浇口种类设计规范
各种浇口形式与塑料种类之搭配及设计
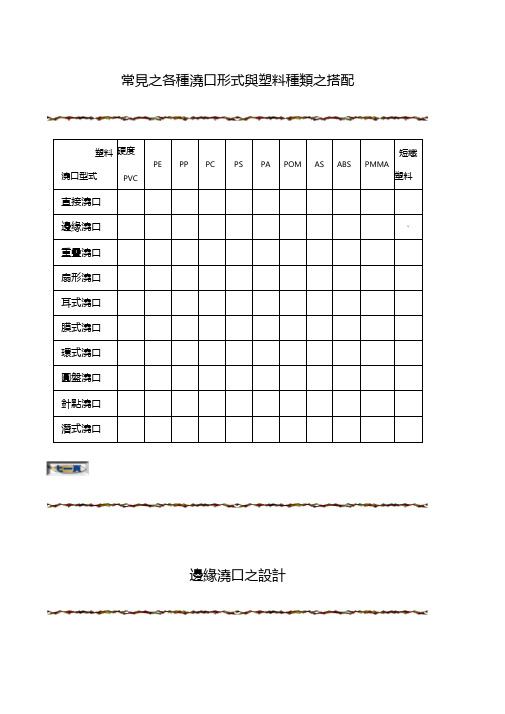
常見之各種澆口形式與塑料種類之搭配邊緣澆口之設計h=nXW=n<V A/C, C=30L=0.5 〜0.075 mm (0.02 〜0.03 in) W:澆口寬度h:澆口深度(mm 或in ) L:澆口面長度 t:塑件肉厚(m 或in )n:塑料參數A:模穴表面積(m22或 in? C:經驗參數,一般為30.重疊式澆口設計澆口類型 重疊式澆口設計設計原則備注塑料n值PVC0.9 CA.PMMA.Nylon0.8 PC. PP. PA0.7 PE. PS0.6L 仁 0.5 〜0.75(伽)(0.02 〜 0.03 in )w=n<V A /CL1:澆口面長度(見矩形澆口設L2:澆口長度計)h=nX L2=h+0.5 W W:澆口寬度 h:澆口深度(mm 或C:經驗參數,一般圖形設計原則in)L:澆口面長度 t:塑件肉厚(mm 或備注in)n:塑料參數 A:或 in2) 塑料n值PVC0.9CA.PMMA.Nylon0.8 PC. PP. PA >0.7PE. PS0.6為30.BACKTOTQP澆口類型 圖形L=1.3 mm扇形澆口之設計扇形澆口之設計W=rKV A/q 見矩形澆口設計)設計原則h1= nX h2=W< h1/D W:澆口寬度 h:澆口深度(mm或in)備注L:澆口面長度 t:塑件肉厚(m 或 in)n:塑料參數塑料n值PVC0.9CA.PMMA.Nylon0.8 PC. PP. PA0.7 PE. PS0.6A:模穴表面積(m22或in2)C:經驗參數,一般為30.® BACK TO TOP耳式式澆口設計澆口類型耳式式澆口設計圖形矩形澆口(I)設耳槽(II): W=D計:h=0.9 K h=nXL 三1.5 xW=n<V A/C,設計原則 DC=30W:耳槽寬度L=0.5 〜0.075h:耳槽深度mmL:耳槽長度(0.02 〜0.03in)W:澆口寬度 h:澆口深度(mm 或 in)或 in2)C:經驗參數,一般為30.膜式澆口之設計澆口類型 膜式澆口之設計圖形備注L:澆口面長度 t:塑件肉厚(mm 或in)n:塑料參數 A:塑料n值PVC0.9 CA.PMMA.Nylon0.8 PC. PP. PA0.7 >PE. PS0.6⑥ BACK TO TCP:g]L=0.5 〜1.0 mm設計1:較易分離澆道系統設計2:內徑重要時設計原則w=n< tL1>h1w:澆口寬度h:澆口深度(m或備注L:澆口面長度t:塑件肉厚(mm或n:塑料參數塑料n值PVC 0.9CA.PMMA.Nylon0.8PC. PP. PA 0.7PE. PS 0.6 in)in)環式澆口之設計外環式澆口之設計L=0.5 〜1.5 mh=2/3t & 〜2)2短L /T 比塑件 k= {'4,長L/T 比塑件h=2tD1= t+1.5 mm D2=2t S1=1.2 mm S2=0.4 mm澆口類型內環式澆口之設計澆口類型 圓形截面 矩形截面丄TD= T+1.5 mm 詔/3t+K 設計原則設計原則D=t+1.5 mm L=0.5 〜1.5 m h=1 〜2 mm@ BACK TO TCP環式澆口之設計圖形,TW設計原則D= T+1.5 m 詔/3t+KL=0.5 〜1.5 m h=2/3t & 〜2)k=卩短L/T比塑件4,長L/T比塑件h=2tD1=t+1.5 mmD2=2tS1=1.2 mmS2=0.4 mm澆口類型內環式澆口之設計圖形設計原則D=t+1.5 mL=0.5 〜1.5 m h=1 〜2 m~ g ; BACK TO 70P圓盤式澆口設計0 =45-雨傘式澆口 h=0.6 〜1t R1=2〜3r雨傘式澆口設計 圓盤式澆口設計L=0.7 〜1.2 mm h=0.9 禾0 =90-圓盤式澆口R2=2〜3r R3=3〜5r備注h:澆口深度(mm或in)L:澆口面長度t:塑件肉厚(m或in)圓盤式澆口設計⑥ SACK TO TCPR3=3〜5rh:澆口深度(mm 或in )備L:澆口面長度注t:塑件肉厚(m 或in )澆 口 類 型 雨傘式澆口設計 圓盤式澆口設計i n設 計 原 則0 =90-圓盤式澆口 9 =45-雨傘式澆口 h=0.6 〜1t R1=2〜3r R2=2〜3r L=0.7 〜1.2 mm h=0.9 禾BACK TO TOP。
注塑模具浇口设计说明

浇口类型选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。
浇口类型可分为人工和自动去除式浇口。
人工去除式浇口人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。
使用人工去除式浇口的原因有:•浇口体积过大,以至于当模具打开时无法从制件处剪切。
•一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。
•在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。
型腔的人工去除式浇口类型包括:•注道式浇口•边缘浇口•凸片浇口•重叠式浇口•扇形浇口•薄膜浇口•隔膜浇口•外环浇口•轮辐或多点浇口自动去除式浇口自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。
自动去除式浇口应用于:•避免在再加工时去除浇口•保持所有顶出的周期时间一致•浇口残留最小化自动去除式浇口包括:•针点浇口•潜入式(隧道式)浇口•热流道浇口•阀门浇口注道浇口推荐这种浇口应用于单型腔模具或要求对称充填的制件。
这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效。
较短的浇口最好,这样模具充填更为快速,且压力损失较低。
浇口另一侧需配备一个冷料井。
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹。
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。
一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。
这会导致浇口附近具有较高的拉伸应力。
尺寸起初,注道直径由机器射嘴来控制。
该注道直径必须比射嘴口直径大 0.5mm左右。
标准注道衬套的锥度为2.4度,开口面向制件。
因此可以通过注道长度来控制制件处附近的浇口直径,该直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。
注道和制件的连结点应为放射状的,以避免应力裂化。
•锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。
•锥度较大,造成材料浪费且冷却时间延长。
铸件浇口的设计规范
铸件浇口的设计规范1. 引言本文档旨在为铸件的浇口设计提供一些规范和指导。
浇口是铸造过程中的关键部分,直接影响铸件的质量和性能。
合理的浇口设计可提高铸件的成形性和减少缺陷的产生。
2. 浇口位置浇口的位置应根据具体铸件的形状和结构来确定。
一般而言,应选择尽可能靠近铸件壁厚最大的位置作为浇口位置,以保证铸件内部的金属能够充分流动并填充整个模腔。
同时,还应考虑到浇注过程中金属的流动方向和空气的排出,以避免产生气孔等缺陷。
3. 浇口尺寸浇口的尺寸应根据铸件的大小和形状来确定。
一般而言,浇口的直径或边长应足够大,使得金属在浇注过程中不会发生过快的凝固和困实。
同时,还应确保浇口尺寸能够满足金属充分流动的要求,以避免产生浇冒缺陷。
4. 浇注方式浇注方式的选择应根据铸件的形状、尺寸和材料来确定。
常用的浇注方式包括顶浇、底浇、侧浇等。
在选择浇注方式时,应考虑到金属在模腔内的流动路径和方向,以避免产生太多的湍流和气体夹杂。
5. 浇注温度浇注温度的选择应根据铸件的材料和结构来确定。
一般而言,浇注温度应使得金属液流动性好,同时又能保证铸件的凝固过程能够顺利进行。
浇注温度过高可能导致金属液的喷溅和气孔的产生,而浇注温度过低可能导致金属液流动性差和凝固不完全。
6. 浇注速度浇注速度的选择应根据铸件的材料和尺寸来确定。
一般而言,浇注速度应使得金属液在浇注过程中能够充分填充整个模腔并压实,同时又不能过快引起金属液的喷溅和气孔的产生。
浇注速度过慢可能导致金属液的凝固过早和铸件成形性差。
7. 浇注压力浇注压力的选择应根据铸件的材料和尺寸来确定。
一般而言,浇注压力应使得金属液能够顺利流动并填充整个模腔,同时又不能过大引起金属液的喷溅和气孔的产生。
浇注压力过小可能导致金属液无法充分填充模腔。
8. 浇注过程控制在铸造过程中,应对浇注过程进行有效的控制。
包括控制浇注温度、浇注速度和浇注压力等参数,及时发现和处理异常情况,确保铸件的质量和性能。
浇口的设计及加工

W
t
L
重疊澆口
重疊澆口與矩形邊緣澆口類似 除了澆口與成品側壁或成品面 有重疊 典型的澆口尺寸﹕厚度為0.5 至2MM,寬度為1.5至5MM
重疊澆口一般用NC或 銑床或放電加工
扇形澆口
扇形澆口是一種沿澆口方向寬度 逐漸增加厚度逐漸減小的呈扇形 的側澆口,常用于扁平而較薄的塑
件
典型的澆口尺寸為0.25至1.6MM厚 澆口寬度通常是6.4MM至25%的模 穴側邊的長度 扇形澆口一般用NC加工
澆口的設計及加工
常用的澆口可分成以下几種形式﹕
1.潛伏式澆口 2.凸片澆口 3.矩形邊緣澆口 4.重疊澆口 5.扇形澆口 6.針點澆口
Back
Project:
Part No. :
Next
潛伏式澆口
潛伏式澆口的錐角一般為﹕15度~~25度 傾斜角為﹕30度~~45度 推杆上進料口寬度為﹕0.8~~2MM 具體數值大小應視塑件大小而定
15º~ 25º
30 ~
潛伏式澆口一般是利ຫໍສະໝຸດ NC或放電加工凸片澆口凸片澆口通常應用于平板狀 且薄 的成形品﹐以降低模穴的剪應力 凸片的最小寬度是6.4厘米. 凸片的最小厚度是模穴深度的 75%.
凸片澆口一般用銑床或NC或 放電加工
矩形邊緣澆口
矩形邊緣澆口位于模具的分 模線上而且通常自成品的側 邊或下方充填 典型的澆口尺寸﹕厚度為0.5 至2MM(或取塑件壁厚的1/3~2/3), 寬度為1.5至5MM 矩形邊緣澆口一般用NC或銑床加工
針點澆口
針點澆口適用于一模多穴 或一個較大塑件多個點澆口 的形式 針點澆口的尺寸為﹕d=0.5~1.5mm 最大不超過2mm,L=0.5~2mm 常取1.0~1.5mm 針點澆口一般用銑床或放電加工
L t
d
浇口种类设计规范

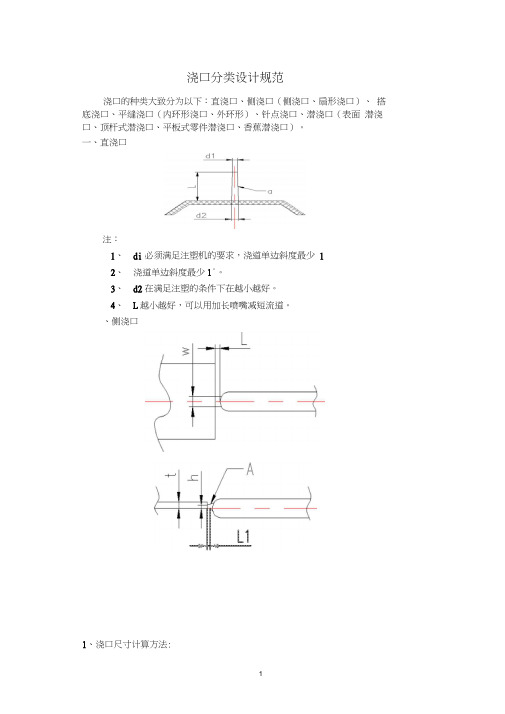
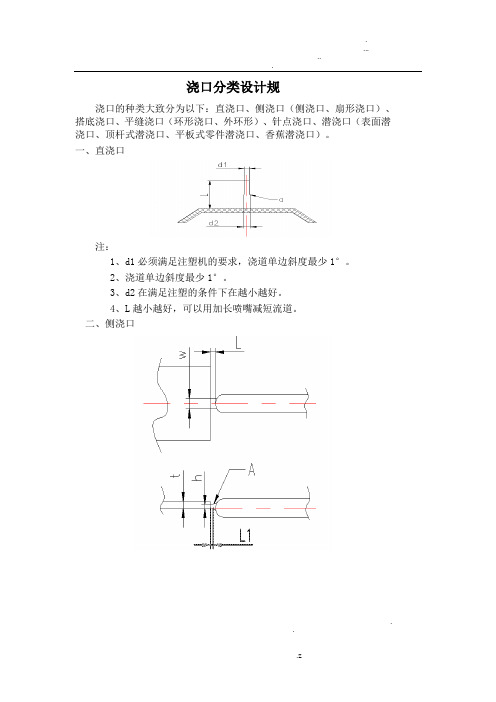
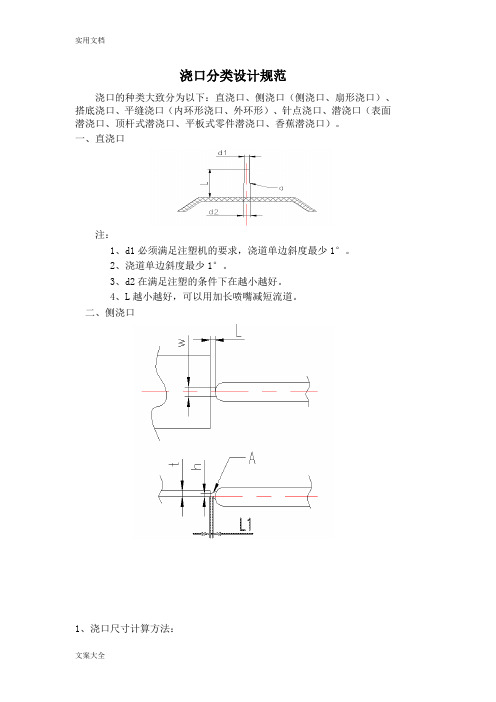
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
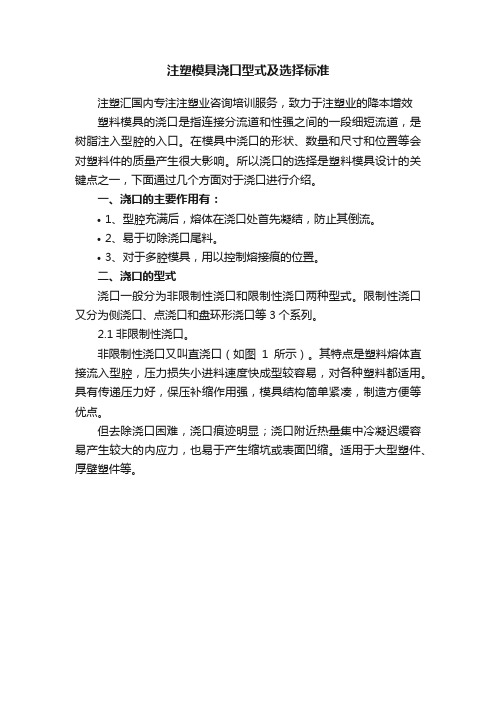
二、侧浇口1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同2、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下; 2)、避免有流纹的现象;倒扣3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品五、平缝式浇口此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、潜浇口1、表面潜浇口`26.53mm潜定模潜动模2、顶杆潜浇口3、平板式零件的潜浇口d1<t顶杆镶件4、香蕉式潜浇口。
最全的模具浇口设计,你都知道他们的优缺点吗

最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
车灯模具浇口规范标准

-/側澆口侧浇口称为标准浇口,侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型 腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切剪切速率及浇 口的冻结时间•这类浇口可根据塑件的形状特征选择其位置,加工和修整方便,因此它是 应用较广泛的.优点如下 由于浇口截面小,减小浇注系统的浇注系统塑料的消耗量,去除 浇口容易,痕迹不明显•缺点 有熔接痕存在,注射压力损失较大,使深型腔塑件的排气不 利•还克分为1)扇形浇口 2)平缝浇口普通侧浇口标准模具类型小模具 中模具大模具塑胶材料PP ABS PP ABSPP ABS l 3 3 4 4 4.5-54.5-5 a 0.8 1 1 1.2 1.2 1.5 B 4455 66斜度15度ct — 0.5〜7.3 b = 3〜1 O CL (大型件>lUa )Z=CL%2------ €9窟度壻度q-/为了降低注射压力,如果可以浇口头部尺寸不变,做成倒扇形,斜度夹角30度,类似变形侧浇口为防止生产时产生喷流现象,侧浇口通常只用在PP, ABS, PE等非透明件,浇口宽度a一般取肉厚的两倍。
如生产比较小或一模多穴时,为了快速生产,减少剪切浇口的人工,保征产品外观漂亮,通常采用变形侧浇口。
优点:1.)它是侧浇口的演变形式,具有侧浇口的各种优点;2. ) 是典型的冲击型浇口,可有效的防止塑料熔体的喷射流动。
缺点:1.)不能实现浇口和胶件的自行分离;2.) 容易留下明显的浇口疤痕。
参数:可参照侧浇口的参数来选用。
应用:适用于有表面质量要求的平板形胶件扇形澆口优点:1.)熔融塑料流经浇口时,在横向得到 更加均匀的分配,降低胶件应力;2.) 减少空气进入型腔的可能,避免产生银丝、 气泡等缺陷。
缺点:1.)浇口与胶件不能自行分离,2.) 胶件边缘有较长的浇口痕迹,须用工具才能 将浇口加工平整。
参数:1.)常用尺寸深H 为(0.25〜1.60)mm,g1/3〜2/3t E 由墓件形狀決定2. ) 宽W为8.00mm至浇口侧型腔宽度的1/4。
海尔模具浇口设计规范
1.概述浇口是连接流道与制品的直接通道,浇口的类型及尺寸对制品的成型起着至关重要的作用。
.按照浇口的形状及作用,可大致分为以下类型:大水口、弯钩浇口、潜浇口、侧浇口、点浇口、运动(行位/斜顶)浇口等。
在汽车模具设计中,我们选择浇口类型及尺寸可以参考客户提供的样件,然后由CAE分析出合理的位置及尺寸,或者参考类似模具母本,如有不确定的因素应进行评审得出结果。
2.各种浇口设计要求2.1 大水口大水口又可分为冷流道大水口和热流道大水口。
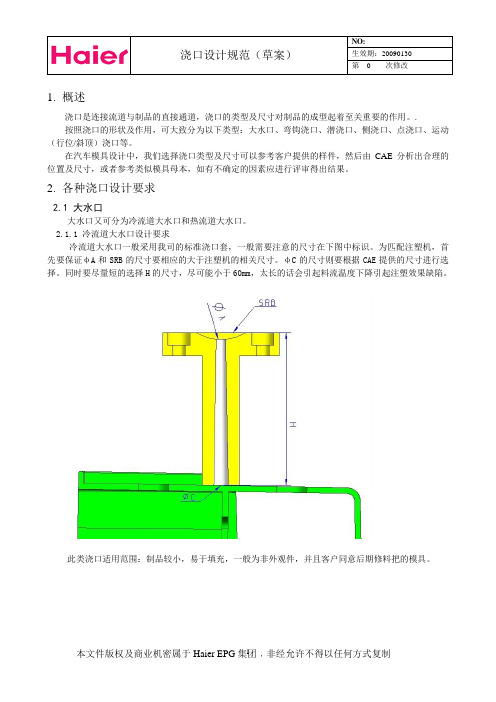
2.1.1 冷流道大水口设计要求冷流道大水口一般采用我司的标准浇口套,一般需要注意的尺寸在下图中标识。
为匹配注塑机,首先要保证φA和SRB的尺寸要相应的大于注塑机的相关尺寸。
φC的尺寸则要根据CAE提供的尺寸进行选择。
同时要尽量短的选择H的尺寸,尽可能小于60mm,太长的话会引起料流温度下降引起注塑效果缺陷。
此类浇口适用范围:制品较小,易于填充,一般为非外观件,并且客户同意后期修料把的模具。
下表为我司现有海天系列注塑机喷嘴的部分参数供参考。
2.1.2 热流道大水口设计要求热流道大水口又可分为普通热流道大水口和阀式热流道大水口。
2.1.2.1 普通热流道大水口普通热流道大水口的设计要求类似于冷流道大水口设计要求,在热流道订购单中表明需要的尺寸即可。
2.1.2.2阀式热流道大水口阀式热流道大水口在热嘴中有针阀,可以控制料流的开闭及保证点在制品上的热嘴不留下料把。
在设计点在制品上的阀式热流道时,一定要注意以下两个问题:料把长度及封胶长度。
如上图,按照产品胶位面切割后阀针没有接触到制品,会在制品上留下一段料把,影响制品外观及装配。
如上图,按照产品胶位面切割后,阀针和热嘴之间的封胶过小,长时间工作会使封胶段磨损失效,应保证封胶长度在1.8mm以上。
此类浇口适用范围:制品较大,多点浇口进料的模具,可以实现自动生产,便于机械手取件且不用后期修料把的模具2.2 弯钩浇口弯钩浇口具有不影响外观面质量,可以自动切除料把,提高生产效率的优点。
浇口的设计规范_ok

1.概述浇口是连接流道与制品的直接通道,浇口的类型和尺寸对制品的成型起着至关重要的作用。
常用浇口的种类有大水口、侧浇口、潜浇口、弯钩浇口、隧道式浇口和三板模点浇口。
在汽车模具浇口设计时,选择浇口类型及尺寸可参考客户提供的样件,或者参考类似模具母本,然后由CAE 分析出合理的位置及尺寸,如有不确定因素应进行评审得出结果。
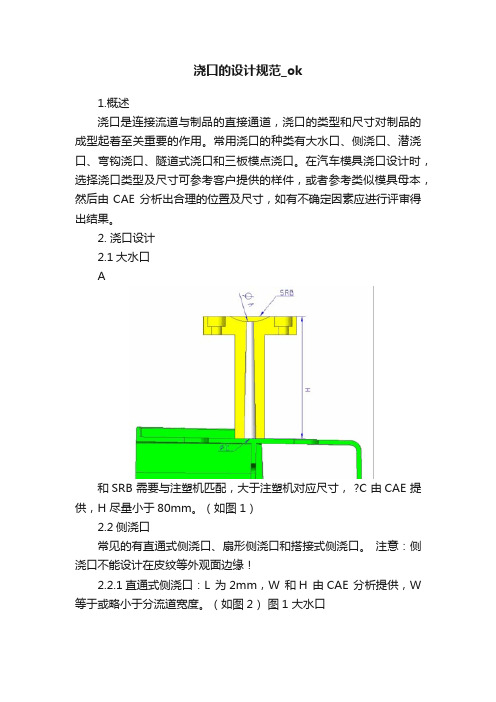
2. 浇口设计2.1大水口ØA和SRB 需要与注塑机匹配,大于注塑机对应尺寸, ØC 由CAE 提供,H 尽量小于80mm。
(如图1)2.2侧浇口常见的有直通式侧浇口、扇形侧浇口和搭接式侧浇口。
注意:侧浇口不能设计在皮纹等外观面边缘!2.2.1直通式侧浇口:L 为2mm,W 和H 由CAE 分析提供,W 等于或略小于分流道宽度。
(如图2) 图1 大水口图2 直通式侧浇口2.2.2扇形侧浇口:L为2mm,浇口尺寸CAE 提供。
(如图3)图3 扇形侧浇口2.2.3搭接式侧浇口:L 为2mm,W 为1.5mm,H2为1.2-1.8mm,T 为产品壁厚,H1为分流道高度。
(如图4)图4 搭接侧浇口2.3潜浇口多设计在产品的筋位或侧壁上,如果产品形状无法设计可增加辅助筋位(如图5)或借助顶杆(如图6)。
主要分推切式和拉切式,浇口的截面形状基本形式是圆形(如图7),可变化为矩形(如图8)。
图5 加辅助筋位潜浇口图6 加辅助顶杆潜浇口图8 截面为矩形潜浇口图7 基本形式潜浇口2.3.1基本形式的潜浇口参数(如图9)。
图9 基本形式的潜浇口2.3.2辅助顶杆潜浇口参数(如图10)。
图10 基本形式的潜浇口2.3.3拉切式潜浇口参数(如图11)。
图11 拉切式潜浇口2.3.4对于潜浇口,浇口和流道最好分别设计到前模和后模,这样浇口拉断时受力和变形都比较好,但是如果流道设计到前模,热流道喷嘴需要加工形状,所以潜浇口设计时不限制浇口和流道是否分别在前后模,但是浇口的设计和流道的设计都要符合标准。
浇口的分类和特色
1.取多數個﹐多點澆口
2.3板模構造﹐無澆道模
潛伏式
(與針點澆口同)
1.流動阻抗大
2.加工麻煩(精修面)
1.側澆口之自動化
2.注意2次注道之落下
2.澆口尺寸正確(矩形斷面)
1.流動阻抗性大
1.取多數個﹐多點澆口
2.成形品顯目的地方﹐必須避開
重疊澆口(OVER LAP)
1.澆口外觀不顯目
1.澆口加工必須注意
1.側澆口的一種
2.具有某些凹片澆口的特性
凹片(TAB)
1.具再可塑化能力
2.殘留應力小
1.流動阻抗稍大
1.PVC,PMMA,ABS(其中一種)有效
扇形(FAN)
1.流動性好
2.流動面積廣﹐平均
3.因澆口之配向性低
1.澆口加工稍費工時
1.寬大平之板狀成形品
圖盤形薄膜
1.流動性佳
2.圓形成形品的精度良好
1.澆口需后加工
1.圓盤﹐圓筒品(齒輪等)
針點式
1.具可塑化能力
2.澆口可自行切斷
3.澆口痕跡小
1.流動阻抗大
2.易過熱
3.模具構造復雜
4.樹脂滯留(冷澆道)
澆口的分類和特色
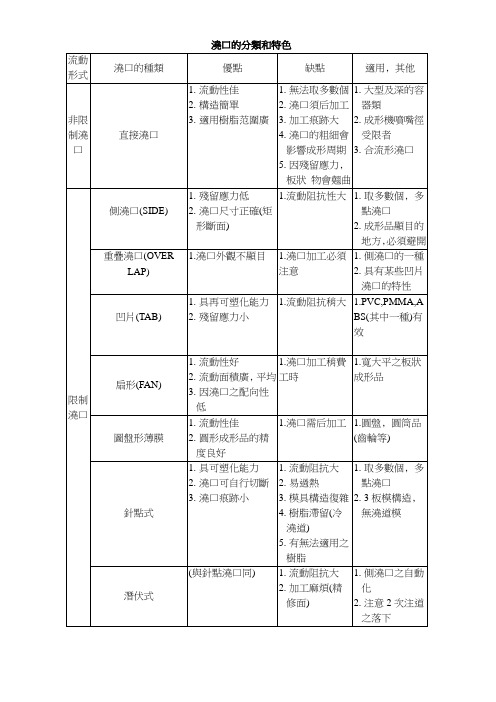
流動形式
澆口的種類
優點缺點適用﹐其他Fra bibliotek非限制澆口
直接澆口
1.流動性佳
2.構造簡單
3.適用樹脂范圍廣
1.無法取多數個
2.澆口須后加工
3.加工痕跡大
4.澆口的粗細會影響成形周期
5.因殘留應力﹐板狀物會翹曲
1.大型及深的容器類
2.成形機噴嘴徑受限者
3.合流形澆口
限制澆口
側澆口(SIDE)
1.殘留應力低
浇口种类设计规范
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、di必须满足注塑机的要求,浇道单边斜度最少12、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口1、浇口尺寸计算方法:(0.8-1.5 ) A=(20- 30) °L1=0.5 -1塑料类别参数nPE/PS0.6POM/PC/PP0.7PMMA/PA0.8PVC0.92 、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣-----工A 搭底浇口是侧浇口的改良,适合某种特定形状的产品1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;h=nt w=(3-10)h L=3)除硬质PVC夕卜,适合绝大多数产品I_£Z注:h=nt w=(3-10)h L=0・ 8-1 ・5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7ntL五、平缝式浇口£4$内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nth适合于大平板且易变形的零件,h=0.7tL=1-1.3六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理2)进胶点处形状的三中形式:7/////V/////Z、A B以上三种形式根据产品的实际要求选择七、潜浇口1、表面潜浇口潜定模潜动模1、浇口处圆角,水口断面好,2、浇口处流道粗,冷却时间长1、 水口顶杆直径D 最小不能少于4mm2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易被冲歪。
注塑模具浇口型式及选择标准
注塑模具浇口型式及选择标准注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。
在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。
所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口的主要作用有:•1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
•2、易于切除浇口尾料。
•3、对于多腔模具,用以控制熔接痕的位置。
二、浇口的型式浇口一般分为非限制性浇口和限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。
2.1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
2.2限制浇口。
型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。
限制浇口的主要类型有:2.2.1 点浇口。
点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。
点浇口的特点有:•1、浇口位置限制小;•2、去除浇口后残留痕迹小,不影响塑件外观;•3、开模时浇口可自动拉断,有利于自动化操作;•4、浇口附件补料造成的应力小。
缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。
2.2.2潜伏式浇口。
潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件和流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。
《浇口的设计》课件

环保理念:通过优化浇口设计,减 少废料,降低对环境的影响
添加标题
添加标题
添加标题
添加标题
提高产品质量:通过优化浇口设计, 提高产品质量,减少废品率
智能化设计:通过优化浇口设计, 实现智能化生产,提高生产自动化 程度
智能化:采用先进的智能技术,提高浇口设计的准确性和效率 环保化:采用环保材料和工艺,减少对环境的污染和破坏 轻量化:采用轻质材料和结构,降低浇口设计的重量和成本 集成化:将浇口设计与其他工艺环节相结合,提高生产效率和产品质量
浇口设计影响产品的成型质量 浇口设计影响产品的力学性能 浇口设计影响产品的外观质量 浇口设计影响产品的生产效率
浇口位置:选择合适的浇口 位置,避免影响产品外观和 性能
浇口尺寸:根据产品尺寸和 形状选择合适的浇口尺寸, 保证产品成型质量
浇口数量:根据产品结构和 生产效率选择合适的浇口数 量,避免产品缺陷
感谢您的观看
汇报人:
浇口形状:选择合适的浇口 形状,提高产品成型质量和 生产效率
浇口冷却:合理设计浇口冷 却系统,保证产品成型质量 和生产效率
浇口清理:定期清理浇口, 保证产品成型质量和生产效 率
浇口设计的优化
提高浇口质量:优化浇口设计,提高浇口质量,减少缺陷 降低浇口成本:优化浇口设计,降低浇口成本,提高生产效率 提高浇口效率:优化浇口设计,提高浇口效率,减少废品率 提高浇口稳定性:优化浇口设计,提高浇口稳定性,减少波动性
浇口的设计
汇报人:
目录
添加目录标题
浇口的基Байду номын сангаас概念
浇口的设计原则
浇口设计的实际 应用
浇口设计的优化
浇口设计的新趋 势
添加章节标题
浇口种类设计规范
浇口分类设计规浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口... .1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同塑料类别参数nPE/PS 0.6 POM/PC/PP 0.7 PMMA/PA 0.8 PVC0.92、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣延时针三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品..此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
五、平缝式浇口....六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
. .2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、 潜浇口1、表面潜浇口. .`2、顶杆潜浇口2 6.53m m潜定模 潜动模d1<t. .3、平板式零件的潜浇口顶杆距离PL面5-8mm产品镶件平板式零件的潜浇口4、香蕉式潜浇口... .。
浇口设计原则

浇口样式
浇口有很多样式。根据浇口去除方式,他们可以归结为两
大类:
手工去除(Manually Trimmed Gates)
自动去除(Automatically Trimmed Gates)
手工去除
手工去除浇口需要操作人员手工分离产品和浇注系统。采用
手工去除浇口的原因包括:
◎浇口太大,必须移到模具外面再予以去除
浇口位置
更改熔体填充位置可以改变熔接线和困气的位置,降低滞流和其他成 型问题。在下面的实例中,浇口位置1和2产生的熔接线在产品的右端, 而浇口位置3使熔接线在产品的右下角出现。
多浇口
在一些产品中,多浇口充填将是较好的选择。
其他的一些方法也可以采用加速流动或者迟缓流动使得熔体 填充平衡。
多浇口
如何确定浇口的数量?
因产品的不同,并不存在实际的规则来决定浇口的数量。然而,我
们考虑下面几种一般因素来帮助确定浇口的数量。
多浇口
1、流程
流程是指熔体从浇口位置起充填的距离。 一般来说,厚壁产品较薄壁产品熔体的流程长,因为材料在较厚 区域流动阻力小。材料的物性将影响既定厚度产品的熔体流程。流程 越短,则需要更多的浇口。每一种材料具有不同的流程,材质库中有 材料供应商提供的熔体流程,我们可以查找一定范围产品厚度既定材 料的熔体流程。 超大产品、薄壁产品和高粘度材料将需要更多浇口。
重迭浇口(overlap gate)
重叠浇口与边缘浇口类似, 但是重迭浇口与塑件侧壁或 表面有重迭。重迭浇口通常 用来防止喷流效应。典型重 迭浇口尺寸为0.4~6.4 mm厚, 1.6~12.7 mm宽。
手工去除_扇形浇口
扇形浇口/Fan Gate
浇口种类设计要求规范
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 ) A=(20-30)° L1=0.5 -1其中n 为常数,根据塑料的不同而不同2、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下; 2)、避免有流纹的现象;倒扣3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品五、平缝式浇口此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、潜浇口1、表面潜浇口`26.53mm潜定模潜动模2、顶杆潜浇口3、平板式零件的潜浇口d1<t顶杆镶件4、香蕉式潜浇口。
模具浇口的设计

模具浇口的设计浇口是指连接分流道和型腔的进料通道,它是浇注系统中截面尺寸最小且长度最短的部分。
浇口的尺寸过小会使压力损失过大,冷却加快,补缩困难;浇口的尺寸过大,浇口周围会产生过剩的残余应力,导致产品变形或者破裂,且浇口的去除困难等问题。
设计浇口时应注意以下几点:(1)浇口的平衡,塑料流动平衡;在多腔注射模中,在尚未将所有型腔全部填满时,为了克服塑料的流动阻力,仍需保持推动塑料前进的压力。
但这时的压力不需要很高。
因为填充结束时,塑料压力就会急剧上升。
另一方面,已停止供给塑料的浇口开始固化,最先填充结束的型腔在尚未达到规定的塑料压力时已固化。
使得产品不能获得良好的物理性能和较精确的尺寸。
为了防止这种现象,就必须进行浇口的平衡。
(2)避免产品变形,产品的变形有脱模变形,收缩不均匀等产生内应力所引起的变形等多种原因。
根据塑料种类的不同,塑料流动方向的收缩率与垂直于流动方向的收缩率会有不同差异。
(3)应减少或避免产生熔接痕,提高熔接痕的强度,尤其在对产品外观要求较高、不允许有熔接痕时,应在设计初期通过模流分析来解决这一问题。
(4)当产品对外观质量有要求时,不影响产品外观,且方便切除浇口废料。
浇口的形状、尺寸和进料位置对产品的质量影响很大。
浇口的设计与塑料的品种、塑料形状产品壁厚、模具结构以及注射成型工艺参数等有关。
一般要求浇口截面小、长度短。
实际使用时,在T0试模之后,按产品的成型情况酌情修正。
浇口种类多样,应根据塑料的成型特性、产品形状、尺寸要求、生产批量等多方面因素来综合考虑,选择合理的浇口形状。
在实际生产中常用的浇口种类有以下几种:(1)点浇口。
点浇口又称为针浇口,它是一种尺寸小的浇口。
它的优点是浇口小,塑料通过点浇口时流速增加,提高了充模速度,从而可以获得外表清晰、有光泽的产品。
点浇口冷凝快,可以缩短成型周期,可自动拉断浇口,残留痕迹小,减少了后续工艺,提高了生产效率。
但是塑料流入时,充模阻力大,对黏度较高的塑料是不利的,会产生充模不满等缺陷。
浇口的设计规范_ok
浇口的设计规范_ok1.概述浇口是连接流道与制品的直接通道,浇口的类型和尺寸对制品的成型起着至关重要的作用。
常用浇口的种类有大水口、侧浇口、潜浇口、弯钩浇口、隧道式浇口和三板模点浇口。
在汽车模具浇口设计时,选择浇口类型及尺寸可参考客户提供的样件,或者参考类似模具母本,然后由CAE 分析出合理的位置及尺寸,如有不确定因素应进行评审得出结果。
2. 浇口设计2.1大水口A和SRB 需要与注塑机匹配,大于注塑机对应尺寸, ?C 由CAE 提供,H 尽量小于80mm。
(如图1)2.2侧浇口常见的有直通式侧浇口、扇形侧浇口和搭接式侧浇口。
注意:侧浇口不能设计在皮纹等外观面边缘!2.2.1直通式侧浇口:L 为2mm,W 和H 由CAE 分析提供,W 等于或略小于分流道宽度。
(如图2)图1 大水口图2 直通式侧浇口2.2.2扇形侧浇口:L为2mm,浇口尺寸CAE 提供。
(如图3)图3 扇形侧浇口2.2.3搭接式侧浇口:L 为2mm,W 为1.5mm,H2为1.2-1.8mm,T 为产品壁厚,H1为分流道高度。
(如图4)图4 搭接侧浇口2.3潜浇口多设计在产品的筋位或侧壁上,如果产品形状无法设计可增加辅助筋位(如图5)或借助顶杆(如图6)。
主要分推切式和拉切式,浇口的截面形状基本形式是圆形(如图7),可变化为矩形(如图8)。
图5 加辅助筋位潜浇口图6 加辅助顶杆潜浇口图8 截面为矩形潜浇口图7 基本形式潜浇口2.3.1基本形式的潜浇口参数(如图9)。
图9 基本形式的潜浇口2.3.2辅助顶杆潜浇口参数(如图10)。
图10 基本形式的潜浇口2.3.3拉切式潜浇口参数(如图11)。
图11 拉切式潜浇口2.3.4对于潜浇口,浇口和流道最好分别设计到前模和后模,这样浇口拉断时受力和变形都比较好,但是如果流道设计到前模,热流道喷嘴需要加工形状,所以潜浇口设计时不限制浇口和流道是否分别在前后模,但是浇口的设计和流道的设计都要符合标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浇口分类设计规范
浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口
注:
1、d1必须满足注塑机的要求,浇道单边斜度最少1
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口
1、浇口尺寸计算方法:
(0.8-1.5 ) A=(20- 30) °L1=0.5 -1
塑料类别参数n
PE/PS0.6
POM/PC/PP0.7
PMMA/PA0.8
PVC0.9
2 、侧浇口自动脱浇口设计
侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣
---
--
工
Ir
A
1)、在侧面不允许有浇口的情况下;
2)、避免有流纹的现象;
h=nt w=(3-10)h L=
3)除硬质PVC夕卜,适合绝大多数产品
I
注:
h=nt w=(3-10)h L=O. 8-1 ・5
四、扇形浇口
扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品
2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品
内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nt
L
五、平缝式浇口
r
4
4+J
内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nt
h
适合于大平板
且易变形
的零件,
h=0.7t L=1-
1.3
六、针点浇口
1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理
I U
2)进胶点处形状的三中形式:
7/////V/////Z、
A B
以上三种形式根据产品的实际要求选择
七、潜浇口
1、表面潜浇口
潜定模潜动模
1、浇口处圆角,水口断面好,
2、浇口处流道粗,冷却时间长
1、 水口顶杆直径D 最小不能少于4mm
2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易
被冲歪。
3、平板式
零件
的潜浇口
2、顶杆潜浇口 卜 ≤ 1/3E
顶杆
距离 PL 面
5-8mm
也
产品
镶件
平板式零件的潜浇
口
P
U
X。