PowerEng2011国际学术会议的学术报告湖大刘婷
网络舆论传播下沉默的螺旋的反旋上升研究

武汉理工大学硕士学位论文网络舆论传播下沉默的螺旋的反旋上升研究姓名:***申请学位级别:硕士专业:传播学指导教师:***20091101网络舆论传播下沉默的螺旋的反旋上升研究作者:高萌萌学位授予单位:武汉理工大学被引用次数:4次1.陈明,杨国炜,陈樵哥中国网络舆论现状及舆论引导[期刊论文]-瞭望 2004(35)2.谢新洲“沉默的螺旋”假说在互联网环境下的实证研究[期刊论文]-现代传播 2003(06)3.聂坤沉默的螺旋在互联网中的存在[期刊论文]-科教文汇 2008(14)4.马学清"沉默的螺旋"在传统大众传播环境和网络传播环境中表现方式的差异[期刊论文]-重庆邮电学院学报(社会科学版) 2005(03)5.王宏昌"沉默的螺旋"与弱势群体媒体话语权的关联辨析[期刊论文]-宜宾学院学报 2007(04)6.陈力丹试论大众传媒与舆论的互动[期刊论文]-北京理工大学学报(社会科学版) 2003(04)7.童星,罗军网络社会:一种新的、现实的社会存在方式[期刊论文]-江苏社会科学 2001(05)8.冯鹏志网络行动的规定与特征--网络社会学的分析起点[期刊论文]-学术界 2001(02)9.万林艳网络时代的主体状况[期刊论文]-中国人民大学学报 2000(02)10.徐世甫虚拟生存的哲学反思[期刊论文]-南京社会科学 2003(02)11.余利花试论互联网中的"沉默的螺旋"[期刊论文]-当代传播 2005(04)12.刘海龙沉默的螺旋是否会在互联网上消失[期刊论文]-国际新闻界 2001(05)13.刘建明受众行为的反沉默螺旋模式[期刊论文]-现代传播 2002(02)14.蒋宇"沉默的螺旋"与网络传播[期刊论文]-重庆交通大学学报(社会科学版) 2007(04)15.华汝国,顾淑臻浅论"虎照事件"传播中的"反沉默螺旋"[期刊论文]-昌吉学院学报 2008(02)16.郭光华论网络交往中"沉默的螺旋"假说的局限[期刊论文]-湖南师范大学社会科学学报 2002(06)17.童菲信息·均衡:"议程设置"与"沉默螺旋"的博弈解读[会议论文] 200218.翁杨永不沉默的螺旋--论沉默的螺旋理论与不平衡的传播生态[期刊论文]-当代传播 2003(02)19.姚珺互联网中的反沉默螺旋现象[期刊论文]-武汉理工大学学报(社会科学版) 2004(03)20.刘娟论网络论坛中的舆论形成与舆论引导[学位论文]硕士 200521.赵龙在网络媒介中对“沉默的螺旋”理论的探究[学位论文]硕士 20081.蒲佚明网络传播中“沉默的螺旋”现象研究[学位论文]20091.张荣“沉默的螺旋”理论在中国互联网环境下的再思考[学位论文]硕士 2014引用本文格式:高萌萌网络舆论传播下沉默的螺旋的反旋上升研究[学位论文]硕士 2009华中科技大学硕士学位论文“假”的生产及其逻辑——对“华南虎事件”的分析姓名:张斌申请学位级别:硕士专业:社会学指导教师:吴毅20080603摘要“华南虎事件”是2007年公众关注的焦点,本研究起始于这样一个疑问:“华南虎事件”中陕西省有关方面为何要造假?本研究以故事的形式将事件较为完整地呈现出来,通过对事件的参与者陕西省林业厅、地方政府、评审专家、周正龙、官僚系统、网络、傅德志、新闻媒体、国家林业局等在事件中的表现的描述,揭示了他们背后的结构性力量,并由此逐渐呈现出了整个事件的逻辑。
2011年中国亚洲太平洋学会年会综述

了主题发言。我院副院长杨正权 , 云南省东南亚南亚
研究 员 副秘 书 长朱 振 明 研 究 员 , 亚 所 副所 长 李 建 南
明 ,东南亚南亚研究》 《 编辑部主任王国平研究员 , 国 际交流处处长马骥副研究员 , 信息中心主任秦伟副研
究员及 来 自南 亚 所 、 南 亚所 的共 1 专 家 学 者 参 东 2名 加 了会 议 。
的发展机遇 , 德宏州是云南省桥头堡建设的前沿 , 希
望 各位 专 家借本 次 年会 之机 , 为德 宏 州 的桥 头 堡建 设 建 言献 策 , 为德 宏州 特色 产业 建设 提 出 良策 。
了人 民币的 国际化 而国 际化 。
第 二 , 国战 略重心 重 回亚 太 。 美 美 国 提 出 并 主 导 的 跨 太 平 洋 经 济 伙 伴 协 定 ( P ) 志 着 美 国正 式 把 战 略 重 心 放 到 亚 太 地 区 。 TP标
亚太地区一直存 在双重依赖 , 表现在经济上依存 中 国, 军事上依赖美 国,P T P的出现就是为解决双重依 赖 问题 , 使得亚太的经济依赖转 向美国。但这就使得
与会学者还提出 , 在关注美国的同时 , 我们更应 该注意东南亚国家怎么看待美 国, 东南亚国家既希望 美 国介入 , 也不希 望 中美 闹僵。我们 要多 听各方 呼 声, 保持冷静头脑。 第 四, 东北亚区域合作对东亚合作的启示。 与会学者指出 , 在东亚合作 面临困境 的今天 , 中
云南省委党校 、 昆明市社科 院等 2 7所大学和科研机
构 的专 家 学者 , 以及德 宏州 社科联 的有关 领 导及 专家 学者 参 与了本次 年会 。 会议 分 为 两个 阶段 进 行 , 午是 主 旨发 言 , 午 上 下 是小 组讨 论 , 主要 围绕 以下几个议 题进 行 : 第一 , 杂的 国际形 势和发 展 中的 中国 复
国际电力电子相关会议
ICEMS(International Conference on Electric Machines and System)
电机和系统国际会议
两年一次
Two years
IEEE IAS
EI目前不收录
国际上针对“电机与驱动”方向最重要的两大会议之一,与IEMDC为“姐妹会议”
18
ICEM(International Conference on Electric Machines)
13
PEMC(EPE:Power Electronics and Motion Control)
欧洲电力电子与运动控制会议
两年一次
Two years
EPE(欧洲电力电子协会)
和EPE会议交叉举行
14
IEEJ International Power Electronics Conference
日本国际电力电子学术会议
IEEE电磁兼容国际研讨会
每年
One year
IEEE电磁兼容学会(IEEE Electromagetic Compatibility Society)
全部ISTP收录
部分EI收录
EMC研究成果,全部ISTP收录,部分EI收录
10
PEDS(IEEE International Conference on Power Electronics and Drive Systems)
IEEE电力电子学与驱动系统国际会议
两年一次
Two years
IEEE下属若干学会
全部ISTP收录
部分EI收录
包含:电机与驱动方向的为数不多的国际会议之一
11
PCIM(Europe:Power Conversion and Intelligent Motion Conference)
2011中国电子技术年会在深圳举行

・ 信息之窗 ・
【 行业信息 Id s y n ut 】 r
关 于 召 开 智 能 配 电 网技 术 专 题 交 流 会 的 通 知
在 国家经 济 社 会 发展 “ 十二 五 ” 划 纲 要 中 规
( )微 网技 术探讨 与实 践 ; 4
明确 提 出 : 推进 智 能 电网建 设 , 实加 强 城 乡电 “ 切 网建设与 改造 , 强 电 网优 化 配置 电力 的能 力和 增 供 电 可靠 性” 。智 能 电 网足 当 今 电力 系统 发 展 的 方 向 , 能配 电网 技术 及 其推 』 应 用 是实 现 智 能 智 一 型现代 电网 的重 要 内容 , 是 电 网公 司 的工 作 重 也
( )配 电 自动 化技术 现状 与发展趋 势 ; 1 ( )高级 配电 自动化技 术探讨 ; 2
( )分 布式 可 再牛能 源风 电并 网技 术 ; 3
关 于 召 开 全 国 防 爆 电器 行 业 厂 长 会 议 暨 中 国 电 器 工 业 协 会 防爆 电器分 会 五 届 四次 会 员 大 会 的通 知
会} 义主要 内容 包括 :
( )邀请 中国 电器 工 业协 会 , 用 产 品 安标 1 矿
中心 , 油化 工 、 矿 、 石 煤 防爆 检测 中心 , 有关研 究所 领导 和 专家参 加会 议并做 报告 ; ( )听取审议 理事 长代 表防爆 电器分 会第 五 2
作, 同时还要举 办 防爆 电器分 会成 立 2 年庆典 0周 活动 , 请各 企业 领导按 时与 会 。 务
中国 自动化学 会 主办 , 有广 泛的行 业影 响力 。 具
一
6 — 3
会议 内容包 括 :
外国语学院2011年大事记
外国语学院2011年大事记一月份1月5-6日,2008级在职教育硕士、2009级全日制研究生开题。
1月14日,召开硕士生导师研讨会,王建会教授、闫雪雯教授做经验交流。
1月中下旬,学院开展以“追寻优秀特困生成长足迹”为主题的家访活动,全体辅导员利用寒假时间赴沈阳东陵、凤城、岫岩、海城、兴城、法库等地家访优秀特困生8人。
二月份2月20日,外国语学院承办“2011年中国综合性大学自主招生联合考试”,本次考试共有来自全省的应届考生1600余人。
2月22日,校财务与资产管理处领导班子一行5人来我院进行基层调研,外国语学院领导班子及部分相关工作人员参加了此次会议。
2月24日,外国语学院承办辽宁省外经贸厅翻译人员选拔考试。
辽宁省外经贸厅常务副厅长刘文亲临现场指导工作。
2月28日,日语系闫雪雯、李红梅、朱金月三名老师担任考官,参加选派北海道教育大学(国费公派)留学生面试工作。
三月份3月5日,外国语学院组织2007级、2008级英语专业学生进行专业八级能力测试工作。
院长助理邢家伟副教授带队赴渤海分院英语系主持考务工作。
3月7日,外国语学院院长助理邢家伟副教授、李红梅副教授,接待北海道教育大学教授委员会成员来访。
3月14日,外国语学院第八届团委学生会候补成员竞聘大会分别在博文楼隆重举行,共有124名竞聘者参加了此次竞聘演讲。
3月16日,由校长赵大宇教授、副校长夏敏教授带队,校本科教学管理部一行12人来我院进行重点专业建设情况调研工作会议。
3月16日,外国语学院组织教授委员会成员进行第五批教学改革立项(B类)中期审查。
3月16日,法国驻华使馆下属机构,法国教育服务中心在沈阳皇冠假日酒店举行了“中国国际教育巡回展”,外国语学院法语系8名学生作为志愿者代表参加活动。
3月23日,外国语学院党总支书记邵学军老师、中晨语言培训中心张莹老师代表我院赴北京参加雅思年度工作会议。
3月24日,由教务处承办的“沈阳师范大学教授教堂系列活动”于今日启动。
湖南大学2011论文题目
通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过 通过
1-047 1-048 1-049 1-050 1-051 1-052 1-053 1-054 1-055 1-056 1-057 1-058 1-059 1-060 1-061 1-062 1-063 1-064 1-065 1-066 1-067 1-068 1-069
论贸易融资产品发展现状及其对外汇收支 的影响 新汇率制度下我国外贸企业汇率风险问题 研究 论影响个人外汇收支和结转汇变动的主要 影响因素 我国企业借用外债货币变动和原因的实证 研究 人民币升值预期资本流动与货币供应 电子支付对货币政策的影响 后危机时代的资产证券化监管 利率期限结构与通胀预期 电子货币的金融监管 地方政府的债务问题研究 我国当前通货膨胀压力与应对机制研究 国际石油价格波动对中国经济的影响分析 廉租房建设中的金融支持研究 次贷危机后我国房地产资产证券化路径研 究 金融综合化经营趋势下的监管协调研究 信托视角的私募基金发展与规范 湖南金融发展与经济增长相关性研究 我国房地产投资信托发展路径研究 我国西部旅游业投融资现状与问题研究 湘西旅游资源开发融资问题研究 通货膨胀预期下个人理财取向分析 本部旅游企业股权结构最优配置研究 后金融危机时代我国货币政策取向浅析 后危机时代我国货币政策有效性 通货膨胀预期对城镇居民消费的影响
邵新力 邵新力 邵新力 邵新力 陈勇 陈勇 陈勇 陈勇 陈勇 陈勇 王于栋 王于栋 王于栋 王于栋 王于栋 王于栋 王于栋 王于栋 肖曼君 肖曼君 肖曼君 肖曼君 肖曼君 肖曼君 肖曼君
金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学 金融学
硕士学位论文29复现关系是语篇词...

作者签名:
日期: 年 月 日
学位论文版权使用授权书
本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意 学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文 被查阅和借阅。本人授权湖南大学可以将本学位论文的全部或部分内容编 入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇 编本学位论文。
学 校 代 号 : 10532 学 号:S10281026 密 级:
湖南大学硕士学位论文
汉英语篇衔接对比研究及其对 对外汉语教学的启示
学位申请人姓名: 李婷 导师姓名及职称: 张平 副教授 培 养 单 位: 中国语言文学学院 专 业 名 称: 语言学及应用语言学 论 文 提 交 日 期: 2013 年 4 月 20 日 论 文 答 辩 日 期: 2013 年 5 月 4 日 答辩委员会主席: 彭兰玉 教授
本学位论文属于 1、保密□,在______年解密后适用本授权书。 2、不保密√□。 (请在以上相应方框内打“√”)
作者签名: 导师签名:
日期: 日期:
年月日 年月日
I
汉英语篇衔接对比研究及其对对外汉语教学的启示
摘要
本文以系统功能语言学、语料库语言学为指导,使用并借鉴韩礼德和哈桑的 衔接理论,运用语料库语言学的统计分析与实证方法,将定性分析与定量分析相 结合,从显性和隐性两个方面着手,对汉英语篇衔接手段的使用作了较为全面的 对比研究。全文由六个部分构成:
III
汉英语篇衔接对比研究及其对对外汉语教学的启示
cohesive devices into two parts: explicit cohesion and implicit cohesion. Based on frequency statistics and frequency adduct statistics, this part makes a contrastive study on the orientation of using separately in cohesive devices in Chinese and English discourse. It concludes that English tends to use explicit cohesive devices more than Chinese. And Chinese tends to use Reference, Ellipsis and Repetition while English tends to use Reference, Conjunction and Substitution. It summarizes that the main cause of the differences orientation of using in cohesive devices in Chinese and English discourse is the difference in linguistic style of discourses, linguistic forms and the cultural differences between China and the West.
湖南大学2011年公派录取人员名单汇总表

21 安翔宇 男 22 赵国瑞 女 23 陶君丽 女 24 25 26 麦磊 李静 魏炜 女 女 男
硕三 化学化工学院 硕三 硕三 大四 硕二 硕三 硕二 电气与信息工 程学院 电气与信息工 程学院 环境科学与工 程学院 计算机与通信 学院 材料科学与工 程学院 经济与贸易学 院
弗林德斯大 李树涛 学 弗林德斯大 李彩亭 学 康考迪亚大 李仁发 学 里尔一大 诺丁汉大学 郭平
27 刘乐帆 女
早稻田大学 石宗利 巴黎第六大 钟文斌 学 罗马第二大 徐涤宇 学 北海道大学 杜钢建 特文特大学 王善平 伦敦大学 曾德明
张萍露 女 韩晗 女
邱昌茂 男 罗珺文 女 李健 男
硕二 工商管理学院 博一 工商管理学院 硕三 工商管理学院 硕三 化学化工学院 硕二 化学化工学院 硕三 化学化工学院
杨葱葱 女 田一 男
序 号 姓名 性 别 学号 S08111066 S08094047 S08094048 本科 S09102070 S08131027 S09201009 年级 学院 类别 攻博 攻博 攻博 攻博 攻博 攻博 攻博 国别 日本 澳大利亚 澳大利亚 澳大利亚 加拿大 法国 英国 国外学校 九州大学 弗林德斯大 学 国内导 师 谭泽 孙炜
维也纳经济 与商业管理 邓爱民 学院 大阪大学 皮埃尔与玛 丽居里大学 东京大学 安德烈 叶姣 徐伟箭
玄文静 女
10 陈忠明 女
湖南大学2011年公派研究生项目攻读博士学位申请人员信息汇总表 湖南大学2011年公派研究生项目攻读博士学位申请人员信息汇总表 2011
序 号 11 姓名 郭飞 性 别 男 学号 B1011S0040 S08111056 S08021037 S09051008 S08021072 S08021071 S08291012 S08221007 S08061001 S08121108 年级 学院 类别 攻博 攻博 攻博 攻博 攻博 攻博 攻博 攻博 攻博 攻博 国别 德国 日本 加拿大 英国 德国 日本 德国 德国 美国 英国 国外学校 国内导 师
江西师范大学2011年度十大新闻

江西师范大学2011年度十大新闻来源:校网源1、学校"十二五"时期事业发展规划纲要正式发布实施6月22日,学校"十二五"时期事业发展规划纲要正式发布实施。
规划确定了建设"地方一流、特色鲜明的教学研究型师范大学"的办学定位和"保二争一"的发展目标;提出要彰显"以师德引领教师教育发展"、"以生态引领绿色大学建设"两大特色,实现"提高质量"、"优化结构"、"彰显特色"、"推进开放"四大发展战略任务。
规划还从学科建设、教学科研、人才队伍、改革开放和师德师风建设等五个方面提出了实现发展目标、完成战略任务的主要举措。
"十二五"时期事业发展规划纲要自2010年3月底正式启动编制以来,经历了启动、求计问策、调研座谈、专题研讨、文本起草、修改论证、民主审议和通过等多个阶段,在充分征求和吸纳全校师生意见和建议的基础上,历时近15个月的编制,经过多次修改后出台。
同时,学校文化建设发展规划、教师教育发展规划、人才队伍建设规划、学科建设发展规划也正式颁布。
2、省委调整充实学校领导班子陈绵水任党委书记、梅国平任校长12月28日下午,省委组织部、省委教育工委在瑶湖校区实验剧场召开我校副处以上干部和正高职称人员会议,宣布省委关于调整、充实学校党委主要领导的决定:陈绵水同志任江西师范大学党委书记,不再担任九江学院党委书记职务。
2月18日下午,省委组织部、省委统战部、省委教育工委在青山湖校区演奏厅召开学校副处以上干部和正高职称人员会议,宣布省委关于调整、充实学校领导班子的决定:梅国平同志任江西师范大学校长,不再担任江西财经大学副校长职务。
3、新获批3个一级学科博士授权点和18个一级学科硕士授权点在2009年-2011年国家新一轮学位点申报中,学校实现了博士学位授权一级学科"零"的突破,一举获批马克思主义理论、中国语言文学和化学等3个一级学科博士学位授权点,使博士学位授权二级学科增加到20个;新增政治学、教育学、外国语言文学、新闻传播学、艺术学、物理学、地理学、生物学、工商管理、中国史、世界史、生态学、统计学、软件工程、音乐与舞蹈学、戏剧与影视学、美术学、设计学等18个一级学科硕士学位授权点,总量达26个。
双清论坛学术综述20110922
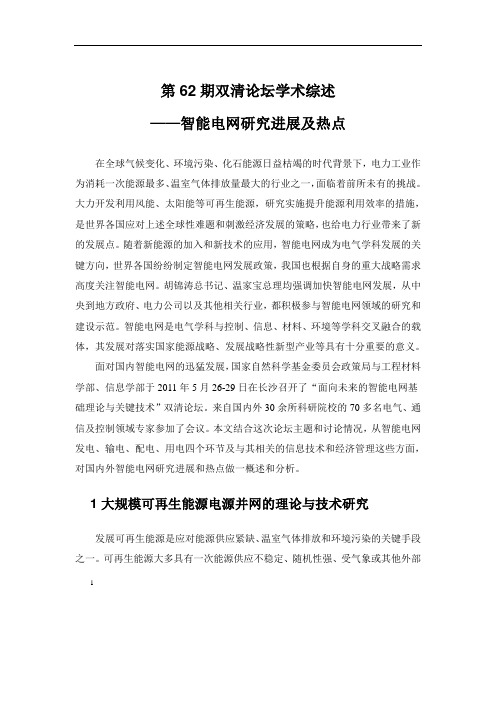
通过本方面的研究,大幅度提高电网接纳波动性新能源的能力,充分发挥储能装置在调节电网平衡能力、维持电网稳定等方面的作用,实现电动汽车充电设施灵活接入、电动汽车有序充电。
2
2
电网是电源多元化、电网多层次、负荷多类型的复杂系统,波动性新能源电源比重将逐步提高,负荷特性也越来越复杂,电网规模越来越大,这对电力系统保护、控制与调度提出了新的挑战。研究新形势下电网的保护、控制与调度,具有十分重要的意义。
针对上述战略需求,迫切需要研究如下内容:
(一)电力系统综合计算技术,包括:
(二)
1)灵活、快速的潮流计算方法;
2)
3)在线负荷建模技术;
4)
5)含分布式新能源电源的负荷建模技术;
6)
7)电力系统分布式集中建模机制与参数辨识方法;
8)
9)电力系统数、模仿真技术。
10)
(三)广域电网快速高精度高可靠性保护理论与技术,包括:
目前,国内在风电稳定与控制方面也取得了一定的研究成果。浙江大学将磁场定向矢量控制技术应用于发电机控制,探讨了并网型交流励磁风力发电系统功率解耦控制策略和并网控制策略,并通过试验机组开展了相应的动模研究。东北电力大学是开展风电研究最早的高校之一,在联网风电机组的动态模型、风电场无功静态调节能力及无功控制策略方面,取得了很多有价值的成果。重庆大学对笼型异步发电机的暂态稳定机理进行了分析,建立了风电机组的轴系模型,对风电系统的暂态稳定判据作了改进。中国电力科学研究院研究了双馈风电机组的动态数学模型,从物理意义上分析了暂态稳定特性,并通过仿真计算对大型风电并网问题进行了探讨。在工程实用化方面,清华大学电力系统国家重点实验室和北京清能华福公司合作开展双馈电机变流器研发,已有一定的业绩积累。沈阳工业大学在双馈电机研制方面历经多年,为风电设备国产化做出了贡献。天津大学以实际大电网为对象,在风电机组稳定计算模型、含风电的电力系统稳定性快速仿真以及风电电源与网络协调规划等领域开展了深入的理论研究和计算工具的研发。
001 (ISSCC tutorial)Noise Analysis in Switched-Capacitor Circuits

© 2011 IEEE
IEEE International Solid-State Circuits Conference
© 2011 IEEE
Thermal Noise Power
• Nyquist showed that
PSD ( f ) = 4kT
• The total average noise power of a resistor in a certain frequency band is therefore
– Examples: Audio systems, wireless transceivers, sensor interfaces
• Electronic noise directly trades with power dissipation and speed • Electronic noise is a major concern in modern technologies with reduced VDD
• The noise of a MOSFET operating in the triode region is approximately equal to that of a resistor • In the saturation region, the thermal noise can be modeled using a drain current source with power spectral density
• We can model the noise using an equivalent voltage or current generator
2 vn
= Pn ⋅ R = 4kT ⋅ R ⋅ Δf
MOFs_复合材料及在锂离子电池中应用研究进展

Advances in Energy and Power Engineering 电力与能源进展, 2023, 11(5), 147-160Published Online October 2023 in Hans. https:///journal/aepehttps:///10.12677/aepe.2023.115017MOFs复合材料及在锂离子电池中应用研究进展王燚婧,陈阳贵州民族大学化学工程学院,贵州贵阳收稿日期:2023年8月14日;录用日期:2023年8月29日;发布日期:2023年10月12日摘要锂离子电池是目前纯电动汽车和混动汽车的主流动力电源,因其循环寿命长、能量密度高以及自放电率低等优点备受青睐。
金属–有机框架材料(Metal-Organic Frameworks,简称MOFs,下同)作为新型功能分子晶体材料,在锂离子电池中有着潜在的应用前景,成为新型功能材料研究的热点。
本文通过综合国内外相关文献报道,调研了MOFs材料及其衍生材料的合成方法和结构调控方面的最新研究进展。
着重对于MOFs以及其衍生物在锂离子电池负极和正极方面的应用进行全面综合。
同时,对目前MOFs在锂离子电池应用领域所面临的挑战进行了深入分析,同时也对其未来的发展前景进行了展望。
进一步研究MOFs在锂离子电池中电荷负载能力和多孔结构特点等性能优势,以期为锂离子电池电极材料进一步开发与应用提供参考。
关键词锂离子电池,MOFs,结构调控,负极材料,发展前景Research Progress of MOFs Composites and Their Applications in Lithium-Ion BatteriesYiJing Wang, Yang ChenCollege of Chemical Engineering, Guizhou Minzu University, Guiyang GuizhouReceived: Aug. 14th, 2023; accepted: Aug. 29th, 2023; published: Oct. 12th, 2023AbstractLithium-ion batteries are the mainstream power supply for pure electric vehicles and hybrid ve-hicles at present, because of their long cycle life, high energy density and low self-discharge rate.王燚婧,陈阳Metal-organic frameworks (MOFs), as a new functional molecular crystal material, have potential application prospects in lithium-ion batteries and become a hot spot in the research of new func-tional materials. This article comprehensively reviews the latest research progress in synthesis methods and structural regulation of MOFs materials and their derivatives based on an integra-tion of relevant literature reports from domestic and international sources. The application of MOFs and its derivatives in the negative and positive electrodes of lithium-ion batteries is re-viewed, and the challenges and prospects of the application of MOFs in lithium-ion batteries are analyzed. Further research on the performance advantages of MOFs, such as their charge loading capacity and porous structural characteristics, in lithium-ion batteries is aimed at providing ref-erences for further development and application of electrode materials for lithium-ion batteries.KeywordsLithium-Ion Batteries, MOFs, Structural Regulation and Control, Negative Electrode Materials,Development Prospects Array Copyright © 2023 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言全球工业迅速发展和人口持续增长,使得对能源的需求不断增加[1][2]。
清华大学 各院系(学科)重要国际学术会议目录

清华大学各院系(学科)重要国际学术会议目录研究生院汇编二○○七年三月目录1. 建筑学院 (1)2. 土木工程系 (3)3. 建设管理系 (6)4. 水利水电工程系 (7)5. 环境科学与工程系 (9)6. 机械工程系 (11)7. 精密仪器系(机械工程) (13)8. 精密仪器系(仪器科学与技术) (15)9. 精密仪器系(光学工程) (17)10. 热能工程系 (18)11. 汽车工程系 (21)12. 工业工程系 (23)13. 电机系 (25)14. 电子工程系(电子科学与技术) (28)15. 电子工程系(信息与通信工程) (30)16. 计算机科学与技术系 (32)17. 自动化系 (34)18. 航天航空学院(工程热物理) (37)19. 航天航空学院(力学) (38)20. 工物系、核研院 (40)21. 化学工程系 (43)22. 材料科学与工程 (45)23. 数学系 (47)24. 物理系 (49)25. 化学系 (51)26. 生物系 (53)27. 经济管理学院(管理科学与工程) (56)28. 经济管理学院(工商管理、数量经济学) (57)29. 公共管理学院(公共管理) (59)30. 公共管理学院(管理科学与工程) (61)31. 人文学院 (62)32. 人文学院(外语系) (63)33. 法学院 (64)34. 新闻与传播学院 (65)35. 微纳电子学系 (66)36. 医学院 (68)建筑学院重要国际学术会议一、A类会议二、B类会议土木水利学院土木工程系重要国际学术会议一、A类会议二、B类会议土木水利学院建设管理系重要国际学术会议一、A类会议二、B类会议土木水利学院水利水电工程系重要国际学术会议一、A类会议二、B类会议环境科学与工程系重要国际学术会议一、A类会议二、B类会议机械工程系重要国际学术会议一、A类会议二、B类会议精仪系机械工程学科重要国际学术会议一、A类会议二、B类会议精仪系仪器科学与技术学科重要国际学术会议一、A类会议二、B类会议精仪系光学工程学科重要国际学术会议一、A类会议二、B类会议热能工程系重要国际学术会议一、A类会议二、B类会议汽车工程系重要国际学术会议一、A类会议二、B类会议工业工程系重要国际学术会议一、A类会议2006 年11 月08 日二、B类会议2006 年11 月08 日电机系重要国际学术会议电子系(电子科学与技术)重要国际学术会议目录(2007年1月11日)一、A类会议(序号不表示优先顺序)电子系(信息与通信工程)重要国际学术会议目录(2007年1月11日)一、A类会议(序号不表示优先顺序)二、B类会议(序号不表示优先顺序)计算机科学与技术系重要国际学术会议一、A类会议二、B类会议自动化系重要国际学术会议航天航空学院(工程热物理)重要国际学术会议一、A类会议二、B类会议航天航空学院(力学)重要国际学术会议一、A类会议二、B类会议工物系核研院核科学与技术学科重要国际学术会议一、A类会议二、B类会议化学工程系重要国际学术会议一、A类会议二、B类会议材料科学与工程系重要国际学术会议一、A类会议二、B类会议。
华北电力大学高水平国际会议名录

Micro manufacturing(Forming process)

Proceedings of the IMProVe 2011International conference on Innovative Methods in Product DesignJune 15th– 17th, 2011, Venice, Italy Integrated product and process design for microproductdevelopment via microformingW.L. Chan, M.W. FuDepartment of Mechanical Engineering, The Hong Kong Polytechnic UniversityArticle Information Keywords:Microproduct,Microforming,Material size effect,Product miniaturization. Corresponding author:M. W. FuTel.: 852-********Fax.: 852-********E-mail: mmmwfu@.hk Address: Department of Mechanical Engineering, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong AbstractMicroforming, which offers attractive characteristics of low production cost and high product quality that are superior to those of other processes, provides a promising process to manufacture micropart. Nowadays, microforming system design is generally conducted via trial-and-error approach based on scaling down and modifying the conventional macroforming system. However, when the forming system is scaled down to micro-scale, the conventional knowledge on the macroforming system design might not be valid. Late design changes are always needed. It is thus costly, time-consuming and error-prone. To address these challenges, “design right the first time” and “optimal design” are critical. Obtaining the optimal design in the conventional design paradigm would be very difficult, if not impossible, as there are many technical aspects related to the design of micro-scaled part, forming process, tooling and product quality control, which interact and interplay. Therefore, concurrent consideration of these technical aspects at up-front design stage is essential. In this paper, the technical aspects among the micro-scaled product and process design, and the material size-related deformation behaviours are articulated. The understanding of these technical aspects is critical to fabricate quality microproduct at high production rate and low production cost by microforming.1 IntroductionThe product life cycle [1], which refers to the stages of development, introduction, growth, maturity and decline of a product, is becoming shorter. It makes the competition in product development industry severe and the profit marginal. Therefore, how to improve product quality, cut production cost and shorten product development lead-time are critical to keep the companies’ cutting edge in the marketplace. The design solution generation of product and process in up-front design stage is critical as the first 20% of design activities commits to about 70% of product development cost [2, 3]. Product design is the process to define the characteristics of product, such as the form, feature, material, dimensions and their tolerances, and the final product performances, to fulfill custom’s needs. Process design is the development of process to produce the designed product. Production process could be a series of operations to make raw material to be a product. It needs to consider various factors in each process operation design, such as equipment, workpiece material, tooling design and worker skill. Different production processes have its advantages and limitations. Process determination needs to consider material workability, product quality, productivity, cost, design requirements and product characteristics. Product and process design should be done concurrently since their design variables could interact and interplay and affect product quality and cost. How to perform “design right the first time”is critical to avoid the late design change, shorten the development lead-time and lower the production cost.In the last decade, the demand on micropart has been increased due to product miniaturization and the wide applications of microproducts in automotive, bio-medical, aerospace and consumer electronics industries. Micromanufacturing technologies have thus become more and more important. They are used for fabricating microparts/microproducts, such as micromotor, connector pin, miniature screw, microgear, microshaft, chip leadframe, IC-socket, etc. The microparts fabricated by microforming are defined as the plastic deformed components with at least two dimensions in sub-millimeter range. The deformed parts exhibit good mechanical properties compared with the parts manufactured by casting and micromachining processes [4]. Microforming presents a promising manufacturing process to produce microparts.Although the knowledge for design of macro-sized forming systems has been well developed [5, 6] and widely used in industries [7-9], the design and development of microparts cannot be conducted via leveraging on the knowledge of macroforming to microforming since the size effect is a barrier to this knowledge transfer. As the material deformation behaviour in microforming is characterized by a few grains in deformation zones and the variation of grain size and mechanical property makes the deformation behaviour inhomogeneous and difficult to predict. It needs to consider the deformation behaviour and mechanics including material flow stress, anisotropy, ductility and formability in design of micropart, microforming process, tooling, and control of product quality. This paper presents the technical issues associated with the micropart design, microforming process design and material size effect in the integrated microproduct and process design. These issues are critical to eliminate the uncertainties at up-front design stage and reduce trial and error in workshop.2 Design of microforming systemFig. 1 The major consideration factors in forming systemdesign.In microforming process, the micro-sized material with simple geometry such as bar or sheet is deformed under a controlled condition to produce the desirable geometry. There are five main factors involved in a forming system, viz., the undeformed material properties, deformed material properties, deformation zone, tooling, and tooling-workpiece interface, need to be considered, as shown in Fig.1. In design of a microforming system, many technical issues related to the micro-scaled part design, process design and forming material are shown in Fig.2. The design activities are initiated based on the product function requirements and design specifications from the voice of customers (VoC). The part design associated with geometry, feature, dimension, material, and tolerance should be firstly addressed. Based on the preliminary part design, the process design is then conducted. It needs to consider all the potential forming processes and process sequences to form the desired geometry and feature of the micropart.In addition, microtooling design and fabrication, material handling between process operations are of particular concern as they affect the achievement of the required dimensional tolerance and positioning of the billet/blank prior to forming operation. For both part and process design, the mechanical properties of forming material needs to be considered due to the size effect on material plastic deformation behaviour and elastic recovery. The design variables related to part, process and material deformation behaviour might interplay and affect the deformed part, including dimensional tolerance, surface finishing, mechanical properties, defect occurrence, productivity and cost. The goal of optimizing the microforming system and its design variables is to yield the quality micropart with good productivity and low cost to meet function requirements and design specifications. To achieve these goals, the understanding of the interactive relationship among the product, process and forming material properties is the first step. The detailed technical aspects related to product design, process design and material size effect in micropart development are addressed in the following sections based on the framework shown in Fig.2.3 Micropart designIn micropart design, the following micromanufacturing-related factors need to be considered:(1) Part size:The overall dimensions of micropart are basically determined based on functional requirements and design specifications. They are also constrained by the material workability, which in turn affects microforming process and the operation number and sequence. Therefore, it needs to simultaneously consider these factors in part design.Fig. 2 The technical aspects need to be considered in micro-scaled product and process design in up-front design stage.(2) Feature size:Feature size refers to the wall thickness, hole diameter, width of channel, aspect ratio of the hole or rod, and corner or edge radius etc. It might significantly affect the rigidity of micro-formed part. Furthermore, the grain size effect might occur when there are only a few grains involved to form the micro-sized feature. Defects such as underfilling [10, 11] and fracture [12] may occur. In addition, feature size also affects process determination and tooling geometry. Therefore, the micropart features have a close relationship with the quality, process and production cost. Experimental results reported by Geiger et al. [13] and Engel et al. [1, 10] show the feature size effect in combined micro forward rod-backward can extrusion, as illustrated in Fig.3.The decrease of can thickness causes the decrease of clearance between punch and die. When the size of clearance is in the order of grain size, it prohibits the material to flow upwards, resulting in a small ratio of cup height (h c) to rod length (l r). In addition, the inhomogeneous deformation resulted from the random characteristics of grain structure becomes significant. Itmakes the height of the formed rim uneven.Fig. 3 Schematic illustration of the feature size effect in the combined micro forward rod - backward can extrusion.Fig. 4 Tooling-workpiece interface.(3) Dimension tolerance: Close dimension tolerance is usually required by microparts. The accuracy of the micro-formed part is directly affected by tooling design and its machining process. Therefore, in determination of dimension tolerances, it needs to consider the accuracy and limitations of microtooling.(4) Strength vs formability:The selection of part material needs to consider the strength and rigidity of micro-formed part and the formability of part material. Ideally, the part size and weight can be minimized when the part is made of high strength material. However, the formability of high strength materials is usually poor [14]. It affects the tool life, process determination, process parameter configuration, and number of forming operations. These factors further determine the product development cost.4 Process designVarious microforming processes have been investigated in prior studies, viz., upsetting [15-17], extrusion [18-24], stamping [25, 26], bending [27], deep drawing [28, 29] and incremental forming [30, 31]. It is found that challenges arise when the process tolerance is reduced to a few microns in manufacturing of microparts. It is due to the limitations of the conventional tooling machining process and the change of material deformation mechanism [16] and tooling-workpiece interfacial condition [15, 32]. The following issues need to be taken into account in design of microforming process:(1) Characteristics of volume process: The design for microforming process realized in laboratory is different from the one for mass production. Production rate and cost are particularly concerned in mass production. They have a close relationship with the process sequence and material handling equipments. These issues need to be taken into consideration for mass production of micropart.Fig. 5 The OLP and CLP regions on the compressedmicroring.Fig. 6 The increase of OLP fraction with the decrease ofworkpiece size.(2) Interfacial friction: The size effect on the interfacial friction in microforming process of bulk material has been investigated via microring compression test [17] and micro double cup extrusion [33]. The friction coefficient could be identified based on the formed part geometry in both tests. The inner diameter of the deformed ring decreases with the increasing friction in the microring compression test, while the ratio of upper cup height to lower cup height increases with friction in the micro double cup extrusion. The interfacial friction in micro-sheet metal forming has been investigated via deep drawing [34]. The coefficient of friction could be identified based on the maximum deformation load or numerical method. Under a lubricated condition, the tendency of increasing interfacial friction with the decreasing workpiece size is the same in micro- bulk and sheet metal forming processes. To articulate the mechanism behind the change of friction with the decrease of formed part size, the surface topography of workpiece with roughness peaks and valleys is shown in Fig.4. When the tooling presses the lubricated material surface, the roughness peaks deform plastically. Lubricant could be trapped in the roughness valleys or squeezed out. When the lubricant is squeezed out, the so-called open lubricant pocket (OLP) is thus formed. The asperity supports the deformation load and is deformed to become flat. It results in theincrease of the real contact area (RCA) and friction. Whenthe lubricant is trapped in the roughness valleys, on the other hand, the so-called close lubricant pocket (CLP) is formed. Part of the deformation load is shared by the lubricant resulting in the decrease of normal pressure on the asperities. The material can slide on the tooling surface with lower friction. The OLPs are mainly concentrated at the edge of the contact surface. Fig.5 shows the OLP and CLP regions on the compressed microring. The thickness of the OLP region does not change with workpiece size [32, 35, 36]. Therefore, the OLP fraction increases with miniaturization, resulting in the increase of friction as shown in Fig.6.Fig. 7 Schematic illustration of the micro-extrusion die set.(3) Ejection of micro-formed part:The surface-to-volume ratio increases with the decrease of workpiece size. It makes the ejection of workpiece difficult. This is because the tooling-workpiece interfacial friction is associated with the contact surface area, while the strength of the material is associated with the volume of material. The strength of formed part is decreased and the interfacial friction force becomes significant when the part size is decreased to micro-scale, thereby, the ejection force to overcome the friction force might damage the formed part. To facilitate the ejection of micro-extruded part, it could separate the die cavity into two halves as shown in Fig.7. But this significantly lowers the production rate. Therefore, it is only suitable for doing experiment in the laboratory to investigate the deformation behaviour. But this principle can be employed in microforming system design to realize the opening of die from multi-direction.(4) Hybrid forming system: Manufacturing of micropart might involve a process chain. High part quality and production rate can be achieved with a properly defined process chain. The adhesive forces induced by surface tension, Van-der-Waals-force and electrostatic make the microparts are prone to stick with the forming or handling tool. It leads to the difficulty on handling or transporting micro-sized workpiece. Therefore, the process chain should be short and avoid transporting micro-sized workpiece among different forming operations in order to reduce manufacturing error and achieve high accuracy and efficiency. Hybrid forming system, which combines different forming operations in a single system, could be considered. Fig.8 shows a schematic illustration of a hybrid forming system which combines micro-blanking and micro-deep drawing operation with one single stroke.Fig. 8 Hybrid forming system which combines micro-blanking and micro-deep drawing operations.Fig. 9 Micro- (a, b) die and (c,d) punch for micro-extrusion.(5) Tooling fabrication: Microforming tool is subjected to high stress in forming process, the hardness of greater than 50 HRC is needed. High speed tooling steel and tungsten carbide are commonly used as microtooling material. For the macro-sized forming tool, tooling steel is machined at its soft state and followed by heat treatment, polishing and surface treatment to obtain the desired geometry, hardness and surface finishing. However, the amount of inevitable deformation in the heat treatment process often exceeds the allowable dimensional deviation. The micro-sized forming tool is thus usually machined at its hard state. Grinding, micromilling and electro discharge machining processes are widely employed to fabricate the micro-sized forming tool. Fig.9 shows the micro- die and punch for micro-extrusion which are fabricated by electro discharge machining and grinding processes. The dimensional tolerance of the machining process is independence of workpiece size, dimensional tolerance of tens of microns might not be significant to macro-sized forming tool, but it is relatively large for the micro-sized tool. There is an exponential correlation between the dimensional accuracy and machining cost. Determination of dimensional tolerance is thus critical in controlling the cost and quality of theformed part.0.00.20.40.60.8 1.00100200300400T ru e s t r e s s (M P a )True strain2X3mm 1.5X2.25mm 1X1.5mm0.75X1.125mmFig. 10 The change of flow stress with workpiece size.161820V o l u m e f r a c t i o n o f s u r f a c e g r a i nNo. of grains along billet diameterFig. 11 The change of volume fraction of surface grain withthe number of grains along the diameter of workpiece.5 Material size effectsThere are interactive effects between workpiece size and microstructure on deformation behaviour (flow stress and flow behaviour) and the characteristics of the formed part (mechanical properties, surface finishing and dimensional tolerance) in microforming process. In development of micropart, therefore, it needs to consider the characteristics of the micro-sized workpiece at initial, deforming and deformed states. The followings are the material size-related properties which need to be considered in both part and process design.(1) Flow stress: The flow stress, which represents the strength of forming material, determines the material flow behaviour and deformation load in microforming process. It further affects the geometrical accuracy of the formed part [20] and process determination. Fig.10 shows the flow stress obtained from the compression of Al6061 cylinders with different sizes. It can be seen that the flow stress is decreased with the decrease of workpiece size. Miyazaki et al. [37] found that the dislocations are equally distributed in grain boundaries and inside the grain at the inner region of the deformed material. At the surface layer of material, however, the dislocation tangles only occur near the three-fold node of grain boundaries and a few dislocations are heterogeneously distributed inside the grain. Based on their findings, it can be concluded that the deformation behaviour of the surface material is different from the inside one. The free surface material has less constraint and lower flow stress. The decrease of flow stress could be attributed to the change of the volume fraction of surface grains [13, 38]. The number of grains along the workpiece diameter is large and the volume fraction of surface grains is small in macro-scaledworkpiece. When the workpiece size is decreased to micro-scale, there are only are a few grains in the workpiece and the volume fraction ofsurface grains is increased tremendously, resulting in the decrease of flow stress, as shown in Fig.11.Fig. 12 End surfaces of the original and compressedworkpieces.(2) Flow behaviour: The material size effect influences the material flow behaviour in micro plastic deformation process. Fig.12 shows the end surfaces of the original and compressed Al6061 cylinders with different sizes. It can be seen that the shapes of the compressed workpieces change from circular to irregular shape with the decrease of workpiece size. The similar phenomenon is also observed in the compression of copper cylinders with the change of grain size as shown in Fig.13. It can be seen that inhomogeneous deformation arises in the case with coarse grains. The irregular shape of workpiece is caused by the random characteristics of grain structure. The behaviour of single grain is anisotropic and the crystallographic orientations of the neighbouring grains are different. The ideal deformation behaviour of polycrystalline metal is isotropic in macro-scale due to the large ratio of workpiece size to grain size, different grains with different sizes and orientations are evenly and randomly distributed within the workpiece as shown in Fig.14. Each grain plays its small role in the overall material deformation behaviour. Therefore, the material has isotropic properties in macro-scale. When the workpiece size is scaled down to micro-scale and the grain size is relative large, there are only a few grains in the workpiece. The even distribution of different grains no longer exists and the material deformation behaviour thus changes. The properties (size and orientation) of each grain play a significant role in the overall material deformation behaviour. The size effect on deformation behaviour becomes significant for the material nature changing from polycrystalline to single crystal.Fig. 13 The microstructrure of the original and compressedworkpiece with different grain sizes.Fig. 14 The transition of polycrystal to single crystal.Fig. 15 The variations of fracture strain with t/d.(3) Fracture behaviour: Based on the tensile test of thin copper foil in this research, it is found that the fracture strain decreases with the decrease of ratio of foil thickness (t ) to grain size (d ) as shown in Fig.15. When the workpiece thickness is in the order of grain size or even smaller, it might perform like a single crystal with less constraint by neighbouring grains. Only a few slip systems are activated to realize deformation, resulting in small fracture strain [39]. In addition, flat blank is commonly produced by rolling process which leads to the development of textured microstructure and anisotropic properties. In micro-deep drawing process, such anisotropic properties are favourable as less thinning will be experienced when the material is drawn. It can be seen in Fig.16 that the defect-free part can be formed with the textured microstructure while the fracture occurs with the recrystallized microstructure.(4) Surface finishing: Fig.17 shows the compressed pure copper cylinders with different sizes. It can be seen that the free surface texture becomes rough with the decrease of workpiece size. It is because the decreasing number of grains in workpiece with the decreasing of workpiece size, resulting in the increase of inhomogeneous deformation.Fig. 16 Micro-deep drawing of pure copper with differentmicrostructures.Fig. 17 The compressed pure copper cylinders with originaldimensions of (a) Ø1.5×2.25, (b) Ø1×1.5, (c) Ø0.75×1.125 and(d) Ø0.5×0.75mm.S p r i n g b a c k (%)Billet diameter (mm)Fig. 18 The amounts of springback with different sizes ofworkpiece.(5) Springback: In micropart development, control of geometrical accuracy of the formed part is a critical issue, since the requirement of dimension deviation with less than a few microns is always needed. The springback caused by the elastic recovery of the forming material affects the dimensional accuracy of the formed parts. The springback in the microforming process is investigated via compression of Al6061 cylinders with different sizes in this research. The amount of springback is defined as %100)()((%)Springback coco f h hh (1)where h o is the original height of workpiece, h f is the final height of workpiece after unloading and c is the compression displacement at the end of stroke. (h o - δc ) can be interpreted as the desired final height of the compressed workpiece, while the springback actuallyF r a c t u r e S t r a i nt/dpresents the undesirable geometrical dimension change. The amounts of springback for different compressed workpieces with different sizes are measured and shown in Fig.18. It is found that the amount of springback is increased with the decrease of the workpiece size. The increase of springback could be attributed to the decrease of grain boundary feature with miniaturization. The grains in the material become less constrained that facilitates the elastic recovery.(6) Formed part properties:In the case of using coarse grain materials, the inhomogeneous deformation in microforming process will lead to the irrational local deformation. The mechanical properties could be different in different formed parts even by using the same batch of material and under the same forming condition. This is due to the random characteristics of the grain structure. In addition, large strain might be localized at the specific region and cause fracture in subsequent forming/machining operation. Engel and Eckstrein [4], Parasiz et al. [21, 27] and Egerer [40] have revealed this kind of size effect based on the hardness distribution on the micro-extruded and micro-bended parts through micro-indentation test.6 ConclusionThe conventional knowledge and know-how in macroforming are no longer efficient or valid for supporting micropart design and development via microforming. It is due to the material size effect when the part or part feature size is decreased to micro-scale. This not only makes the material handling difficult, but also significantly affects the material flow and fracture behaviors in the forming process. These issues are critical to the quality of micro-formed part in terms of the dimensional accuracy, surface finishing and mechanical properties. In addition, the design of micro-scaled part and process is usually based on trial-and-error approach. The uncertainties in the design process often lead to late design changes, long development lead-time and high cost. How to ensure “design right t he first time” and reduce trial and error in workshop are critical. To achieve these goals, integrated product and process design in consideration of material size effect in up-front design stage is necessary. In this research, the technical aspects among micropart design, process design and material size-related properties have been articulated based on the experimental results from this research and prior studies. All the technical issues articulated in this paper are critical to eliminate the uncertainties in up-front design stage, reduce trial and error in workshop and yield quality micro-formed part at high production rate and low production cost.AcknowledgementThe authors would like to thank the funding support to this research from the Research Grants Council of Hong Kong Government under the project of B-Q08V and the project of A-PJ29 from The Hong Kong Polytechnic University.References[1] A. Mital, Product development : a structured approach to consumer product development, design, and manufacture. 2008, Amsterdam ; Boston, MA: Elsevier/Butterworth-Heinemann. xviii, 425 p. [2] D.L. Shunk, Integrated process design and development. The Business One Irwin/APICS library of integrated resource management. 1992, Homewood, Ill.: Business One Irwin. xix, 260 p.[3] E.B. Magrab, Integrated product and process design and development : the product realization process. Environmental and energy engineering series. 1997, Boca Raton, Fla.: CRC Press. 306 p.[4] U. Engel and R. Eckstein. Microforming - from basic research to its realization. Journal of Materials Processing Technology 125, (2002) pp 35-44[5] M.W. Fu and Z.J. Luo. The simulation of the viscoplastic forming process by the finite-element method. Journal of Materials Processing Technology 55, 3-4 (1995) pp 442-447[6] M.W. Fu and Z.J. Luo. The prediction of macro-defects during the isothermal forging process by the rigid viscoplastic finite-element method. Journal of Materials Processing Technology 32, 3 (1992) pp 599-608[7] M.W. Fu, M.S. Yong, K.K. Tong, and T. Muramatsu.A methodology for evaluation of metal forming system design and performance via CAE simulation. International Journal of Production Research 44, 6 (2006) pp 1075-1092[8] M.W. Fu and B.Z. Shang. Stress-analysis of the precision forging die for a bevel gear and its optimal-design using the boundary-element method. Journal of Materials Processing Technology 53, 3-4 (1995) pp 511-520[9] K.K. Tong, M.S. Yong, M.W. Fu, T. Muramatsu, C.S. Goh, and S.X. Zhang. CAE enabled methodology for die fatigue life analysis and improvement. International Journal of Production Research 43, 1 (2005) pp 131-146 [10] S.G. Kang, Y. Na, K.Y. Park, J.E. Jeon, S.C. Son, and J.H. Lee. A study on the micro-formability of Al 5083 superplastic alloy using micro-forging method. Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing 449, (2007) pp 338-342 [11] C.J. Wang, D.B. Shan, J. Zhou, B. Guo, and L.N. Sun. Size effects of the cavity dimension on the microforming ability during coining process. Journal of Materials Processing Technology 187, (2007) pp 256-259 [12] S. Hinduja, L. Li, F. Vollertsen, Z. Hu, H. Wielage, and L. Blaurock, Fracture Limits of Metal Foils in Micro Forming, in Proceedings of the 36th International MATADOR Conference. 2010, Springer London. p. 49-52.[13] M. Geiger, M. Kleiner, R. Eckstein, N. Tiesler, and U. Engel. Microforming. Cirp Annals-Manufacturing Technology 50, 2 (2001) pp 445-462[14] Y. Qin, Micro-manufacturing engineering and technology. 1st ed. 2010, Oxford [England]: William Andrew. xiv, 414 p.[15] W.L. Chan, M.W. Fu, and J. Lu. The size effect on micro deformation behaviour in micro-scale plastic deformation. Materials & Design 32, 1 (2011) pp 198-206 [16] W.L. Chan, M.W. Fu, J. Lu, and J.G. Liu. Modeling of grain size effect on micro deformation behavior in micro-forming of pure copper. Materials Science and Engineering: A 527, 24-25 (2010) pp 6638-6648[17] A. Messner, U. Engel, R. Kals, and F. Vollertsen. Size effect in the FE-simulation of micro-forming processes. Journal of Materials Processing Technology 45, 1-4 (1994) pp 371-376[18] A. Rosochowski, W. Presz, L. Olejnik, and M. Richert. Micro-extrusion of ultra-fine grained aluminium. International Journal of Advanced Manufacturing Technology 33, 1-2 (2007) pp 137-146[19] C.C. Chang and T.C. Wang. Effects of Grain Size on Micro Backward Extrusion of Copper. Advances in。
湖大2011SIT立项

工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工管 工训中 心 工训中 心 工训中 心 工训中 心 环工 环工 环工 环工 环工 环工 环工 环工 环工
邹倩雯 曾婷 林妙娜 曾雪雅 黄毅鹏 牛淑静 何珊 郑帅 杨柠旭 刘冬冬 雷雯霁 沈宇基 王奥然 蔡建强 查伟 王亚双 黄棉棉 王媛 徐洁丹 王振国 何雄 龙国 卢伟健 杨磊 邓定建 苏宇宁 黄天来 郭文颖 卿任鹏 万佳 华珊珊 袁定芬
32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68
电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 电信 法学 法学 法学 法学 法学 法学 法学 工管 工管 工管 工管 工管 工管
张慧忠 仇莉娜 李欣欣 李博 周小平 汪远 胡壮丽 阳敏 吴劲翔 王新坤 钟杭 杨晟 张亚飞 付强 宋浩冉 邹美芳 卢航 徐抗 陈诚 周忻宇 于浩祺 马瑞泽 韩航星 谢金才 罗媛 王小锋 张雁冰 刘新 郑泽星 谢婉霖 李菁 李卫康 潘晶 龙腾 孔令飞 颜钰 张宇青
电气2009 测控2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 测控2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 电气2009 法学09 法学09 法学09 法学09 法学09 法学09 法学09 信管2009 信管2009 管理2009 会计2009 会计2009 会计2009
2011年npra年会综述

本综述的整理基于下述同志提供的专题综述。
整理人:李正- 1 -2011年NPRA年会综述1 前言第109届NPRA年会于2011年3月20~22日在美国德克萨斯州(TX)圣安东尼奥(San Antonio)举行。
本届年会与会代表约1400位,主要来自美国本土约50家炼油与销售公司及26个其它国家的31家炼油企业;此外,会议还吸引了约300家为炼油企业服务的技术、工程和化学公司。
本届年会技术单元共宣讲报告74篇,分为15个专题,包括问题(Issues)、炼油战略问题(Strategic Refining Issues)、流化催化裂化技术(FCC Technology)、流化催化裂化操作(FCC Operations)、加氢技术(Hydroprocessing)、氢气(Hydrogen)、汽油(Gasoline)、可再生燃料(Renewable Fuels)、燃油标准(Fuels Regulations)、可靠性(Reliability)、工艺安全(Process Safety)、操作与安全(Safety)、原油供应(Crude Oil Supply)、劳动力效率(Workforce Effectiveness)、公用和界外设施(Utilities and Offsites)。
与上届年会相比,本届年会增加了原油供应、可靠性、公用和界外设施三个新专题;同时,有关安全方面的内容显著增加,专题数目由1个增加至2个,报告数目由6篇增加至11篇。
2 美国炼油工业面临的问题本届年会的问题和炼油战略问题两个专题的报告共有7篇(获原文4篇),反映了当前美国炼油工业面临的6大政策法规问题以及炼油战略问题。
相对于往年报告中提到了美国炼油业面临的挑战和机遇,本届年会似乎更加强调美国炼油业发展需面对的问题。
2.1 美国炼油工业面临六大政策法规问题[1]美国炼油工业面临着日益严格的环境、燃料标准等方面的法规,这将导致美国炼油成本的增加以及盈利能力的下降。
湖南大学电气与信息工程学院高水平国际学术会议目录
收录情况:EI收录
6
电气工程
顶级会议
收录情况:部分SCI、EI收录
5
电气工程
顶级会议
IEEE Transmission &Distribution Conference and exhibition
T&D
IEEE 输电和配电会议与展览
IEEE Power & Energy Society
时间:两年一次
规模:IEEE电力工程师协会输、配电方面的权威性国际会议
收录情况:部分SCI、EI收录
7
电气工程
顶级会议
IEEE Applied Power Electronics Conference and Exposition
APEC
IEEE应用电力电子学会议和产品展示会
时间:每年3月
地点:美国
基本介绍:主要与会者为电力电子方面专业人员,APEC涉及设计、制造和销售各种电力电子设备多个方面,并开展高质量的专业教育研讨会,强调应用成果,得到世界大公司赞助,安排大型展览会。
17
电气工程
A类会议
IEEE International Conference on Power Electronics and Drive Systems
PEDS
IEEE 电力电子与驱动系统国际会议
IEEE POWER ELECTRONICS SOCIETY
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文提出了应用 于输入电压不平 衡的三相电压源 逆变器中的一种 基于空间矢量调 制的直接功率控 制方法
13
参会论文 5. 电动汽车永磁同步电机MTPAC曲线模拟控制(Curve
14
6.大功率直驱永磁同步风力发电机优化设计(Optimal Design of the Direct-Driven High Power Permanent Magnet Generator Turbine by Wind)
齿槽转矩:永磁电机中,永磁体和有槽电枢铁心相互作用 产生
振动和噪声;转矩波动,电机不能平稳运行
11
参会论文 3. 内置式永磁同步电机转子优化设计(Optimal design of the
rotor structure for interior permanent magnet synchronous motor ) 转子辅助槽 转子轭部挖洞
12
参会论文 4. 新型SVM-DPC控制用于不对称故障下并网变流器控制 (A
本文提出将一种新的偏移磁极的方法应用于大功率直驱风 力发电机,通过有限元仿真,通过有限元的方法对空载和 负载进行了仿真。仿真结果表明通过这种磁极偏移方法, 可以有效消弱齿槽转矩,减少空载感应电压谐波分量,有 助于直驱永磁同步风力发电机获得良好的性能。
Analog Control of Maximum Torque Per Ampere for Permanent Magnet Synchronous Motor Used in Electric Vehicles) 文章提出了最大转矩/电流控制曲线模拟的控制方案,实现 了对内置式永磁同步电机简单、高效率的鲁棒性控制。该 控制方案通过对转矩与定子电流分量函数的换元简化,运 用迭代法求出定子电流交、直轴电流分量。采用最小二乘 法对数据点进行曲线模拟,将其转化为三段最高次数为2 的曲线。
3
塞图巴尔
里斯本
4
主办方:IEEE–IES, 工业电子学会是IEEE的主要分会之一, 成员包括电子及电气科学应用在工业过程控制、处理、测量 等方面的专业人员
会议征集:Paper Submission:15,11, 2010 Notification of acceptance: 10 ,2, 2011 Final submissions due:7 ,3, 2011
10
参会论文 2. 基于模糊自抗扰控制器的IPMSM无速度传感器控制
(IPMSM Sensorless Control Based on Fuzzy Activedisturbance Rejection Controller for Electric Vehicle) 在电动汽车用内嵌式永磁同步电机 (interior permanent magnet synchronous motor,IPMSM)无速度传感器控制系 统中,提出了一种新型自抗扰IPMSM控制方案。可提高系 统的鲁棒性和自适应能力。针对自抗扰控制器(ADRC) 参数不便于实际操作和整定,引进模糊控制,结合各自的 特点,给出了一种基于模糊控制原理的改进型自抗扰控制 算法。
关于参加西班牙马拉加PowerEng2011国际学术会 议的学术报告
姓名:刘婷 导师:黄守道 教授
1ห้องสมุดไป่ตู้
会议介绍 参会过程 旅途见闻
2
IEEE PowerEng介绍 英文全称:the IEEE International Conference on Power Engineering, Energy and Electrical Drives 中文全称:2011 IEEE电力工程 、能源与电力驱动国 际会议
会议地点:Hotel Amaragua
5
会议宗旨
The lemma for the present edition of the conference is “…Integrating Renewables into SmartGrids”. SmartGrids and renewable energies are quickly becoming cornerstones of modern and sustainable power systems. Most likely, they will play a key role in the next decades for highly automated and carbon-free power systems.
6
会议主题 ①发电、输电与配电 (POWER GENERATION, TRANSMISSION AND DISTRIBUTION); ②电力电子系统与应用 (POWER ELECTRONICS, SYSTEMS AND APPLICATIONS); ③智能电网技术与应用 (SMARTGRIDS TECHNOLOGIES & APPLICATIONS); ④发电机与可调速驱动器(ELECTRICAL MACHINES AND ADJUSTABLE SPEED DRIVES); ⑤可再生能源技术(RENEWABLE ENERGY SOURCES AND TECHNOLOGY); ⑥教育(EDUCATION)。
7
会议介绍 参会过程 旅途见闻
8
会 议 日 程 安 排
9
参会论文 1.无轴承永磁电机无位移传感器气隙磁场定向控制 (Optimal
Design of the Direct-Driven High Power Permanent Airgap Flux Oriented Vector Control for the Sensorless Bearingless Permanent Magnetic Motor) 提出了一种基于转矩绕组气隙磁场定向的表贴式无轴承永 磁电机控制算法,及一种在旋转坐标系中利用悬浮绕组气 隙磁链计算转子位移的位移自检测方法,系统可实现电磁 转矩与悬浮力的完全解耦及无径向位移传感器的稳定运。