数控车床常用指令
数控车床常用的辅助功能指令【大全】

M功能也称辅助功能,主要是命令数控车床的一些辅助设备实现相应的动作,数控车床常用的M功能如下:(1)M00一程序停止。
数控程序中,当程序运行过程中执行到M00指令时,整个程序停止运行,主轴停止,切削液关闭。
若要使程序继续执行,只需要按一下数控机床操作面板上的循环( CYCLESTART)启动键即可。
这一指令一般用于程序调试、首件试切削时检查工件加工质量及精度等需要让主轴暂停的场合,也可用于经济型数控车床转换主轴转速时的暂停。
(2)M01一条件程序停止。
M01指令和M00指令类似,所不同的是:M01指令使程序停止执行是有条件的,它必须和数控车床操作面板上的选择性停止键( 0PT STOP)一起使用。
若按下该键,指示灯亮,则执行到M01时,功能与M00相同;若不按该键,指示灯熄灭,则执行到M01时,程序也不会停止,而是继续往下执行。
(3)M02—程序结束。
该指令往往用于个程序的最后一个程序段表示程序结束。
该指令自动将主轴停止、切削液关闭,程序指针(可以认为是光标)停留在程序的末尾,不会自动回到程序的开头。
(4)M03一主轴正转。
程序执行至M03指令,主轴正方向旋转(由尾座向主轴看时,逆时针方向旋转)。
一般转塔式刀座,大多采用刀顶面朝下安装车刀,故用该指令。
(5)M04一主轴反转。
程序执行至M04指令,主轴反方向旋转(由尾座向主轴看时,顺时针方向旋转)。
(6)M05一主轴停止。
程序执行至M05指令,主轴停止,M05指令一般用于以下一些情况:①程序结束前(常可省略,因为M02和M30指令都包含M05)。
②数控车床主轴换挡时,若数控车床主轴有高速挡和低速挡,则在换挡之前,必须用M05指令,使主轴停止,免损坏换挡机构。
③主轴正、反转之间的转换,也必须使用M05指令,使主轴停止后,再用转向指令行转向,以免伺服电动机受损。
(7)M08一冷却液开。
程序执行至M08指令时,启动冷却泵,但必须配合执行操作面板上的CLNT AUTO键,使它的指示灯处于“ON”(灯亮)的状态,否则无效。
基本编程指令G00、G01

6) 刀具移动的轨迹不是标准的直线插补(如图110)。
2.直线插补(G01) 输入格式: G01 IP F ;
例2:外圆柱切削
刀具当前位置
程序: G01 X60.0 Z-80.0 F0.3;
指令终点
或 G01 U0 W-80.0 F0.3;
80 60
注1) X、U指令可以省略 2) X、Z指令与U、W指令可在一 个程序段内混用。
80
Z轴
图 1-11 G01 指令切外圆柱
例3:外圆锥切削
G01 X80.0 Z-80.0 F0.3;
80
刀具当前位置 指令终点
60
Z轴
或
80
G01 U20.0 W-80.0 F0.3;
图 1-12 G01 指令切外圆锥
课堂小结:
1、熟练运用G00、G01指令完成加工任 务; 2、掌握内外轮廓加工工艺及编程方法。
图 1-10 G00 快速进刀
注1) 符号
代表程序原点;
2) 本章所有示例均采用公制输入; 3) 在某一轴上相对位置不变时,可以省略该轴的移 动指令;
4) 移动速度为:X轴方向、Z轴方向6000mm/min (FANUC 系统);
5) 在同一程序段中,绝对坐标指令和增量坐标指令 可以混用;
基本编程指令 G00、G00)
输入格式: G00 IP ;
X轴
刀具当前位置 快速进给指令
例1:快速进刀(G00) 程序:G00 X50.0 Z6.0;
或 G00 U-70.0 W-84.0;
实际刀具路径 指令终点位置 Y轴 程序原点
如图1-10所示
数控车床编程指令大全
1. F功能F功能指令用于控制切削进给量.在程序中,有两种使用方法. 1每转进给量编程格式 G95 F~F后面的数字表示的是主轴每转进给量,单位为mm/r.例:G95 F0.2 表示进给量为0.2 mm/r.2每分钟进给量编程格式G94 F~F后面的数字表示的是每分钟进给量,单位为 mm/min.例:G94 F100 表示进给量为100mm/min.2. S功能S功能指令用于控制主轴转速.编程格式 S~S后面的数字表示主轴转速,单位为r/min.在具有恒线速功能的机床上,S功能指令还有如下作用.1最高转速限制编程格式 G50 S~S后面的数字表示的是最高转速:r/min.例:G50 S3000 表示最高转速限制为3000r/min.2恒线速控制编程格式 G96 S~S后面的数字表示的是恒定的线速度:m/min.例:G96 S150 表示切削点线速度控制在150 m/min.3恒线速取消编程格式 G97 S~S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值.例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min.3. T功能T功能指令用于选择加工所用刀具.编程格式 T~T后面通常有两位数表示所选择的刀具号码.但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号.例:T0303 表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值.T0300 表示取消刀具补偿.4. M功能M00:程序暂停,可用NC启动命令CYCLE START使程序继续运行;M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效;M03:主轴顺时针旋转;M04:主轴逆时针旋转;M05:主轴旋转停止;M08:冷却液开;M09:冷却液关;M30:程序停止,程序复位到起始位置.5. 加工坐标系设置G50编程格式 G50 X~ Z~式中X、Z的值是起刀点相对于加工原点的位置.G50使用方法与G92类似.在数控车床编程时,所有X坐标值均使用直径值,如图所示.例:按图设置加工坐标的程序段如下:G50 X128.7 Z375.1设定加工坐标系6. 快速定位指令G00G00指令命令机床以最快速度运动到下一个目标位置,运动过程中有加速和减速,该指令对运动轨迹没有要求.其指令格式:G00 XU____ ZW____;当用绝对值编程时,X、Z后面的数值是目标位置在工件坐标系的坐标.当用相对值编程时,U、W后面的数值则是现在点与目标点之间的距离与方向.如图所示的定位指令如下:G50 X200.0 Z263.0; 设定工件坐标系G00 X40.0 Z212.0;绝对值指令编程A→C或G00 U-160.0 W-51.0;相对值指令编程A→C因为X轴和Z轴的进给速率不同,因此机床执行快速运动指令时两轴的合成运动轨迹不一定是直线,因此在使用G00指令时,一定要注意避免刀具和工件及夹具发生碰撞.如果忽略这一点,就容易发生碰撞,而快速运动状态下的碰撞就更加危险7. 直线插补指令G01G01指令命令机床刀具以一定的进给速度从当前所在位置沿直线移动到指令给出的目标位置.指令格式:G01 XU____ZW____F ;其中F是切削进给率或进给速度,单位为mm/r或mm/min,取决于该指令前面程序段的设置.使用G01指令时可以采用绝对坐标编程,也可采用相对坐标编程.当采用绝对坐编程时,数控系统在接受G01指令后,刀具将移至坐标值为X、Z的点上;当采用相对坐编程时,刀具移至距当前点的距离为U、W值的点上.如图所示的直线运动指令如下:G01 X40.0 Z20. F0.2; 绝对值指令编程G01 U20.0 W-25.9 F0.2; 相对值指令编程8. 圆弧插补指令G02、G03圆弧插补指令命令刀具在指定平面内按给定的F进给速度作圆弧插补运动,用于加工圆弧轮廓.圆弧插补命令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03两种.其指令格式如下:顺时针圆弧插补的指令格式:G02XU____ZW____I____K____F____;G02 XU____ZW___R___ F____;逆时针圆弧插补的指令格式:G03 XU____ZW____ I____K____F____;; G03 XU____ZW___R___ F____;使用圆弧插补指令,可以用绝对坐标编程,也可以用相对坐标编程.绝对坐标编程时,X、Z是圆弧终点坐标值;增量编程时,U、W是终点相对始点的距离.圆心位置的指定可以用R,也可以用I、K,R 为圆弧半径值;I、K为圆心在X轴和Z轴上相对于圆弧起点的坐标增量; F为沿圆弧切线方向的进给率或进给速度.当用半径R来指定圆心位置时,由于在同一半径R的情况下,从圆弧的起点到终点有两种圆弧的可能性,大于180°和小于180°两个圆弧.为区分起见,特规定圆心角α≤180°时,用“+R”表示;α>180°时,用“-R”.注意:R编程只适于非整圆的圆弧插补的情况,不适于整圆加工.例如,图3-13中所示的圆弧从起点到终点为顺时针方向,其走刀指令可编写如下:G02 X50.0 Z30.0 I25.0 F0.3;绝对坐标,直径编程,切削进给率0.3mm/rG02 U20.0 W-20.0 I25.0 F0.3;相对坐标,直径编程,切削进给率0.3mm/rG02 X 50. 0 Z30.0 R25.0 F0.3;绝对坐标,直径编程,切削进给率0.3mm/rG02 U20.0 W-20.0 R25.0 F0.3;相对坐标,直径编程,切削进给率0.3mm/r9. 暂停指令G04G04指令用于暂停进给,其指令格式是:G04 P____或G04 XU____暂停时间的长短可以通过地址XU或P来指定.其中P后面的数字为整数,单位是ms;XU后面的数字为带小数点的数,单位为s.有些机床,XU后面的数字表示刀具或工件空转的圈数.该指令可以使刀具作短时间的无进给光整加工,在车槽、钻镗孔时使用,也可用于拐角轨迹控制.例如,在车削环槽时,若进给结束立即退刀,其环槽外形为螺旋面,用暂停指令G04可以使工件空转几秒钟,即能将环形槽外形光整圆,例如欲空转2.5s时其程序段为: G04 X2.5或G04 U2.5或G04 P2500;G04为非模态指令,只在本程序段中才有效.10. 英制和米制输入指令G20、G21G20表示英制输入,G21表示米制输入.G20和G21是两个可以互相取代的代码.机床出厂前一般设定为G21状态,机床的各项参数均以米制单位设定,所以数控车床一般适用于米制尺寸工件加工,如果一个程序开始用G20指令,则表示程序中相关的一些数据均为英制单位为英寸;如果程序用G21指令,则表示程序中相关的一些数据均为米制单位为mm.在一个程序内,不能同时使用G20或G21指令,且必须在坐标系确定前指定.G20或G21指令断电前后一致,即停电前使用G20或G21指令,在下次后仍有效,除非重新设定.11. 进给速度量纲控制指令G98、G99在数控车削中有两种切削进给模式设置方法,即进给率每转进给模式和进给速度每分钟进给模式.1进给率,单位为mm/r,其指令为:G99;进给率转换指令G01X____Z____F____; F的单位为mm/r2进给速度,单位为mm/min,其指令为:.G98;进给速度转换指令G01X____Z____F____; F的单位为mm/minG98和G99都是模态指令,一旦指定就一直有效,直到指定另一方式为止.车削CNC系统缺省的进给模式是进给率,即每转进给模式,只有在用动力刀具铣削时才采用每分钟进给模式.12. 参考点返回指令G27、G28、G30参考点是CNC机床上的固定点,可以利用参考点返回指令将刀架移动到该点.可以设置最多四个参考点,各参考点的位置利用参数事先设置.接通电源后必须先进行第一参考点返回,否则不能进行其它操作.参考点返回有两种方法:1手动参考点返回.2自动参考点返回.该功能是用于接通电源已进行手动参考点返回后,在程序中需要返回参考点进行换刀时使用的自动参考点返回功能.自动参考点返回时需要用到如下指令:1返回参考点检查G27G27用于检验X轴与Z轴是否正确返回参考点.指令格式为:G27 XU____ ZW____XU、ZW为参考点的坐标.执行G27指令的前提是机床通电后必须手动返回一次参考点.执行该指令时,各轴按指令中给定的坐标值快速定位,且系统内部检查检验参考点的行程开关信号.如果定位结束后检测到开关信号发令正确,则参考点的指示灯亮,说明滑板正确回到了参考点位置;如果检测到的信号不正确,系统报警,说明程序中指令的参考点坐标值不对或机床定位误差过大.2参考点返回指令G28、G30G28 XU ____ ZW ____;第一参考点返回,其中XU、ZW为参考点返回时的中间点,X、Z为绝对坐标,U、W为相对坐标.参考点返回过程如图3-14所示.G30 P2 XU____ ZW____;第二参考点返回,P2可省略G30 P3 XU____ Z W____;第三参考点返回G30 P4 XU____ ZW____;第四参考点返回第二、第三和第四参考点返回中的XU、Z W的含义与G28中的相同.如图3-14所示为刀具返回参考点的过程,刀具从当前位置经过中间点190,50返回参考点,其指令为:G30 X190 Z50;G30 U100 W30;如图3-14中的虚线路径所示,如果参考点返回时不经过中间点,则刀具会与工件发碰撞,引起事故.G功能0快速1直线插补2顺圆3逆圆33螺纹32攻牙循环90外内圆柱面循环92螺纹循环94外内圆锥面循环74端面钻孔循环75外内元切槽循环71外圆初车循环72端面初车循环22局部循环开始80局部循环结束50设工件绝对坐标26XZ回参考点27x回参考点29z回参考点4延时93系统偏置98每分进给99每转进给M功能0暂停2程序结束20循环加工30程序结束关主轴和冷却3正转4反转5停主轴8.9开关冷却10.11工件松紧41.42.43主轴123档78.79尾座进退97程序转移98子程序调用99子程序返回M是主轴的指令开头,S是转速的开头,T是刀具的开头,G就是车削形式的开头.举几个例子,M03是主轴正转,M04主轴反转,M05主轴停止.G00就是快速移动,G01直线插补,G02顺时针圆弧插补,G03逆时针圆弧插补.还有很多不一一列举了太多了,买本书自己看看我感觉比FANUC简单.数控编程指令全套指令常用的2008年03月05日星期三 16:19下面是简单的代码和指令.很实用的哦M 指令和 G 代码M03 主轴正转M03 S1000 主轴以每分钟1000的速度正转M04主轴逆转M05主轴停止M10 M14 .M08 主轴切削液开M11 M15主轴切削液停M25 托盘上升M85工件计数器加一个M19主轴定位M99 循环所以程式G 代码G00快速定位G01主轴直线切削G02主轴顺时针圆壶切削G03主轴逆时针圆壶切削G04 暂停G04 X4 主轴暂停4秒G10 资料预设G28原点复归G28 U0W0 ;U轴和W轴复归G41 刀尖左侧半径补偿G42 刀尖右侧半径补偿G40 取消G97 以转速进给G98 以时间进给G73 循环G80取消循环 G10 00 数据设置模态G11 00 数据设置取消模态G17 16 XY平面选择模态G18 16 ZX平面选择模态G19 16 YZ平面选择模态G20 06 英制模态G21 06 米制模态G22 09 行程检查开关打开模态G23 09 行程检查开关关闭模态G25 08 主轴速度波动检查打开模态G26 08 主轴速度波动检查关闭模态G27 00 参考点返回检查非模态G28 00 参考点返回非模态G31 00 跳步功能非模态G40 07 刀具半径补偿取消模态G41 07 刀具半径左补偿模态G42 07 刀具半径右补偿模态G43 17 刀具半径正补偿模态G44 17 刀具半径负补偿模态G49 17 刀具长度补偿取消模态G52 00 局部坐标系设置非模态G53 00 机床坐标系设置非模态G54 14 第一工件坐标系设置模态G55 14 第二工件坐标系设置模态G59 14 第六工件坐标系设置模态G65 00 宏程序调用模态G66 12 宏程序调用模态模态G67 12 宏程序调用取消模态G73 01 高速深孔钻孔循环非模态G74 01 左旋攻螺纹循环非模态G76 01 精镗循环非模态G80 10 固定循环注销模态G81 10 钻孔循环模态G82 10 钻孔循环模态G83 10 深孔钻孔循环模态G84 10 攻螺纹循环模态G85 10 粗镗循环模态G86 10 镗孔循环模态G87 10 背镗循环模态G89 10 镗孔循环模态G90 01 绝对尺寸模态G91 01 增量尺寸模态G92 01 工件坐标原点设置模态三大数控系统G代码快速通读一、数控车床系统G代码×为本软件中不能用现象表达的指令G功能字含义 FANUC数控系统 SIEMENS数控系统华中数控系统快速进给、定位 G00 G0 G00直线插补 G01 G1 G01圆弧插补CW顺时针 G02 G2 G02圆弧插补CCW逆时针 G03 G3 G03暂停 G04 G04英制输入 G20 G70 G20 ×公制输入 G21 G71 G21回归参考点 G28 G74 G28由参考点回归 G29 G29返回固定点 G75直径编程 -- G23 G36半径编程 -- G22 G37刀具补偿取消 G40 G40 G40左半径补偿 G41 G41 G41右半径补偿 G42 G42 G42设定工件坐标系 G50 G92设置主轴最大的转速 G50 G26上限 G25下限 -- ×选择机床坐标系 G53 G53 G53选择工作坐标系1 G54 G54 G54选择工作坐标系2 G55 G55 G55选择工作坐标系3 G56 G56 G56选择工作坐标系4 G57 G57 G57选择工作坐标系5 G58 G58选择工作坐标系6 G59 G59精加工复合循环 G70 G70内外径粗切复合循环 G71 G71 端面粗切削复合循环 G72 G72 闭环车削复合循环 G73 LCYC95 G73 螺纹切削复合循环 G76 G76外园车削固定循环 G90 G80端面车削固定循环 G94 G81螺纹车削固定循环 G92 LCYC97 G82绝对编程 --- G90 G90相对编程 --- G91 G91每分钟进给速度 G98 G94 G94 ×每转进给速度 G99 G95 G95 ×恒线速度切削 G96 G96 G96 ×恒线速度控制取消 G97 G97 G97 ×二、数控铣床系统G代码×为本软件中不能用现象表达的指令G功能字含义 FANUC数控系统 SIEMENS数控系统华中数控系统快速进给、定位 G00 G0 G00直线插补 G01 G1 G01圆弧插补CW顺时针 G02 G2 G02圆弧插补CCW逆时针 G03 G3 G03暂停 G04 G04选择XY平面 G17 G17 G17选择XZ平面 G18 G18 G18 ×选择YZ平面 G19 G19 G19 ×英制输入 G20 G70 G20 ×公制输入 G21 G71 G21回归参考点 G28 G74 G28由参考点回归 G29 G29返回固定点 G75刀具补偿取消 G40 G40 G40左半径补偿 G41 G41 G41右半径补偿 G42 G42 G42刀具长度补偿+ G43 G43刀具长度补偿- G44 G44刀具长度补偿取消 G49 G49 取消缩放 G50 G50 ×比例缩放 G51 G51 ×机床坐标系选择 G53 G53 G53选择工作坐标系1 G54 G54 G54 选择工作坐标系2 G55 G55 G55 选择工作坐标系3 G56 G56 G56 选择工作坐标系4 G57 G57 G57 选择工作坐标系5 G58 G58 选择工作坐标系6 G59 G59 坐标系旋转 G68 G68 ×取消坐标系旋转 G69 G69 ×高速深孔钻削循环 G73 G73 左螺旋切削循环 G74 G74精镗孔循环 G76 G76取消固定循环 G80 G80中心钻循环 G81 G81反镗孔循环 G82 G82深孔钻削循环 G83 G83右螺旋切削循环 G84 G84镗孔循环 G85 G85镗孔循环 G86 G86反向镗孔循环 G87 G87镗孔循环 G88 G88镗孔循环 G89 G89绝对编程 G90 G90 G90相对编程 G91 G91 G91设定工件坐标系 G92 G92固定循环返回起始点 G98 G98 返回固定循环R点 G99。
数控车床G指令和M代码
数控车床G指令和M代码详细解释FANUC数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
数控车床编程中常用指令的编程技巧与实例

数控车床编程中常用指令的编程技巧与实例在生产过程中,程序指令巧妙的使用,不仅可以提高生产效率,也使学生对其产生浓厚的学习兴趣。
下面通过几个实例简要介绍以下几个指令在编程中的使用技巧。
一、g50指令g50在数控加工中有两个作用:(1)g50是主轴速度控制指令(最高转速限制)。
g50指令中的s与g97中的s表示的一样,都是主轴转速大小。
当采用g96方式加工零件时,线速度是保持不变,但直径逐渐变小时,它的主轴转速会越来越高,为防止主轴转速太高,离心力过大,产生危险以及影响机床的使用寿命,采用此指令可限制主轴的最高转速。
此指令一般与g96配合使用。
例,g50 s2000:表示最高转速限制在2000 r/min。
(2)g50是车床设定坐标时最常用的指令。
指令格式:g50 x_ z_其中,x、z的值是起刀点相对于加工原点的位置。
在数控车床编程时,所有x坐标值均使用直径值。
说明:①在执行此指令之前必须先进行对刀,通过调整机床,将刀尖放在程序所要求的起刀点位置上。
②此指令并不会产生机械移动,只是让系统内部用新的坐标值取代旧的坐标值,从而建立新的坐标系。
例:如图1送料滚所示。
分析图纸并确定加工工艺:毛坯尺寸为φ32 mm,长430 mm。
对于该送料滚,可用两顶尖装夹工件车削工件右端,保证φ18 mm,长16 mm尺寸及φ30 mm,长400 mm尺寸,然后,再用一夹一顶装夹加工工件左端并保证尺寸。
右端程序如下:o1234;…g00 x30. z3.;安全进刀点m00;程序暂停g50 z0;设定工件坐标系g01 z-400. f200;…m30;对于此程序看似很简单,其巧妙之处就在于“m00 g50 z0”这两行程序。
众所周知,批量加工时,中心孔的深度很难控制一致,那么在采用两顶尖装夹工件时,工件坐标系也很难一致。
如果每一件工件重新对刀也比较影响生产效率。
对于以上问题,我们可以在加工中重新设立工件坐标系。
具体操作是:在程序执行到“m00”时,数控车床的进给系统暂停工作后,按“手轮”方式,摇动手轮使刀尖与工件右端面轻轻接触,然后,再转换为“自动”方式,按“循环启动”进行下一步加工。
数控机床常用准备功能指令的编程方法1
G02 J _ K _ G19 Y _ Z _ F _ G03 R _
ቤተ መጻሕፍቲ ባይዱ号说明:
G02 I _ J _ G17 X _ Y _ F _ G03 R _
B
D C
X
相对坐标半径方式编程:
O0001 N100 G92 X0 Y0; N101 G00 X0 Y18 S600 T01 M03; N102 G02 X18 Y0 R18 F100; Y N104 G03 X68 Y0 R25; N106 G02 X88 Y20 R-20; A N108 M05; N110 M02;
常用指令复习
G00,G01,G02,G03; G90,G91,G92; M指令 F指令 ,S指令 T指令
三、刀具半径补偿指令
在零件轮廓铣削加 工时,由于刀具半 径尺寸影响,刀具 的中心轨迹与零件 轮廓往往不一致。 为了避免计算刀具 中心轨迹,直接按 零件图样上的轮廓 尺寸编程,数控系 统提供了刀具半径 补偿功能
注意:
建立补偿程序段,必须是在补偿平面内不为零的直线移动 建立补偿程序段,一般应在切入工件之前完成 撤销补偿程序段,一般应在切出工件之后完成
4)刀具半径补偿功能的优点:
(1)只需按零件轮廓编程,不需计算刀 具中心运动轨道;
(2)刀具磨损或刀具重磨后,刀具半径 变小,只需改动刀具半径补偿值,而不 必须改程序
G04——暂停指令(非模态指令)
功能:可使刀具作短时的无进给运动 编程格式:G04 X____ 或 G04 P____ 其中:X,P其后的数值表示暂停的时间,单位为s或ms ; 视具体数控系统而定。 用途: 用车削环槽、锪平面、钻孔等光整加工 用作时间匹配,对于那些动作较长的外部,或者为 了使某一操作有足够的时间可靠的完成,可在程序 中插入该指令。
数控车床编程基本指令大全

1.常用编程指令的应用车削加工编程一般包含X和Z坐标运动及绕Z轴旋转的转角坐标C 。
(1)快速定位(G00或G0)刀具以点位控制方式从当前所在位置快速移动到指令给出的目标位置。
指令格式:G00 X(U) Z(W) ;(2)直线插补(G01或G1)指令格式:G01 X(U) Z(W) F ;图1 快速定位图2 直线插补G00 X40.0 Z56.0;G01 X40.0 Z20.1 F0.2;/绝对坐标,直径编程;/绝对坐标,直径编程,切削进给率0.2mm/rG00 U-60.0 W-30 G01 U20.0 W-25.9 F0.2;/增量坐标,直径编程/增量坐标,直径编程,切削进给率0.2mm/r(3)圆弧插补(G02或G2,G03或G3)1)指令格式: G02 X(U)_Z(W)_I_K_F_ ;G02 X(U) Z(W) R F ;G03 X(U)_Z(W)_I_K_F_ ;G03 X(U) Z(W) R F ;2)指令功能:3)指令说明:①G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。
圆弧的顺、逆方向判断见图3左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图3右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断;图3 圆弧的顺逆方向②如图4,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。
I、K为圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
图4 圆弧绝对坐标,相对坐标图5 圆弧插补G02 X50.0 Z30.0 I25.0 F0.3; G03 X87.98 Z50.0 I-30.0 K-40.0 F0.3;G02 U20.0 W-20.0 I25.0 F0.3;/绝对坐标,直径编程G02 X50.Z30.0 R25.0 F0.3;G03 U37.98 W-30.0 I-30.0 K-40.0 F0.3;G02 U20.0 W-20.0 R25.0 F0.3;/相对坐标,直径编程(4)主轴转速设置(S)车床主轴的转速(r/min)为:式中υ为圆周切削速度,单位缺省为m/min 、D为工件的外径,单位为mm。
数控车床常用指令详解(GSK980TD系统)
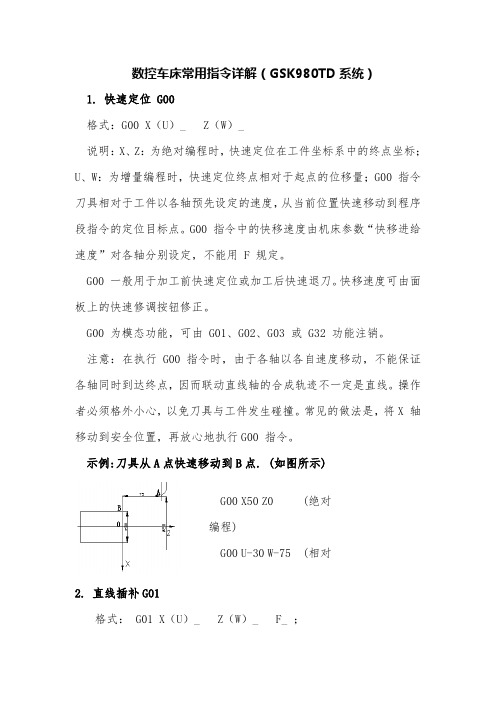
数控车床常用指令详解(GSK980TD系统)1. 快速定位 G00格式:G00 X(U)_ Z(W)_说明:X、Z:为绝对编程时,快速定位在工件坐标系中的终点坐标;U、W:为增量编程时,快速定位终点相对于起点的位移量;G00 指令刀具相对于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
G00 指令中的快移速度由机床参数“快移进给速度”对各轴分别设定,不能用 F 规定。
G00 一般用于加工前快速定位或加工后快速退刀。
快移速度可由面板上的快速修调按钮修正。
G00 为模态功能,可由 G01、G02、G03 或 G32 功能注销。
注意:在执行 G00 指令时,由于各轴以各自速度移动,不能保证各轴同时到达终点,因而联动直线轴的合成轨迹不一定是直线。
操作者必须格外小心,以免刀具与工件发生碰撞。
常见的做法是,将X 轴移动到安全位置,再放心地执行G00 指令。
示例:刀具从A点快速移动到B点. (如图所示)G00 X50 Z0 (绝对编程)G00 U-30 W-75 (相对2. 直线插补G01格式: G01 X(U)_ Z(W)_ F_ ;说明: X、Z:为绝对编程时在工件坐标系中的终点坐标;U、W:为增量编程时终点相对于起点的位移量;F_:合成进给速度。
G01 指令刀具以联动的方式,按 F 规定的合成进给速度,从起点到终点的运动轨迹是一条直线.3.圆柱面切削循环G90圆柱面单一固定循环如图所示编程格式 G90 X(U)~ Z(W)~ F~式中:X、Z——圆柱面切削的终点坐标值;U、W——圆柱面切削的终点相对于循环起点坐标增量A、起点(终点)例1:应用圆柱面切削循环功能下图所示零件(毛坯直径50mm)O0001N10 T0101N20 M03 S1000N30 G00 X55 Z4 M08N40 G01 Z2 F3004.圆锥面切削循环 G90编程格式 G90 X(U)~ Z(W)~ R~ F~式中:X、Z——圆锥面切削的终点坐标值;U、W——圆柱面切削的终点相对于循环起点的坐标;R——圆锥面切削的起点相对于终点的半径差。
数控车床基本编程指令
数控车床基本编程指令
数控车床(Computer Numerical Control Lathe)的基本编程指令通常是用来描述加工轴向、径向、切削速度、进给速度等方面的操作。
下面是一些常见的数控车床基本编程指令:
G代码:用于指定不同的功能和动作。
例如:
G00:快速定位
G01:直线插补
G02:圆弧顺时针插补
G03:圆弧逆时针插补
G04:暂停(延时)
G28:回零点
G71:开启公制单位
G72:开启英制单位
M代码:用于控制机床的辅助功能和动作。
例如:
M03:主轴正转
M04:主轴反转
M05:主轴停止
M08:冷却液开启
M09:冷却液关闭
M30:程序结束
X、Y、Z轴坐标控制:用于控制工件在不同轴向上的移动。
例如:
X10.0:将X轴移动到坐标10.0处
Y5.0:将Y轴移动到坐标5.0处
Z-2.0:将Z轴移动到坐标-2.0处
F代码:用于设定进给速度(切削速度)。
例如:
F100:设定进给速度为每分钟100毫米(或英寸)
S代码:用于设定主轴转速。
例如:
S1000:设定主轴转速为每分钟1000转
T代码:用于选择工具。
例如:
T0101:选择编号为0101的刀具
这些是最基本的数控车床编程指令,实际上还有更多用于高级功能和特定应用的指令。
正确理解和使用这些指令对于确保数控车床操作的准确性和效率至关重要。
(完整word版)数控技术指令集合
数控铣床常用代码类型及其含义G代码—-准备功能F代码—-加工功能M代码—-辅助功能S代码——主轴功能T代码——刀具功能N代码—-顺序号G指令(1)G0 快速移动(定位)指令:格式:G0 X__Y__Z__B__刀具以快速移动速度从当前点运动到坐标指定的位置(快速移动速度为6米/分).G0指令执行时,主轴可以不转动.(2)G1 直线移动(线性插补)指令:格式:G1 X__Y__Z__B__(F__S__M__)刀具以给定的进给速度、转速,从当前点移动到坐标所指定的点。
运动时4个坐标同时移动,同时到达终点.G1指令运动时,主轴必须转动,主轴转动状态由M指令指定.G1指令的目标点坐标也可用极坐标来表示.在绝对坐标(G90)下,用B2、L2代表与水平轴的夹角和长度;在相对坐标(G91)下,用B1、L1代表与水平轴的夹角和长度。
也可用X坐标和B1表示。
若前面已定了F、S、M,则此处可省略.(3) G2、G3 顺时针、逆时针圆弧移动(圆弧插补)指令:格式:G2(G3) X__(Y__)Z___I__(J__)K__(R__) (F__S__M__)刀具从当前点顺(逆时钟)运动,以给定的圆弧中心坐标(I、K)或圆弧半径R,移动到坐标给定的目标点.若前面已定了F、S、M,则此处可省略。
刀具坐标使用X-Y组合或是X—Z组合,还是Y-Z组合,取决于所选定的工作平面(G17、G18、G19)。
圆心坐标也相应为I—J、I—K和J—K.(4) G17、G18、G19工作平面定义指令:格式:G17(G18、G19) 无参数G17定义工作平面为XOY(卧式),Z轴为主轴方向G18定义工作平面为XOZ(立式),Y轴为主轴方向G19定义工作平面为YOZ,X轴为主轴方向。
(5)G90、G91绝对坐标、相对坐标指令:格式:G90(G91)无参数G90 出现该指令后所有的坐标值均为绝对值坐标(相对于工作坐标系),直到遇到G91指令取消,机床开机后缺省状态为G90。
数控编程常用代码

数控编程常用代码
一、G代码
在数控编程中,G代码是控制机床进行具体动作的命令代码。
以下是一些常用的G代码:
•G00:快速移动,用于快速定位工件或切削工具。
•G01:直线插补,用于直线运动。
•G02:圆弧插补,顺时针方向。
•G03:圆弧插补,逆时针方向。
•G20:英制单位下的尺寸指令。
•G21:公制单位下的尺寸指令。
二、M代码
M代码是机床执行一些辅助功能的指令代码。
以下是一些常用的M代码:
•M00:暂停程序。
•M03:主轴正转。
•M05:主轴停止。
•M08:冷却液开。
•M09:冷却液关。
三、常用变量
在数控编程中,还会用到一些常用的变量,例如:
•N:程序序号,用于标识程序中的每一行。
•X、Y、Z:用于指定工件在三个坐标轴上的位置。
•I、J、K:用于指定圆弧的中心坐标或增量值。
•F:进给速度。
•S:主轴转速。
四、样例代码
下面是一个简单的数控编程样例:
N10 G00 X0 Y0 Z0
N20 M03 S1000
N30 G01 X100 Y50 F200
N40 G02 X200 Y0 I100 J-50
N50 G03 X0 Y0 I-100 J50
N60 M05
N70 M30
五、总结
数控编程是现代制造业中一项重要的技术,通过合理运用G代码、M代码和变量,可以实现对机床的高效控制,提高生产效率和产品质量。
以上是关于数控编程中常用的一些代码和变量的介绍,希望对初学者有所帮助。
数控车床常用指令精选全文完整版
可编辑修改精选全文完整版一、数控车床常用指令(一)主轴转速控制指令和主轴功能指令1、主轴功能指令主轴功能指令(S指令)是设定主轴转数的指令。
⑴主轴最高转速的设定(G50或G92)用来设定主轴的最高转速。
格式为:G50 S_ ; S_ 跟着主轴最大速度(r/min);⑵恒线速度控制指令(G96)系统执行G96后,认为用S指定的数值表示工件上任一点的线速度一样,主要用于车工件的端面、锥度或圆弧等,单位为m/min 。
如G96 S200⑶主轴转速控制指令(G97)G97是取消恒线速度控制的指令,这时S指定的数值表示主轴每分钟的转速,单位为r/min。
如G97 S30表示主轴转速为:30r/min2、固定循环切削固定循环切削是指对于在加工过程中,必须重复加工多次才能完成轮廓加工的典型切削形式,刀具运动的路径预先编好,存储在存储器中,用专门的G代码进行指令。
有单一形状固定循环和复合形状固定循环之分。
⑴单一形状固定循环指令(G90、G94)外圆切削循环指令格式为:G90 IP_ F__ ; (其中IP_是外径、内径切削终点坐标,F_是切削加工时刀具的进速度,其他都是按照快速进给速度进行的)该指令主要用于轴类零件的外圆、内圆和锥面的加工。
⑵端面切削循环指令(G94)该指令用于加工圆柱端面或角度大的圆锥面。
A.则切削圆柱端面的输入格式为: G94 X(U)_ Z(W)_ F_ ;其中,X_ Z_ 表示切削终点的绝对坐标,而U_ W_ 表示切削终点相对于刀具起点的增量坐标。
B.切削大锥面的输入格式为;G94 X(U)_ Z(W)_ K _ F_ ;其中,X(U)_ Z(W)_ 同圆柱端面,K_ 表示锥面轴向尺寸之差而且,当所切削的锥面起始点Z坐标大于终点Z坐标时为正,反之为负.(3)复合固定循环切削(G70---G76)用这些加工指令,只需给定最终精加工路径、循环次数和每次加工余量,机床就能自动确定粗加工的刀具路径。
数控车床编程的常用指令
N10 G50 X100. Z52.;
N20 G00 X70. Z4.
N30 M03 S800 T0101;
N40 G71 U4. R2.;
N50 G71 P60 Q140 U4. W2. F0.5 S500;
N60 G00 X6. S800;
N70 G01 Z-24. F0.2;
N80 X12.;
N40 G74 R2.;
N50 G74 Z-80. P2000 F0.5;
N60 G00 X100. Z100.;
N70 M05;
N80 M30;
N(ns)……………….
……………………..
……………………..
N(nf)…………….…
其中:
i—— X方向退刀量的距离和方向(半径指定),该值是模态的,直到其他值指定以前不改变;
k—— Z方向退刀量的距离和方向,该值是模态的,直到其他值指定以前不改变;
d——重复加工次数;
Ns——精加工轮廓程序段中开始程序段的段号;
N90 Z-32.;
N100 X20.;
N110 W-50.;
N120 X40.;
N130 W-20.;
N140 X62. W-11.;
N150 G70 P60 Q140;
N160 G00 X100. Z52.;
N170 M05;
N180 M30;
深孔钻循环指令G74
编程格式
G74 R(e);
G74 Z(W) P(△i) F;
编程格式
G72 W(Δd) R(e);
G72 P(ns) Q(nf) U(u) W(w) F(f) S(s) T(t);
N(ns)………………
数控车床基本指令编程

3.G00指令应用举例 G00指令应用举例
绝对值编程:G00 X120.0 Z100.0; 增量值编程:GOO U80.0 W80.0;
三、直线插补指令编程(G01) 直线插补指令编程( )
1.指令格式
X( G01 X(U) Z( W) F ; ●G01指令是模态代码 G01指令是模态代码 G01指令是模态代码,它是直线运动的命令, 规定刀具在两坐标或三坐标间以插补联动方式 按F指定的进给速度作任意斜率的直线运动。 ●绝对值编程时 绝对值编程时,刀具以F指令的进给速度进 绝对值编程时 行直线插补,运动到工件坐标系X、Z点; ●增量值编程时 增量值编程时,刀具以F进给速度运动到距 增量值编程时 离现有位置为U、W的点。 ●F进给速度在没有新的F指令以前一直有效 F进给速度在没有新的F指令以前一直有效, 不必在每个程序段中都写入F指令。
(3)尺寸字 尺寸字用于确定机床上刀具运动终点的坐标位置。 其中,第一组 X,Y,Z,U,V,W,P,Q,R 用于确定终 点的直线坐标尺寸;第二组 A,B,C,D,E 用于确定终点的角 度坐标尺寸;第三组 I,J,K 用于确定圆弧轮廓的圆心坐标尺 寸。在一些数控系统中,还可以用P指令暂停时间、用R指令圆 弧的半径等。 (4)进给功能字F 进给功能字F 进给功能字的地址符是F,又称为F功能或F指令,用于指定 切削的进给速度。对于车床,F可分为每分钟进给和主轴每转进 给两种,对于其它数控机床,一般只用每分钟进给。F指令在螺 纹切削程序段中常用来指令螺纹的导程。
3.G01指令应用举例 (2) G01指令应用举例
O2002(已调试) T0101; M03 S400; G00 X31.0 Z3.0; G01 Z-50.0 F80.0; X36.0; Z3.0; X30.0; Z-50.0; X36.0; G00 X100.0 Z50.0; M05; M30;
数控车床指令字符一览表-文档资料

代码 模态 功能说明 代码
M00 非模态 程序停止 M03
M02 非模态 程序结束 M04
M30
非模态
程序结束并返 回程序起点
M05 M07
M98 非模态 调用子程序 M08
M99 非模态 子程序结束 M09
模态 功能说明 模态 主轴正转起动 模态 主轴反转起动 模态 主轴停止转动 模态 切削液打开 模态 切削液打开 模态 切削液停止
2次 3次 3次 4次
0.4 0.16
0.6 0.3 0.11
0.6
0.6
0.5
0.5
0.14
0.3
0.13
0.6 0.6 0.4 0.21
量 5次
•.
•5
6次
备注 ▲ ▲ ▲ ▲
▲ ▲
▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲ ▲
•2
准备功能一览表(二)
G 代码 组 G65 00 G71 G72 G73 G76 06 G80 G81 G82 G90 13 G91 G92 00 G94 14 G95 G96 16 G97
功能 宏指令简单调用 外径/内径车削复合循环指令 端面车削复合循环指令 闭环车削复合循环指令 螺纹切削复合循环指令 外径/内径车削固定循环指令 端面车削固定循环指令 螺纹切削固定循环指令 绝对值编程指令 相对值编程指令 工件坐标系设定 每分钟进给速度 每转进给速度
恒线速度切削
参数(后续地址字) P,A~Z
X,Z,U,W,C,P Q,R,E
X,Z,I,K,C,P R,E
X,Z
S S
备注: ⑴ 00 组中的 G 代码是非模态的,其他•.组的 G 代码是模态的; ⑵ ▲ 标记者为缺省值。
数控车床常用指令详解GSK系统

数控车床常用指令详解G S K系统Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】数控车床常用指令详解(GSK980TD系统)1. 快速定位 G00格式:G00 X(U)_ Z(W)_说明:X、Z:为绝对编程时,快速定位在工件坐标系中的终点坐标;U、W:为增量编程时,快速定位终点相对于起点的位移量;G00 指令刀具相对于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
G00 指令中的快移速度由机床参数“快移进给速度”对各轴分别设定,不能用 F 规定。
G00 一般用于加工前快速定位或加工后快速退刀。
快移速度可由面板上的快速修调按钮修正。
G00 为模态功能,可由 G01、G02、G03 或 G32 功能注销。
注意:在执行 G00 指令时,由于各轴以各自速度移动,不能保证各轴同时到达终点,因而联动直线轴的合成轨迹不一定是直线。
操作者必须格外小心,以免刀具与工件发生碰撞。
常见的做法是,将X 轴移动到安全位置,再放心地执行G00 指令。
示例:刀具从A点快速移动到B点. (如图所示)G00 X50 Z0 (绝对编程)G00 U-30 W-75 (相对编程)G00 X50 W-75 (混合编程)2. 直线插补G01格式: G01 X(U)_ Z(W)_ F_ ;说明: X、Z:为绝对编程时在工件坐标系中的终点坐标;U、W:为增量编程时终点相对于起点的位移量;F_:合成进给速度。
G01 指令刀具以联动的方式,按 F 规定的合成进给速度,从起点到终点的运动轨迹是一条直线.3.圆柱面切削循环G90圆柱面单一固定循环如图所示编程格式 G90 X(U)~ Z(W)~ F~式中:X、Z——圆柱面切削的终点坐标值;U、W——圆柱面切削的终点相对于循环起点坐标增量A、起点(终点)B、切削起点C、切削终点例1:应用圆柱面切削循环功能下图所示零件(毛坯直径50mm)O0001N10 T0101N20 M03 S1000N30 G00 X55 Z4 M08N40 G01 Z2 F300N50 G90 X45 Z-25 F200N60 X40N70 X35N80 G00 X200 Z200N90 M304.圆锥面切削循环 G90编程格式 G90 X(U)~ Z(W)~ R~ F~式中:X、Z——圆锥面切削的终点坐标值;U、W——圆柱面切削的终点相对于循环起点的坐标;R——圆锥面切削的起点相对于终点的半径差。
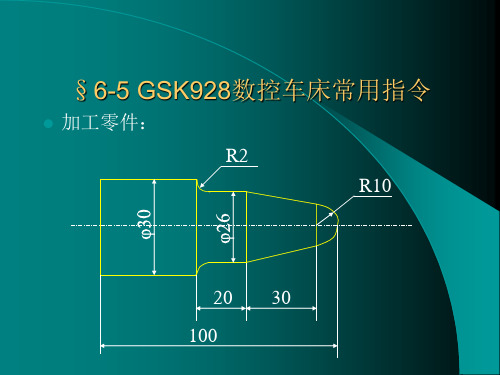
数控车床常用编程指令
数控车床常用加工指令一.单一循环1.G90——圆柱、圆锥切削指令。
a.圆柱切削:格式:G90 X(U) Z(W) FX-Z绝对坐标尺寸U-W 增量坐标尺寸F 进给量b.圆锥切削:格式:G90 X(U) Z(W) R FR的计算方法为右端面半径尺寸减去左端面尺寸。
注意:当锥度左大右小是R为负值。
当锥度左小右大是R为正值。
2.G92——螺纹切削指令。
格式:G92 X(U) Z(W) R FX-Z绝对坐标尺寸U-W 增量坐标尺寸F 螺距(导程)R 锥螺纹时锥度值为半径。
3.G94——端面切削指令。
格式:G94 X(U) Z(W) R FX-Z 绝对坐标尺寸U-W 增量坐标尺寸F 进给量R 端面锥度值注意:当锥度左大右小是R为负值。
当锥度左小右大是R为正值。
二.复合循环切削指令。
所有粗加工循环的精加工指令为:G70 P(Σ) Q(β) F S T1.外径粗车固定循环格式:G71 U(δd) R(e)G71 P(Σ) Q(β) U(ε) W(∮) F S Tδd ——每次X向循环切削的吃刀量(半径值)、无正负号。
e ——每次X向切削的退刀量(半径值)、无正负号。
Σ——精加工线路的开始程序段序号。
β——精加工线路的结束程序段序号。
ε—— X向精加工留余量。
∮—— Z向精加工留余量。
2.端面粗车固定循环格式:G72 W(δd) R(e)G72 P(Σ) Q(β) U(ε) W(∮) F S Tδd ——每次X向循环切削的吃刀量(半径值)、无正负号。
e ——每次X向切削的退刀量(半径值)、无正负号。
Σ——精加工线路的开始程序段序号。
β——精加工线路的结束程序段序号。
ε—— X向精加工留余量。
∮—— Z向精加工留余量。
3.固定形状放行粗车循环格式:G73 U(δd) W(∞ R(e)G73 P(Σ) Q(β) U(ε) W(∮) F S Tδd —— X向总退刀量(半径值)、无正负号。
∞—— Z向总退刀量无正负号。
GSK928数控车床常用指令
G84 X(U)_ Z(W)_ R_ A_ C_ P_ D_;
P_为每次切削X轴方向退刀的间距;
D_ 为定义圆弧的方向,0为顺圆,1为逆圆;
图示为逆圆。
圆弧起点
圆弧终点
C
刀具起点
G85 X轴方向切削的球面粗车循环 格式为:G85 X(U)_ Z(W)_ R_ A_ C_ P_ D_; G88 Z轴方向切槽循环 格式为:G88 X(U)_ Z(W)_ A_ C_ P_; 其中, X(U)_ Z(W)_ 为槽的对角方向,从而确定
( X, Z) K<0
P A 起点
G81端面锥面粗车循环(X轴方向切削) 格式为:G81 X(U)_ Z(W)_ I_ C_ P_ ; 其中: X(U)_ Z(W)_ 为X轴和Z轴粗车循环总进
给量和方向;
I_ 为相对于X(U)的锥度,省略为无锥度; C_ 为Z轴方向每次切削进刀量; P_ 为Z轴方向的退刀间距;
K_ ; 其中:P_为螺距,其他与英制螺纹一样;
G84 Z轴方向切削的球面粗车循环 格式为:G84 X(U)_ Z(W)_ R_ A_ C_ P_ D_; 其中: X(U)_ Z(W)_ 为圆弧起点坐标;
R_为圆弧的半径,或用(I,K)即圆心相 对于圆弧起点的位置来表示。
A_为X方向的每次进刀量; C_为圆弧终点的Z轴方向相对于G84起点 的位置,圆弧终点的X轴为G84起点的坐标;
Z(W)效果相同,为Z轴方向的坐标偏置; 该指令还可以用于粗车时预留加工余量使用。
对于G93偏置的消除,可以用执行G27,G28指令 消除,还可以用G93 X0 Y0 ;程序段消除。
G98 设置每分钟进给速度状态
G99 设置每转进给速度状态
G82 X(U)_ Z(W)_ I_ A_ C_ P_ R_ D_ L_ K_ ; R_为螺纹结束的45度倒角在Z轴的分量,可省
数控车床常用指令
一、数控车床常用指令(一)主轴转速控制指令和主轴功能指令1、主轴功能指令主轴功能指令(S指令)是设定主轴转数的指令。
⑴主轴最高转速的设定(G50或G92)用来设定主轴的最高转速。
格式为:G50 S_ ; S_ 跟着主轴最大速度(r/min);⑵恒线速度控制指令(G96)系统执行G96后,认为用S指定的数值表示工件上任一点的线速度一样,主要用于车工件的端面、锥度或圆弧等,单位为m/min 。
如G96 S200⑶主轴转速控制指令(G97)G97是取消恒线速度控制的指令,这时S指定的数值表示主轴每分钟的转速,单位为r/min。
如G97 S30表示主轴转速为:30r/min2、固定循环切削固定循环切削是指对于在加工过程中,必须重复加工多次才能完成轮廓加工的典型切削形式,刀具运动的路径预先编好,存储在存储器中,用专门的G代码进行指令。
有单一形状固定循环和复合形状固定循环之分。
⑴单一形状固定循环指令(G90、G94)外圆切削循环指令格式为:G90 IP_ F__ ; (其中IP_是外径、内径切削终点坐标,F_是切削加工时刀具的进速度,其他都是按照快速进给速度进行的)该指令主要用于轴类零件的外圆、内圆和锥面的加工。
⑵端面切削循环指令(G94)该指令用于加工圆柱端面或角度大的圆锥面。
A.则切削圆柱端面的输入格式为: G94 X(U)_ Z(W)_ F_ ;其中,X_ Z_ 表示切削终点的绝对坐标,而U_ W_ 表示切削终点相对于刀具起点的增量坐标。
B.切削大锥面的输入格式为;G94 X(U)_ Z(W)_ K _ F_ ;其中,X(U)_ Z(W)_ 同圆柱端面,K_ 表示锥面轴向尺寸之差而且,当所切削的锥面起始点Z坐标大于终点Z坐标时为正,反之为负.(3)复合固定循环切削(G70---G76)用这些加工指令,只需给定最终精加工路径、循环次数和每次加工余量,机床就能自动确定粗加工的刀具路径。
A.外径粗车循环 G71该指令适用于对毛坯料粗车外径和粗车内径。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床常用指令一、准备功能G代码准备功能G指令由G后一或二位数值组成,它用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。
1. 有关坐标系和坐标的指令(1)绝对值编程G90与相对值编程G91格式:G90G91说明:G90:绝对值编程,每个编程坐标轴上的编程值相对于程序原点。
G91:相对值编程,每个编程坐标轴上的编程值相对于前一位置而言,该值等于沿轴移动的距离。
G90、G91为模态功能,可相互注销,G90为缺省值。
例:如图2.3所示,使用G90、G91编程;要求刀具由原点按顺序移动到1、2、3点。
图2.3 G90/G91编程(2)工件坐标系设定G92格式:G92 X__Y__Z__说明:X、Y、Z值设定工件坐标系原点到刀具起点的有向距离。
G92指令通过设定刀具起点(对刀点)与坐标系原点的相对位置建立工件坐标系,工件坐标系一旦建立,绝对值编程时的指令值就是在此坐标系中的坐标值。
例:使用G92编程,建立如图2.4所示的工件坐标系。
图2.4 工件坐标系的建立执行此程序段只建立工件坐标系,刀具并不产生运动。
G92指令为非模态指令,一般放在一个零件程序的第一段。
(3)零点偏置G54-G59格式:.说明:G54~G59是系统预定的6个工件坐标系(如图2.5),可根据需要任意选用。
这6个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)可用MDI方式输入,系统自动记忆。
工件坐标系一旦选定,后续程序段中绝对值编程时的指令值均为相对此工件坐标系原点的值。
G54-G59为模态功能,可相互注销,G54为缺省值。
图2.5 工件坐标系选择(G54-G59)2. 进给控制指令(1)快速定位G00格式:G00 X__Y__Z__说明:X、Y、Z:快速定位终点,在G90时为终点在工件坐标系中的坐标,在G91时为终点相对于起点的位移量。
G00一般用于加工前快速定位或加工后快速退刀。
G00指令中,刀具相对于工件以机床各轴预先设定的速度,从当前位置快速移动到程序段指定的定位目标点,其速度可由面板上的快速修调旋钮修正,而不能用F来规定。
G00为模态功能,可由G01、G02、G03功能注销。
注意:在执行G00指令时,由于各轴以各自速度移动,不能保证各轴同时到达终点,因而联动直线轴的合成轨迹不一定是直线。
操作者必须格外小心,以免刀具与工件发生碰撞。
常见的做法是将X轴移动到安全位置,再放心地执行G00指令。
(2)线性进给及倒角G01I.线性进给(直线插补)格式:G01 X__Y__Z__F__;说明:X、Y、Z:线性进给终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量;G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按线性路线(联动直线轴的合成轨迹为直线)移动到程序段指令的终点。
G01是模态代码,可由G00、G02、G03功能注销。
例:如图2.7所示,使用G01编程;要求从A点线性进给到B点(此时的进给路线是从A→B 的直线)。
绝对值编程:G90 G01 X90 Z90 F200相对值编程:G91 G01 X60 Z70 F200图2.7 G01编程II. 倒角此指令为数控车床专有。
倒角控制机能可以在两相邻轨迹程序段之间插入直线倒角或园弧倒角。
在指定直线插补(G01)或圆弧插补(G02,G03)的程序段尾,输入C ,便插入倒角程序段;输入R ,便插入圆角程序段。
C后的数值表示倒角起点和终点距假想拐角交点的距离,R后的值表示倒角圆弧的半径。
假想拐角交点是未倒角前两相邻轨迹程序段的交点。
例:如图2.8 所示,使用G01编程;要求在两相邻轨迹程序段间分别插入直线倒角和园弧倒角。
%0020G92 X26 Z530G91 G01 Z-250 R6X120 Z-10 C3Z-270M02图2.8 倒角控制注意:第二直线段必须由点B而不是由点C开始,在增量坐标编程方式下,需指定从点B开始移动的距离。
(3)圆弧进给G02/G03格式:.说明:G02:顺时针圆弧插补;G03:逆时针圆弧插补;X、Y、Z:圆弧终点,在G90时为圆弧终点在工件坐标系中的坐标;在G91时为圆弧终点相对于圆弧起点的位移量;I、 K:圆心相对于圆弧起点的偏移值(等于圆心的坐标减去圆弧起点的坐标如图2.10所示)在G90/G91时都是以增量方式指定;R:圆弧半径,当圆弧圆心角小于180°时,R为正值,否则R为负值。
●顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向;●整圆编程时不可以使用R,只能用I、J、K;●同时编入R与I、J、K时,R有效。
3. 暂停指令G04格式:G04 P__说明:P:暂停时间,单位为sG04可使刀具作短暂停留,以获得圆整而光滑的表面。
该指令除用于切槽、钻镗孔外,还可用于拐角轨迹控制。
在执行含G04指令的程序段时,先执行暂停功能。
而且是当前一程序段的进给速度降到零之后才开始暂停动作。
数控车床典型G指令(1)简单循环1)内(外)径切削循环G80I.圆柱面内(外)径切削循环格式:G80 X__Z__F__该指令执行如图2.13所示A→B→C→D→A的轨迹动作。
说明:图2.13 圆柱面内(外)径切削循环X、Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,其符号由轨迹1和2的方向确定。
例:编制如图2.14所示零件的加工程序;要求采用直径方式编程,按箭头所指示的路径进行加工。
N30 G80 G91 X-8 Z-66 F100N40 X-16 Z-66N50 X-24 Z-66N60 X-32 Z-66M02II.圆锥面内(外)径切削循环格式:G80 X__Z__ I__F__说明:X、Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离。
I:为切削起点B与切削终点C的半径差。
其符号为差的符号(无论是绝对值编程还是增量值编程)。
该指令执行如图2.15所示A→B→C→D→A的轨迹动作。
图2.15 圆锥面内(外)径切削循环2)螺纹切削循环G82格式:G82 X__Z__R__E__ F__说明:X、Z:绝对值编程时,为螺纹终点C在工件坐标系下的坐标;增量值编程时,为螺纹终点C相对于循环起点A的有向距离,其符号由轨迹1和2的方向确定。
F:螺纹导程R、E:螺纹切削的退尾量,R、E均为绝对值,R为Z向回退量;E为X向回退量,R、E 可以省略,表示不用回退功能。
该指令执行图2.16所示A→B→C→D→E→A的轨迹动作。
图2.16 螺纹切削循环G82注意:●切削螺纹需在低转速下进行,主轴转速应低于350r/min。
●螺纹切削循环G82在进给保持状态下,完成全部动作之后才停止运动。
(2)复合循环运用复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和走刀次数。
内(外)径粗车复合循环G71格式:G71 U(⊿d) R(e) P(ns) Q(nf) X(⊿U) Z(⊿W) F(f)说明:⊿d:切削深度(每次切削量),指定时不加符号,方向由矢量AA′决定;e:每次退刀量;ns:精加工路径第一程序段(即图中的AA′)的顺序号;nf:精加工路径最后程序段(即图中的BB′)的顺序号;U:X方向精加工余量;W:Z方向精加工余量;F:粗加工时G71中编程的F有效,而精加工时处于ns到nf 程序段之间的F有效。
该指令执行如图所示的粗加工和精加工,其中精加工路径为A→A′→B′→B的轨迹。
注意:●G71指令必须带有P、Q地址,否则不能进行该循环加工;●在ns的程序段中应包含G00/G01指令,进行从A到A′的动作,且该程序段中不应编有Z向移动指令。
●在顺序号为ns到顺序号nf的程序段中,可以有G02/G03指令,但不应包含子程序。
例:用G71指令编制如图2.17所示零件的加工程序。
O1034;(见图5)G54;G90 G00 X26 Z36;G71 U2 R1.0 P100 Q200 X0.4 Z0.2 F400;N100 G00 X5 Z36 F200;G01 X5 Z30;X10 Z24;X10 Z17;X16 Z17;X16 Z10;X25 Z5;N200 X25 Z0;图2.17 内(外)径粗车复合循环编程示例 G00 X28 Z38;M02;2.子程序编程举例:如图2.20所示需要进行加工的手柄,毛胚为φ20mm尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为1mm(半径)。
将工件右端面中心点确定为工件原点。
该加工程序及说明如下:%1048 程序起始行图2.20 手柄编程G54 建立工件坐标系G54G90 G00 X20 Z5 M03 刀架快速移近工件右端面,主轴正转G80 X17 Z-48 F150 用简单循环指令G80切削φ17mm外圆,切削速度150mm/min G80 X14 Z-42 切削手柄外圆至φ14mm,并退至循环起点G80 X12 Z-42 切削手柄外圆至φ12mm,并退至循环起点G01 X12 Z0 F300 移至φ12mm端面处准备进行子程序循环M98 P0003 L6 调用子程序,循环次数为六次G00 X20 Z5 快速退回至起刀处M05 主轴停M02 程序结束O0003(子程序)子程序号G01 G91 X-2 F100 相对编程:刀架靠近工件2mm(直径值),切削速度150mm/min G03 X7.68 Z-2.9 R4 车R4mm圆弧X0 Z-27.58 R50 车R50mm圆弧G02 X-0.92 Z-9.05 R20 车R20mm圆弧X5.92 Z-2.47 R3 车R3mm圆弧G01 X1.32 X向退刀X2 Z-1 倒角1mmZ-5 车外圆G00 X8 X向快速退刀8mmZ48 快速退至工件端面处X-10 X向进刀8mmM99 该子程序结束,执行M99,返回到主程序三、辅助功能M、S、F、T代码1.辅助功能M代码辅助功能由地址字M和其后的一或两位数字组成,主要用于控制零件程序的走向,以及机床各种辅助功能的开关动作。
M功能有非模态M功能和模态M功能两种形式:●非模态M功能(当段有效代码):只在书写了该代码的程序段中有效。
●模态M功能(续效代码):一组可相互注销的M功能,这些功能在被同一组的另一个功能注销前一直有效。
华中数控装置M指令功能如表2.1所示(表中三角形标记者为缺省值):表2.1 M代码及功能(1) CNC内定的辅助功能I.程序暂停M00当CNC执行到M00指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。