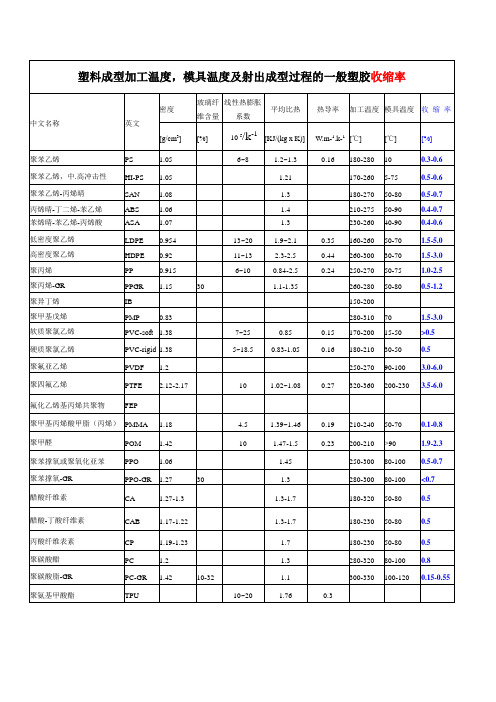
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率
塑料模塑收缩率

塑料模塑收缩率
塑料的模塑收缩率是指成型后产品尺寸与模具尺寸之间的差异,它受到多种因素的影响。
一般来说,结晶形塑料的收缩率在1.0%~3.0%,而无定形塑料的收缩率在
0.4%~0.8%。
不同种类的塑料其收缩率差别很大,例如,HDPE的收缩率在
1.5%~3.5%,POM在 1.8%~
2.6%,LDPE在 1.5%~
3.0%,PA6在0.7%~1.5%,PP在1.0%~3.0%,PA66在1.0%~2.5%等。
塑料模塑收缩率的测量可以通过模具试片来进行,根据测量结果可以调整模具或工艺,以保证最终产品的尺寸符合要求。
对于不同的塑料材料,其收缩率差别较大,因此需要根据具体的塑料类型和所需精度来合理考虑和控制模塑收缩率,以确保产品的尺寸精度。
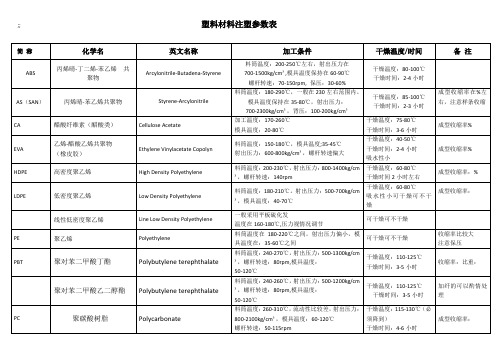
塑料材料注塑参数表

干燥温度:40-50C
干燥时间:2-4小时 吸水性小
成型收缩率
0.7-2%
HDPE
高密度聚乙烯
High Den sity Polyethyle ne
料筒温度:200-230C,射出压力:
800-1400kg/cm3,螺杆转速:140rpm
干燥温度:115-130C(必 须降到0.02-0.03%)
干燥时间:4-6小时
成型收缩率:
0.4-0.7%
PEEK
聚醚醚酮
polyetheretherket one
PMMA
聚甲基丙基酸甲酯(业克 力)
Polymethyl Methacrylate
料筒温度:190-245C,流动性差射出压力:
750-2400kg/cm3,模具温度:40-70C,螺杆转 速宜慢:背压:150-400kg/cm3
理
PC/ABS
合金材料
料筒温度:230-260C,通常在250C之间,根 据PC以及ABS的含量来决定温度范围,
注塑压力:600-1300bar,模具温度:60-90C
注塑速度:中速,成型比较好
干燥温度:90-100C
干燥时间:4-6小时
收缩率比较小,但 也注意保压;注意 干燥
ABS/PMMA
合金材料
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
常用塑料收缩率及加工参数
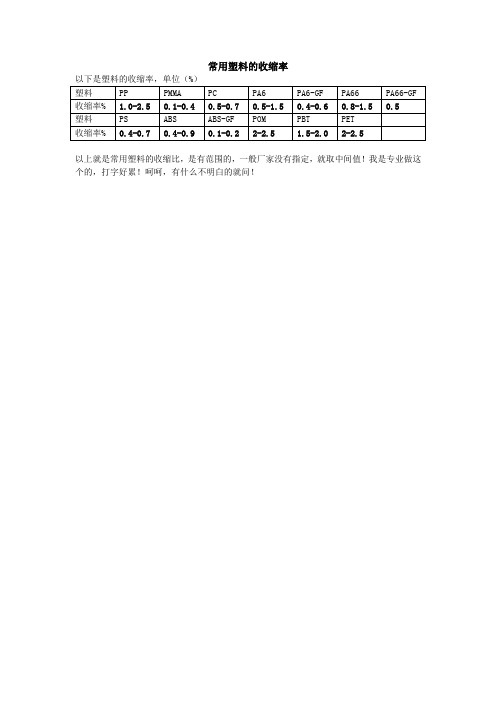
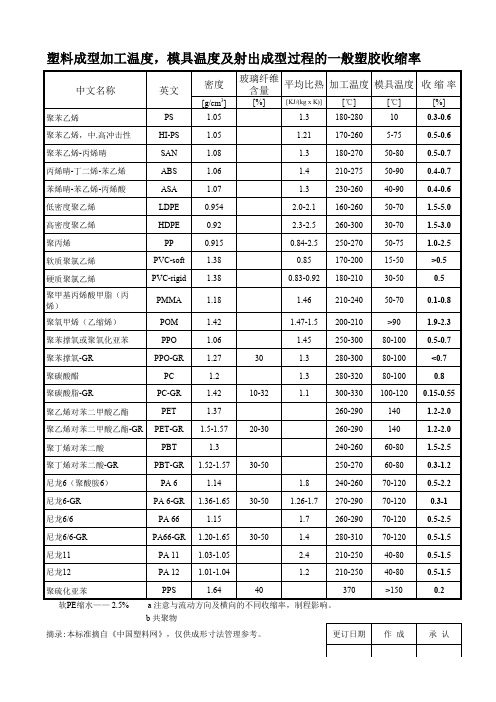
常用塑料的收缩率以下是塑料的收缩率,单位(%)塑料PP PMMA PC PA6 PA6-GF PA66 PA66-GF 收缩率% 1.0-2.5 0.1-0.4 0.5-0.7 0.5-1.5 0.4-0.6 0.8-1.5 0.5塑料PS ABS ABS-GF POM PBT PET收缩率% 0.4-0.7 0.4-0.9 0.1-0.2 2-2.5 1.5-2.0 2-2.5以上就是常用塑料的收缩比,是有范围的,一般厂家没有指定,就取中间值!我是专业做这个的,打字好累!呵呵,有什么不明白的就问!塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称英文密度玻璃纤维含量平均比热加工温度模具温度收缩率[g/cm3] [%][KJ/(kg xK)][℃] [℃] [%]聚苯乙烯PS 1.05 - 1.3 180-280 10 0.3-0.6 聚苯乙烯,中.高冲击性HI-PS 1.05 - 1.21 170-260 5-75 0.5-0.6 聚苯乙烯-丙烯晴SAN 1.08 - 1.3 180-270 50-80 0.5-0.7 丙烯晴-丁二烯-苯乙烯ABS 1.06 - 1.4 210-275 50-90 0.4-0.7 苯烯晴-苯乙烯-丙烯酸ASA 1.07 - 1.3 230-260 40-90 0.4-0.6 低密度聚乙烯LDPE 0.954 - 2.0-2.1 160-260 50-70 1.5-5.0 高密度聚乙烯HDPE 0.92 - 2.3-2.5 260-300 30-70 1.5-3.0聚丙烯PP 0.915 - 0.84-2.5 250-270 50-75 1.0-2.5 聚丙烯-GR PPGR 1.15 30 1.1-1.35 260-280 50-80 0.5-1.2 聚异丁烯IB - - - 150-200 - -聚甲基戊烯PMP 0.83 - - 280-310 70 1.5-3.0 软质聚氯乙烯PVC-soft 1.38 - 0.85 170-200 15-50 >0.5 硬质聚氯乙烯PVC-rigid 1.38 - 0.83-0.92 180-210 30-50 0.5聚氟亚乙烯PVDF 1.2 - - 250-270 90-100 3.0-6.0聚四氟乙烯PTFE 2.12-2.17- 0.12 320-360 200-230 3.5-6.0氟化乙烯基丙烯共聚物FEP - - - - - -聚甲基丙烯酸甲脂(丙烯)PMMA 1.18 - 1.46 210-240 50-70 0.1-0.8 聚氧甲烯(乙缩烯)POM 1.42 - 1.47-1.5 200-210 >90 1.9-2.3 聚苯撑氧或聚氧化亚苯PPO 1.06 - 1.45 250-300 80-100 0.5-0.7 聚苯撑氧-GR PPO-GR 1.27 30 1.3 280-300 80-100 <0.7醋酸纤维素CA 1.27-1.3- 1.3-1.7 180-320 50-80 0.5醋酸-丁酸纤维素CAB 1.17-1.22- 1.3-1.7 180-230 50-80 0.5丙酸纤维表素CP 1.19-1.23- 1.7 180-230 50-80 0.5聚碳酸醋PC 1.2 - 1.3 280-320 80-100 0.8聚碳酸脂-GR PC-GR 1.42 10-32 1.1 300-330 100-120 0.15-0.55 聚乙烯对苯二甲酸乙酯PET 1.37 - - 260-290 140 1.2-2.0聚乙烯对苯二甲酸乙酯-GR PET-GR1.5-1.5720-30 - 260-290 140 1.2-2.0聚丁烯对苯二酸PBT 1.3 - - 240-260 60-80 1.5-2.5聚丁烯对苯二酸-GR PBT-GR 1.52-1.5730-50 - 250-270 60-80 0.3-1.2尼龙6(聚酸胺6)PA 6 1.14 - 1.8 240-260 70-120 0.5-2.2尼龙6-GR PA 6-GR 1.36-1.6530-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 - 1.7 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.6530-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05- 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04- 1.2 210-250 40-80 0.5-1.5聚醚矾PSO 1.37 - - 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 - 370 >150 0.2热塑性聚亚胺脂PUR 1.2 - 1.85 195-230 20-40 0.9酚甲醛树脂GP PF 1.4 - 1.3 60-80 170-190 1.2三聚氰胺甲醛GP MF 1.5 - 1.3 70-80 150-165 1.2-2 三聚氰胺酚甲醛MPF 1.6 - 1.1 60-80 160-180 0.8-1.8聚脂树脂UP 2.0-2.1- 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 1.7-1.9 ca.70 160-170 0.2 软PE缩水—— 2.5% a 注意与流动方向及横向的不同收缩率,制程影响.。
常用塑料注塑特性(比重、收缩率、成型温度)
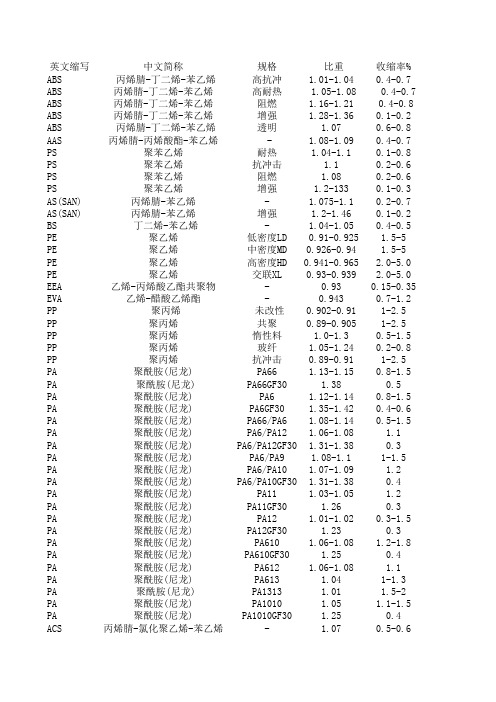
英文缩写中文简称 规格 比重收缩率% ABS 丙烯腈-丁二烯-苯乙烯高抗冲 1.01-1.040.4-0.7 ABS丙烯腈-丁二烯-苯乙烯高耐热 1.05-1.08 0.4-0.7 ABS丙烯腈-丁二烯-苯乙烯阻燃 1.16-1.21 0.4-0.8 ABS丙烯腈-丁二烯-苯乙烯增强 1.28-1.36 0.1-0.2 ABS 丙烯腈-丁二烯-苯乙烯透明 1.070.6-0.8 AAS丙烯腈-丙烯酸酯-苯乙烯 - 1.08-1.09 0.4-0.7 PS聚苯乙烯 耐热 1.04-1.10.1-0.8 PS聚苯乙烯抗冲击 1.10.2-0.6 PS聚苯乙烯阻燃 1.080.2-0.6 PS聚苯乙烯增强 1.2-1330.1-0.3 AS(SAN)丙烯腈-苯乙烯- 1.075-1.10.2-0.7 AS(SAN)丙烯腈-苯乙烯增强 1.2-1.46 0.1-0.2 BS 丁二烯-苯乙烯 - 1.04-1.050.4-0.5 PE聚乙烯低密度LD 0.91-0.925 1.5-5 PE聚乙烯 中密度MD0.926-0.94 1.5-5 PE聚乙烯高密度HD0.941-0.965 2.0-5.0 PE聚乙烯交联XL0.93-0.939 2.0-5.0 EEA乙烯-丙烯酸乙酯共聚物-0.930.15-0.35 EVA乙烯-醋酸乙烯酯 -0.9430.7-1.2 PP 聚丙烯 未改性0.902-0.911-2.5 PP聚丙烯共聚0.89-0.905 1-2.5 PP聚丙烯惰性料 1.0-1.3 0.5-1.5 PP聚丙烯玻纤 1.05-1.240.2-0.8 PP聚丙烯抗冲击0.89-0.911-2.5 PA聚酰胺(尼龙)PA66 1.13-1.150.8-1.5 PA 聚酰胺(尼龙) PA66GF30 1.380.5 PA聚酰胺(尼龙)PA6 1.12-1.140.8-1.5 PA聚酰胺(尼龙)PA6GF30 1.35-1.420.4-0.6 PA聚酰胺(尼龙) PA66/PA6 1.08-1.14 0.5-1.5 PA聚酰胺(尼龙) PA6/PA12 1.06-1.08 1.1 PA聚酰胺(尼龙)PA6/PA12GF30 1.31-1.380.3 PA聚酰胺(尼龙)PA6/PA9 1.08-1.11-1.5 PA聚酰胺(尼龙)PA6/PA10 1.07-1.09 1.2 PA聚酰胺(尼龙) PA6/PA10GF30 1.31-1.380.4 PA聚酰胺(尼龙)PA11 1.03-1.05 1.2 PA聚酰胺(尼龙)PA11GF30 1.260.3 PA聚酰胺(尼龙)PA12 1.01-1.020.3-1.5 PA聚酰胺(尼龙)PA12GF30 1.230.3 PA聚酰胺(尼龙)PA610 1.06-1.08 1.2-1.8 PA聚酰胺(尼龙)PA610GF30 1.250.4 PA聚酰胺(尼龙)PA612 1.06-1.08 1.1 PA聚酰胺(尼龙)PA613 1.041-1.3 PA 聚酰胺(尼龙)PA1313 1.01 1.5-2 PA聚酰胺(尼龙)PA1010 1.05 1.1-1.5 PA聚酰胺(尼龙)PA1010GF30 1.250.4 ACS丙烯腈-氯化聚乙烯-苯乙烯- 1.070.5-0.6MBS甲基丙烯酸甲酯-丁二烯-苯乙烯 - 1.0420.5-0.6 TPX聚4-甲基戊烯-1透明0.83 1.5-3 TPX聚4-甲基戊烯-1不透明 1.09 1.5-3 PM聚降冰片烯- 1.070.4-0.5 PVC聚氯乙烯硬质 1.35-1.450.1-0.5 PVC聚氯乙烯软质 1.16-1.35 1.0-5.0 CPVC氯化聚氯乙烯 - 1.35-1.50.1-0.5 PMMA聚甲基丙烯酸甲酯-0.940.3-0.4 POM聚甲醛均聚 1.422-2.5 POM聚甲醛 均聚增强 1.5 1.3-2.8 POM 聚甲醛共聚 1.412 POM聚甲醛共聚增强 1.50.2-0.6 PC聚碳酸酯无填料 1.20.5-0.7 PC聚碳酸酯增强10% 1.250.2-0.5 PC聚碳酸酯 增强30% 1.24-1.520.1-0.2 PC聚碳酸酯 PC/ABS 1.1-1.20.5-0.9 PPO 聚苯醚未增强 1.06-1.10.07-0.09 PPO聚苯醚增强30% 1.21-1.360.03-0.04 PPS聚苯硫醚未增强 1.340.06-0.08 PPS聚苯硫醚增强30% 1.640.02-0.04 PSF聚砜- 1.240.7 PASF聚芳砜- 1.360.8 PES聚醚砜 - 1.140.4-0.7 PET聚对苯二甲酸乙二醇酯增强30% 1.670.2-0.9 PBT聚对苯二甲酸丁二醇酯未增强 1.2-1.30.6 PBT聚对苯二甲酸丁二醇酯增强30% 1.520.3 CPE 氯对聚醚- 1.40.6 PCTFE聚三氟氯乙烯- 2.07-2.181-1.5 PVDF聚偏氟乙烯- 1.75-1.78-CAP丙烯酸醋酸纤维--0.3-0.6 CAB丙烯酸丁酸纤维 --0.3-0.6 EC 乙基纤维素- 1.14-PPSU聚苯砜 - 1.30.3 PEEK 聚醚醚酮未增强 1.260.2 PEEK 聚醚醚酮增强25% 1.40.2 PAR聚芳酯未增强 1.20.3 PAR聚芳酯 增强 1.40.3- 聚酚聚酚氧- 1.180.3-0.4 FEP全氟(乙烯丙烯)共聚物 - 2.14-2.17 3.0-4.0 TPU热塑性聚氨酯- 1.2-1.25-TPE热塑性弹性体苯乙烯类0.9-1.26 2.0-4.5 TPV热塑性硫化橡胶PP/EPDM0.9-0.98 1.5-3.5 -聚苯酯 - 1.40.5 PF 酚醛注塑料未增强 1.5-1.80.6-1.1 PF酚醛注塑料增强 1.7-1.81 DAP聚邻苯二甲酸二丙烯酯- 1.270.5-0.8 MF三聚氧胺甲醛 增强 1.80.3ALK醇酸树脂 - 1.8-20.6-1模具温度℃ 料筒温度40-90210-24040-90 220-25040-90210-240 40-90 210-24040-90210-24050-85210-24060-80200-60-80200-60-80200-60-80200-65-75180-27065-75180-27065-75180-27050-70180-25050-70180-25035-65180-24035-65180-240<60205-31524-40120-18040-60190-24040-60190-24040-60190-24040-60200-24040-60180-23020-95315-37030-85260-31020-95 250-31030-85260-31035-80250-31030-80250-31030-85260-31030-85250-31030-85250-31030-85260-31030-85250-31030-85260-31040190-26040-50200-26060-90230-26060-80230-28060-80230-27060-80230-27020-80250-30050-60190-21050-60200-27050-60<200<80200-22070260-30070260-300 60-80250-270 40-50160-190 40-50160-180 90-100200-30-40220-270 60-80205-220 60-80210-230 60-80205-220 60-80210-230 80-110250-340 90-120250-320 -120240-320 90-120250-320 120-150340-120-150350-120-150340-350 120-150340-350 93-98330-400 232-260315-415 80-110230-330 85-100265-300 60-80250-270 60-80230-245 80-95160-240 130-150275-305 60-90220-290 40-70190-225 40-70180-220 50-70210-240 80-120320-380 160-350-365 160-180370-390 120-280-350 120-280-350 50-60150-220 200-230330-400 40-130-180 40-60140-200 40-60160-220 100-160370-380 165-65-95 165-18060-90 140-15090-165-17070-95150-18540-100。
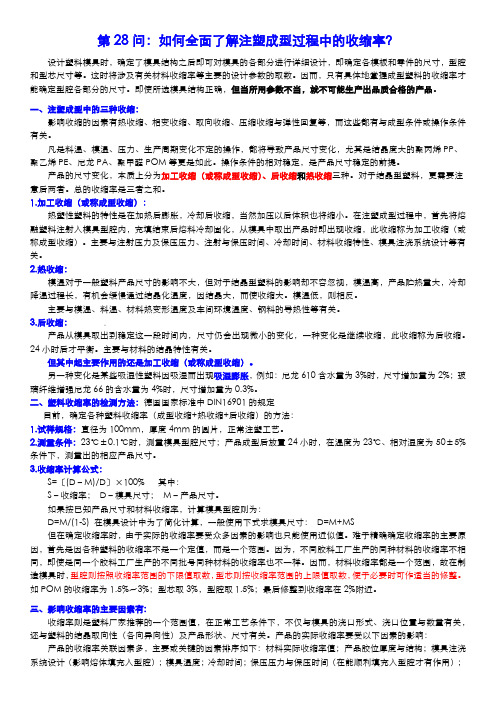
塑料模具尺寸和收缩率

塑料模具尺寸和收缩率设计塑料模时,确定了模具结构之後即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。
这时将涉及有关材料收缩率等主要的设计参数。
因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。
即使所选模具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。
塑料收缩率及其影响因素热塑性塑料的特性是在加热後膨胀,冷却後收缩,当然加压以後体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束後熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为後收缩。
另一种变化是某些吸湿性塑料因吸湿而出现膨胀。
例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。
但其中起主要作用的是成形收缩。
目前确定各种塑料收缩率(成形收缩+後收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。
即以23℃±0.1℃时模具型腔尺寸与成形後放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
如果按已知塑件尺寸和材料收缩率计算模具型腔则为D=M/(1-S) 在模具设计中为了简化计算,一般使用下式求模具尺寸:D=M+MS(2)如果需实施较为精确的计算,则应用下式: D=M+MS+MS2(3)但在确定收缩率时,由於实际的收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。
在制造模具时,型腔则按照下偏差加工,型芯则按上偏差加工,便於必要时可作适当的修整。
难於精确确定收缩率的主要原因,首先是因各种塑料的收缩率不是一个定值,而是一个范围。
塑料收缩率及其影响因素

塑料收缩率及其影响因素塑料收缩率及其影响因素热塑性塑料的特性是在加热后膨胀,冷却后收缩.当然加压后体积也将缩小.在注塑成型过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成型收缩.塑件从模具取出到稳定这段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩.另一种变化是某些吸湿性塑料因吸湿而出现膨胀,但是其中起主要作用的是成型收缩。
塑件形状对于成型件壁厚来说,一般由于厚壁的冷却时间较长,因而收缩率也较大.对于一般塑件来说,当沿熔料方向尺寸与垂直于熔料流动方向尺寸的差异较大时,则收缩率差异也较大.从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大.因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
模具结构浇口形式对收缩率也有影响。
用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。
注塑模具中的冷却回路结构也是模具设计中的一个关键。
冷却回路设计不当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸差或变形。
在薄壁部分,模具温度分布对收缩率的影响则更为明显。
成行条件料筒温度:料筒温度较高时,压力传递较好而使收缩力减小。
但用小浇口时,因浇口固化早而使收缩率仍较大。
对于壁厚塑件来说,即使筒温度较高,其收缩率仍较大。
补料:在成型条件中,尽量减少补料以使塑件尺寸保持稳定。
但补料不足则无法保持压力,也会使收缩率增大。
注射压力:注射压力是对收缩率影响较大的因素,特别是充填结束后的保压压力。
在一般情况下,压力较大时候因材料的密度大,收缩率就较小。
注射速度:注射速度对收缩率的影响较小。
但对于薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。
模具温度:通常模具温度较高时收缩率也较大。
但对于薄壁塑件,模具温度高则熔料的流动抗阻小,进而收缩率反而较小。
成型周期:成型周期与收缩率无直接关系。
但需注意,当加快成型周期时,模具温度、熔料温度等必然也发生变化,从而影响收缩率的变化。
材料收缩率

收缩率面条干燥前后长度差与干燥前长度的百分比塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。
它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。
不同的高分子材料的收缩率各不相同。
其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。
常用塑料收缩率如下:PE:1.2~1.28%PP:1.2~2.5%PVC(硬质):0.4~0.7%PVC(软质):1.0~5.0%PS:0.3~0.6%ABS:0.4~0.7%ABS(加玻纤):0.2~0.4%PC:0.6~0.8%PMMA:0.3~0.7%POM:1.8~3.0%PET:1.2~2.0%PPO:0.5~0.9%PPS:1%PEEK:1.2%LCP:0.1-0.6∙产品内缩如何调机改善∙有时候,我不是不理你,只是在等你先开口。
有时候,真的好想跟你讲话,但又很怕你嫌我烦。
有时候,我只是需要一个可以说话的人。
有时候,我真想你能懂我,即使我什么都不说。
有时候,总有种想哭的冲动,却不知道为什么。
有时候,我在乎的不是你所说的,而是那些你没有说的。
∙懂我的人,清楚的知道我生气转身时,多么想要他追过来。
懂我的人,会跟我发短信或打电话,因为他想我了。
懂我的人,有太多太多的体贴,所以我静静的一个人享受这属于我的小幸福。
懂我的人,虽然我不知道你什么时候出现,但我会守侯……∙你一直刻在我的记忆里,即使健忘了你的声音、健忘了你的笑脸,但是每当想起你时的那种感慨,是永远都不会改变的。
∙世上除了生死,都是小事。
从今天开始,每天微笑吧。
不管遇到了什么烦心事,都不要自己为难自己;无论今天发生多么糟糕的事,都不应该感到悲伤。
今天是你往后日子里最年轻的一天了,因为有明天,今天永远只是起跑线。
记住一句话:越努力,越幸运∙不保留的,才叫青春。
不解释的,才叫从容。
不放手的,才叫真爱。
塑料材料注塑参数表
聚甲基丙基酸甲酯(亚克力)
Polymethyl Methacrylate
料筒温度:190-245℃,流动性差射出压力:
750-2400kg/cm³,模具温度:40-70℃,螺杆转速宜慢,背压:150-400kg/cm³
干燥温度:85-100℃
干燥时间:4-6小时,与水易水解,需干燥处理
成型收缩率:
加纤的可以酌情处理
PC
聚碳酸树脂
Polycarbonate
料筒温度:260-310℃,流动性比较差,射出压力:800-2100kg/cm³,模具温度:60-120℃
螺杆转速:50-115rpm
干燥温度:115-130℃(必须降到)
干燥时间:4-6小时
成型收缩率:
聚醚醚酮
polyetheretherketone
600-1400kg/cm³,采用专用PVC螺杆
干燥温度:60-70℃
干燥时间2小时左右
可干燥可不干燥
PS
聚苯乙烯
Polystyrene
料筒温度:190-210℃,模具温度:60-80℃
注射压力600-1800kg/cm³,注射速度适中
干燥温度:70-90℃
干燥时间:2-4小时
可干燥可不干燥
收缩率比较小
PA
聚酰胺(尼龙)
Polyamid eP
PA6
料筒温度:230-280℃,增强类:250-290℃
模具温度:80-90℃,注射压力:750-1300bar
采用高速注射,本色尼龙6注意粘模
干燥温度:85-100℃
干燥时间:4-6小时
原料尼龙6一般采用真空干燥,温度不宜太高
原料尼龙收缩率比较大,注意保压,尼龙易吸水,加工前必须干燥
塑料收缩率大全

聚乙烯对苯二甲酸乙酯PET 1.01 0.14聚乙烯对苯二甲酸乙酯-GR PET-GR 1.5-1.57 20-30 260-290 140 1.2-2.0 聚丁烯对苯二酸PBT 1.3 240-260 60-80 1.5-2.5聚丁烯对苯二酸-GR PBT-GR 1.52-1.57 30-50 250-270 60-80 0.3-1.2尼龙6(聚酸胺6)PA 6 1.14 6 1.6~1.8 0.31 240-260 70-120 0.5-2.2尼龙6-GR PA 6-GR 1.36-1.65 30-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 9 1.7 0.25 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.65 30-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04 1.2 210-250 40-80 0.5-1.5聚醚砜PES 5.5 1.12 0.18聚醚矾PSO 1.37 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 370 >150 0.2热塑性聚亚胺脂PUR 1.2 1.85 195-230 20-40 0.9酚甲醛树脂GP PF 1.4 1.3 60-80 170-190 1.2三聚氰胺甲醛GP MF 1.5 1.3 70-80 150-165 1.2-2三聚氰胺酚甲醛MPF 1.6 1.1 60-80 160-180 0.8-1.8聚脂树脂UP 2.0-2.1 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 8 1.05-1.9 0.17 ca.70 160-170 0.2氧丁橡胶24 1.7 0.21天然橡胶 1.92 0.18聚乙丁烯 1.95软PE缩水——2.5% a注意与流动方向及横向的不同收缩率,制程影响。
常用塑料注塑特性(比重、收缩率、成型温度)

常用塑料注塑特性(比重、收缩率、成型温度)英文中文简称规格比重收缩率%模具温度℃料筒温度℃ABS丙烯腈-丁二烯-苯乙烯高抗冲 1.01-1.040.4-0.7 40-90210-240 ABS丙烯腈-丁二烯-苯乙烯高耐热 1.05-1.080.4-0.740-90 220-250 ABS丙烯腈-丁二烯-苯乙烯阻燃 1.16-1.210.4-0.840-90 210-240 ABS丙烯腈-丁二烯-苯乙烯增强 1.28-1.360.1-0.240-90 210-240 ABS丙烯腈-丁二烯-苯乙烯透明 1.070.6-0.840-90 210-240 AAS丙烯腈-丙烯酸酯-苯乙烯- 1.08-1.090.4-0.750-85 210-240 PS聚苯乙烯耐热 1.04-1.10.1-0.860-80 200- PS聚苯乙烯抗冲击 1.10.2-0.660-80 200- PS聚苯乙烯阻燃 1.080.2-0.660-80 200- PS聚苯乙烯增强 1.2-1330.1-0.360-80200- AS(SAN)丙烯腈-苯乙烯- 1.075-1.10.2-0.765-75180-270 AS(SAN)丙烯腈-苯乙烯增强 1.2-1.460.1-0.265-75180-270 BS丁二烯-苯乙烯- 1.04-1.050.4-0.565-75180-270 PE聚乙烯低密度LD 0.91-0.925 1.5-550-70 180-250 PE聚乙烯中密度MD0.926-0.94 1.5-550-70180-250 PE聚乙烯高密度HD0.941-0.9652-535-65 180-240 PE聚乙烯交联XL 0.93-0.9392-535-65 180-240 EEA乙烯-丙烯酸乙酯共聚物-0.930.15-0.35 < 60 205-315 EVA乙烯-醋酸乙烯酯-0.9430.7-1.224-40 120-180 PP聚丙烯未改性0.902-0.911-2.5 40-60 190-240 PP聚丙烯共聚0.89-0.9051-2.5 40-60190-240PP聚丙烯惰性料 1.0-1.3 0.5-1.5 40-60 190-240 PP聚丙烯玻纤 1.05-1.240.2-0.8 40-60 200-240 PP聚丙烯抗冲击0.89-0.91 1-2.540-60 180-230 PA聚酰胺(尼龙) PA66 1.13-1.150.8-1.5 20-95315-370 PA聚酰胺(尼龙) PA66GF30 1.380.5 30-85260-310 PA聚酰胺(尼龙) PA6 1.12-1.14 0.8-1.520-95250-310 PA聚酰胺(尼龙) PA6GF30 1.35-1.420.4-0.6 30-85260-310 PA聚酰胺(尼龙)PA66/PA61.08-1.140.5-1.535-80250-310 PA聚酰胺(尼龙)PA6/PA121.06-1.08 1.130-80250-310 PA聚酰胺(尼龙)PA6/PA12GF301.31-1.380.330-85260-310 PA聚酰胺(尼龙) PA6/PA9 1.08-1.11-1.5 30-85250-310 PA聚酰胺(尼龙) PA6/PA101.07-1.09 1.2 30-85250-310 PA聚酰胺(尼龙) PA6/PA10GF301.31-1.380.430-85260-310 PA聚酰胺(尼龙) PA11 1.03-1.05 1.230-85 250-310 PA聚酰胺(尼龙) PA11GF30 1.26 0.3 30-85260-310 PA聚酰胺(尼龙)PA12 1.01-1.020.3-1.5 40190-260 PA聚酰胺(尼龙) PA12GF30 1.230.3 40-50200-260PA聚酰胺(尼龙) PA610 1.06-1.08 1.2-1.8 60-90230-260 PA聚酰胺(尼龙) PA610GF30 1.25 0.4 60-80 230-280 PA聚酰胺(尼龙)PA612 1.06-1.08 1.1 60-80 230-270 PA聚酰胺(尼龙) PA613 1.04 1-1.3 60-80 230-270 PA聚酰胺(尼龙) PA1313 1.01 1.5-2 20-80250-300 PA聚酰胺(尼龙)PA1010 1.05 1.1-1.5 50-60190-210 PA聚酰胺(尼龙)PA1010GF30 1.25 0.4 50-60200-270 ACS丙烯腈-氯化聚乙烯-苯乙烯- 1.070.5-0.6 50-60 <200 MBS甲基丙烯酸甲酯-丁二烯-苯乙烯- 1.0420.5-0.6 <80200-220 TPX聚4-甲基戊烯-1透明0.83 1.5-3 70 260-300 TPX聚4-甲基戊烯-1不透明1.09 1.5-3 70260-300 PM聚降冰片烯 - 1.070.4-0.5 60-80250-270 PVC聚氯乙烯硬质 1.35-1.450.1-0.540-50160-190PVC聚氯乙烯软质 1.16-1.351-5 40-50 160-180 CPVC氯化聚氯乙烯- 1.35-1.5 0.1-0.5 90-100 200- PMMA聚甲基丙烯酸甲酯-0.940.3-0.4 30-40 220-270 POM聚甲醛均聚 1.42 2-2.5 60-80205-220 POM聚甲醛均聚增强 1.5 1.3-2.8 60-80 210-230 POM聚甲醛共聚 1.41 2 60-80 205-220 POM聚甲醛共聚增强 1.5 0.2-0.6 60-80 210-230 PC聚碳酸酯无填料 1.2 0.5-0.7 80-110250-340 PC聚碳酸酯增强10% 1.250.2-0.5 90-120 250-320 PC聚碳酸酯增强30% 1.24-1.520.1-0.2 -120 240-320 PC聚碳酸酯PC/ABS 1.1-1.20.5-0.9 90-120 250-320 PPO聚苯醚未增强 1.06-1.10.07-0.09 120-150 340- PPO聚苯醚增强30% 1.21-1.360.03-0.04 120-150 350-PPS聚苯硫醚未增强 1.34 0.06-0.08 120-150 340-350 PPS聚苯硫醚增强30% 1.640.02-0.04 120-150 340-350 PSF聚砜 - 1.24 0.7 93-98 330-400PASF聚芳砜- 1.36 0.8 232-260315-415PES聚醚砜 - 1.14 0.4-0.780-110 230-330PET聚对苯二甲酸乙二醇酯增强30% 1.670.2-0.985-100 265-300 PBT聚对苯二甲酸丁二醇酯未增强 1.2-1.30.6 60-80250-270 PBT聚对苯二甲酸丁二醇酯增强30% 1.520.3 60-80 230-245 CPE氯对聚醚- 1.4 0.6 80-95 160-240PCTFE聚三氟氯乙烯- 2.07-2.18 1-1.5130-150 275-305PVDF聚偏氟乙烯- 1.75-1.78 - 60-90 220-290CAP丙烯酸醋酸纤维- - 0.3-0.640-70 190-225CAB丙烯酸丁酸纤维- - 0.3-0.6 40-70 180-220EC乙基纤维素 - 1.14 - 50-70 210-240 PPSU聚苯砜 - 1.3 0.3 80-120 320-380 PEEK聚醚醚酮未增强 1.260.2 160- 350-365PEEK聚醚醚酮增强25% .40.2 160-180 370-390 PAR聚芳酯未增强 1.2 0.3 120- 280-350PAR聚芳酯增强 1.4 0.3 120- 280-350-聚酚氧 - 1.18 0.3-0.4 50-60 150-220 FEP全氟(乙烯丙烯)共聚物 - 2.14-2.173-4200-230330-400 TPU热塑性聚氨酯 - 1.2-1.25 - 40- 130-180TPE热塑性弹性体苯乙烯类0.9-1.26 2.0-4.540-60140-200 TPV热塑性硫化橡胶PP/EPDM0.9-0.98 1.5-3.5 40-60160-220 PF酚醛注塑料未增强 1.5-1.80.6-1.1165- 65-95 PF酚醛注塑料增强 1.7-1.8 1.0 165-180 60-90 DAP聚邻苯二甲酸二丙烯酯- 1.27 0.5-0.8 140-15090- MF三聚氧胺甲醛增强 1.8 0.3 165-170 70-95 ALK醇酸树脂 - 1.8-2 0.6-1 150-185 40-100。
常见塑料的收缩率

常见塑料的收缩率塑料是一种常见的材料,广泛应用于各个领域,如包装、建筑、家电等。
在塑料制品加工过程中,收缩率是一个重要的参数。
本文将介绍几种常见塑料的收缩率,并解释其原因。
1. 聚乙烯(PE)聚乙烯是一种常见的塑料,具有良好的耐热性和耐腐蚀性。
根据不同的加工方式,聚乙烯的收缩率在1%~3%之间。
收缩率的大小与聚乙烯的晶体形态有关,晶体形态越完整,收缩率越小。
2. 聚丙烯(PP)聚丙烯是一种热塑性塑料,具有较高的刚性和耐热性。
聚丙烯的收缩率在1%~2%之间。
聚丙烯的收缩率主要受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚丙烯的收缩率。
3. 聚氯乙烯(PVC)聚氯乙烯是一种常用的塑料,具有良好的耐候性和耐腐蚀性。
聚氯乙烯的收缩率在0.2%~2%之间。
聚氯乙烯的收缩率受到晶体形态、加工方式和添加剂的影响。
添加剂可以调整聚氯乙烯的收缩率,例如增塑剂可以降低聚氯乙烯的收缩率。
4. 聚苯乙烯(PS)聚苯乙烯是一种常用的塑料,具有良好的透明性和耐冲击性。
聚苯乙烯的收缩率在0.2%~0.8%之间。
聚苯乙烯的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚苯乙烯的收缩率。
5. 聚酰胺(PA)聚酰胺是一种高性能塑料,具有较高的强度和耐热性。
聚酰胺的收缩率在0.5%~2%之间。
聚酰胺的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚酰胺的收缩率。
6. 聚碳酸酯(PC)聚碳酸酯是一种高性能塑料,具有较高的透明性和耐冲击性。
聚碳酸酯的收缩率在0.5%~1.5%之间。
聚碳酸酯的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚碳酸酯的收缩率。
总结:不同种类的塑料具有不同的收缩率,其收缩率的大小与晶体形态、加工条件和添加剂有关。
在塑料制品的设计和加工过程中,了解和控制塑料的收缩率是非常重要的。
合理的控制收缩率可以保证塑料制品的尺寸精度和外观质量,提高产品的可靠性和竞争力。
收缩率
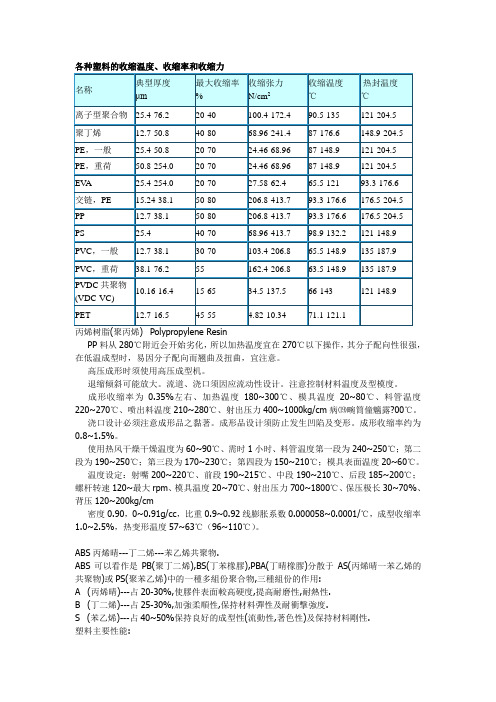
各种塑料的收缩温度、收缩率和收缩力PP料从280℃附近会开始劣化,所以加热温度宜在270℃以下操作,其分子配向性很强,在低温成型时,易因分子配向而翘曲及扭曲,宜注意。
高压成形时须使用高压成型机。
退缩倾斜可能放大。
流道、浇口须因应流动性设计。
注意控制材料温度及型模度。
成形收缩率为0.35%左右、加热温度180~300℃、模具温度20~80℃、料管温度220~270℃、喷出料温度210~280℃、射出压力400~1000kg/cm病⒆畹筒僮魑露?00℃。
浇口设计必须注意成形品之黏著。
成形品设计须防止发生凹陷及变形。
成形收缩率约为0.8~1.5%。
使用热风干燥干燥温度为60~90℃、需时1小时、料管温度第一段为240~250℃;第二段为190~250℃;第三段为170~230℃;第四段为150~210℃;模具表面温度20~60℃。
温度设定:射嘴200~220℃、前段190~215℃、中段190~210℃、后段185~200℃;螺杆转速120~最大rpm、模具温度20~70℃、射出压力700~1800℃、保压极长30~70%、背压120~200kg/cm密度0.90,0~0.91g/cc,比重0.9~0.92线膨胀系数0.000058~0.0001/℃,成型收缩率1.0~2.5%,热变形温度57~63℃(96~110℃)。
ABS丙烯晴---丁二烯---苯乙烯共聚物.ABS可以看作是PB(聚丁二烯),BS(丁苯橡膠),PBA(丁晴橡膠)分散于AS(丙烯晴一苯乙烯的共聚物)或PS(聚苯乙烯)中的一種多組份聚合物,三種組份的作用:A (丙烯晴)---占20-30%,使膠件表面較高硬度,提高耐磨性,耐熱性.B (丁二烯)---占25-30%,加強柔順性,保持材料彈性及耐衝擊強度.S (苯乙烯)---占40~50%保持良好的成型性(流動性,著色性)及保持材料剛性.塑料主要性能:a. 由于B的作用,ABS較GPPS抗衝擊強度高得多.b. 收縮率較小(0.4~0.7%),尺寸穩定.c. 具有良好的電鍍性能,也是所有塑料中電鍍性能最好的.注塑工藝要求:a. 吸濕性較大,必須干燥,干燥條件85 oC/3小時以上,(如要求膠件表面光澤,更需長時間干燥).b. 溫度參數: 料溫180-260 oC(一般不宜超過260 oC,因過高溫度會引致橡膠成份分解反而使流動性降低),模溫40-80 oC正常,若要求外觀光亮則模溫取較高.c. 注射壓力一般取70-100Mpa,保壓取第一壓的30-60%,注射速度取中,低速.d. 模具入水采用細水口,熱水口及一般設計水口為0.8~1.2mm.共混改性塑料:a. ABS+PC---提高ABS耐熱性和抗衝擊強度.b. ABS+PVC---提高ABS的韌性,耐熱性及抗老化能力.常用原料舉例:a. ABS POLYLAC 747.757 (台灣奇美實業公司)b. LUSTRAN ABS 248 (Monsanto Company USA)c. ABS SENKA GR 2000 (日本電气化學工業)ABS注射成型收缩率塑料收缩率直接关系到制品的形状和尺寸精度。
注塑一般胶料成型的收缩率

4
PS
缩水率千分之5
可用做透明材料,但是比较脆
较脆
5
PP
缩水率千分之15-20
常用在对尺寸要求不高的外壳上
耐摔
6Байду номын сангаас
PC
缩水率千分之5-7
强度高,耐高温 还可用做透明材料,易老化,价格便宜 (由于现在对安规的要求越来越严,现 在一般是使用无毒PVC来做产品) 耐磨性好,有很高的韧性 韧性好
7
PVC
缩水率千分之10-25
注塑一般胶料成型的收缩率
序号 1 名称 ABS 收缩率 缩水率千分之5 用途 是能保持产品尺寸精度的材料,一般用 于精度高的产品,如ABS+PC是用于手机 外壳 但是比ABS脆一些 备注 精度高
2
MBS(就是透明 ABS)
缩水率千分之5
3
POM
缩水率千分之20-25
耐磨和强度很高,一般用于塑料齿轮
耐磨
8
PA
缩水率千分之8-14
9
PE
缩水率千分之20-25
常用于吹塑,也可用于做软齿轮,软管 之类产品
10
HIPS PMMA(有机玻 璃)
缩水率千分之5
常来代替ABS用,但是比ABS脆一些
11
透明性能高,导光性好,但是极易刮花
以上是比较常见塑胶材料性能给予参考
36个常用塑胶原料成型温度,想做好工艺就牢记于心
36个常用塑胶原料成型温度,想做好工艺就牢记于心认识从文章开始!你需要、就是我们深交的开始。
ABS(丙烯腈-丁二烯-苯乙烯共聚合物)1. 依照流动性选定适当之浇道及浇口。
2. 对应浇口位置选择适当熔合状态。
3. 由于高压成形,退缩倾斜须在2°以上。
4. 成形收缩率须在0.5%左右。
5. 常用于镀金品,其注意事项如下:(1) 料管温度宜高,约220℃~250℃;(2) 射出温度宜慢(用二次加压法)、射出压力宜低;(3) 不可用离模剂;(4) 不可有收缩下陷及熔接线之流痕;(5) 成品表面不可有创痕。
6. 加热温度180~290℃、模具温度50~80℃、料管温度200~230℃、喷出料温度200~240℃、射出压力700~1500kg/cm²、最低操作温度260℃。
7. 使用热风干燥机、干燥温度为80~100℃、需时2~4小时(0.3%以下)、料管温度第一段为220~240℃;第二段为210~240℃;第三段为180~230℃;第四段为150~180℃;模具表面温度50~90℃、射出压力500~2100kg/cm²。
8. 温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9. 密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
AS(SAN)丙烯腈-苯乙烯共聚合物1. 成形品有钵裂之虞者,注意成形品设计。
特殊情况使用1°以上之退缩倾斜,注意模具不得有低陷部分。
2. 成形收缩率为0.45%左右、加热温度170~310℃、使用热风干燥机、干燥时间2~3小时(0.1%以下)、干燥温度80~100℃、料管温度180~290℃、。
(完整word)塑料收缩率大全,推荐文档
聚乙烯对苯二甲酸乙酯PET 1.01 0.14聚乙烯对苯二甲酸乙酯-GR PET-GR 1.5-1.57 20-30 260-290 140 1.2-2.0 聚丁烯对苯二酸PBT 1.3 240-260 60-80 1.5-2.5聚丁烯对苯二酸-GR PBT-GR 1.52-1.57 30-50 250-270 60-80 0.3-1.2尼龙6(聚酸胺6)PA 6 1.14 6 1.6~1.8 0.31 240-260 70-120 0.5-2.2尼龙6-GR PA 6-GR 1.36-1.65 30-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 9 1.7 0.25 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.65 30-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04 1.2 210-250 40-80 0.5-1.5聚醚砜PES 5.5 1.12 0.18聚醚矾PSO 1.37 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 370 >150 0.2热塑性聚亚胺脂PUR 1.2 1.85 195-230 20-40 0.9酚甲醛树脂GP PF 1.4 1.3 60-80 170-190 1.2三聚氰胺甲醛GP MF 1.5 1.3 70-80 150-165 1.2-2三聚氰胺酚甲醛MPF 1.6 1.1 60-80 160-180 0.8-1.8聚脂树脂UP 2.0-2.1 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 8 1.05-1.9 0.17 ca.70 160-170 0.2氧丁橡胶24 1.7 0.21天然橡胶 1.92 0.18聚乙丁烯 1.95软PE缩水——2.5% a注意与流动方向及横向的不同收缩率,制程影响。
第28问:注塑成型过程中的收缩率?
第28问:如何全面了解注塑成型过程中的收缩率?设计塑料模具时,确定了模具结构之后即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。
这时将涉及有关材料收缩率等主要的设计参数的取数。
因而,只有具体地掌握成型塑料的收缩率才能确定型腔各部分的尺寸。
即使所选模具结构正确,但当所用参数不当,就不可能生产出品质合格的产品。
一、注塑成型中的三种收缩:影响收缩的因素有热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等,而这些都有与成型条件或操作条件有关。
凡是料温、模温、压力、生产周期变化不定的操作,都将导致产品尺寸变化,尤其是结晶度大的聚丙烯PP、聚乙烯PE、尼龙PA、聚甲醛POM等更是如此。
操作条件的相对稳定,是产品尺寸稳定的前提。
产品的尺寸变化,本质上分为加工收缩(或称成型收缩)、后收缩和热收缩三种。
对于结晶型塑料,更需要注意后两者。
总的收缩率是三者之和。
1.加工收缩(或称成型收缩):热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成型过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出产品时即出现收缩,此收缩称为加工收缩(或称成型收缩)。
主要与注射压力及保压压力、注射与保压时间、冷却时间、材料收缩特性、模具注浇系统设计等有关。
2.热收缩:模温对于一般塑料产品尺寸的影响不大,但对于结晶型塑料的影响却不容忽视,模温高,产品贮热量大,冷却降温过程长,有机会缓慢通过结晶化温度,因结晶大,而使收缩大。
模温低,则相反。
主要与模温、料温、材料热变形温度及车间环境温度、钢料的导热性等有关。
3.后收缩:产品从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为后收缩。
24小时后才平衡。
主要与材料的结晶特性有关。
但其中起主要作用的还是加工收缩(或称成型收缩)。
另一种变化是某些吸湿性塑料因吸湿而出现吸湿膨胀,例如:尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为4%时,尺寸增加量为0.3%。
塑料成型收缩率

`收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料塑料名称成形收缩率(%)塑料名称成形收缩率(%)ABS0.3~0.8PBT1.3~2.4AS0.2~0.7PC0.4~0.7CA0.3~0.8PCTFE0.2~2.5CAB0.4~0.5PE0.5~2.5CAP1PET2.0~2.5CP0.4~0.5PES0.5~1.0EC0.4~0.5PMMAEPS 0.4 POM 0.8~3.5FEP 3.0~4.0PP 1.0~2.5FRP 0.1~0.4 PPO 0.5~0.7EVA 0.5~1.5 PPS 0.6~1.4HDPE 1.2~2.2PS 0.2~1.0HIPS 0.2~1.0 PVA 0.5~1.5LCP 0.1~1.0 PVAC 0.5~1.5LDPE 1.5~3.0 PVB 0.5~1.5PA 0.6~2.50.1~0.5PA-60.5~2.2软质PVC1.0~5.0PA-660.5~2.5PVCA1.0~5.0PA-6101.2PVDC0.5~2.5PA-6121.1PVFM0.5~1.5PA-111.2SAN0.2~0.6PA-120.3~1.5SB0.2~1.0PAR0.8~1.0热固性塑料塑料名称成形收缩率(%) 塑料名称成形收缩率(%)EP0.1~0.5SP0.0~0.5MF0.5~1.5UF0.6~1.4PDAP0.1~0.5UP0.1~1.2PF0.4~0.9DAP0.1~0.5PU0.6~0.8BMC0.0~0.2热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
常见塑料收缩率大全
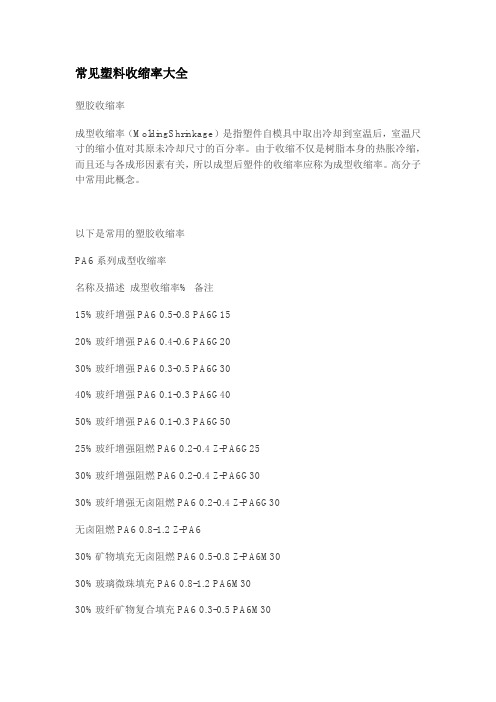
常见塑料收缩率大全塑胶收缩率成型收缩率(MoldingShrinkage)是指塑件自模具中取出冷却到室温后,室温尺寸的缩小值对其原未冷却尺寸的百分率。
由于收缩不仅是树脂本身的热胀冷缩,而且还与各成形因素有关,所以成型后塑件的收缩率应称为成型收缩率。
高分子中常用此概念。
以下是常用的塑胶收缩率PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G1520%玻纤增强PA6 0.4-0.6 PA6G2030%玻纤增强PA6 0.3-0.5 PA6G3040%玻纤增强PA6 0.1-0.3 PA6G4050%玻纤增强PA6 0.1-0.3 PA6G5025%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G2530%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G3030%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30无卤阻燃PA6 0.8-1.2 Z-PA630%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M3030%玻璃微珠填充PA6 0.8-1.2 PA6M3030%玻纤矿物复合填充PA6 0.3-0.5 PA6M3040%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M3040%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级1.4-1.8 PA6PA6快速成型1.2-1.6 PA6PA6一般增韧1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA6PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G1520%玻纤增强PA66 0.5-0.8 PA66G2025%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G3030%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G4050%玻纤增强PA66 0.1-0.3 PA66G5025%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA6630%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M3030%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M3040%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG1020%玻纤增强PA/ABS 0.2-0.5 PA/ABSG2030%玻纤增强PA/ABS 0.1-0.3 PA/ABSG3020%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/ABSPP系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM2030%滑石粉填充PP 0.8-1.2 PPM30 40%滑石粉填充PP 0.8-1.0 PPM40 20%滑石粉填充增韧PP 1.0-1.2 PPM20 20%碳酸钙填充PP 1.2-1.6 PPM20 10%玻纤增强PP 0.7-1.0 PPG1020%玻纤增强PP 0.5-0.8 PPG2030%玻纤增强PP 0.4-0.7 PPG3040%玻纤增强PP 0.3-0.5 PPG4020%玻璃微珠填充PP 1.2-1.6 PPM20 30%玻璃微珠填充PP 1.0-1.2 PPM20 15%玻纤增强阻燃PP 0.5-0.7 Z-PPG15 20%玻纤增强阻燃PP 0.3-0.5 Z-PPG20 30%玻纤增强阻燃PP 0.2-0.4 Z-PPG30 溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP520%滑石粉填充PP6 1.0-1.2 PP630%滑石粉填充PP7 0.9-1.1 PP740%滑石粉填充PP8 0.8-1.0 PP820%玻纤增强PP9 0.5-0.8 PP930%玻纤增强高耐热PP 0.4-0.7 PP10PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG1020%玻纤增强PC 0.3-0.5 PCG2025%玻纤增强PC 0.2-0.4 PCG2530%玻纤增强PC 0.2-0.4 PCG3020%玻纤增强阻燃PC 0.2-0.4 Z-PCG20 25%玻纤增强阻燃PC 0.2-0.4 Z-PCG25 30%玻纤增强阻燃PC 0.2-0.4 Z-PCG30 20%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG20 30%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG30 20%玻璃微珠填充PC 0.3-0.6 PCM20PC/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS耐侯级PC/ABS 0.4-0.7 PC/ABS35%PC 0.4-0.6 PC/ABS65%PC 0.4-0.7 PC/ABS85%PC 0.4-0.7 PC/ABSPC/PBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG1020%玻纤增强PC/PBT 0.4-0.6 PC/PBTG2030%玻纤增强PC/PBT 0.3-0.5 PC/PBTG3030%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBTPBT/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG2030%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG3020%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30通用注塑级PBT/ABS 0.8-1.2 PBT/ABS通用阻燃级PBT/ABS 0.7-1.1 PBT/ABSABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率% 备注20%玻纤增强ABS 0.2-0.4 ABSG2025%玻纤增强ABS 0.2-0.4 ABSG2530%玻纤增强ABS 0.1-0.3 ABSG3020%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20 一般阻燃级ABS 0.4-0.7 Z-ABS一般注塑级ABS 0.4-0.7 ABS耐侯级ABS 0.4-0.7 ABS。
塑料加工温度与收缩率一览表-齐全
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称英文密度玻璃纤维含量平均比热加工温度模具温度收缩率[g/cm3][%][KJ/(kg x K)][℃][℃][%]聚苯乙烯PS 1.05 1.3180-280100.3-0.6聚苯乙烯,中.高冲击性HI-PS 1.05 1.21170-2605-750.5-0.6聚苯乙烯-丙烯晴SAN 1.08 1.3180-27050-800.5-0.7丙烯晴-丁二烯-苯乙烯ABS 1.06 1.4210-27550-900.4-0.7苯烯晴-苯乙烯-丙烯酸ASA 1.07 1.3230-26040-900.4-0.6低密度聚乙烯LDPE0.954 2.0-2.1160-26050-70 1.5-5.0高密度聚乙烯HDPE0.92 2.3-2.5260-30030-70 1.5-3.0聚丙烯PP0.9150.84-2.5250-27050-75 1.0-2.5软质聚氯乙烯PVC-soft 1.380.85170-20015-50>0.5硬质聚氯乙烯PVC-rigid 1.380.83-0.92180-21030-500.5聚甲基丙烯酸甲脂(丙烯)PMMA 1.18 1.46210-24050-700.1-0.8聚氧甲烯(乙缩烯)POM 1.42 1.47-1.5200-210>90 1.9-2.3聚苯撑氧或聚氧化亚苯PPO 1.06 1.45250-30080-1000.5-0.7聚苯撑氧-GR PPO-GR 1.2730 1.3280-30080-100<0.7聚碳酸醋PC 1.2 1.3280-32080-1000.8聚碳酸脂-GR PC-GR 1.4210-32 1.1300-330100-1200.15-0.55聚乙烯对苯二甲酸乙酯PET 1.37260-290140 1.2-2.0聚乙烯对苯二甲酸乙酯-GR PET-GR 1.5-1.5720-30260-290140 1.2-2.0聚丁烯对苯二酸PBT 1.3240-26060-80 1.5-2.5聚丁烯对苯二酸-GR PBT-GR 1.52-1.5730-50250-27060-800.3-1.2尼龙6(聚酸胺6)PA 6 1.14 1.8240-26070-1200.5-2.2尼龙6-GR PA 6-GR 1.36-1.6530-50 1.26-1.7270-29070-1200.3-1尼龙6/6PA 66 1.15 1.7260-29070-1200.5-2.5尼龙6/6-GR PA66-GR 1.20-1.6530-50 1.4280-31070-1200.5-1.5尼龙11PA 11 1.03-1.05 2.4210-25040-800.5-1.5尼龙12PA 12 1.01-1.04 1.2210-25040-800.5-1.5聚硫化亚苯PPS 1.6440370>1500.2软PE缩水—— 2.5% a 注意与流动方向及横向的不同收缩率,制程影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚苯乙烯-丙烯晴
SAN
1.08
1.3
180-270
50-80
0.5-0.7
丙烯晴-丁二烯-苯乙烯
ABS
1.06
1.4
210-275
50-90
0.4-0.7
苯烯晴-苯乙烯-丙烯酸
ASA
1.07
1.3
230-260
40-90
0.4-0.6
低密度聚乙烯
LDPE
0.954
2.0-2.1
160-260
210-250
40-80
0.5-1.5
尼龙12
PA 12
1.01-1.04
1.2
210-250
40-80
0.5-1.5
聚醚矾
PSO
1.37
310-390
100-160
0.7
聚硫化亚苯
PPS
1.64
40
370
>150
0.2
热塑性聚亚胺脂
PUR
1.2
1.85
195-230
20-40
0.9
酚甲醛树脂GP
PF
20-30
260-290
140
1.2-2.0
聚丁烯对苯二酸
PBT
1.3
240-260
60-80
1.5-2.5
聚丁烯对苯二酸-GR
PBT-GR
1.52-1.57
30-50
250-270
60-80
0.3-1.2
尼龙6(聚酸胺6)
PA 6
1.14
1.8
240-260
70-120
0.5-2.2
尼龙6-GR
PA 6-GR
PMP
0.83
280-310
70
1.5-3.0
软质聚氯乙烯
PVC-soft
1.38
0.85
170-200
15-50
>0.5
硬质聚氯乙烯
PVC-rigid
1.38
0.83-0.92
180-210
30-50
0.5
聚氟亚乙烯
PVDF
1.2
250-270
90-100
3.0-6.0
聚四氟乙烯
PTFE
2.12-2.17
80-100
0.5-0.7
聚苯撑氧-GR
PPO-GR
1.27
30
1.3
280-300
80-100
<0.7
醋酸纤维素
CA
1.27-1.3
1.3-1.7
180-320
50-80
0.5
醋酸-丁酸纤维素
CAB
1.17-1.22
1.3-1.7
180-230
50-80
0.5
丙酸纤维表素
CP
1.19-1.23
1.7
180-230
50-80
0.5
聚碳酸酯
PC
1.2
1.3
280-32080-1000. Nhomakorabea-0.8
聚碳酸脂-GR
PC-GR
1.42
10-32
1.1
300-330
100-120
0.15-0.55
聚乙烯对苯二甲酸乙酯
PET
1.37
260-290
140
1.2-2.0
聚乙烯对苯二甲酸乙酯-GR
PET-GR
1.5-1.57
50-70
1.5-5.0
高密度聚乙烯
HDPE
0.92
2.3-2.5
260-300
30-70
1.5-3.0
聚丙烯
PP
0.915
0.84-2.5
250-270
50-75
1.0-2.5
聚本烯-GR
PPGR
1.15
30
1.1-1.35
260-280
50-80
0.5-1.2
聚异丁烯
IB
150-200
聚甲基戊烯
160-170
0.2
软PE缩水—— 2.5% a注意与流动方向及横向的不同收缩率,制程影响。
b共聚物
1.36-1.65
30-50
1.26-1.7
270-290
70-120
0.3-1
尼龙6/6
PA 66
1.15
1.7
260-290
70-120
0.5-2.5
尼龙6/6-GR
PA66-GR
1.20-1.65
30-50
1.4
280-310
70-120
0.5-1.5
尼龙11
PA 11
1.03-1.05
2.4
0.12
320-360
200-230
3.5-6.0
氟化乙烯基丙烯共聚物
FEP
聚甲基丙烯酸甲脂(丙烯)
PMMA
1.18
1.46
210-240
50-70
0.1-0.8
聚氧甲烯(乙缩烯)
POM
1.42
1.47-1.5
200-210
>90
1.9-2.3
聚苯撑氧或聚氧化亚苯
PPO
1.06
1.45
250-300
1.4
1.3
60-80
170-190
1.2
三聚氰胺甲醛GP
MF
1.5
1.3
70-80
150-165
1.2-2
三聚氰胺酚甲醛
MPF
1.6
1.1
60-80
160-180
0.8-1.8
聚脂树脂
UP
2.0-2.1
0.9
40-60
150-170
0.5-0.8
环氧树脂
EP
1.9
30-80
1.7-1.9
ca.70
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率
中文名称
英文
密度
玻璃纤维含量
平均比热
加工温度
模具温度
收缩率
[g/cm³]
[%]
[KJ/(kg x K)]
[℃]
[℃]
[%]
聚苯乙烯
PS
1.05
1.3
180-280
10
0.3-0.6
聚苯乙烯,中.高冲击性
HI-PS
1.05
1.21
170-260
5-75