星空教你如何添加UG后处理
UG后处理

UG/POST后处理综述UG/POST后处理综述一、后处理简述无论是哪种CAM软件,其主要用途都是生成在机床上加工零件的刀具轨迹(简称刀轨)。
一般来说,不能直接传输CAM软件内部产生的刀轨到机床上进行加工,因为各种类型的机床在物理结构和控制系统方面可能不同,由此而对NC程序中指令和格式的要求也可能不同。
因此,刀轨数据必须经过处理以适应每种机床及其控制系统的特定要求。
这种处理,在大多数CAM软件中叫做“后处理”。
后处理的结果是使刀轨数据变成机床能够识别的刀轨数据,即NC代码。
可见,后处理必须具备两个要素:刀轨——CAM内部产生的刀轨;后处理器——是一个包含机床及其控制系统信息的处理程序。
UG系统提供了一般性的后处理器程序——UG/Post,它使用UG内部刀轨数据作为输入,经后处理后输出机床能够识别的NC代码。
UG/Post有很强的用户化能力,它能适应从非常简单到任意复杂的机床及其控制系统的后处理。
二、UG/Post组成结构提到UG/Post后处理器,不得不简单的介绍一下MOM(Manufacturing Output Manager),即加工输出管理器。
MOM是UG提供的一种事件驱动工具,UG/CAM模块的输出均由它来管理,其作用是从存储在UG/CAM内的数据中提取数据来生成输出。
UG/Post就是这种工具的一个具体运用。
MOM是UG/post后处理器的核心,UG/post使用MOM来启动解释程序,向解释程序提供功能和数据,并加载事件处理器(Event Handler)和定义文件(Definition File)。
除MOM外,UG/post主要由事件生成器、事件处理器、定义文件和输出文件等四个元素组成。
一旦启动UG/POST后处理器来处理UG内部刀轨,其工作过程大至如下:事件生成器从头至尾扫描整个UG刀具轨迹数据,提取出每一个事件及其相关参数信息,并把它们传递给MOM去处理;然后,MOM传送每一事件及其相关参数给用户预先开发好的事件处理器,并由事件处理器根据本身的内容来决定对每一事件如何进行处理;接着事件处理器返回数据给MOM作为其输出,MOM读取定义文件的内容来决定输出数据如何进行格式化;最后,MOM把格式化好的输出数据写入指定的输出文件中。
ug后处理教程
制作自己的后处理1,开始菜单里打开UG/POST Builder附件0.PNG (17.26 KB)2008-1-14 20:541.PNG (130.23 KB)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方以下内容需要回复才能看到自己的自定义设置如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置以下内容需要回复才能看到2.PNG (16.78 KB)2008-1-14 21:10 , 阅读权限: 113.PNG (19.15 KB)2008-1-14 21:10 , 阅读权限: 11自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定以下内容需要回复才能看到在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图以下内容需要回复才能看到在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了以下内容需要回复才能看到加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
教你如何安装UG外挂,此方法适用于所有外挂
安装外挂的通用方法很多外挂为了安装方便做了自动安装程序,安装是方便了,但因为外挂自身的需要,在安装的过程中自动帮你改了UG的一些设置,如:修改了后处理、更改字体、更改调色板、添加环境变量等,这样会导致你用的好好的UG突然出现了问题,或者影响了其他外挂设置。
往往因为这个原因很多人不愿意尝试安装新的外挂。
下面教大家二种外挂手动安装方法,以后再也不用担心外挂不会安装,外挂乱更改UG设置了。
如果你有耐心认真看完,那么你以后安装外挂再也不用求人了。
不再唠叨了,开始正文!一,通过环境变量添加这也是目前外挂自动安装使用最多的方法,在系统环境变量中添加环境变量:变量名:下面任意一个都可以UGII_USER_DIRUGII_SITE_DIRUGII_VENDOR_DIRUGII_GROUP_DIR变量值:外挂startup目录的前一级目录如果不会添加环境变量可以去问度娘!如星空外挂:此方法针对所有UG版本都有效,就连你新装的UG也会自动安装上星空不推荐这种方法,因为很多外挂不兼容所有版本,这就造成了不兼容UG版本打开时候出现报警,这些报警大多是由于函数不兼容动态库无法加载的原因。
二,通过custom_dirs.dat文件添加,星空推荐此方法。
用记事本打开你想装外挂的UG版件:...\UGII\menus\custom_dirs.dat 在这个文件添加一行注意前面不能有#号,#号代表忽略此行添加内容:外挂startup目录的前一级目录如星空的是D:\QuickCAM此方法的好处在于每个版本可以单独安装,有效解决了外挂不同版本兼容的问题。
如果大家使用第二种方法的时候发现没有成功加载外挂,那可能是你以前装某个外挂的时候劫持了custom_dirs.dat文件,甚至劫持了\UGII\ugii_env_ug.dat文件,一般是因为增加了这个环境变量UGII_CUSTOM_DIRECTORY_FILE修改了custom_dirs.dat文件的位置,删除了他就可以了。
教你如何制作属于自己的UG后处理

教你如何制作属于自己的UG后处理制作属于自己的UG后处理是一个相对繁琐的过程,需要一定的UG软件的使用经验和编程知识,下面将详细介绍一步步的制作过程。
首先,打开UG软件并载入您的模型。
选择"应用"选项卡中的"后处理"功能,并点击"启动"按钮。
要创建新的自定义操作,点击"新建"按钮。
在弹出的对话框中,输入您的后处理操作的名称,并选择您想要的操作类型,例如显示/隐藏实体、修改实体颜色、修改实体线宽等。
完成上述设置后,UG会自动切换到"操作定义"选项卡。
在这里,您可以选择要应用该操作的实体类型,例如点、线、面等。
您还可以选择要应用操作的实体范围,例如全部实体、选定实体等。
然后,您需要设置操作的具体参数。
UG提供了多种参数设置选项,包括颜色、线型、线宽、透明度等。
根据您的需求,选择适当的参数值,并将其添加到操作列表中。
完成参数设置后,单击"保存"按钮以保存操作。
接下来,您可以使用已创建的操作。
首先,选择要应用操作的实体,并在"操作定义"选项卡中选择您创建的操作。
最后,您可以将保存的操作导出为后处理模板文件,以便在其他模型中使用。
在"操作定义"选项卡中,单击"模板"按钮,并选择导出选项。
根据您的需求,选择要导出的操作,并为模板文件指定名称和保存路径。
通过以上步骤,您就可以制作属于自己的UG后处理。
这样,您可以根据自己的需求和喜好来定制模型的显示效果,提高工作效率和模型的可视化效果。
需要注意的是,制作后处理涉及到UG软件的使用技巧和编程知识,需要一定的实践和经验。
建议初学者可以先参考UG相关教程和文档,多进行实践和探索,逐渐掌握制作后处理的技巧和方法。
UG-后处理实例详细讲解

U GU G后处理实训案例本实训案例建立一个三轴数控铣床后处理(控制系统:FANUC),机床型号:MILLAC-761V。
客户要求: 1.NC程序自动换刀,并给出刀具基本信息,便于检查。
2.在每一单条程序结尾处将机床主轴Z方向回零,主轴停转,冷却关闭。
便于检查工件加工质量。
3.在每一单条程序前加上相关的程序名称,便于机床操作员检查。
4.在程序结尾处增加加工时间的显示,便于工时计算。
5.用户可以选择普通攻牙和刚性攻牙软件要求•UG NX v2.0.4.2•Post Builder v3.2.1硬件要求•Windows 2000 + Service Package 4,或者Windows XP + Service Package 1•CPU 1 GHz 以上,内存1 GB以上, 64 MB显存以上的图卡,并且支持OpenGL。
初始设置::初始设置1.在 ugii_env.dat文件中UGII_DEFAULTS_FILE=${UGII_BASE_DIR}\ugii\ug_metric.def2.装载选项Load option From directory3.文件目录将文件夹放在E:\…\post\mill\操作指导操作指导::步骤操作说明图例说明1启动后处理构建器启动NX/Post Builder2新建后处理新建后处理文件文件按File →New...图标3选择控制系统在Post Name 栏中输入MILLAC-761V在Post Output Unit 处选择Millimeters确认Machine Tool 选项在Mill 上点3-axis 选择条,选默认的3轴机床控制系统选Library ,并在下拉选项中选择fanuc_6M单击OK4显示轴机床简图在File 下拉菜单,选择Save找到E:\post\mill 点击OK单击Display Machine Tool ,显示出3轴机床简图。
单击Close 退出5设定机床行程极限将机床行程极限根据机床说明书设为X=1540 Y=760 Z=660将Traversal Feed Rate Maximum 设为160006程序头定义选择NX/Post Builder 的Program and Tool Path 中的Program 子页在左侧结构窗口中选择Program Start Sequence7删除%用鼠标右键单击“MOM_set_seq_on ”,在弹出的菜单中选择Delete8参数选择用鼠标左键单击“G40G17G90G71”在弹出来的对话框中将“G71”拖到回收桶从上方的下拉选项中选择G_adjust →G49加入 G_motion →G80加入G →G -MCS Fixture offset 加入用鼠标右键单击“G49”,选择 Force Output 。
UG后处理文件的安装及使用
UG后处理文件的安装及使用从各大三维网站上都能找到UG的后处理文件,每个后处理器(如西门子的840D)一般包含两个文件。
一个为*.tcl,使用TCl语言编写的处理程序,另一个为*.def,是定义文件。
下面介绍如何使用这些后处理文件。
1.安装后处理为了使一个后处理程序能够在UG中进行使用,必须在后处理配置文件中注册、安装它。
UG6.0默认的后处理配置文件为X:\Program Files\UGS\NX 6.0\MACH\resource\postprocessor\template.dat。
该文件中,“#”开始的行为注释行,其他每一行为一个后处理器注册项,其格式为:后处理器名,包含路径的事件处理器文件,包含路径的定义文件例如,MILL_3_AXI S,${UGII_CAM_POST_DIR}mill3ax.tcl, ${UGII_CAM_POST_DIR}mill3ax.def。
明白了这个就好说了。
首先将后处理文件拷贝到Postprocessor文件夹里面。
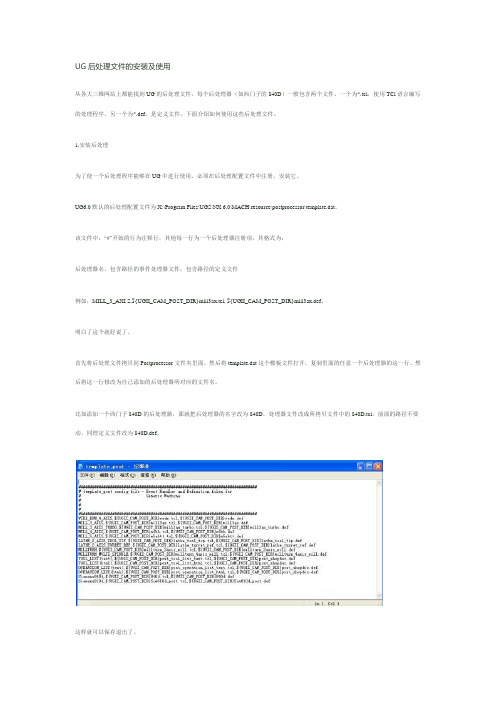
然后将template.dat这个模板文件打开,复制里面的任意一个后处理器的这一行。
然后将这一行修改为自己添加的后处理器所对应的文件名。
比如添加一个西门子840D的后处理器,那就把后处理器的名字改为840D,处理器文件改成所拷贝文件中的840D.tcl,前面的路径不要动。
同理定义文件改为840D.def。
这样就可以保存退出了。
2.使用后处理当后处理器安装好后就可以使用了,具体的做法如下:打开已经做好加工操作(Operation)的UG文件,选取一个或多个加工操作,点击“Manufacturing Operations”工具条上“UG/POST postprocess”图标,出现后处理的对话框,在对话框中选取特定机床的后处理器,如果第一步添加后处理器没有错误的话就应当可以看到自己的后处理器名,如840D。
再给出输出文件的名称,点击Ok或Apply即可生成输出文件。
ug后处理教程

制作自己的后处理1,开始菜单里打开UG/POST Builder附件0.PNG (17.26 KB)2008-1-14 20:541.PNG (130.23 KB)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEARMOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方以下内容需要回复才能看到自己的自定义设置如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置以下内容需要回复才能看到2.PNG (16.78 KB)2008-1-14 21:10 , 阅读权限: 113.PNG (19.15 KB)2008-1-14 21:10 , 阅读权限: 11自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定以下内容需要回复才能看到在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图以下内容需要回复才能看到在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了以下内容需要回复才能看到加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
UG 后处理 操作
UG 后处理要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
ug后处理制作教程

UG后处理制作教程简介UG(Unigraphics)是一款强大的计算机辅助设计(CAD)软件,被广泛应用于工程制图、产品设计和制造等领域。
在使用UG进行设计后,还需要对设计结果进行后处理,以生成可供生产和制造使用的输出文件。
本文档将向您介绍UG后处理的基本步骤和常用功能,帮助您进行高效准确的后处理工作。
步骤一:选择后处理器UG提供了多种后处理器,可以根据不同需求选择适合的后处理器。
在UG界面的“后处理”选项中,选择合适的后处理器,如输出NASTRAN文件后处理,切换到相应的后处理界面。
步骤二:设置后处理参数在进行后处理之前,需要根据实际需求设置后处理参数。
常见的后处理参数包括:结果输出路径、结果文件格式、后处理图形显示等。
通过设置这些参数,可以满足不同的后处理需求。
步骤三:后处理图形显示UG提供了丰富的图形显示功能,可以直观地展示设计结果。
在后处理界面中,可以选择要显示的结果类型,如应力、位移、温度等。
同时,还可以根据需要对显示的结果进行颜色映射、边界设置等操作,以便更好地观察和分析设计结果。
步骤四:后处理结果导出在后处理过程中,可以将结果导出为各种格式的文件,以便于与其他软件进行数据交换和共享。
UG支持多种文件格式的导出,包括NASTRAN、STL、IGES、STEP等。
根据实际需要,选择合适的文件格式并导出结果文件。
常用功能介绍1. 结果过滤和转换在后处理过程中,可以通过结果过滤和转换功能,对设计结果进行筛选和转换。
例如,可以通过过滤功能只显示某些关键区域的结果,或者通过转换功能将结果数据转换为其他单位或坐标系。
2. 结果剪裁和裁剪UG提供了结果剪裁和裁剪功能,可以根据需要选择感兴趣的区域进行处理。
通过剪裁和裁剪操作,可以更详细地观察和分析设计结果,提高后处理的效率和准确性。
3. 动画演示和动态模拟除了静态结果的显示和分析,UG还提供了动画演示和动态模拟的功能。
可以通过设置时间步长和动画参数,对设计结果进行动态展示,以便更好地理解和评估设计的运行情况。
UG-后处理技巧说明

-C3一a 也aEI'aEaa&MX 6.C1WS许可CAKAAutodesk百度工具栏暴风影青1K^ HX 5.0fl^i crosoft Silverli ght 昨MX许可HX 4.0l&VGS MX 7.0卜[扇冊工具►ip NX许可王具►桓1按布信息* 1聒加工工具L■11 ■&转换器卜己HX T .0|1;NX 7.0查看盟cls2d£mdFgugpostUG后处理(后面有点UG与VERICUT )要适当的提高自己的英语水平1.0.0:打开后处理工具卡箋后处理构造黠:;:加工知识編辑器1.2.0:进入创建后处理文件页面QcixELoas# A Tin fil«|UG Fo^tBuilder ALUthor Llcenise Us^i^s-Starting UGxPost Duildcr in E:^Progr ft n Files/UGS7/H« 7.0zPOSTBU I L» "I C3 w X* *•p n详可工貝►- a 的s" ♦*% DUXZA 卜1:::加工知识塀杨月I巴f?换器*C; KI 7 .C| &n 7.0 K«W此区域「Inches英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定,Generic通用的Library浏览自带机床User'用户自定义|'此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里B BC I III no- To 4ilJH1 F * 4 記PathV/C Dat««■ A. Taol T»rd r 一眇—DriflT-'ntiu ■- Stu" t Seqti.en.ceCiU Start S«^u«ncfl -NitiOii C umed Cycl e sL®pa • L I . RHTiol Fathfl achineCentrculS eq*VirtuaJ. B/C C AS .trail a?rGust OH C $■■BiC»biAed 1/C C^de Blocks这一选项进行修改你的程序头 性显示的添加进行讲解 此选项为程序头选项 序条就像这样Ada Block程序尾中间换刀程序衔接道具号道具属此选项为增加程序条命令点击它可以拖入程 这里的垃圾桶通样你不想要的此条可以删除|New BlockAdd Black |[kew Block可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击0K既可安全起见最好加入个Z轴回零命令拉入一个词条框| Add Block BlockluesBBce添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放项“TEXT 文本点击Add word 拉入这个区域同样变白放置输入你要的文本GOO G91 G28 Z0点击0K 既可程序头设定完成就是这个效果看下图如果需要加入0号N 号的开关M8 M9的开关设置G43H00等-ha~o_lai T号关后面在这里你可以加入你需要的道具信息 设置下面先讲解N 号的加入lamual Tool Change^^PB^CMD^tool^cbanEe^for...r! _□ KOO加入N 号我们只需要拉两个N 号开关词条就可以面既可下面加入刀具信息 找到这个选项操作员消息|0p er at 0 r Mess下面编辑你的换刀过程点击 作开始步骤Oper&ti on Star t Sequence中文意思就是操lx输入命令MOM_output_literal (刀具名称:$mom_tool_name ) ” MOM_output_literal (刀具直径:$mom_tool_diameter ) ”MOM_output_literal (刀具 R 角半径:$mom_tool_corner_radius ) 想要哪个信息 就输入哪行 如果要两个以上 就飞边拉入词条输入这项编辑完毕[MTool Tath—卅直ehirtG Cantr &1—® Motion单击蓝色的区域机床控制 Machine Control 成此项设定进入一下界面我们只要在G43后加上M8既可完t43 H01Set lodesG02 G03然后点击" 进程动作 设定 我们只需要修改中间的那个G41 匚LT 如 G90 X Y 工 F E 讪 MOJ M0叮t41 t02 X Y Z I J K 7 SGOO G5C rapl rap2 S W03G43 &00 G90 rar3 HOICouted CyclesSpindle KF日日日日九丄丄丄J LA■ A1X. Ccunter-Cleckwise (CCLff)陌—Edi t Flane Codes• Full Circle QuadrajLt J?a/f asMiikimw |0.001 Maxinum ' 99999. 999进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center 修改后OK推出不改出程序带R的带圆的程序就是乱做一团。
UG后处理操作
UG后处理操作UG后处理操作1、运行UG后处理构造器:开始—程序—UG NX4.0—后处理工具—UG构造器2、UG构造器打开后,首先点选OPEN(打开)—UG安装目录下的MACH —resource—postprocessor—mill3ax_turbo.pu i—打开3、回到后处理介面,点选取file下的Save As…crtl+A(另存)—选取一文件夹进行储存—回支UG构造器介面的file下的Close(关闭)如出现提示选否即可4、点选新建图标(New)—点选millimeters和user,s—点选Browse—打开刚才保存的mill3ax_turbo.pu i—OK5、一个新的New post打开后,将X 、Y 、Z和Maximum的转速改成100006、将光标移到program Tool path(程序、刀具路)下的program start seqence(程序开始次序)—将-Set-seq-on去掉—点选PE-CND-init-helix(将set-mom-kin-helical-arc-output-mode FULL_CIRCLE 下的FULL_CIRCLE替换为“LINEAR”)—OK7、继续点选G40 G17 G90 70—将G70去掉,点选Text分别增加G49、G80、G54—OK8、点选operation stare sequence(操作开始次序)—将G91 G28 Z0 TM06 T(都有图标的)去掉9、再点选program End sequnce(程序末端次序)—将m02打开,打开后将m02去掉—点选Text,新建一个M05—OK拖动Add block 到M05下——选取Text 新建一个M30—OK10、保存到刚先打开的保存文件夹下即可——退出UG构造器11、好!我们打开UG试一下刚编辑的程序吧,首先用UG打开已经编好刀路的程序(如T1-D10的刀路程序)—后处理—点选第一个浏览—打开以上刚保存的New_post.pui处理文件—选取第二个浏览,指定NC输出的位置并命名NC程序—OK—确定12、处理出的信息和我们刚编的程序一样吧。
UG后处理添加说明
UG后处理添加说明
1:点击桌面左下角的<开始>,然后在将鼠标移动到<程序>。
2:鼠标移动到<NX6.0>,点击<右边的小3角>,选择<加工工具>,选择<后处理构造器>,双击<后处理构造器>,打开。
3:等待一会,打开后处理构造器。
(出现以下页面)
4:将后处理语言改成中文,点击<options>, 选<language>,选<中文简体>。
然后,出现中文界面。
5:点击《实用程序》,点击《编辑后处理模板文件》,打开后处理添加页面。
6:打开页面后,选择《新建》,找到准备添加的后处理文件,在文件名里面输入你要添加的后处理文件名。
(此文件名必须是后缀名为《.pui》),然后点击打开。
(一般后处理必须在英文目录下面)
7:查看后处理有无添加。
(一般都会显示在最上面一层)
8:确认无误后,点击《确定》,然后出现以下页面,点击《保存》,然后点击《是》
9:关闭《后处理构造器》。
以上,后处理添加的步骤说明。
UG为加工中心配置后处理文件
UG为加工中心配置后处理文件这是一篇针对性很强的文章,文中简明介绍了在 UG 软件中配置针对 HAAS 加工中心数控系统的后处理文件的全过程。
读者可举一反三地将其应用于其他的数控系统中。
笔者单位引进了 HAAS 加工中心和三维 CAD/CAM/CAE 软件, UG 。
对于复杂零件 ( 特别是模具 ) ,手工编程难以满足生产需要,而 UG 软件具有 CAD/CAM 一体化的优势,可以编制各种复杂的加工程序。
然而, UG 是一种通用的软件,针对不同的数控机床需开发其后处理文件。
因此,为 UG 配 HAAS 加工中心后处理用的机床信息文件 MDF A(Machine Date FileAS C Ⅱ ) 就成为当务之急。
一、 UG 的 CAD/CAM 过程UG 的 CAD/CAM过程首先利用 Modeling 造型模块对零件进行造型;再用 Manufactu ring加工模块生成 APT 语言格式的刀位原文件 (Cutter LocationSource File) ,即 CLSF 文件,它包括刀具坐标数据和后处理语句;最后由 UG 的GPM(Graphics Postprocessor Module)模块读取 CLSF 文件和机床数据 MDF A 文件,依照MDF A 文件的格式生成一个机床直接可执行的 PTP 文件,该文件就是机床数控 G 代码文件,送入机床数控系统即可执行零件加工。
二、 UG 的刀位原文件 (CLSF) 介绍CLSF 文件包括所有刀具的几何信息语句,加工坐标与几何体绝对坐标系的坐标交换关系语句,刀具显示语句,刀具位置点定义语句,以及机床的各种准备功能与辅助功能定义语句和进给速率语句等。
下面是一个 CLSF 文件的例子。
1TOOL PA TH/CAVITY ——MILL,TOOL,MILL2TLDAT A/MILL,20.0000 , 0.0000 , 75.0000 , 0.00003MS YS/0.0000,0.0000.0.0000,1. 000000,0.0000000,0.0000000, 1.0000000,0.0000000 4PAINT/PATH5PAINT/SPEED,106PAINT/COLOR,47RAPID8GOTO/62.8466,53.4768, 53.0000,0.0000000,0.0000000, 1.00000009PAINT/COLOR,610 FEDRA T/MMPM,250.000011 GOTO/62.9687,54. 0370,52.846412 GOTO/62.9686,55. 9711,52.3281……………… ..……………… ..……………… ..13 GOTO/18.0083,46.7460,5.000014 PAINT/SPEED,1015 PAINT/TOOL NOMOR E16 END-OF-PA TH第 1语句表示加工类型为型腔铣;第 2语句表示描述刀具有关参数;第 3语句定义加工坐标系 (MCS) 与几何体绝对坐标系之间的变换距阵;第 10 语句定义进给速度为 250mm/min;以后的语句是 GOTO 语句的通用格式: GOTO/X,Y,Z 。
ug后处理的制作
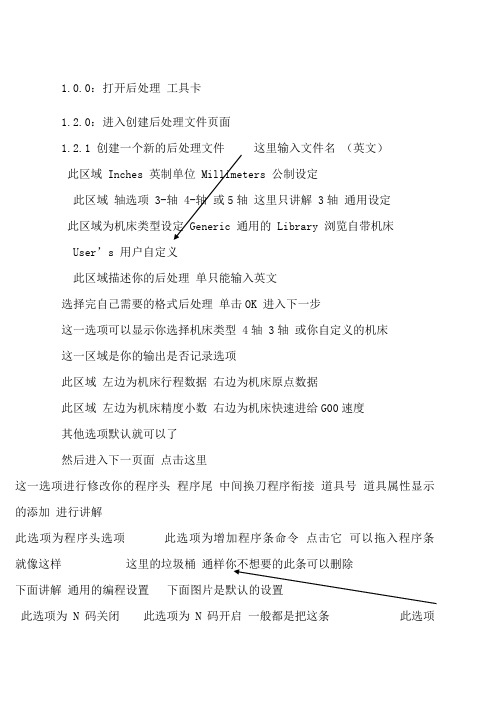
1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域 Inches 英制单位 Millimeters 公制设定此区域轴选项 3-轴 4-轴或5轴这里只讲解 3轴通用设定此区域为机床类型设定 Generic 通用的 Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型 4轴 3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的 G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG 后处理技巧说明
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG后处理批处理教程

UG后处理批处理教程.1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}"3:找到 proc mom_start_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name4:继续找到 proc mom_end_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if{$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name5:保存UGPOST_BASE.TCL文件!6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!其实想让你的后处理摇身一变,成为批处理,也不是什么难事,我有个方法,大家可以试试,不过记得回贴,不然我会鄙视你有。
1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}"3:找到 proc mom_start_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name4:继续找到 proc mom_end_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name5:保存UGPOST_BASE.TCL文件6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!但还是有一点点小问题,如图(1)只能以父系名处理一个单独的程式,如图(2)就可以处理几个单独的程式,有懂这个的朋友也帮忙处理一下这个问题加入下面这段global max_z min_zset zmax [string trimright [format %.4f $max_z] 0]set zmin [string trimright [format %.4f $min_z] 0]MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)"用写字板打开你的后处理对应的TCL文件加在proc PB_start_of_program这一项里面就插在MOM_set_seq_off这一条后面好了global MOM max_z min_zset zmax [string trimright [format %.2f $max_z] 0]set zmin [string trimright [format %.2f $min_z] 0]MOM_output_literal "(最高= $zmax , 最底= $zmin)"这四行代码的前三行是申明变量的,最后一行是输出你也可以用同样的方法在后处里里面加上最大XY,最小XYMOM_set_seq_off就是关闭行号输出的如果你后处理出来的程式如下N0110.....N0120.....N0130.....这一类的行号.那你就找不到这一句了UG后处理中增加当前加工文件的路径后处理, 路径, 加工, 文件后处理, 路径, 加工, 文件在Operation Start Sequence 下Start of Path 添加 Operator Massege 块变量名为$mom_part_name。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何添加UG后处理教程
经常有人问如何添加后处理到星空,其实星空是读取UG本身后处理的,你只要把后处理正常添加到UG里面,星空也就有了,添加成功之后,会如下图显示:
点击UG后处理命令,弹出后处理对话框。
为了能看到文件的全名称,我们先做一个系统设置,打开文件的扩展名,以WIN7系统为例,
如果你的系统不一样的可以自行百度。
进入正题,今天就完全抛开外挂给大家讲后处理添加的整个过程和原理。
其实控制后处理的默认是这个配置文件:D:\Program Files\Siemens\NX
8.5\MACH\resource\postprocessor\template_post.dat 这是我电脑的UG安装路径,
以下提到的此路径请自行对应自己电脑上的安装位置,请注意这个默认的路径也可能被改变,请按下面方法检查。
检查是否有外挂设置环境变量更改了UG本身的后处理路径,
打开电脑环境变量(不会的可以百度),检查是否存在“UGII_CAM_POST_DIR”
用户变量和系统变量都要检查。
比如我的电脑设置了上面的环境变量,那么我的后处理配置文件就在
D:\QuickCAM\Postprocessor\template_post.dat , 如果删除此环境变量,那么就会重新默认UG 自身的目录,D:\Program Files\Siemens\NX
8.5\MACH\resource\postprocessor\template_post.dat
通过以上检查我们就确定了我们使用的是哪个后处理配置文template_post.dat
接下来我们用记事本打开此文件
看不清楚的话可以把图片拉大看。
再用文字解释一下后处理的格式,一行是一个后处理,中间用英文的逗号隔开,共分为三个部分
第一部分:显示在后处理对话框的名称(可以中文,前后不要有空格)
第二部分:后处理.tcl文件的全路径,可以用环境变量拼接,也可以写绝对路径
第三部分:后处理.def文件的全路径,可以用环境变量拼接,也可以写绝对路径。
逗号必须是英文的逗号
如果新添加一个后处理按格式添加一行就可以了。
举个例子,我要添加一个三菱的后处理,首先我需要有三菱后处理的两个文件.tcl 和.def 注意不可以更改注意不可以更改这两个文件的这两个文件的这两个文件的原始原始原始名称名称名称。
分别介绍三种方法添加:
1,按绝对路径添加,把这两个文件放到任意一个英文路径下面,就按我上面的路径为例,我们添加一行的格式为: 如下图
三菱,D:\post\MITSUBISHI.tcl,D:\post\MITSUBISHI.def
添加成功。
第二种方法:按UG默认的环境变量去添加,把这两个文件放到UG默认的文件夹下面,注意:此方法必须检查删除环境变量“UGII_CAM_POST_DIR”,添加格式:
三菱,${UGII_CAM_POST_DIR}MITSUBISHI.tcl,${UGII_CAM_POST_DIR}MITSUBISHI.def
第三种方法:按自定义的环境变量去添加,把这两个文件放到自定义指向的文件夹下面。
如下图,格式:
三菱,${QUICK_CAM_PATH}\MITSUBISHI.tcl,${QUICK_CAM_PATH}\MITSUBISHI.def
至此你就完全掌握了后处理添加的几种方法,如果你还不会的话,只有两种可能了
1,你没有认真看教程,再回头认真看三遍。
2,看完三遍还不会,说明你不适合做和电脑相关的工作了,考虑改行吧!
星空外挂交流QQ群:256596096
作者:星空
2017.3.2。