项目:大小球分类传送plc
plc大小球分拣
大小球分拣系统
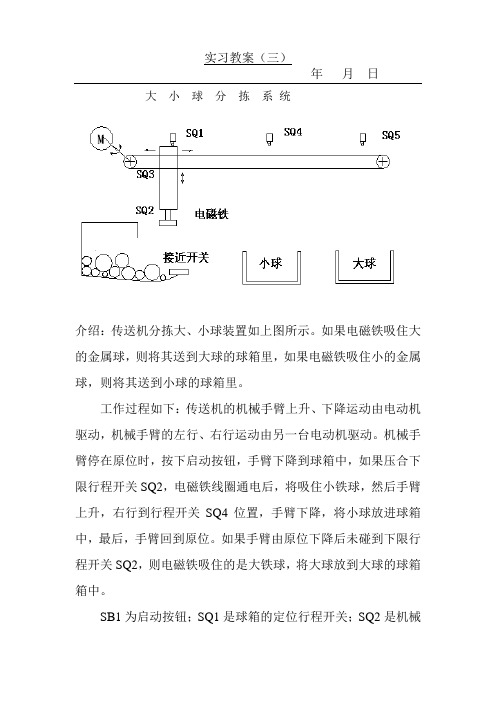
介绍:传送机分拣大、小球装置如上图所示。
如果电磁铁吸住大的金属球,则将其送到大球的球箱里,如果电磁铁吸住小的金属球,则将其送到小球的球箱里。
工作过程如下:传送机的机械手臂上升、下降运动由电动机驱动,机械手臂的左行、右行运动由另一台电动机驱动。
机械手臂停在原位时,按下启动按钮,手臂下降到球箱中,如果压合下限行程开关SQ2,电磁铁线圈通电后,将吸住小铁球,然后手臂上升,右行到行程开关SQ4位置,手臂下降,将小球放进球箱中,最后,手臂回到原位。
如果手臂由原位下降后未碰到下限行程开关SQ2,则电磁铁吸住的是大铁球,将大球放到大球的球箱箱中。
SB1为启动按钮;SQ1是球箱的定位行程开关;SQ2是机械
手臂下降时下限行程开关,除限位作用外还要判断机械手臂抓的是大球还是小球;SQ3是机械手臂上升时限位行程开关;SQ4和SQ5分别是小球球箱和大球球箱定位行程开关。
一、输入输出地址表
SB1为启动按钮,SQ1是球箱的定位行程开关,SQ2是机械手臂下降时下限行程开关,除限位作用外还要判断机械手臂抓住的是大球还是小球;SQ3是机械手臂上升时限位行程开关;SQ4和SQ5分别是小球球箱和大球球箱定位行程开关。
二、状态流程图。
大、小球分拣传送机械PLC控制梯形图的设计与调试

目录引言 (1)第一章课程设计要求及任务 (2)1.1设计要求 (2)1.2设计任务 (2)第二章系统总体方案设计 (2)2.1大、小球分拣传送机械系统的功能 (2)2.2大、小球分拣传送机械系统的结构 (3)2.3大、小球分拣传送机械的设计思想 (3)2.4主电路设计 (3)2.5确定I/O信号数量,选择PLC的类型 (3)2.6确定电器元件I/O分配表 (4)2.7控制系统的接线图 (4)第三章控制系统设计 (4)3.1大、小球分拣传送机械的运行流程 (4)3.2大、小球分拣传送机械控制程序流程图 (6)3.3大、小球分拣传送机械控制程序的梯形图 (6)3.4大、小球分拣传送机械控制程序的语句表 (6)第四章结束语 (9)参考文献 (10)引言本课程设计主要对PLC程序的结构、特点、各器件的性能以及对被公职对象的控制过程进行具体研究,并通过PLC来实现对大小球分拣系统的控制,随着工业自动化、机械化进程的加速,自动控制正在逐步取代传统的人工控制,在改善工作人员的工作环境的同时也使生产效率大大提升,为了最大限度的满足被控制对象和生产过程的控制。
在本课程设计中对于一些原来用继电接触器线路不易实现的要求,试用PLC后,将很容易实现。
在满足控制要求前提下,采用多种控制模式来对被控制对象进行安全可靠的控制操作,使功能更加全面,其中包括手动控制,自动控制模式,使其操作更强,便于企业各类人员操作,另外,该系统的手动控制模式,也使生产设备的检测和维护更加方便。
关键字PLC,大小球分拣,机械臂第一章课程设计要求及任务1.1设计要求1.大、小分拣传送机械示意图2. 控制要求:(1)机械臂起始位置在机械原点(见图),为左限、上限并有显示。
(2)有起动按钮和停止按钮控制运行,设停止时机械臂必须已回到原点。
(3)起动后,机械臂动作顺序为:下降→吸球→上升(至上限)→右行(至右限)→下降→释放→上升(至上限)→左行返回(至原点)。
PLC在大小球分拣传送装置中的应用
设计题目名称:PLC在大小球分拣传送装置中的应用学生姓名:周树奎摘要本设计是研制自动化程度高、工作可靠、稳定的机械臂控制系统,使其完成分拣大小球的全自动的机械设计。
本文阐述了应用西门子公司的具有高性能价格比的微型可编程控制器S7-200 PLC的自动分拣大小球控制系统。
该系统充分利用了学习中讲述的可编程控制器(PLC)的多方面的设计知识和方法,实现了机械臂从原点的下降、判断、抓取、上升、摆动、释放、还原等一系列的动作完成这一工序。
这一控制系统的实现和应用,充分体现了PLC系统在工业现场的应用,PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。
更重要的是使同一设备经过改变程序改变生产过程成为可能,根据设计和不同的需求改变数据和状况,还可以使其应用的范围更加广泛。
关键词:西门子、可编程控制器、自动控制、大小球分拣目录第一章PLC系统设计的基础知识 (1)1.1 PLC控制系统的构成与特点 (1)1.1.1PLC控制系统的构成 (1)1.1.2 PLC控制系统的特点 (2)1.2 PLC的产生与定义 (2)1.3 PLC的结构 (3)1.3.1 LC的基本组成 (3)1.4 PLC的应用、分类及程序语言 (6)1.4.1 PLC的应用 (6)1.4.2 PLC的分类 (7)1.4.3 PLC程序语言 (7)第二章PLC的基本指令介绍 (8)2.1 基本逻辑指令 (8)2.1.1 位逻辑指令 (8)2.1.2 置位/复位指令 (10)2.1.3 定时器指令 (10)2.2 顺序控制指令 (11)2.2.1 顺序控制指令介绍 (11)2.2.2 顺控指令的使用 (11)2.2.3 使用说明 (12)第三章PLC在大小球分拣系统中的设计 (13)3.1 PLC分拣大小球的控制要求 (13)3.2分拣大小球的系统结构示意图 (14)3.3分拣大小球控制接线图 (15)3.3.1 大小球分拣控制电路图 (15)3.3.2 接线时注意事项 (15)第四章大小球分拣系统的PLC程序设计 (17)4.1 I/O点分配 (17)4.2 程序指令表 (17)4.3 状态流程图 (18)4.4 程序梯形图 (18)4.5 程序调试 (25)总结 (26)参考文献 (27)致谢 (28)江苏建筑职业技术学院毕业设计说明书- 1 - 第一章 PLC 系统设计的基础知识1.1 PLC 控制系统的构成与特点1.1.1 PLC 控制系统的构成 通常机械设备的电气控制主要由控制电器、保护电器和电动机等组成。
机械手大小球分拣系统

课程设计报告课题:大小球分拣传送机械PLC控制班级:09电气一班姓名:梁东山学号:2009301020112摘要机械手的积极作用正日益为人们所认识,其一,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送。
因为,它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用。
尤其在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分捡,本课题拟开发物料搬运机械手,采用的德国西门子S7-200系列PLC,对机械手的上下、左右以及抓取运动进行控制。
用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
关键词:机械手、 PLC、大小球目录一:可编程控制器(PLC)简介二:控制要求三:设计思路以及工作原理四:I/O分配表五:PLC端子接线图六:指令表七:梯形图八:程序调试与运行九:结束语十:参考文献1.可编程控制器(PLC)简介:可编程控制器PLC可编程序控制器:英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,是一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程.作为自动控制装置的核心,它具有功能强,可靠性高等诸多优点,PLC实验装置采用的是模块化结构,主要模块有可编程序控制器、编程器模块,九种实验模块,按钮、开关输入模块和继电器输出模块,以及四层电梯模型。
该装置可以完成各种指令系统训练以及多种控制对象的程序设计训练。
PLC是一种可编程的数字逻辑控制设备,早期用于开关量的逻辑控制,多用作控制电动机正反转和电磁阀的开关动作,从而控制机械设备的运转。
plc大小球分拣系统课程设计
学院Henan Polytechnic Institute 毕业设计(论文)题目__________班级__________姓名__________指导教师__________前言系统在社会各行各业如:物流配送中心、邮局、采矿、港口、码头、仓库等行业得到广泛运用,分拣系统能够大大提高企事业单位该环节的生产效率。
机械臂自动分拣机构的积极作用正日益为人们所认识,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的筛选与传送。
因为它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐,因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用,尤其在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分拣,本课程设计拟设计大小球分拣传送机控制系统的PLC设计,采用的德国西门子S7-200 系列(cpu-224)PLC,对机械臂的上下、左右以及抓取运动进行控制,用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
关键词:大小球分拣控制系统;PLC;行程开关目录第1章设计内容 (3)1.1 大小球分拣传送机械控制系统设计内容简介 (3)1.2 大小球分拣传送机械控制系统功能分析 (4)第2章大小球分拣传送系统的硬件电路 (5)2.1按控制要求进行功能分析 (5)2.2确定I/O信号数量,选择P LC的类型 (6)2.3分拣大小球控制的I/O接线图 (6)2.4分拣大小球控制的电器元件配置表 (7)第3章大小球分拣传送系统的软件设计 (8)3.1分拣大小球控制的运行框图 (8)3.2分拣大小球控制程序的梯形图 (9)3.3分拣大小球控制程序的指令表 (11)第4章软件硬件调试 (14)心得体会 (14)参考文献 (15)第1章设计内容1.1 大小球分拣传送机械控制系统设计内容简介学院此次安排我们进行了电气自动化的毕业设计,对我们系统总结学习知识是很有益处的。
PLC控制大小球分拣传送机

PLC控制大小球分拣传送机1. 引言本文档介绍了如何使用PLC(可编程逻辑控制器)控制大小球分拣传送机。
传送机是工厂自动化生产线中常见的设备,它可以将待分拣的物体按照不同的尺寸分拣到不同的位置。
本文档详细描述了PLC控制大小球分拣传送机的硬件结构、PLC 程序设计以及运行原理。
2. 硬件结构大小球分拣传送机的硬件结构主要包括以下几个部分: - 传送带:用于将物体从起点传送到分拣区域。
- 传感器:用于检测物体的尺寸。
- 分拣装置:根据检测到的尺寸,将物体分拣到不同的位置。
- PLC:负责控制传送带、传感器和分拣装置的运行。
3. PLC程序设计PLC程序设计是控制大小球分拣传送机的关键。
下面是一个简单的PLC程序的框图示例:START|- 检测传感器状态|- 如果感知到小球|- 传送带升起|- 推动小球到小球分拣位置|- 如果感知到大球|- 传送带升起|- 推动大球到大球分拣位置|- 传送带下降END在PLC程序中,首先会检测传感器的状态。
当感知到小球时,传送带会升起,然后将小球推动到小球分拣位置。
当感知到大球时,传送带会升起,然后将大球推动到大球分拣位置。
最后,传送带会下降,准备接收下一个物体。
4. 运行原理当PLC接收到输入信号后,按照程序的逻辑顺序执行相应的输出操作。
在本例中,PLC会根据传感器的输出信号,控制传送带的升降和分拣装置的运动,以实现大小球的分拣。
传送带通过电机驱动,可以根据PLC的控制信号控制其升降。
传感器通过感知物体的尺寸来产生输出信号,然后将该信号传送给PLC。
分拣装置根据PLC的控制信号,将物体推送到相应的分拣位置。
5. 总结本文档介绍了使用PLC控制大小球分拣传送机的原理和方法。
通过合理的硬件结构设计和PLC程序编写,可以实现精确而高效的物体分拣。
大小球分拣传送机械PLC控制梯形图的设计与调试
大小球分拣传送机械PLC控制梯形图的设计与调试专业:班级:姓名:学号:2020年06月目录摘要 (3)第一章 PLC应用系统设计基础知识 (4)1.1 PLC操纵系统设计的原那么和内容。
(4)1.2 PLC的选型 (4)1.2.1 性能与任务相适应 (5)1.2.2 PLC的处理速度应满足时实操纵的要求 (5)1.2.3 PLC应用系统结构合理、机型系列应统一 (5)第二章PLC在大小球的分拣系统中的设计 (6)2.1 系统的功能 (6)2.2 大小球分拣系统的结构 (6)2.3 I/O编址及工作框图 (7)2.4 大小球分拣的设计思想 (8)2.5 机械手分拣球操纵系统的接线图 (9)第三章机械手分拣大小球系统的操纵程序 (10)3.1 机械手分拣大小球操纵的程序流程图 (10)3.2 机械手分拣大小球操纵程序的梯形图 (11)第四章总结 (17)参考文献 (18)摘要机械手的积极作用正日益为人们所认识,其一,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时刻和位置来完成工件的传送。
因为,它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用。
专门在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的进展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分捡,本课题拟开发物料搬运机械手,采纳的德国西门子S7-200系列PLC,对机械手的上下、左右以及抓取运动进行操纵。
用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,操纵机械手完成各种动作。
关键词:机械手、 PLC、大小球第一章 PLC应用系统设计基础知识PLC应用系统设计要紧包括硬件设计、软件设计、施工设计和安装调试等内容。
本课程设计着重在系统设计和程序设计。
1.1 PLC操纵系统设计的原那么和内容。
1、大、小球分拣传送机械PLC控制系统

《PLC控制技术》实训任务书(一)题目:大、小球分拣传送机械PLC控制系统实训学生需要完成2个基础实训项目和1个综合型自主实训项目的训练。
一、基础实训项目一:变频器对电机的运行控制一)实训目的1、进一步巩固掌握PLC基本指令功能的及其运用方法;2、根据实训设备,熟练掌握PLC的外围I/O设备接线方法;3、掌握异步电动机变频调速原理,熟悉变频器的用法。
二)实训设备PLC主机单元模块、电位器、MM440(或MM420)变频器、个人计算机 PC、PC/PPI 编程电缆。
三)工艺控制要求使用变频器实现异步电动机的可逆调速控制,即可以电动机可正反向运行、调速和点动功能。
参考电气原理图见教材p85,速度控制有两种方式:(1)由外接的电位器控制,(2)由PLC的模拟量输出通道控制。
四)实训步骤1、进行PLC的I/O地址分配,并画出变频器对电机控制的PLC控制系统的接线图。
2、设计由PLC 控制的梯形图程序。
3、输入自编程序,上机调试、运行直至符合动作要求。
二、基础实训项目二:模拟量采集与数据处理的综合应用一)实训目的1、掌握PLC中模拟量输入、输出的基本工作原理;2、掌握数据处理指令的运用方法;3、熟悉组态王与PLC的连接使用。
二)实训设备PLC主机单元模块、电位器、万用表、个人计算机 PC、PC/PPI 编程电缆。
三)实训项目原理与要求1、用扩展模块中的电位器模拟温度测量变送器,假设当温度是0℃时,对应电位器输出0V电压,假设当温度是100℃时,对应电位器输出电压10V。
用CPU 224XP的模拟量输入通道采集电位器电压,进行标度变换,将转换后的温度值存储在变量存储器中,并在组态界面上显示出具体温度。
2、用PLC模拟量输出通道控制电动执行器,执行器开度设置为0%时,输出电压为0V,执行器开度为100%时,输出电压10V。
执行器开度控制量的多少采用组态王软件输入,观察模拟量输出的数值,并用万用表测量输出电压值。
基于PLC控制大小铁球分拣系统枣庄学院课程设计

PLC 编程及应用课程设计大小球分选系统的PLC 控制学 院: 机电工程学院专 业: 班 级: 机械设计及其自动化姓 名:学 号:时 间: 指 导 老 师: 2016.06.01孙 正目录第1章概述 (1)1.1选题背景 (1)1.2 PLC控制系统设计的原则和内容 (1)1.3控制要求 (2)第2章硬件设计 (3)2.1 主电路设计 (3)2.2 I/O地址分配及接线图 (3)2.3元件的选择 (4)第3章软件设计 (5)3.1顺序功能图 (5)3.2梯形图和状态表 (6)3.3面板接线图 (15)第四章软硬调试 (17)4.1系统调试 (17)4.2 使用说明 (17)设计感想 (18)致谢 (19)参考文献 (20)摘要机械手的积极作用正日益为人们所认识,其一,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送。
因为,它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用。
尤其在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分捡,本课题拟开发物料搬运机械手,采用的德国西门子S7-200系列PLC,对机械手的上下、左右以及抓取运动进行控制。
用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作大小球分选系统的PLC控制。
关键词:机械手;PLC;大小球AbstractPositive role of the manipulator is increasingly been recognized, first, it can partially replace human labor and can meet the requirements of production process, follow certain procedures, time and location to complete the transfer of artifacts. Because it can greatly improve the working conditions of workers, to speed up the pace of industrial production mechanization and automation. As a result, brought to the attention of the various advanced unit and invested a lot of manpower material resources to research and application. Especially in the occasion of high temperature and high pressure, dust, noise, more widely applied. In our country, modern also has a rapid development in recent years, and achieved certain results, brought to the attention of the various industrial departments. In the process of production, often have to be separated on the assembly line of products, this topic proposed development material handling manipulator, the German Siemens S7-200 series PLC, up and down, left and right sides of manipulator and grab motion control. Used for sorting through competing mechanism. We use the programmable technology, combined with the corresponding hardware device, control manipulator to complete various competing separation system of PLC control.Keywords: manipulator PLC competing第1章概述1.1选题背景大、小球选择分类传送作为工业中器件选择传送的一个写照,在工业控制中它的应用领域不断拓宽。
大小球分拣传送机械PLC控制梯形图设计与调试(CPL)
可编程控制器课程设计报告课题:大、小球分拣传送机械PLC 控制梯形图的设计与调试(CP1L)姓名:班级:0891311学号:10891311指导教师:2010年12月30日一、系统功能()1.本系统为大小球分拣传送机械,采用机械手臂,按照事先设定的步骤,通过一系列的程序自动完成大小球的分拣操作。
2.用两个三相异步交流电动机的正反转分别来控制机械手臂的上行、下行、左行、右行。
3.系统采用欧姆龙公司的CP1L型号的PLC作为主控制器,性能良好,能适应复杂的环境,尤其是在高温、高压、粉尘、噪音的场合。
4.系统可作为操控机械,部分代替人类的劳动并且达到要求,改善了工人的劳动环境,减轻了工人们的劳动强度,节省了人类的劳动时间,使得生产过程实现自动化。
()二、控制方案工作方式:随着工业自动化、机械化进程的加速,自动控制正在逐步取代传统的人工控制,在改善工作人员的工作环境的同时也使生产效率大大的提高,为了最大限度地满足被控对象和产生过程的控制要求,我们选择了自动工作方式。
输入设备:(1)行程开关,又称限位开关,用于控制机械设备的行程及限位保护。
在实际生产中,将行程开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路的切换。
因此,行程开关是一种根据运动部件的行程位置而切换电路的电器,它的作用原理与按钮类似。
行程开关广泛用于各类机床和起重机械,用以控制其行程、进行终端限位保护。
行程开关按其结构可分为直动式、滚轮式、微动式和组合式。
直动式行程开关,其动作原理与按钮开关相同,但其触点的分合速度取决于生产机械的运行速度,不宜用于速度低于0.4m/min 的场所,在本课程设计中我们选择的是常闭直动式行程开关。
(2)接近开关,接近开关是一种对接近它的物体有“感知”能力的元件一一位移传感器,利用传感器对接近物体的敏感特性达到控制开关通或断的目的,当有物体移向接近开关,并接近到一定距离时,位移传感器才有“感知”,开关才会动作。
【说课稿】PLC控制大小球分拣系统(步进顺序控制指令应用)教学设计
【说课稿】PLC控制大小球分拣系统(步进顺序控制指令应用)【教学设计】当您乘坐飞机时,您是否担心自己的行李无法从众多行李中被准确挑选出来,当您网上购物时,您是否担忧自己的物品无法从物流公司的大量货物中被正确筛选出来,不用担心,分拣系统会帮您完成,这就是我今天说课的内容:“选择性流程控制程序”—PLC控制分拣大小球系统。
针对这一内容,我将紧扣大纲—析教材,整体感知—定目标,因材施教—述方法,学练结合—说过程,师生互动—评效果来谈对本课题教学的认识和设计。
一紧扣大纲析教材《可编程序控制器及其应用》一书由中国劳动社会保障出版社出版,作为电气自动化专业的一门专业课,采用了理论知识与技能训练一体化的模式,涵盖了有关职业技能鉴定中的知识和技能要求,突出了职业技术教育特色。
“步进顺序控制指令的应用”出自教材第三章,在保证知识连贯性的基础上,着眼于技能操作,力求浓缩精华,突出了针对性、典型性、实用性的特点,是引导学生参与到实践中来的关键转变环节。
为此我将本章内容安排为五个实习工作日进行讲解,今天我说课的内容是第三个工作日—“选择性流程控制程序”,作为顺序控制中的条件分支,选择性流程控制不但拓宽了顺控指令的应用范围,而且也为下一课题顺控指令综合运用做好铺垫,此部分内容的学习对于学生将来参加职业技能鉴定和就业都具有非常重要的作用,也为他们在将来的职业生涯中迈向新的台阶做好知识储备。
二整体感知定目标使用此教材的是电气自动化专业二年级的学生,他们通过低压电器、电力拖动控制等专业基础课的学习,已经具备了一定的理论基础。
由前面章节的学习作铺垫,学生能够通过独立编程完成简单控制系统的模拟操作,从前几次课题的实训可以看出,大部分学生思维比较活跃,对PLC学习产生了一定的兴趣。
但是,由于他们大多是初中毕业,对较难程序的编写缺乏信心,动手操作能力相对有所欠缺,使得注意力容易分散。
因此我抓住以上特点,将激发兴趣贯穿于整个教学活动中,促使学生提升专业知识与技能。
【精品】大小球分拣传送PLC控制
大小球分拣传送P L C控制摘要大、小球分拣传送以其对人们生活的积极影响特别是在工业上的普遍应用不断被人们所认识,作为可操控机械,它能够部分地代替人的劳动并能达到生产工艺的要求,遵循事先设定的步骤来完成工件的分拣传送,大大地节省了人类的劳动时间,更因其能适应复杂的环境,从而改善了人们的工作环境。
随着科技的不断发展,在工业领域其应用范围不断增加,并取得了一定的成果。
本课题设计了大、小球的分类选择传送系统,采用日本三菱公司的FX2N系列PLC,对机械臂的上下、左右移动以及对球的抓取和释放的运动过程进行控制。
我们利用可编程控制技术,并结合相应的硬件装置,来控制机械臂完成各种动作,实现大小球的分类选择传送。
关键词:PLC , 大小球 , 机械臂 , 原点显示资料内容仅供您学习参考,如有不当之处,请联系改正或者删除2第一章概述1.1选题背景大、小球选择分类传送作为工业中器件选择传送的一个写照,在工业控制中它的应用领域不断拓宽。
它能够通过编程来完成各种预期的作业任务,并能在各种复杂环境中工作,在构造和性能上兼有人和机器各自的优点,尤其在人工智能方面大大地增加其效率,同时也改善了人类的工作环境与工作强度。
中国在科技发展方面发展水平较低,在工业中分拣传送劳动密集型还占有相当大的份额。
由于人的劳动能力有限,并且人不能持续长时间的高强度工作,因此在劳动效率上往往是制约企业发展的关键性因素,为了提高劳动效率,抢占市场份额,各个企业也不断的引进和更新自动化设备来提高效率,同时降低人的工作强度。
因而这种自动化控制在工业控制中有很大优势。
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除31.2可编程控制器介绍可编程控制器起源于20世纪60年代末期,70年代随着微处理器的出现,使其真正成为具有计算机特征的工业控制装置。
随着科技的不断进步,可编程控制器也更加适用于现代工业的需要。
可编程控制器未来主要朝着以下方向发展:进一步加快CPU处理速度;变革操作控制方式,以增加对输入输出快速反应能力;由整体结构向小型模块化结构发展,增加配置的灵活性,降低成本;进一步系统提高可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图7-14 按钮式人行横道指示灯的状态转移图
M8002
S0
Y003 车道:绿
X000
X001 Y005 人行道:红
S20
Y003 车道:绿
T0
T0 K300
S21 T1
Y002 车道:黄 T1 K100
S22
Y1 车道:红
T2 K50 C0 T5
对状态S33动作次数
计数的计数器触点 C0 在第5次计数时动作
I/O点的分配 X0: SB (常开); X1:SB1; X2:SB2 ; X3: FR(热继电器常开) Y1: 正转接触器KM1;Y2: 反转接触器KM2;
编பைடு நூலகம்实例
电动机正反转控制是具有两个分支的选择序列流 程
分支条件:正转起动按钮X1和反转起动按钮X2 汇合条件:热继电器X3或停止按钮X0 初始状态S0可由初始M80脉02 冲M8002来驱动。
T6
RET END
S30 T2
S31 T3
S32 T4
S33 C0 T5
S34
Y005 人行道:红 RST C0 Y006 人行道:绿
T3 K150
T4 K5
Y006 C0 T5 Y005 T6
人行道:闪绿 K5 K5 人行道:红 K50
复杂选择性流程的编程
复杂选择性流程是指选择性分支下又有新 的选择性分支,同样选择性分支汇合后又 与另一选择性分支汇合组成新的选择性分 支的汇合。
S0
X 001 S 20
Y 001
X 002 S 30
Y 002
X000
X003
X000
X003
RET END
编程实例
M8002 S0
X001
X002
S20
Y001 S30
Y002
X000 X003 X000 X003
RET END
M8002
S0 X001 X002
S20 X000
S30 X003 X000
在并行分支、汇合流程中,不允许有图7-8 (a)的转移条件,而必须将其转化为图78(b)后,再进行编程。
S20 Y000
*1 S21 Y021
X001 S22 Y022
*3
*2 S31 Y031
X011 S32 Y032
*4
S50 Y050
(a)转化前
图7-8
S20 Y000 *1 *2
S21 Y021 X001
S22
Y022 S32
Y032
X002
X012
汇合状态
S50
Y050
X020
S41
Y041
X021
S42
Y042
X022
STL S20 OUT Y000 驱动处理 LD X000 第一分支的转移条件 SET S21 转移到第一分支
LD X010 SET S31 LD X020 SET S41
第二分支的转移条件 转移到第二分支 第三分支的转移条件 转移到第三分支
X021
S42
Y042
X002 S50 Y050
STL S20 OUT Y000 驱动处理 LD X000 转移条件 SET S21 转移到第一分支 SET S31 转移到第二分支 SET S41 转移到第三分支
S20
Y000
X000
S21 X001
S22
Y021 Y022
S31 X011
S32
Y031 Y032
SET S22 Y3
SET S 22 Y2 S0
RET
选择性分支的编程
选择性分支的编程与一般状态的编程一样
,要先驱动后转移,因此,首先对S20进行驱动
处理(OUT Y0),然后按S21、S31、S41的顺序
进行转移处理。
S20
Y000
分支状态
X000
X010
S21
Y021 S31
Y031
X001
X011
STL S30 OUT Y002 LD X000 OR X003 OUT S0 RET END
7.2.2 并行性流程及其编程
并行性流程程序的特点 由两个及以上的分支程序组成的,但必须同时
执行各分支的程序,称为并行性流程程序。
S20
Y000
X000
S21 X001
S22
Y021 Y022
X002
S50
S20 X0
X3 S50
S30 X1
X4 S60
(a)改写前
S40 X2
S20 X0
S30 X1
S100 虚拟状态
X3 S50
X4 S60
S40 X2
(b)改写后
STL S20 LD X0 SET S100 STL S30 LD X1 SET S100 STL S40
由第一分支汇合 由第二分支汇合 由第三分支汇合
· CY1
当吸住大球时,
活塞未达到低限,
因此X002不动作 X002
LS2下限
电磁铁 Y001
接近开关PS0
X000
小
大
7.2 分支、汇合状态转移图的程序编制
7.2.1选择性流程及其编程 选择性流程程序的特点
选择执行哪一个分支流程由转移条件决定。 分支转移条件X000、X010、X020不能同时接
本项目属于选择序列结构。
7.1 工作任务
机械臂将大球、小球分类送到右边两个不同的位 置,为保证安全操作,要求机械臂必须在原点状
态即左上位置才能启动运行。
X001 LS1左限
X004 LS4
X005 LS5
右 Y003 左 Y004 M
原点显示 Y007
X003 LS3上限
上升 Y002 下降 Y000
S20
X0 X1
S40
S30
X2 S50
S20 S30
X0 S103 虚拟状态
X1 S40
X2 S50
(a)改写前
(b)改写后
图7-21 并行性汇合后的选择性分支的改写
通。 当S20已动作时,一旦X000接通,程序就向
S21转移,则S20复位。即使以后X010或X020 接通,S31或S41也不会动作。 汇合状态S50可由S22、S32、S42中任意一个 驱动。
S20
Y000
分支状态
X000
X010
S21
Y021 S31
Y031
X001
X011
S22
Y022 S32
学习目标
知识目标 (1)掌握顺控功能图的类型:单流程、选择
分支、并行分支; (2)掌握选择分支、并行分支及其联结,跳
转和循环; (3)熟悉选择性流程的编制方法。 (4)掌握机械手自动控制的工作原理。
学习目标
能力目标 (1)能分析选择性流程控制系统的工作过程,
并编写状态转移图。 (2)能以转换为中心的顺序控制设计法编制选
Y032
X002
X012
汇合状态
S50
Y050
X020
S41
Y041
X021
S42
Y042
X022
选择序列的分支的梯形图转换编程方式
M8002
S0
Y0
X0
S21
Y1
X1
X3
S23
Y3
X4
S22
Y2
X2
M8002
S0 X0
X3 S21
X1 S 23
X4 S22
X2
SET S0
Y0 SET S21
SET S23 Y1
Y050
S31 X011
S32
Y031 Y032
S41 X021
S42
Y041 Y042
并行序列的分支梯形图转换的编程方式
M8002
S0
Y0
X0
S21
Y1
X1
S22
Y2
S24
Y4
X4
S25
Y5
X2
S23
Y3
X3
图7-10 并行序列
M 8002 S0 X0
SET S0
Y0 SET S21
S21 X1
LD X2 SET S100 STL S100 LD X3 SET S50 LD X4 SET S60
由第三分支汇合 虚拟汇合状态 汇合后第一分支
汇合后第二分支
编程实例
用步进指令设计电动机正反转的控制程序 控制要求:按正转起动按钮SB1,电动机正转
,按停止按钮SB,电动机停止;按反转起动 按钮SB2,电动机反转,按停止按钮SB,电动 机停止;且热继电器具有保护功能。
S22 Y022
S31 Y031 X011
S32 Y032
*3 *4
S50 Y050
(b)转化后
并行性汇合后的并行性分支的改写
S20
S 30
S 40
X0
S50
S60
S20
S30
S40
X0 S101
S101
虚拟状态
S50
S60
(a)改写前
(b)改写后
图7-9并行性汇合后的并行性分支的改写
编程实例
用步进指令设计一个按钮式人行横道指示灯的控制程序 控制要求:按X0或X1,人行道和车道指示灯如下图所示
选择性汇合的编程
STL S21
OUT
Y021
LD X001
SET S22
STL S22
OUT
Y022
STL S31
OUT
Y031
LD X011
SET S32