中低温高强度碳钢压力容器钢板技术标准
压力容器用钢板通用技术条件ASTM_A20
压力容器用钢板通用技术条件ASTM A20/A20M-95中文标准1.1.1 This specification also covers a group of supplementary requirements which are applicable to several of the above specifications as indicated therein. These are provided for use when additional testing or inspection is desired and apply only when specified individually by the purchaser in the order.1.2 Appendix X1 describes the production and some of the characteristics of coiled product from which pressure vessel plates may be produced.1.3 Appendix X2 provides information on the variability of tensile properties in plates for pressure vessels.1.4 Appendix X3 provides information on the variability of Charpy-V-Notch impact test properties in plates for pressure vessels.1.5 这些材料仅适于熔焊,熔焊时应采用适合于该钢种级别及使用条件的焊接工艺。
1.6 如本标准与专用材料标准的要求不一致,则以专用材料标准的要求为准。
1.7 买方可以规定不否定本标准或专用材料标准条款的附加要求。
GB3531—2014《低温压力容器用钢板》国家标准主要内容介绍分析
≤0.008 ≥27*
≤0.025 ≥27
-40℃ KV2 J
*可协商为40J。
标准
钢号 厚度 mm P S % %
GB35312014 16MnDR 6~60 ≤0.020 ≤0.010 ≥47
ISO9328ISO93283:2011 3:2011 附录A(欧洲) 附录B(美) P355NL1 ≤60 ≤0.025 ≤0.008 ≥27* PT440NL1 6~38 ≤0.025 ≤0.020 ≥47
06Ni9DR钢板冶金质量和力学性能优良, 可用于建造大型深冷储罐和压力容器;国 内企业已成功开发该产品,该产品关键技 术指标,如磷、硫含量,断后伸长率,196℃低温冲击功等优于美国ASMESA553 标准中I型钢板的相应指标,甚至优于国外 先进标准EN10028:4中技术要求最高的 X7Ni9钢板的相应指标。已具备批量生产该 种钢板的能力,纳入标准要求。
钢由氧气转炉或电炉冶炼,并应经炉
外精炼。
连铸坯、钢锭轧制压缩比不小于3;电渣 重熔坯轧制压缩比不小于2。
6.3 交货状态 6.4 力学和工艺性能
。
6. 5 超声检测
厚度大于20mm的正火或正火加回火状态交 货钢板以及厚度大于16mm的淬火加回火状 态交货的钢板供方应逐张进行超声检测。 其他厚度钢板经供需双方协商也可逐 张进行超声检测。 超声检验标准按JB/T 4730.3、GB/T 2970或GB/T 28297执行,检验标准和 合格级别在合同中注明。
ISO93284:2011 附录B(美)
14Ni14 6~50
钢号 厚度 mm
P
S KV2
%
% J
≤0.015
≤0.005 -100℃ ≥60
SA516中低温压力容器用碳钢板
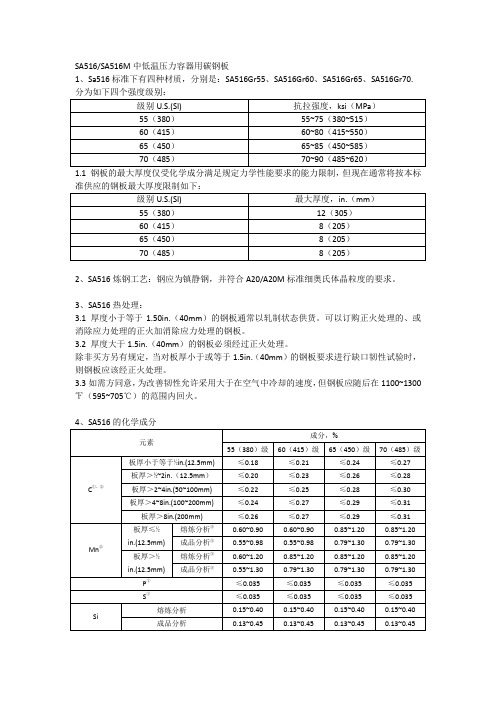
SA516/SA516M中低温压力容器用碳钢板
1、Sa516标准下有四种材质,分别是:SA516Gr55、SA516Gr60、SA516Gr65、SA516Gr70.
准供应的钢板最大厚度限制如下:
2、SA516炼钢工艺:钢应为镇静钢,并符合A20/A20M标准细奥氏体晶粒度的要求。
3、SA516热处理:
3.1 厚度小于等于1.50in.(40mm)的钢板通常以轧制状态供货。
可以订购正火处理的、或消除应力处理的正火加消除应力处理的钢板。
3.2 厚度大于1.5in.(40mm)的钢板必须经过正火处理。
除非买方另有规定,当对板厚小于或等于1.5in.(40mm)的钢板要求进行缺口韧性试验时,则钢板应该经正火处理。
3.3如需方同意,为改善韧性允许采用大于在空气中冷却的速度,但钢板应随后在1100~1300℉(595~705℃)的范围内回火。
①对于熔炼分析和成品分析均适用。
②在规定的最大碳含量以下每降低0.01%,规定最大锰含量的上限可增加0.06%,熔炼分析最大允许到1.50%,成品分析最大允许到1.60%。
③60级厚度不超过½(12.5mm)的钢板锰含量熔炼分析可为0.85%~1.20%,成品分析
0.79%~1.30%。
①用0.2%残余变形法或载荷下的0.5%伸长测定。
②关于伸长率的修正见A-20/A20M标准。
压力容器常用钢材

压力容器常用钢材Word文档:苏成功黄橙PPT制作:汪斌傅斌杰(1)钢材分类钢材的形状包括板、管、棒、丝、锻件、铸件等。
压力容器本体主要采用板材、管材和锻件。
钢板钢板是压力容器中最常用的材料,如圆筒、封头的制作钢管接管、换热管一般由无缝钢管制成锻件高压容器的平盖、端部法兰、接管法兰等锻件(2)钢材类型压力容器用钢可分为碳素钢、低合金钢和高合金钢1、碳素钢压力容器常用碳素结构钢有Q235B、Q235C;常用优质碳素结构钢有20g、20R、10G;压力容器专用钢板有Q245R、HP245、HP265、HP295。
①Q235B钢的应用举例:Q235B级钢主要用于建筑、桥梁工程上制造质量要求较高的焊接结构。
其技术标准为:②20g钢20g钢是制造锅炉的常用碳素钢板。
是用于制造压力小于6MPa , 壁温低于450C的船舶锅炉、蒸汽锅炉以及其他锅炉构件。
20厚壁钢管。
主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。
其技术标准为:③10G是GB/5310国标钢号(国外对应牌号:德国st45.&日本STB41、美国SA106B),为最常用锅炉钢管用钢10G钢管主要用于制造高压和更高参数锅炉管件,低温段过热器、再热器,省煤器及水冷壁等;如小口径管做壁温<50CC受热面管子、以及水冷壁管、省煤器管等,大口径管做壁温<45©蒸汽管道、集箱(省煤器、水冷壁、低温过热器和再热器联箱),介质温度<45©管路附件等。
由于碳钢在450 ©以上长期运行将产生石墨化,因此作为受热面管子长期最高使用温度最好限制到450©以下。
该钢在这一温度范围,其强度能满足过热器和蒸汽管道要求、且具有良好抗氧化性能,塑性韧性、焊接性能等冷热加工性能均很好,应用较广。
此钢在伊朗炉(指单台)上所使用部位为下水引入管(数量为18吨)、汽水引入管(10吨)、蒸汽连接管(16吨)、省煤器集箱(8吨)、减温水系统(5吨),其余作为扁钢、吊杆材料使用(约86吨)。
压力容器专用钢板标准简介

PPT文档演模板
压力容器专用钢板标准简介
标 准 GB19189-2003 GB19189-(2010)
钢号
12MnNiVR
12MnNiVR
板 厚 mm
12~60
12~60
Rm MPa
610~730
610~730
ReL (Rp0.2)MPa -20℃ KV2 J
≥490 ≥47
≥490 ≥80
PPT文档演模板
钢号
厚度 mm
P%
16MnDR 6~60 ≤0.025
S % ≤0.012
-40℃ KV2 J
横向,≥34
P355NL1
SA516Gr.70+S5
≤60
>25~50
≤0.025 ≤0.015
≤0.035 ≤0.035
横向,≥27
纵向,≥20
PPT文档演模板
压力容器专用钢板标准简介
2. 09MnNiDR钢板
≤0.025 0℃,≥34
≤0.010
0℃,≥41 (-20℃,≥41 )
• PSR=Cr+Cu+2Mo+10V+7Nb+5Ti-2( % )
PPT文档演模板
压力容器专用钢板标准简介
5. 15CrMoR钢板 (1)钢号简介 (2)磷、硫含量
标 准 GB713-2008 EN10028-2:2003 ASME(2010)
•3. 07MnNiMoDR钢板
标 准 GB19189-(2010) GB19189-(2010)
钢号
07MnNiVDR
07MnNiMoDR
Ni %
0.20~0.50
0.30~0.60
中低温压力容器用碳钢板SA516Gr60
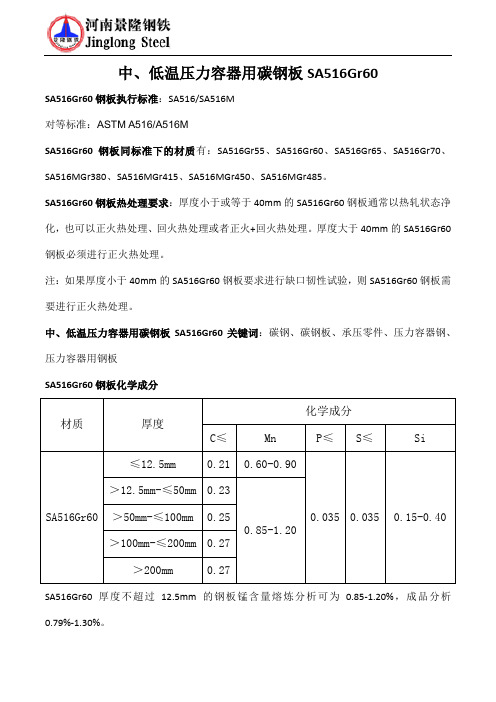
中、低温压力容器用碳钢板SA516Gr60
SA516Gr60钢板执行标准:SA516/SA516M
对等标准:ASTM A516/A516M
SA516Gr60钢板同标准下的材质有:SA516Gr55、SA516Gr60、SA516Gr65、SA516Gr70、SA516MGr380、SA516MGr415、SA516MGr450、SA516MGr485。
SA516Gr60钢板热处理要求:厚度小于或等于40mm的SA516Gr60钢板通常以热轧状态净化,也可以正火热处理、回火热处理或者正火+回火热处理。
厚度大于40mm的SA516Gr60钢板必须进行正火热处理。
注:如果厚度小于40mm的SA516Gr60钢板要求进行缺口韧性试验,则SA516Gr60钢板需要进行正火热处理。
中、低温压力容器用碳钢板SA516Gr60关键词:碳钢、碳钢板、承压零件、压力容器钢、压力容器用钢板
SA516Gr60钢板化学成分
SA516Gr60厚度不超过12.5mm的钢板锰含量熔炼分析可为0.85-1.20%,成品分析0.79%-1.30%。
SA516Gr60钢板力学性能(拉伸性能)
合同可以添加的补充要求:
S1:真空处理
S2:成品分析
S3:力学性能试样坯料的模拟焊后热处理
S4.1:附加的拉伸试验
S5:夏比V 形缺口冲击试验
S6:落锤试验
S7:高温拉伸试验
S8:按A435/A435M 标准进行的超声波检验
S9:磁粉检验
S11:按A577/A577M 标准进行的超声波检验
S12:按A578/A578M 标准进行的超声波检验
S17:真空碳脱氧钢
0SA516Gr60钢板实物照片。
ASTM+A516&A516M-2004+中温及低温压力容器用碳素钢板

Designation:A516/A516M–04Used in USDOE-NE StandardsStandard Specification forPressure Vessel Plates,Carbon Steel,for Moderate-andLower-Temperature Service1This standard is issued under thefixed designation A516/A516M;the number immediately following the designation indicates the yearof original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers carbon steel plates intendedprimarily for service in welded pressure vessels where im-proved notch toughness is important.1.2Plates under this specification are available in fourgrades having different strength levels as follows:Grade U.S.[SI]Tensile Strength, ksi[MPa]55[380]55–75[380–515]60[415]60–80[415–550]65[450]65–85[450–585]70[485]70–90[485–620]1.3The maximum thickness of plates is limited only by the capacity of the composition to meet the specified mechanical property requirements;however,current practice normally limits the maximum thickness of plates furnished under this specification as follows:Grade U.S.[SI]Maximum Thickness,in.[mm]55[380]12[305]60[415]8[205]65[450]8[205]70[485]8[205]1.4For plates produced from coil and furnished without heat treatment or with stress relieving only,the additional requirements,including additional testing requirements and the reporting of additional test results of Specification A20/A20M apply.1.5The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specifi-cation.2.Referenced Documents2.1ASTM Standards:3A20/A20M Specification for General Requirements for Steel Plates for Pressure VesselsA435/A435M Specification for Straight-Beam Ultrasonic Examination of Steel PlatesA577/A577M Specification for Ultrasonic Angle-Beam Examination of Steel PlatesA578/A578M Specification for Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates for Special Applications3.General Requirements and Ordering Information3.1Plates supplied to this product specification shall con-form to Specification A20/A20M,which outlines the testing and retesting methods and procedures,permissible variations in dimensions and mass,quality and repair of defects,marking, loading,and so forth.3.2Specification A20/A20M also establishes the rules for ordering information that should be complied with when purchasing plates to this specification.3.3In addition to the basic requirements of this specifica-tion,certain supplementary requirements are available where additional control,testing,or examination is required to meet end use requirements.3.4The purchaser is referred to the listed supplementary requirements in this specification and to the detailed require-ments in Specification A20/A20M.3.5Coils are excluded from qualification to this specifica-tion until they are processed intofinished plates.Plates produced from coil means plates that have been cut to individual lengths from coil.The processor directly controls,or is responsible for,the operations involved in the processing of coils intofinished plates.Such operations include decoiling, leveling,cutting to length,testing,inspection,conditioning, heat treatment(if applicable),packaging,marking,loading for shipment,and certification.1This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel,and Related Alloys and is the direct responsibility of Subcommittee A01.11on Steel Plates for Boilers and Pressure Vessels.Current edition approved June1,2004.Published June2004.Originally approved st previous edition approved in2003as A516/A516M–03.2For ASME Boiler and Pressure Vessel Code applications,see related Specifi-cation SA-516/SA-516M in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.1*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.N OTE 1—For plates produced from coil and furnished without heat treatment or with stress relieving only,three test results are reported for each qualifying coil.Additional requirements regarding plate produced from coil are described in Specification A 20/A 20M.3.6If the requirements of this specification are in conflict with the requirements of Specification A 20/A20M,the re-quirements of this specification shall prevail.4.Materials and Manufacture4.1Steelmaking Practice —The steel shall be killed and shall conform to the fine austenitic grain size requirement of Specification A 20/A 20M.5.Heat Treatment5.1Plates 1.50in.[40mm]and under in thickness are normally supplied in the as-rolled condition.The plates may be ordered normalized or stress relieved,or both.5.2Plates over 1.50in.[40mm]in thickness shall be normalized.5.3When notch-toughness tests are required on plates 11⁄2in.[40mm]and under in thickness,the plates shall be normalized unless otherwise specified by the purchaser.5.4If approved by the purchaser,cooling rates faster than those obtained by cooling in air are permissible for improve-ment of the toughness,provided the plates are subsequently tempered in the temperature range 1100to 1300°F [595to 705°C].6.Chemical Composition6.1The steel shall conform to the chemical requirements given in Table 1unless otherwise modified in accordance with Supplementary Requirement S17,Vacuum Carbon-Deoxidized Steel,in Specification A 20/A20M.7.Mechanical Properties7.1Tension Test —The plates,as represented by the tension test specimens,shall conform to the requirements given in Table 2.TABLE 1Chemical RequirementsElementsComposition,%Grade 55[Grade 380]Grade 60[Grade 415]Grade 65[Grade 450]Grade 70[Grade 485]Carbon,max A ,B :1/2in.[12.5mm]and under0.180.210.240.27Over 1/2in.to 2in.[12.5to 50mm],incl 0.200.230.260.28Over 2in.to 4in.[50to 100mm],incl 0.220.250.280.30Over 4to 8in.[100to 200mm],incl 0.240.270.290.31Over 8in.[200mm]0.260.270.290.31Manganese:1/2in.[12.5mm]and under:Heat analysis B0.60–0.900.60–0.900.85–1.200.85–1.20Product analysis B0.55–0.980.55–0.980.79–1.300.79–1.30Over 1/2in.[12.5mm]:Heat analysis 0.60–1.200.85–1.200.85–1.200.85–1.20Product analysis 0.55–1.300.79–1.300.79–1.300.79–1.30Phosphorus,max A 0.0350.0350.0350.035Sulfur,max A 0.0350.0350.0350.035Silicon:Heat analysis B0.15–0.400.15–0.400.15–0.400.15–0.40Product analysis B0.13–0.450.13–0.450.13–0.450.13–0.45A Applies to both heat and product analyses.BFor each reduction of 0.01percentage point below the specified maximum for carbon,an increase of 0.06percentage point above the specified maximum for manganese is permitted,up to a maximum of 1.50%by heat analysis and 1.60%by productanalysis.SUPPLEMENTARY REQUIREMENTSSupplementary requirements shall not apply unless specified in the purchase order.A list of standardized supplementary requirements for use at the option of the purchaser is included in ASTM Specification A 20/A 20M.Those that are considered suitable for use with this specification are listed below by title.S1.Vacuum Treatment,S2.Product Analysis,S3.Simulated Post-Weld Heat Treatment of Mechanical Test Coupons,S4.1Additional Tension Test,S5.Charpy V-Notch Impact Test,S6.Drop Weight Test,S7.High-Temperature Tension Test,S8.Ultrasonic Examination in accordance with Specifica-tion A 435/A 435M,S9.Magnetic Particle Examination,S11.Ultrasonic Examination in accordance with Specifica-tion A 577/A 577M,S12.Ultrasonic Examination in accordance with Specifica-tion A 578/A 578M,andS17.Vacuum Carbon-Deoxidized Steel.SUMMARY OF CHANGESCommittee A01has identified the location of selected changes to this standard since the last issue (A 516/A 516M –03)that may impact the use of this standard.(Approved June 1,2004.)(1)Footnote B in Table 1was revised.Committee A01has identified the location of selected changes to this standard since the last issue (A 516/A 516M –01)thatmay impact the use of this standard.(Approved Sept.10,2003.)(1)1.4,3.5,and Note 1were revised to be consistent with the terminology and requirements of Specification A 20/A 20M.(2)3.3was revised to be more general.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().TABLE 2Tensile RequirementsGrade55[380]60[415]65[450]70[485]Tensile strength,ksi [MPa]55–75[380–515]60–80[415–550]65–85[450–585]70–90[485–620]Yield strength,min,A ksi [MPa]30[205]32[220]35[240]38[260]Elongation in 8in.[200mm],min,%B 23211917Elongation in 2in.[50mm],min,%B27252321A Determined by either the 0.2%offset method or the 0.5%extension-under-load method.BSee Specification A 20/A20M for elongationadjustment.。
SA515中低温压力容器用碳钢板

SA515/SA515M 中低温压力容器用碳钢板
1、SA515标准下有四种材质,分别是:SA515Gr60、SA515Gr65、SA515Gr70.
1.1 钢板的最大厚度仅受化学成分满足规定力学性能要求的能力限制,
但现在通常将按本标准供应的钢板最大厚度限制如下:
2、SA515炼钢工艺:钢应为镇静钢,并符合A20/A20M 标准细奥氏体晶粒度的要求。
3、SA515热处理:
3.1 厚度小于等于2in.(50mm )的钢板通常以轧制状态供货。
可以订购正火处理的、或消除应力处理的正火加消除应力处理的钢板。
3.2 厚度大于2in.(50mm )的钢板必须经过正火处理。
①对于熔炼分析和成品分析均适用。
①用0.2%残余变形法或载荷下的0.5%伸长测定。
钢制压力容器(GB150—1998)

钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
低温压力容器技术要求汇总
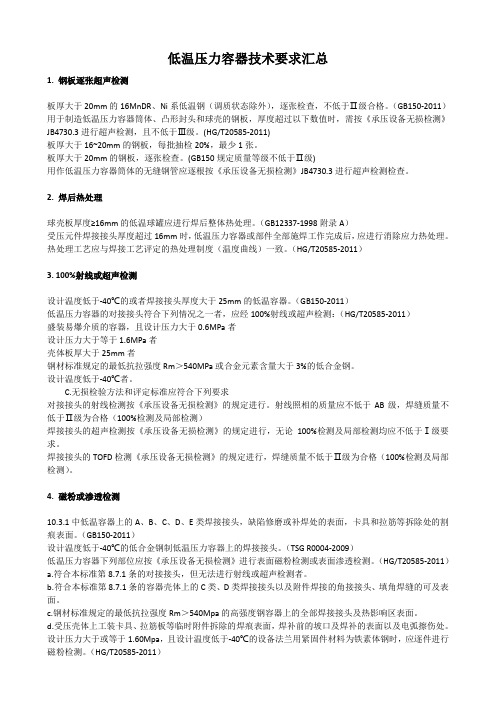
低温压力容器技术要求汇总1. 钢板逐张超声检测板厚大于20mm的16MnDR、Ni系低温钢(调质状态除外),逐张检查,不低于Ⅱ级合格。
(GB150-2011)用于制造低温压力容器筒体、凸形封头和球壳的钢板,厚度超过以下数值时,需按《承压设备无损检测》JB4730.3进行超声检测,且不低于Ⅲ级。
(HG/T20585-2011)板厚大于16~20mm的钢板,每批抽检20%,最少1张。
板厚大于20mm的钢板,逐张检查。
(GB150规定质量等级不低于Ⅱ级)用作低温压力容器筒体的无缝钢管应逐根按《承压设备无损检测》JB4730.3进行超声检测检查。
2. 焊后热处理球壳板厚度≥16mm的低温球罐应进行焊后整体热处理。
(GB12337-1998附录A)受压元件焊接接头厚度超过16mm时,低温压力容器或部件全部施焊工作完成后,应进行消除应力热处理。
热处理工艺应与焊接工艺评定的热处理制度(温度曲线)一致。
(HG/T20585-2011)3. 100%射线或超声检测设计温度低于-40℃的或者焊接接头厚度大于25mm的低温容器。
(GB150-2011)低温压力容器的对接接头符合下列情况之一者,应经100%射线或超声检测:(HG/T20585-2011)盛装易爆介质的容器,且设计压力大于0.6MPa者设计压力大于等于1.6MPa者壳体板厚大于25mm者钢材标准规定的最低抗拉强度Rm>540MPa或合金元素含量大于3%的低合金钢。
设计温度低于-40℃者。
C.无损检验方法和评定标准应符合下列要求对接接头的射线检测按《承压设备无损检测》的规定进行。
射线照相的质量应不低于AB级,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测)焊接接头的超声检测按《承压设备无损检测》的规定进行,无论100%检测及局部检测均应不低于Ⅰ级要求。
焊接接头的TOFD检测《承压设备无损检测》的规定进行,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测)。
BTE001-2013 碳钢制压力容器通用技术条件

均采用全焊透结构。因位置受限无法进行双面焊时,应采用氩弧焊打底的单面焊全焊透
结构。
5.4 接管与壳体、封头的焊接见设计图纸中“管口表”焊接类型,法兰与接管的焊接按
相应的法兰标准中的规定;
5.5 设备内外构件尽可能避开壳体焊缝。当避不开时,被设备内外构件覆盖的壳体焊缝
应打磨齐平,且 100%MT,以 JB/T 4730Ⅰ级为合格。所有开口接管不得位于 A、B 类焊
为合格。
6.3 裙座与壳体间连接的焊接接头应进行 100%MT,以 JB/T 4730 中的Ⅰ级为合格。高径
比大于 5 且设备总高大于 20m 的裙座自支撑容器,裙座与壳体间焊接接头还应进行
100%UT,按 JB/T 4730 规定,技术等级不低于 B 级,合格级别为Ⅰ级。另外,裙座筒体
间的对接焊接接头还应进行 20%RT,按 JB/T 4730 规定,技术等级不低于 AB 级,合格级
《压力容器焊接规程》
NB/T 47016
《承压设备产品焊接试件的力学性能检验》
NB/T 47018
《承压设备用焊接材料订货技术条件》
HG/T 20583
《钢制化工容器结构设计规定》
HG/T 20584
《钢制化工容器制造技术要求》
SH/T 3524
《石油化工静设备现场组焊技术规程》
SH/T 3022
《石油化工设备和管道涂料防腐蚀设计规范》
镇海石化工程 股份有限公司
设计资质等级: 甲 级 编号 A133008845
技术条件
碳钢压力容器通用技术条件
档案号:BTE001-2013 共6页 第1 页
设计 校核 审核 批准
目录
1 适用范围........................................................................................................................................2 2 引用规范和标准............................................................................................................................2 3 总则................................................................................................................................................3 4 材料................................................................................................................................................3 5 制造................................................................................................................................................3 6 无损检测........................................................................................................................................4 7 焊后热处理....................................................................................................................................5 8 耐压试验........................................................................................................................................5 9 防腐、保温、防火、包装及运输................................................................................................5 10 其他要求......................................................................................................................................6
中低温压力容器用碳钢板SA516MGr.485

中、低温压力容器用碳钢板SA516MGr.485
SA516MGr.485钢板执行标准:SA516/SA516M
SA516MGr.485钢板同标准下的材质有:SA516Gr55、SA516Gr60、SA516Gr65、SA516Gr70、SA516MGr380、SA516MGr415、SA516MGr450、SA516MGr485。
SA516MGr.485钢板热处理要求:厚度小于或等于40mm的SA516MGr.485钢板通常以热轧状态净化,也可以正火热处理、回火热处理或者正火+回火热处理。
厚度大于40mm的SA516MGr.485钢板必须进行正火热处理。
注:如果厚度小于40mm的SA516MGr.485钢板要求进行缺口韧性试验,则SA516MGr.485钢板需要进行正火热处理。
中、低温压力容器用碳钢板SA516MGr.485关键词:碳钢、碳钢板、承压零件、压力容器钢、压力容器用钢板
SA516MGr.485钢板化学成分
在规定的最大碳含量以下每降低0.01%,规定最大锰含量的上限可增加0.06%,熔炼分析最大允许到1.50%,成品分析最大允许到1.60%。
SA516MGr.485钢板力学性能(拉伸性能)
合同可以添加的补充要求:
S1:真空处理
S2:成品分析
S3:力学性能试样坯料的模拟焊后热处理
S4.1:附加的拉伸试验
S5:夏比V形缺口冲击试验
S6:落锤试验
S7:高温拉伸试验
S8:按A435/A435M标准进行的超声波检验S9:磁粉检验
S11:按A577/A577M标准进行的超声波检验S12:按A578/A578M标准进行的超声波检验S17:真空碳脱氧钢
SA516MGr.485钢板照片。
低温压力容器钢板08Ni3DR化学成分08Ni3DR力学性能技术标准
08Ni3DR是超低温压力容器用钢板,广泛适用于石油、化工、电站、锅炉等行业,用于制作储气罐,低温球罐,低温压力容器、低温球形储罐、高参数低温圆筒形容器、低温乙烯球罐等设备。
舞钢研发的冲击温度达-100℃的08Ni3DR钢板,已通过了由国家锅炉容器标准委员会组织的评审,评审厚度为100mm,在国内居领先水平。
但是,厚度在100mm至130mm 的08Ni3DR钢板是制造低温设备的必须品,为了满足国内市场需求,提高产品在高端市场的占有率,舞钢对超厚08Ni3DR、06Ni9DR钢板进行研制开发。
此次试制成功的150mm 厚08Ni3DR钢板,经综合检验,完全合格。
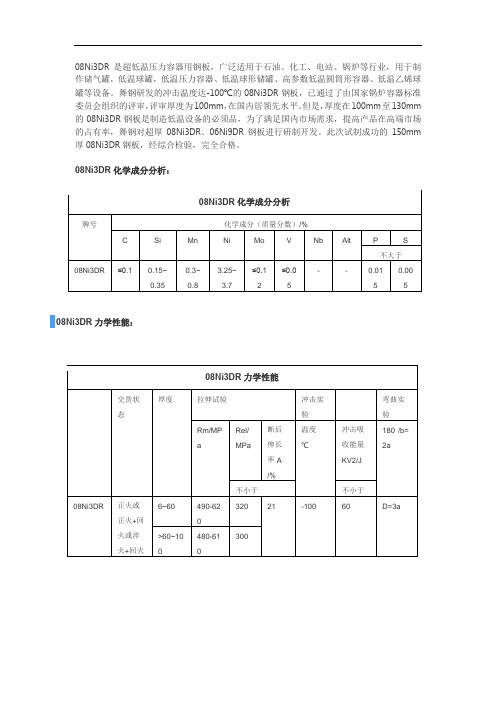
08Ni3DR化学成分分析:
08Ni3DR力学性能:。
天然气工程中低温钢的选用
摘 要: 在天然气地面工程建设中, 涉及到低温条件用钢的情况越来越多, 如若选择不当将 会对管道及站场设备的安全运行带来隐患; 低温钢在材料成本及制造检验方面所需费用较高,
如何恰当而经济地选择低温钢对工程建设的成本控制有着积极的意义。通过对国内外相关规
范的介绍及详尽对比, 对工程设计中低温压力容器、低温阀门、低温钢管的选用做了总结。
- 115 ∃ 20
LC9
9% 镍钢
5 85
515
- 196 ∃ 27
CA 6NM 2. 5% 铬 镍钼钢 760~ 930 550
- 73 ∃ 27
在 GB /T 19672- 2005∀管线阀门技术条件 #中, 推荐使 用的奥 氏体 不锈 铸钢 有: CF3、CF8、CF3M、 CF 8M、CF8C 和 ZG1Cr18N i9T 。i 其 中, CF3、CF 8、 CF 3M、CF8M、CF8C 材料 标 准都 是 由 ASM E SA 351 /SA - 351M 转 化而来。在制造 - 101 以下低 温阀门中, 国内 外均采用 低温性能 优良的 CF 8和 CF 8M, 其使用温度能低至 - 196 。由于 N i钢热处 理工艺复杂和生产周期长等原因, CF 8和 CF8M 还 常常用来代替镍钢作为生产低温阀门用的主材。
正火
调质 正火, 正火加回火
6~ 36 36~ 100
16~ 50
6~ 60
- 40 - 30
- 40
- 45
∃ 27
∃ 47 ∃ 27
GB 3531- 1996
G B 150- 1998 GB 3531- 1996
09M n2VDR (已取消 )
正火 , 正火 加回火
6~ 36
压力容器用钢板通用要求标准规范

压力容器用钢板通用要求标准规范 1
A20/A 20M-07
本标准是基于 A20/A 20M 标准的基础上提出的;标号后面的数字表示初始
版本的年代,如有再版,则指最新再版的年代。括号中的数字表示最新批准通过
的年代。上标(ε)表示最新再版或重新批准后编排上的更改。
本标准已经被国防部批准使用。
常可以提供下列尺寸的钢板:
宽度 英寸[mm]
厚度英寸[mm]
>8[200]
≥0.229[≥6.0mm]
>48[1200]
≥0.179[≥4.6mm]
3.1.7.1 讨论——可以得到不同厚度、宽度和长度的钢板,这取决于不同生产方
和加工方设备与工艺能力。基于尺寸(厚度、宽度和长度)的钢板以前的限定不
考虑当前生产和工艺能力。要使钢板达到特定产品规范要求,则必须进行所有适
MIL-STD-163:准备用于海运和存贮的钢产品 6
2.4 美国联邦标准:
Fed.Std.No.123:海运标记(国内代理)6
2.5 汽车工业集团标准:
B1 Bar 代码标准 7
注:5、可以从美国机械工程师协会(ASME)获得,ASME 国际总部地址:Three Park
Ave., New York, NY 10016-5990, .
[1800mm])。
3.1.3 热处理术语——见 3.1.8 及术语 A941。
3.1.4 热成形——在钢板被加热至使晶粒细化所要求的温度后执行永久变形的成
形操作。
3.1.5 生产方——是采用热轧方法直接控制钢锭、板坯轧制成热轧钢板或板卷;
而对轧制钢板来说,则是直接控制或负责与成品钢板有关的一个或多个操作的组
GB3531-1996低温压力容器用低合金钢钢板
钢板 的 包 装 、标志及质量证 明书应符合 GB2 47的有关规定。
GB 35 3 1一 19 9 6
附 录 A (标 准 的 附 录 ) 引 用 标 准
4.4.2 .1 表 5所列的是 10m m X1 0m mX 5 5m m标准试样的冲击功,当采用 7.5m mX10m mX 55m m或 5m mX 1 0m mX 5 5m m的小尺寸试样作冲击试验时,其试验结果,应分别不小于表 5规定值 的 75%或 500o, 4.4.2.2 夏比(v型缺口)低温冲击功,按一组三个试样单值的算术平均值计算,允许其中一个试样单 值低于规定值,但不得低于规定值的 70写。 4.4 .2 .3 经供需双方协议,并在合同中注明,16MnDR钢板的低温冲击功可按不小于 27J交货; 15MnNiDR,09 Mn2VDR,09 MnNiDR钢板的低温冲击功可按不小于 34)交货. 4.5 表面质量 4.5.1 钢板表面不得有裂纹、裂口、气泡、结疤、折叠和夹杂等缺陷.
厚 度 不大 于 20m m的钢板.经双方协议,并在合同中注明,供方也可作超声波探伤。 4.6.2 探伤方法标准按G13/T 2970,合格级别由供需双方协议规定,并在合同中注明。
5 试验方法
5.1 每批钢板的检验项目,取样数量、取样方法及试验方法,应符合表 6规定。
GB 3 5 31 一 1 99 6
GB 3531一1996
前 言
本标 准 是 GB3 531-83的修订版。新修订的标准对前标准作了如下的改变: 取消 了 前 标准中的牌号 06MnNbDR,09MnTiCuREDR,新增加了09MnNiDR,15MnNiDR; 降低 了 钢 中的磷硫含量,各牌号钢的含磷量由0.03 0%-0.03 5%降低为 0.020叼一。.02 5"a·含硫 量由0.03 0%-0.03 5%降低为 ().0150o; 扩大 了 钢 板的厚度规格,最大厚度由40m m增大至 100m m; 提高 了 钢 板低温V型冲击功指标,由横向试样 21J提高至 27J; 09M n 2V DR钢 V型冲击试验温度由一70℃改变为一501C,以保持该牌号在该试验温度下具有良 好的冲击性能 , 钢板 超 声 波探伤标准 由双方协议 ,改为按国家标准探伤 。 本标 准 由 中华人民共和国冶金工业部提出。 本标 准 由 全国钢标准化技术委员会归口。 本标 准 由 重庆钢铁(集团)公司负责起草。 本标 准 主 要起草人 :唐子南 、黄子衡、蒋争国、秦晓钟、唐一凡。 本 标准 于 1983年 3月首次发布,1994年 12月修订。
ASTM 标准
ASTM 标准ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M-2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件ASTM A320/A320M-2002低温用合金钢栓接材料ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件ASTM A439-1983(R1999)奥氏体球墨铸铁件ASTM A536-1984(R1999)球墨铸铁件ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范ASTM F992-1986(R2001)阀门铭牌标准规范ASTM F993-1986(R2001)阀门锁紧装置标准规范ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范ASTM F1565-2000蒸汽用减压阀规范参考资料:外国标准中文版(ASTM 美国材料与试验协会标准中文版)。
GB3531—2014《低温压力容器用钢板》国家标准主要内容介绍
7试验方法
序号 1 2 3 4 5 6 7 检验项目 化学成分 拉伸试验 弯曲试验 低温冲击 超声检测 尺寸、外形 表 面 取样数量 每炉 1 个 每批 1 个 每批 1 个 每批 3 个 逐张 逐张 逐张 取样方法 GB/T 20066 GB/T 2975 GB/T 2975 GB/T 2975 - - - 取样方向 - 横向 横向 横向 - - - 试验方法 GB/T 223 、GB/T 4336、 GB/T 20123、GB/T 20125 GB/T 228.1 GB/T 232 GB/T 229 GB/T 2970、GB/T 28297 JB/T 4730.3 符合精度要求的适宜量具 目 视
8 检验规则
钢板检验由供方质量检验部门进行。 钢板应成批验收,每批钢板由同一牌号、同一炉 号、同一厚度、同一热处理制度的钢板组成,每 批重量不大于30t,单张重量超过30t的钢板按张 组批。06Ni9DR钢板和以正火加回火、淬火加回 火状态交货的08Ni3DR钢板应逐热处理张进行力 学性能试验。 根据需方要求,供需双方协议,厚度大于16mm 的钢板可逐热处理张进行力学性能检验。。
ISO93284:2011 附录A(欧洲) X7Ni9 ≤50
ISO93284:2011 附录B(美) X9Ni9+QT 6~50
P
S KV2
%
% J
≤0.008
≤0.004 -196℃ ≥100
≤0.015
≤0.005 -196℃ ≥80
≤0.025
≤0.020 -196℃ ≥41
6.2 制造方法
≤0.020
≤0.005 490~630 ≥27*
≤0.025
≤0.025 400~540 ≥24
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASTM A 612-2003 中低温高强度碳钢压力容器钢板技术标准国外标准... 1适用范围1.1 本标准包括一组共同要求,除专用材料标准中另有规定外,这些要求应适用于下列各项ASTM压力容器用轧制钢板标准:1.1.1 本标准还包括一组补充要求,适用于上列若干个标准中本身已指明的场合。
这些补充要求仅当买方在订货单中要求附加试验或检验并作了单独规定时才采用。
1.5 这些材料仅适于熔焊,熔焊时应采用适合于该钢种级别及使用条件的焊接工艺。
1.6 如本标准与专用材料标准的要求不一致,则以专用材料标准的要求为准。
1.7 买方可以规定不否定本标准或专用材料标准条款的附加要求。
这些附加要求必须纳入订货单说明中,其验收条件应与供方协商(见4.1.8),并取得供方接受。
1.8 为了确定供应材料是否与本标准及1.1中所列各材料标准的规定极限值相一致,各数值右面的有效位数应按E29推荐的圆整方法进行圆整。
1.9 以英寸一磅单位或SI单位表示的数值均可作为标准值。
本文中SI单位表示于括号内。
由于各单位制所表示的数值不能与另一种单位制进行精确换算,因此,每一种单位制必须独立使用。
两个单位制的数值混合使用可能导致与本标准不一致的结果。
1.10 本标准及所引用的材料标准均采用英寸一磅和SI两种单位,但除非订货单中规定采用"M"标志(SI单位),否则材料将以英寸一磅单位供货。
3 本标准专用术语说明3.1 封顶钢-因受早期压盖过程而使沸腾作用受到限制的沸腾钢。
压盖可用机械方法,在瓶口式锭模顶部采用一个重的金属帽,也可用化学方法对敞口式锭模的钢水的顶部加铝或硅铁。
3.2 除外-当用于与范围有关时,例如尺寸允许偏差表中厚度的范围,本术语表示仅除去范围中的较大值。
例如在从60~72in.〈1500~180Omm〉除外的范围中,除外表示包括60in.(150Omm)但不包括72in.(180Omm)。
3.3 热处理术语一见3.7、3.10和E44定义。
3.4 热成形-当钢板被加热到晶粒细化温度后,使其产生永久变形的成形加工。
3.5 镇静钢-即脱氧钢,采用强脱氧剂脱氧或真空脱氧,使氧含量减少到在凝固时碳与氧之间不发生反应的程度。
3.6 钢厂(材料制造厂)一完成或直接控制一个或多个影响材料化学成份或机械性能,诸如熔炼、轧制、卷制及热处理等工序的组织。
3.7 正火-加热到或超过上临界温度(注),然后在空气中冷却到低于下临界温度的一种操作。
注:为使某些类别的钢具有最佳的韧性,允许采用产生相变的最低可能温度。
3.8 轧制板-当用于涉及试样的取样位置和数量时,本术语指的是从板坯或直接从钢锭轧制的整张钢板。
不是指钢板的状态。
3.9 钢板-一般指如下尺寸的扁平热轧钢:宽度in.(mm)厚度in.(mm)>8(200)>0.229(6)>48(1200)>0.179(4.6)3.l0 沉淀热处理一一种亚临界温度的热处理,以产生亚微观组分的沉淀等,从而提高某些所需性能。
3.11 切板厂一完成开卷、切板、打标记、探伤、检验以及试验等工序的组织。
3.12 沸腾钢-钢中含有充分的氧,当凝固成钢锭时连续放出一氧化碳,使得金属的外壳或边缘,实际上无疏松。
3.13 半镇静钢-不完全脱氧钢,含有充分的氧在凝固期间形成足够的一氧化碳以补偿钢的凝固收缩。
4 订货需知4.1 订货单应包括下列资料,必要时对采购材料作适当的说明4.1.1 数量(钢板的重量或数量);4.1.2 尺寸;4.1.3 材料名称(碳钢板,合金钢板);4.1.4 标准号(包括型号、级别和类别)和标准颁布的年号;4.1.5 状态(如热轧、正火、调质等等)。
如由设备制造厂进行热处理,必须予以说明。
同样如买方指定热处理规范,也必须说明;4.1.6 如有冲击试验要求〈见12节〉。
(对夏比V型缺口冲击试验包括试样取向、试验温度和验收标准。
对落锤试验给出试验温度);4.1.7 除非在订货单上被特别指定排除者外,凡由卷材或板材切成的钢板均可供货(见附录X1);4.1.8 如切板厂〈见5.5.2〉欲对由卷材切成的钢板作为压力容器用钢板时,应在提供给钢厂(见5.5.1)的订货单上说明所需的ASTM材料标准号,级别以及型号;4.1.9 可能有的补充要求(试样热处理,特殊冲击试验要求等),以及:4.1.10 可能有的附加要求。
5 制造5.1 钢的制造可采用以下任何一种一次炼钢工艺:平炉法、碱性氧气转炉或电炉法。
亦可进一步用二次工艺进行精炼,它们包括但不限于:真空二次熔炼;包括但不限于:真空电弧重熔(VAR),电渣重熔(ESR)以及钢包精炼。
5.2 钢水可以浇涛成锭,或进行连铸。
5.2.1 连铸板坯5.2.1.1 同一公称化学成分的几炉钢水同时进行连续浇铸时,对浇铸成品(板坯)指定-相同的炉号,直至板坯中所有钢水都来自下一炉再更换炉号。
5.2.1.2 当两个持续连铸炉次的钢水具有不同的公称化学成分范围时,钢厂应采用任何能区分钢种级别的可靠方法去除过渡部分的材料。
5.3 连铸板坯对钢板的厚度压缩比最小应为3:1。
6 热处理6.1 当材料要求热处理时,除在材料标准中另有规定外,该热处理可由钢厂、加工厂.或设备制造厂进行。
6.2 当按材料标准要求的热处理是由买方或买方代理人进行,且要求材料生产厂不按材料标准规定的状态供应材料时,应在订货单中注明。
6.2.l 当材料标准要求热处理而钢板订货无热处理要求时,应由买方负责将钢板热处理使之符合材料标准。
6.3 进行热处理时,应按材料标准的规定对材料进行热处理。
买方也可以规定所采用的热处理。
条件是不能与材料标准的要求相矛盾。
6.4 当由设备制造厂进行正火处理时,可以通过热成形时的均匀加热来实现。
钢板热成形的加热温度不应过高地超过正火温度。
6.5 当无热处理要求时,钢厂或切板厂可任意选择正火、消除应力处理或正火加消除应力处理等热处理,以满足材料标准规定的技术要求。
6.6 如果买方同意,只要钢板随后在1100-1500oF(595一705℃)温度范围内回火,允许采用比在空气中更快的冷却速度以改善韧性。
7 化学成份7.1 熔炼分析-钢厂必须对每一炉钢进行熔炼分析,以测定在各个材料标准中所规定的元素百分含量,该分析最好应从每炉钢在浇注时所取的样块上进行,由此测定的化学成分应报告给买方或其代表,其结果应符合所引用标准的熔炼分析要求。
7.1.1 允许有未规定的元素存在,除非材料标准中另有规定,其含量范围应符合表1规定。
7.1.1.1 表1中各元素的测定结果应列于熔炼分析报告中。
若某元素含量低于0. 02%,在报告中可写为≤0.02%。
7.2 成品分析一对于每一轧制板,买方可从破断的拉伸试样上或在切取拉伸试样的相同部位取样进行成品分析,所得分析结果,无论是要求元素或是限制元素均应符合所引用标准中的规定的成品分析的化学成分要求。
7.3 仲裁分析-仲裁分析时,应按"A571方法,操作及定义"规定进行。
8 金相组织8.1 当规定为奥氏体粗晶粒时,应用McQuaid-Ehn试验(奥氏体晶粒度测定试验)中渗碳法测定,奥氏体晶粒度应为1~5级。
测定时试样应于1700度F(925℃)渗碳8小时,然后按E112方法中底片Ⅳ测定。
以检验区域中70%的晶粒粒度作为验收的基准。
每个炉号应做一次试验。
8.2 奥氏体细品粒时:8.2.1 当规定为奥氏体细晶粒时,除非订货单上有如8.2.4的规定,应用铝作为细化晶粒的元素。
8.2.2 当规定为奥氏体细晶粒时,除8.2.2.1条另有规定外,应按E112方法底片Ⅳ用McQuaid-Ehn试验(奥氏体晶粒度测定试验)中的渗碳法测定,所测得的奥氏体晶粒度应为5级及5级以上。
每个炉号应做一次试验。
8.2.2.1 当用铝作为细化晶粒元素时,如熔炼分析中总铝含量不低于0.020%或酸熔铝含量不低于0.015%,则可认为已满足细晶粒奥氏体的要求。
8.2.3 若订货单有规定时,每个炉号应做一次McQuaid-Ehn试验(奥氏体晶粒度测定试验)中的渗碳法测定,所测得的奥氏体晶粒度应为5级及5级以上。
每个炉号应做一次试验。
8.2.4 经买方和供方双方同意,可采用除铝以外的其它元素来细化晶位。
熔炼分析时所允许的各元素含量范围应在订货单中规定,此外,还须进行8.2.3中所述的Mc Quaid-Ehn试验。
9质量9.1 概述一按本标准供应的钢板应无有害的缺陷并具有良好的表面。
9.2 表面缺陷9.2.1 所有有害的表面缺陷应由从单张平板制备钢板的钢厂去除。
至于从卷材制备的钢板,其有害缺陷则应由切板厂去除,与钢厂无关。
9.2.1.1 浅的缺陷应打磨掉,打磨区域应圆滑过渡,且打磨后的板厚不小于最小允许板厚。
9.2·1·2 去除表面缺陷而使板厚小于最小厚度时,将使得钢板被拒收。
但是,如果买方同意,可用9.4条所述以焊补金属代替去除的金属。
9.3 边缘缺陷9.3.1 在钢厂或切板厂准备作为交货的钢板周边上,有肉眼可见的分层,但其长度小于和等于1in(25mm)时,应为合格,且不需要测定。
9.3.2 所有较大的分层缺陷应进行测定,以确定其深度与范围。
对位于5%板厚的同一平面内不连续分层缺陷,其距离小于两相邻缺陷中较小者的长度时,应按连续缺陷计算。
9.3.3 在钢厂或切板厂准备作为交货的钢板剪切周边上,有肉眼可见的缺陷时,应不超过表A1.14[A2.14]中1栏和2栏的规定范围。
9.3.4 较大的缺陷,如磨后凹坑不超过表A1.14[A2.14]中3栏和4栏的规定时,应由钢厂或切板厂磨掉。
9:3.5 大块的缺陷将使钢板被拒收。
但如买方同意,可予去除,然后用9.4条所述焊补金属的方法来修补缺陷。
9.3.6 如在设备制造过程中钢板在剪切时发现的板边缺陷尺寸超出表A1.14[A2. 14]中5栏和6栏的规定范围时,买方可提出拒收。
但缺陷可去除掉,然后用9.4条所述的焊补金属的方法来修补。
9.4 焊接修补9.4.1 只有买方同意时才允许焊补。
9.4.2 焊补的准备应包括检查,以保证完全去除缺陷。
9.4.3 焊补应按ASME规范第Ⅸ卷经评定的焊接工艺来进行。
进行焊补的焊工或焊接设备操作工应符合ASME第Ⅸ卷的的资格要求。
9.4.4 除A-1或A-2成分的焊缝金属可用于P-1材料外,焊缝金属应有相当于AS ME板材P-No要求的A-No成分。
当买方同意时,也可以使用与所焊接材料基体相匹配的其它焊缝金属,这些焊缝金属必须按ASME规范第Ⅸ卷的要求进行评定。
9.4.5 如果钢板材料要求做夏比冲击试验,则焊接工艺评定试验也应包括焊缝、热影响区及母材的夏比冲击试验,并须报告买方。
9.4.6 如果钢板材料须经正火、调质、热成形或焊后热处理,则焊接工艺评定试验的钢板和焊补钢板须按买方规定进行热处理。