形前后壁厚t0 , t 与成形角θ呈正弦关系, 即t = t0 sinθ。
单次成形有两个主要缺点:
其一, 工件形状确定后, 各处θ角就确定了, 根据上述关系则工件壁厚就随之确定了, 无法合理调整工件各处厚度以符合均匀性原则;其二, 单次成形角度θ存在极限, 一般在22°左右, 小于其成形极限角度时(比如较大深度的直壁件) , 此方法难以加工[6]。
多次成形工艺弥补了单次成形的不足, 通过对不同道次成形形状以及每一道次加工参数的合理规划, 可分别调整工件各部分壁厚, 以达到均匀性原则的要
求, 从而提高成形极限。
图3中所示为筒形件的一种多道次加工路径规划: 第1 道次使加工区域板料作整体变形; 第2 道次从底部开始加工, 控制底部厚度; 第3 步自上而下加工减薄侧壁。
图3 多道次加工路径
3金属板材单点渐进成型技术
金属板材单点渐进成形技术是一种新的金属板材无模成形加工技术,该技术直接加工薄壳类工件,并且由于加工时对金属板材局部加压,使变形连续积累而达到整体成形,因此加工工件精度较高,该技术是一项很有发展前途的先进制造技术[7]。
上述系统可利用三轴数控立式铣床为平台来实现,也可通过专门设计的商用数控渐进成形设备来实现。
日本的率先开发出渐进成形机,我国的华中科技大学也自主研发成功渐进成形机。
此外,近年来工业机器手越来越多的被应用到数控渐进成形技术中,更好地实现了制造的柔性化与自动化。
3.1 金属板材单点渐进成形工艺及精度的研究
由于成形力越小越有利于提高工件的成形精度,而成形力又随着步长、成形角、工具头半径和板材厚度的减少而减小,因此可以通过控制工艺参数达到提高成形精度的目的。
工艺参数中板材厚度的选定并不能只根据成形力的需要而随意更改,而其它工艺参数对成形力的影响并不显著,而且还会降低成形效率[3,4]。
工具头与板材接触区域附近不必要的塑性变形和回弹会造成形件几何尺寸精度不高。
外国学者提出的解决方案:
①利用激光对板材成形区域进行局部动态加热,从时间和空间上改变材料性质,达到了减小成形区材料屈服强度的目的。
②将工具头与金属板材通上直流电,根据焦耳定律,当直流电从工具头流入金属板材时电流产生热量,从而达到提高成形区附近金属板材延展性的目的[4]。
3.2单点渐进成形技术与其他技术的结合
采用多点渐进成形进行预成形,形成大致形状之后,再采用单点渐进成形进行后续的精加工再次成形。
这样既可避免直接采用单点渐进成形效率低的问题,也避免了多点成形在一些复杂的局部位置成形精度不高的问题。
单点渐进成形技术与水射流技术结合的金属板材水射流渐进成形技术。
它用高压水射流代替成形工具头作用于板材,并使板材产生局部塑性变形。
该技术既具有数控渐进成形高柔性的特点,又兼有水射流无污染、成本低的优点[8]。
3.3 金属板材单点渐进成形支撑制造的研究
在正向成形方式中,需要在板材下方放置支撑来保证工件的顺利成形和一定的成形精度。
由单点渐进成形的性质所决定,支撑表面承受着相当大的局部作用力,而且其作用点沿进给方向变化,同时金属板材变形时沿支撑模接触面流动产生很大摩擦。
因此,要求支撑具有足够的强度、刚度、硬度、精度和良好的耐磨性。
华中科技大学采用了利用实体分层制造技术(LOM)制作的纸基支撑模型。
这种纸基模型制作快速、修改方便、操作简单,既缩短了工作周期又降低了加工成本,然而需要实体分层制造设备。
Micari为提高成形精度提出了弹性支撑的方法。
该方法是在板材底部放置弹性支撑(一般为橡胶材料),从而减小了回弹和破裂的危险,且一种弹性支撑可用
于不同工件的成形,但与简单的数控渐进成形工艺相比也增加了工件的制造成本。
4存在的问题和发展趋势
金属板材单点渐进成形技术是一种全新的无模成形技术,虽然国内外学者对金属板材单点渐进成形技术进行了大量研究,但该技术目前还处于起步阶段,无论在成形机理还是在工艺方面都还不很成熟,还需要进一步的发展。
在今后研究中,以下方面还需要进一步探讨与完善:
(1)成形工艺方面:目前对金属板材单点渐进成形机理的研究还不够充分,对成形过程中发生的拉裂、起皱、回弹等一些复杂缺陷还没有找到本质原因。
(2)专用软件方面:需要开发一些可适用于该技术的专用软件,使这些软件具有成形件CAD模型修正、成形轨迹生成、成形过程虚拟仿真、工艺参数优化、工艺参数数据库及专家系统等功能。
(3)支撑方面:需要研究更能符合成形工艺的支撑CAD模型生成方法和经济、快速、自动化程度高的支撑制作方法。
(4)成形运动方式:目前的研究大多局限于基于等高线运动的三轴数控成形方式,今后有必要研究其他运动方式和多轴成形加工,如基于螺旋运动和五轴数控成形的加工等。
5 金属板材单点渐进成形的应用研究
金属板材单点渐进成形技术为小批量、形状复杂的板材件成形开辟了一条新路,可用于航空航天、汽车、船舶等行业以及民用产品制造。
华中科技大学的赵忠成功地将该技术应用于汽车座椅的无模成形;韩国庆南大学制作了汽车防尘罩等零件;日本的本田汽车公司已经尝试采用这种技术进行汽车覆盖件的设计与制造;Amino公司利用该技术成形加工了6m长的新干线火车头覆盖件.
参考文献
[1] Chua Chee Kai,Leong Kan Fai.Rapid Prtotyping:Principles
&Applications in Manufacturing[M].Singapore:world Scientific, 1997:2—25.
[2]朱林泉,白培康,朱江淼.快速成形与快速制造技术[M].北京:国防工业出版社,2003:12—91.
[3] Matsubara. A computer numerically contr01led dieless incremental foming of a sheet metal Proceedings of the Institution of Mechanical Engineers[J].PartB-Journal of Engineering Manufacture,2001.215(7):959~966.
[4] Kim T J,Yang D Y.Impmvement of fonnability for the incremental sheet metal fomirlg process[J]. International Journal of Mechanical Sciences,2000.42,1271~1286.
[5] T. Nakagawa, Advances in Prototype and Low Volume Sheet Forming and Tooling, Journal of Materials Processing Technology 98 (2000), PP. 244-250.
[ 6] 周六如, 肖祥芷, 莫健华. 板料零件数控渐进成形工艺研究[J ] . 塑性工程学报, 2003 , 10 (4) : 27229.
[7] 朱虎,姜在宽.基于数控机床的金属板材无模单点渐进成形研究.锻压技术,2007,32(1):88~90.
[8] Jurisevic B,Sajn V,Kosel F,et al.Introduction 0f laminated supporing toos in water jel inerenlental sheet metal forming.The Intemalional Journal of Advanced Manufacturing Technology,2008,37(1):496—503.。