JIS弹簧设计公差标准
弹簧公差对照表
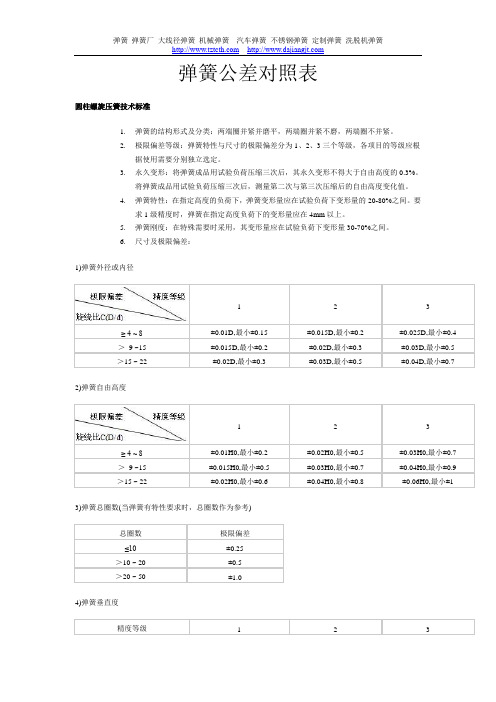
弹簧公差对照表圆柱螺旋压簧技术标准1.弹簧的结构形式及分类:两端圈并紧并磨平,两端圈并紧不磨,两端圈不并紧。
2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3.永久变形:将弹簧成品用试验负荷压缩三次后,其永久变形不得大于自由高度的0.3%。
将弹簧成品用试验负荷压缩三次后,测量第二次与第三次压缩后的自由高度变化值。
4.弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。
要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。
5.弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。
6.尺寸及极限偏差:1)弹簧外径或内径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>9 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.3 ±0.03D,最小±0.5 ±0.04D,最小±0.7 2)弹簧自由高度1 2 3≥ 4 ~ 8±0.01H0,最小±0.2 ±0.02H0,最小±0.5 ±0.03H0,最小±0.7>9 ~15 ±0.015H0,最小±0.5 ±0.03H0,最小±0.7 ±0.04H0,最小±0.9>15 ~ 22 ±0.02H0,最小±0.6 ±0.04H0,最小±0.8 ±0.06H0,最小±1 3)弹簧总圈数(当弹簧有特性要求时,总圈数作为参考)总圈数极限偏差≤10±0.25>10 ~ 20 ±0.5>20 ~ 50 ±1.04)弹簧垂直度精度等级 1 2 3垂直度0.02H0(1°26′)0.05H0(2°52′)0.08H0(4°34′) 5)指定高度时的负荷P的极限偏差1 2 3≥ 3 ~ 10±0.05P ±0.10P ±0.15P>10 ±0.04P ±0.08P ±0.12P6)弹簧刚度P′的极限偏差1 2 3≥ 3 ~ 10±0.05P′±0.10P′±0.15P′>10 ±0.04P′±0.08P′±0.12P′7)节距:等节距的弹簧在压缩到全变形量的80%时,其正常节距圈不得接触。
JIS G 4313-1996 弹簧用冷轧不锈钢带(中文版)

JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 3 马氏体钢的化学成分单位:%表 4 沉淀硬化钢的化学成分单位:%4.机械性能4.1 钢带的硬度及弯曲试验值见表5。
试验方法按8.2执行。
但经弯曲试验时弯曲后试样受弯曲部分的外侧面不得产生龟裂,观察采用5-20倍的放大镜进行检查。
注(1):记号SEH是为了与EH进行硬度范围区分。
备注:1.表中所给的弯曲限度是指内侧半径,其弯曲角度应为90°。
另外,只适用于订货者有要求的情况。
2.对SUS631-CSP钢的沉淀硬化热处理应符合下述有关的各项(1)对调质代号为“0”的钢带按下述两种方法之一进行处理:TH1050:于760±15℃保温90分钟,然后在1小时内降温到15℃或15℃以下,保温30分钟,然后升温至565±10℃保温60分钟后空冷。
iso弹簧设计公差标准

iso弹簧设计公差标准
弹簧是机械中重要的弹性元件,其应用广泛,其中iso弹簧设计公差标准是弹簧设计中的重要参考标准。
接下来,我们将分步骤阐述iso弹簧设计公差标准的相关内容。
第一步,了解iso弹簧设计公差标准的背景
iso弹簧设计公差标准由国际标准化组织(iso)制定,旨在规范弹簧的设计、生产和验收。
该标准的发布旨在提高弹簧产品质量、减少生产成本和提高用户满意度。
第二步,了解iso弹簧设计公差标准的具体内容
iso弹簧设计公差标准包括以下要素:
1.公差类型:iso弹簧设计公差标准包括三种类型的公差:核心公差、线径公差和自由长度公差。
2.公差等级:iso弹簧设计公差标准从最严格到最宽松有五个等级:等级1、等级2、等级3、等级4、等级5。
3.公差值:iso弹簧设计公差标准根据公差等级和弹簧类型,规定了不同的公差值。
第三步,了解iso弹簧设计公差标准的应用范围
iso弹簧设计公差标准适用于各种类型的弹簧,包括扭簧、压簧、拉簧、针簧、索簧等。
这个标准在整个弹簧行业产生了广泛的应用,不仅在国内使用,而且在全球范围内也得到广泛的认可。
第四步,了解iso弹簧设计公差标准带来的好处
iso弹簧设计公差标准的执行可以带来以下好处:
1.提高弹簧产品的质量,减少产品不合格率。
2.降低弹簧生产成本,提高生产效率。
3.增强弹簧企业在国内和国际市场的竞争力。
总之,了解iso弹簧设计公差标准对于生产弹簧的企业以及从事弹簧相关行业的人员来说是非常有必要的。
只有严格执行弹簧设计公差标准,方能保证弹簧产品的质量和性能,为用户提供更好的服务。
JIS弹簧设计公差标准

日本J I S B2704~2709弹簧设计公差弹簧特性的许容差:一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表.自由高度:D/d: 1级 2级 3级4以上8以下±1.0% ±2.0% ±3.0%最小±0.2mm 最小±0.5mm 最小±0.7mm8以上15以下±1.5% ±3.0% ±4.0%最小±0.5mm 最小±0.7mm 最小±0.8mm15以上22以下±2.0% ±4.0% ±6.0%最小±0.6mm 最小±0.8mm 最小±1.0mm线圈直径是内径或外径的选那一方规定,其数值是按照如下表D/d: 1级 2级 3级4以上8以下±1.0% ±1.5% ±2.5%最小±0.15mm 最小±0.2mm 最小±0.4mm8以上15以下±1.5% ±2.0% ±3.0%最小±0.2mm 最小±0.3mm 最小±0.5mm15以上22以下±2.0% ±3.0% ±4.0%最小±0.3mm 最小±0.5mm 最小±0.7mm总卷数:(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表(20T以下,±1/4T).进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:等级 1级 2级 3级线圈外侧面倾斜: 0.05H0(1.15°) 0.05H0(2.9°) 0.08H0(4.6°)注:H。
:自由高度括弧内的倾斜角度弹簧特性:指定:弹簧特性是要把指定高度时的荷重指定,但是需要弹簧定数时,也可以指定这个公差.指定长度的荷重:有效圈数 1级 2级 3级3以上10以下±5% ±10% ±15%10以上±4% ±8% ±12%指定高度时的荷重是这时的垂度是规定于试验荷重时的垂度20~80%之间.弹簧定数:D/d: 1级 2级 3级3以上10以下±5% ±10% ±15%10以上±4% ±8% ±12%弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点,按照荷重的差和垂度的差来规定.二.冷间成形引张线圈弹簧的寸法及弹簧的特性许容差.项目许容差或范围(a) 有弹簧特性的指定时自由高度要做为参考值。
JIS弹簧设计公差标准

日本J I S B 2 7 0 4 ~ 2 7 0 9 弹簧设计公差弹簧特性的许容差:一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围、r »—r、/ * ,t r. r 八w ,—尸一- I /、i > ( a )有指定的弹簧特性时要做为参考值( b)没指定弹簧特性时要参考次表.自由高度:D/d: 1 级 2级 3 级4以上8以下± 1.0% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.5mm 最小± 0.7mm 8以上15以下± 1.5% ± 3.0% ± 4.0%最小± 0.5mm 最小± 0.7mm 最小± 0.8mm15以上22 以下± 2.0% ± 4.0% ± 6.0%最小± 0.6mm 最小± 0.8mm 最小± 1.0mm线圈直径是内径或外径的选那一方规定, 其数值是按照如下表D/d : 1 级 2 级 3 级4以上8以下± 1.0% ± 1.5% ± 2.5%最小± 0.15mm 最小± 0.2mm 最小± 0.4mm 8以上15以下± 1.5% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.3mm 最小± 0.5mm15以上22 以下± 2.0% ± 3.0% ± 4.0%最小± 0.3mm 最小± 0.5mm 最小± 0.7mm总卷数:(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表(20T以下,土1/4T).进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:等级 1 级 2 级 3 级线圈外侧面倾斜:0.05H0(1.15 °) 0.05H0(2.9 °) 0.08H0(4.6 °)注:H。
JISB2709中文版

JISB2709中文版扭转螺旋弹簧的设计与机能测试方法 B 2709:20001.有用范畴本规格针对,在广泛应用的扭转螺旋弹簧中应用圆形断面的材料,冷卷成形的圆筒形螺旋弹簧(以下简称弹簧)的设计及机能测试方法。
2.引用规格以下规格在本规格中经引用,构成本规格规定的一部分。
这些引用规格有用于最新版本。
弹簧制图弹簧用语高炭钢丝琴钢丝弹簧用碳素油淬火钢丝阀门弹簧用碳素油淬火钢丝弹簧用不锈钢丝铜及铜合金丝铍铜、磷青铜及锌白铜的棒和丝3.定义本规格顶用语的定义出自JIS B 0103。
4.材料弹簧所用材料如表1所示。
应用其它材料的情形由交割两边协定。
重要材料的拉伸强度的最小值如参考表1。
5.弹簧设计用的全然公式弹簧设计用的全然公式如下。
5.2.1无需推敲弹簧扭矩长度的情形(参照图1)图15.2.2需推敲弹簧扭矩长度的情形(参照图2)图25.3设计时需留意的事项5.3.1纵弹性系数弹簧设计应用的重要材料的纵弹性系数E值如表3所示。
表35.3.2弹簧扭转偏向和应力的关系那个公式用最标准的模型:圈数在3圈以上,在弹簧线圈中有领导棒,弹簧一侧的扭臂安装在领导棒齐心的反转展转体上。
但需留意以下几点。
图35.4设计应力的采取方法5.4.1运算式在力矩从弹簧卷入偏向感化时用(4)式运算,在力矩从弹簧卷出偏向感化时用式(14)运算。
5.4.2 受静荷重时弹簧的的许可曲折应力受静荷重时弹簧的的许可曲折应力如图5所示。
图55.4.3受反覆荷重时弹簧的的许可曲折应力受反覆荷重时弹簧的的许可曲折应力,需推敲弹簧的下限应力和上限应力的关系、反覆次数以及线的别处状况等会阻碍疲乏强度的各类身分。
参考以下是推测弹簧寿命的方法的一个例子。
琴钢线、阀门弹簧用的淬前哨等有优胜的耐疲乏性的材料时,用参考图1疲乏强度曲线来推断一样情形下受反覆重荷时弹簧的寿命。
6.弹簧的外形跟着安装方法、安装场合的不合,而须要不合外形的弹簧,情形专门复杂。
如图6-8所示例。
弹簧设计规范(全)

弹簧设计规范(全)弹簧是一种弹性元件,具有多次重复地随外部载荷而做相应的弹性变形,卸载后立即恢复原状的特性。
它在很多机械中都发挥着重要的作用,主要包括减振和缓冲、测力、储存及输出能量、控制运动等功能。
根据所承受的载荷和形状的不同,弹簧可以分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧等四种类型,以及螺旋弹簧、碟形弹簧、环形弹簧、盘形弹簧和板弹簧等不同形状。
根据使用材料的不同,弹簧可以分为金属弹簧和非金属弹簧。
在不同的应用场合中,各种弹簧都有其独特的特点和应用。
弹簧钢的主要性能要求是高强度、高屈服极限和疲劳极限,因此通常使用含碳量较高的钢材。
对于截面较大的弹簧,需要使用合金钢来增强钢材的淬透性和屈强比。
主要的合金元素是硅和锰。
在各种弹簧中,圆柱螺旋弹簧是最常用的,因此本章将主要介绍这类弹簧的结构形式、设计理论和计算方法。
通过合理的设计和选择合适的材料,可以使弹簧发挥最佳的性能,满足各种特殊要求。
弹簧材料中,最广泛使用的是弹簧钢(SUP)。
碳素钢用于直径较小的弹簧,工艺多为冷拔成型,如65#、75#、85#。
直径稍大,需要用热成型工艺生产的弹簧多采用60Si2Mn,例如汽车板簧、铁路车辆的缓冲簧。
对于高应力的重要弹簧,可以采用50CrV,常用于高级轿车板簧、发动机气门弹簧等。
其他弹簧钢材料还有65Mn、50CrMn、30W4Cr2V等。
制造弹簧时,常向钢中加入矽、锰、铬、钒及钼等金属元素,以增加弹簧的弹性和疲劳限度,并使其耐冲击。
大型弹簧多用热作加工,即将弹簧材料高温轧成棒,再高温加工成形后,淬火于780度~850度左右的油或水中,再施以400度~500度的温度回火。
小型弹簧则先经过退火,再用冷作加工,捲成后再经硬化回火,例如钢丝、琴钢丝或钢带。
琴钢丝是属于高炭钢材(0.65~0.95%)制造,杂质少,直径常小于1/4时经过轫化处理后在常温抽成线。
其机械性质佳,抗拉强度及轫性大,是优良的螺旋弹簧材料。
不锈钢丝用于易受腐蚀处,承受高温可用高速钢及不锈钢。
弹簧设计标准尺寸规范要求

弹簧设计标准尺寸规范要求弹簧设计标准尺寸规范要求是指根据弹簧的用途和要求,对其尺寸进行规范和标准化的要求。
以下是一些常见的弹簧设计标准尺寸规范要求:1. 弹簧长度:弹簧的长度是指弹簧的整体长度,弹簧长度的要求通常取决于所使用的弹簧材料和应用领域。
不同的标准规范对于不同种类的弹簧可能有不同的长度要求。
2. 弹簧直径:弹簧直径是指弹簧的外径或内径。
弹簧直径的要求通常根据弹簧的工作负荷和要求来确定,以确保弹簧能够承受所需的力量和扭转。
3. 弹簧线径:弹簧线径是指弹簧线圈的直径或者截面直径。
弹簧线径的要求通常根据所需的弹性和承载能力来确定,以确保弹簧能够正常工作并具有适当的弹性。
4. 弹簧张力:弹簧张力是指在弹簧上施加的力量,也称为拉力。
弹簧张力的要求通常根据应用需求来确定,以确保弹簧在正常工作条件下能够产生所需的弹性力量。
5. 弹簧闭合度:弹簧闭合度是指弹簧的线圈闭合程度。
弹簧闭合度的要求通常根据所需的工作空间和弹簧应用方式来确定,以确保弹簧能够与其他部件正常配合。
6. 弹簧材料:弹簧材料的要求通常根据弹簧的工作条件和要求来确定。
常见的弹簧材料包括钢材、不锈钢、合金等,选择合适的弹簧材料可以确保弹簧具有所需的弹性和耐久性。
7. 弹簧表面处理:弹簧表面处理是指在弹簧制造完成后对其表面进行处理,以增加其防腐蚀性和耐用性。
常见的弹簧表面处理方式包括电镀、热处理、喷涂等。
以上是一些常见的弹簧设计标准尺寸规范要求,根据具体的应用领域和要求,可能还会有其他的规范要求。
对于弹簧制造商和设计师来说,遵守这些规范要求是确保弹簧能够正常工作并满足应用需求的重要保证。
JIS G4801弹簧钢

8 G 4801 2005
11. JIS G 0 415 9.2
JIS G 0404 1
13. ( 2.3 3.1.B 3.1.B
9 G 4801 2005
G 3502
21
JIS
JIS G 4801:200X ( )JIS ( ) ( ) ISO 683-14:2004 Heat-treatable steels, alloy steels and free-cutting steels - Part 14: Hot rolled steels for quenched and tempered springs ( )JIS ( )JIS
2
32 mm
3 mm
1m
m
3
4 G 4801-Байду номын сангаас005
3. () b)
2
4
5 5
6
mm 8 14.5 (24) 46 8.5 15 25 (48) 9 15.5 26 50 9.5 16 28 (53) 10 16.5 30 55 10.5 17 32 56 11 17.5 34 60 11.5 18 36 63 12 18.5 38 (65) 12.5 (19) 40 70 13 20 42 (75) 13.5 (21) 44 80 14 22 45
G 4801
2005
14 JISF JIS G 4801:1984
12
1
ISO 683-14:2004
Heat-treatable steels,
alloy steels and free-cutting steels - Part 14: Hot rolled steels for quenched and tempered springs
弹簧设计标准尺寸规范最新

弹簧设计标准尺寸规范最新
弹簧设计标准尺寸规范最新版的主要内容如下:
1. 弹簧设计图纸应包含如下信息:弹簧类型、工作负荷、材料规格、直径、细节尺寸和公差、杆径、圈数、方向、杆头和底端形式、表面处理、设计荷载等。
2. 弹簧的直径和长度应符合标准尺寸规范,直径一般由弹簧工作负荷来决定,长度一般是根据安装空间和工作要求来确定。
3. 弹簧的线径和螺旋方向应符合标准规范,线径一般由材料选择和工作负荷来决定,螺旋方向根据工作要求和安装空间来确定。
4. 弹簧的段长和圈数应符合标准规范,段长是指弹簧的一节长度,圈数是指弹簧上的螺旋数目。
段长和圈数的选择应根据工作要求和安装空间来确定。
5. 弹簧的杆径和杆头形式应符合标准规范,杆径一般是根据安装要求和弹簧工作条件来确定,杆头形式可以是平头、开口或钩头。
6. 弹簧的公差和表面处理应符合标准规范,公差定义了弹簧的尺寸允许的变动范围,表面处理可以是抛光、镀锌、喷漆等。
7. 弹簧的设计荷载应符合标准规范,设计荷载是指弹簧在设计寿命内能够承载的最大负荷,应根据使用环境和工作要求合理
选择。
8. 弹簧的材料规格应符合标准规范,常用的弹簧材料包括高碳钢、不锈钢、合金钢等,选择适当的材料可以确保弹簧的性能和寿命。
以上是弹簧设计标准尺寸规范最新版的主要内容,设计和生产弹簧时应根据实际情况参考相关标准规范,确保设计的弹簧符合要求,能够正常工作并具有一定的寿命。
弹簧厂内部标准公差

批准
文件名称
弹簧公差标准书
文件编号
版本
A.0
制定部门
弹簧部
制定日期
2006-3-31
页码
1/2
一.一般线性公差:(mm)0.05
±0.10
±0.15
5—10
±0.08
±0.15
±0.20
10--15
±0.10
±0.20
±0.25
15--
±0.20
±0.25
±0.3
二.自由长度公差:(mm)
文件编号
版本
A.0
制定部门
弹簧部
制定日期
2006-3-31
页码
2/2
六.圈数公差:
项目等级
Ⅰ
Ⅱ
Ⅲ
压簧
-1/8T
-1/4T
-1/2T
拉簧
±1T
±2T
±3T
七.线径公差:
项目
公差
0.08—0.20
-0.004
0.23—0.50
-0.008
0.55—1.00
-0.010
1.0—2.0
-0.015
2.3—4.0
±0.20
±0.25
15--
±0.20
±0.25
±0.30
四.角度公差:(度)
1.自由角度公差:
Ⅰ
Ⅱ
Ⅲ
±2°
±5°
±8°
2.一般角度公差:
Ⅰ
Ⅱ
Ⅲ
±1°
±2°
±3°
3.拉簧对向角度公差:
Ⅰ
Ⅱ
Ⅲ
±5°
±10°
±15°
五.荷重公差:
Ⅰ
弹簧用冷轧不锈钢带(JIS G4313-1996)

JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类种类的记号分类SUS301-CSPSUS304-CSP奥氏体系SUS420J2-CSP马氏体系SUS631-CSPSUS632J1-CSP析出硬化系3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 2 奥氏体系列的化学成分单位:%牌号 C Si Mn P S Ni CrSUS 301-CSP0.015 以下 1.00以下 2.00以下0.045以下0.030以下 6.00~8.0016.00~18.00 SUS 304-CSP0.08 以下 1.00以下 2.00以下0.045以下0.030以下8.00~10.5018.00~20.00表 3 马氏体钢的化学成分单位:%牌号 C Si Mn P S CrSUS420J2-CSP0.26~0.40 1.00以下1.00以下0.040以下0.030以下12.00~14.00注:Ni含量允许小于0.60 %。
弹簧设计标准尺寸规范表

弹簧设计标准尺寸规范表
弹簧是一种能够具有弹性变形并恢复原状的机械零件,广泛应用于机械、电子、汽车、家具等领域。
弹簧设计标准尺寸规范表是根据弹簧的用途和性能要求而制定的一种尺寸规范表,用于指导弹簧的设计和制造。
弹簧设计标准尺寸规范表通常包括以下内容:
1. 弹簧材料:指定弹簧所使用的材料,如钢丝、钛合金等。
材料的选择应根据弹簧的用途和工作环境来确定,以保证弹簧的强度和耐腐蚀性能。
2. 弹簧形状:给出不同弹簧类型的形状尺寸,如压缩弹簧、拉伸弹簧、扭转弹簧等。
形状尺寸包括弹簧的直径、长度、螺距、圈数等。
3. 弹簧刚度:指定弹簧的刚度系数,即单位长度弹簧所需的外力。
刚度系数的选择应根据弹簧的工作负载和变形要求来确定,以确保弹簧能够提供足够的弹力。
4. 弹簧荷载:给出弹簧的荷载范围,即允许的最大工作负荷和最小工作负荷。
工作负荷的选择应考虑弹簧的安全系数和寿命要求。
5. 弹簧表面处理:指定弹簧在制造过程中需要进行的表面处理,如热处理、电镀等。
表面处理的选择应根据弹簧的防腐蚀和表面光洁度要求来确定。
6. 弹簧检验和测试:给出弹簧的检验方法和测试要求,以确保弹簧的质量和性能符合标准要求。
弹簧设计标准尺寸规范表的制定旨在统一弹簧的设计和制造标准,确保弹簧的质量和性能符合工程要求。
制造商和设计师可以根据这些标准规范表来选择合适的弹簧尺寸和材料,并进行弹簧的设计和制造。
总之,弹簧设计标准尺寸规范表是一种重要的工程文件,对于弹簧的设计和制造起到了指导和标准化的作用。
它的使用可以提高弹簧的质量和性能,确保弹簧在工程中的安全和可靠性。
弹簧设计指导

±2.0% 最小±0.5mm
±3.0% 最小±0.7mm
±4.0% 最小±0.8mm
3级
±3.0% 最小±0.7mm
±4.0% 最小±0.8mm
±6.0% 最小±1.0mm
4
公差标准
4.2 弹簧直径
线圈直径是内径或外径的选那一方规定,其数值是按照如下表:
D/d 4以上 8以下 8以上 15以下 15以上 22以下
度为扭簧初始角度
α △ 表示扭转变化角度
β 表示弹簧的夹角度
n 表示弹簧整圈数
d 表示材料线径
D1(n a )
•公式:
D
(n
a
360 △a
)
d
0.2
360
3
设计指导
3.5 扭力弹簧设计
(臂长度的场合) 弹性系数
kTd
=
Ed4 3667D×N+389(a1+a2)
荷重
P=
kTd×δ R
3
设计指导
4.4 指定长度的荷重
指定弹簧特性是要把指定高度时的荷重指定,但是需要弹簧定数时,也可以指定这个公差:
有效圈数 3以上 10以下 10以上
1级
±5% ±4%
2级
±10% ±8%
3级
±15% ±12%
指定长度时的荷重是,规定于其试验时的垂度是试验时的垂度20~80%之间,但是指定长度时的垂度是 做为4mm。
2 材料
项目 名称
JIS代码
概略组成
主要用途及特点
单价级别 JIS标准
回火温度
热后颜色
经过冷加工可得高强度,铁路
SUS302 WPB
车辆、输送机螺丝、螺帽、弹簧等
JIS G 4313-1996 弹簧用冷轧不锈钢带(中文版)
JIS G 4313-19962001年确认弹簧用冷轧不锈钢带Cold rolled stainless steel strip for springs1.适用范围此日本工业标准是对弹簧用不锈钢带(以下称为“钢带”)的规定,这类钢带主要用于制作汽车、电气机械等使用的簧片形弹簧及螺旋形弹簧。
备注1.本标准引用的其他标准见附表1。
2.本标准对应的相关标准如下:JIS H 3130 锡磷青铜和锌白铜板带材标准ISO 6931-2:1989 弹簧用不锈钢 - 第二部分:钢带ISO 9447:1990 冷轧不锈钢窄带 - 尺寸和形状公差3.SUS632J1-CSP的化学成分,参照1982年(昭和57年4月27日登记)和1985年(昭和60年3月29日登记)的登记。
另外,本标准附表所列标准包含的条款,经本标准直接引用,成为本标准制定的条款。
2.种类及记号钢带分为5种,其记号及分类按表1所示。
表1 种类记号及分类3.化学成分3.1铸钢分析钢带按照8.1的方法测试,成分应按表2~4所示3.2成品分析对于客户无特别要求的钢带产品的成分按照8.1的方法测试,成分的变动范围参见JIS G 0321表4.表 3 马氏体钢的化学成分单位:%表 4 沉淀硬化钢的化学成分单位:%4.机械性能4.1 钢带的硬度及弯曲试验值见表5。
试验方法按8.2执行。
但经弯曲试验时弯曲后试样受弯曲部分的外侧面不得产生龟裂,观察采用5-20倍的放大镜进行检查。
注(1):记号SEH是为了与EH进行硬度范围区分。
备注:1.表中所给的弯曲限度是指内侧半径,其弯曲角度应为90°。
另外,只适用于订货者有要求的情况。
2.对SUS631-CSP钢的沉淀硬化热处理应符合下述有关的各项(1)对调质代号为“0”的钢带按下述两种方法之一进行处理:TH1050:于760±15℃保温90分钟,然后在1小时内降温到15℃或15℃以下,保温30分钟,然后升温至565±10℃保温60分钟后空冷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
J I S弹簧设计公差标准Last revision on 21 December 2020
日本JIS B 2704~2709弹簧设计公差弹簧特性的许容差:
一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围
(a)有指定的弹簧特性时要做为参考值.
(b)没指定弹簧特性时要参考次表.
自由高度:
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.2mm 最小±0.5mm 最小±0.7mm
8以上15以下±% ±% ±%
最小±0.5mm 最小±0.7mm 最小±0.8mm
15以上22以下±% ±% ±%
最小±0.6mm 最小±0.8mm 最小±1.0mm
线圈直径是内径或外径的选那一方规定,其数值是按照如下表
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.15mm 最小±0.2mm 最小±0.4mm
8以上15以下±% ±% ±%
最小±0.2mm 最小±0.3mm 最小±0.5mm
15以上22以下±% ±% ±%
最小±0.3mm 最小±0.5mm 最小±0.7mm
总卷数:
(a)有指定的弹簧特性时要做为参考值.
(b)没指定弹簧特性时要参考次表(20T以下,±1/4T).
进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:
等级 1级 2级 3级
线圈外侧面倾斜:°) °) °)
注:H。
:自由高度
括弧内的倾斜角度
弹簧特性:
指定:弹簧特性是要把指定高度时的荷重指定,但是需要弹簧定数时,也可以指定这个公差.
指定长度的荷重:
有效圈数 1级 2级 3级
3以上10以下±5% ±10% ±15%
10以上±4% ±8% ±12%
指定高度时的荷重是这时的垂度是规定于试验荷重时的垂度20~80%之间.
弹簧定数:
D/d: 1级 2级 3级
3以上10以下±5% ±10% ±15%
10以上±4% ±8% ±12%
弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点,按照荷重的差和垂度的差来规定.
二.冷间成形引张线圈弹簧的寸法及弹簧的特性许容差.
项目许容差或范围
(a) 有弹簧特性的指定时自由高度要做为参考值。
(b) 没有弹簧特性指定时自由长许容差是按照如下表.
自由高度:
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.2mm 最小±0.5mm 最小±0.7mm
8以上15以下±% ±% ±%
最小±0.5mm 最小±0.7mm 最小±0.8mm
15以上22以下±% ±% ±%
最小±0.6mm 最小±0.8mm 最小±1.0mm
线圈直径的许容差是用外径来规定,其数值是按照如下表
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.15mm 最小±0.20mm 最小±0.40mm
8以上15以下±% ±% ±%
最小±0.2mm 最小±0.3mm 最小±0.5mm
15以上22以下±% ±% ±%
最小±0.3mm 最小±0.5mm 最小±0.7mm
总卷数及钩环:
总卷数是原则上做为参考值,钩环的对向角、偏中心、倒、突出的许容差是依从于
收付当事者间的协商.
对向角一般设计参照下表:
等级: 1级 2级 3级
10T以下 D/d <=8 15° 20° 25°
10T-25T 8<=D/d <=15 25° 30° 35°
25T-40T 15<=D/d <=40 30° 35° 40°
当:指数(D/d)大于15时,圈数超过40T,双方协商,但最小角度不小于40°.
指定:弹簧特性是指定于指定长度时的荷重,但是特别需要弹簧定数时也可以指定.
对于有效卷数3以上的弹簧,指定长度时的荷重许容差是如下:
±[(初张力×α)+{(指定长度时的荷重-初张力) ×β}],在这里α(初张力的平衡
度)和β(对于垂度荷重的平衡度)是依各如下表:
指定长度的荷重:
等级 1级 2级 3级
α
β
指定长度时的荷重是,规定于其试验时的垂度是试验时的垂度20~80%之间,但是指定长度时的垂度是做为4mm.
弹簧定数:
D/d: 1级 2级 3级
3以上10以下±5% ±10% ±15%
10以上±4% ±8% ±12%
弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点,按照荷重的差和垂度的差和垂度来规定.
三.扭簧:
许容差的等级尺寸及弹簧特性的许容差等级是,1级,2级,3级,这等级是每
各项目应于各种各样的需要而独立选定,但没有特别需要的许容差是不指定.
尺寸及允许差,弹簧的尺寸是依从指定,尺寸许容差是依从如下:
(1)杆的自由角度,有弹簧特性的指定时,杆的自由角度是做为参考值,没有弹簧特性的指定时杆的自由角度许容差是依表3-9
表3-9 杆的自由角度的许容差
D/d: 1级 2级 3级
3以下±8°±10°±15°
3以上10以下±10°±15°±20°
10以上20以下±15°±20°±30°
20以上30以下±20°±30°±40°
备注:这个值的适用于D/d 4以上,22以下.
(2)线圈直径,线圈直径的许容差是,应于弹簧的用途而内径或外径的那一方来规定. 其数值是依表3-10.
表3-10 线圈直径的许容差
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.15mm 最小±0.20mm 最小±0.40mm
8以上15以下±% ±% ±%
最小±0.2mm 最小±0.3mm 最小±0.5mm
15以上22以下±% ±% ±%
注:(1) 许容差是有需要时可以取单方面,这时把表中的许容差范围取一方.
(2) 线圈部的长度,线圈部的长度许容差是,依表3-11,但是不适用于卷粘着的部品.
表3-11 线圈部长度的许容差
D/d: 1级 2级 3级
4以上8以下±% ±% ±%
最小±0.3mm 最小±0.6mm 最小±1.0mm
8以上15以下±% ±% ±%
最小±0.4mm 最小±0.8mm 最小±1.4mm
15以上22以下±% ±% ±%
最小±0.6mm 最小±1.2mm 最小±1.8mm
(4)杆部的长度杆部长度的测定是,图3-6杆部的长度L依L1来进行,其许容差是依表3-12. 表3-12 杆部的长度许容差
材料直径: 1级 2级 3级
以上以下±% ±% ±%
最小±0.3mm 最小±0.5mm 最小±1.0mm
以上1以下±% ±% ±%
最小±0.5mm 最小±0.7mm 最小±1.5mm
1以上2以下±% ±% ±%
最小±0.7mm 最小±1.0mm 最小±2.0mm
2以上4以下±% ±% ±%
4以上±% ±% ±%
最小±1.5mm 最小±2.0mm 最小±4.0mm
(5) 杆部的弯曲角度,测定杆部弯曲角度是按照图3-7弯曲角度来进行,许容差是依表3-13. 图3-6 杆部的长度L及L1 图3-7 杆部的弯曲角度:
表3-13 杆部弯曲角度的许容差
等级 1级 2级 3级
α ±5 ° ±10 ° ±15°。