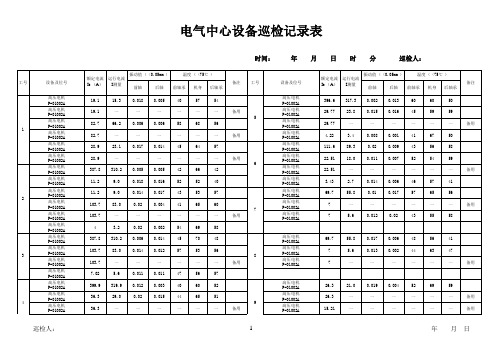
巡检日报表
电机巡检日报表空白表
46
57
41
69.7
55.8
0.01
0.017
57
65
56
7
一
一
一
一
一
一
备用
7
5.6
0.012
0.02
43
55
58
69.7
55.8
0.017 0.006
48
56
41
7
5.6
0.013 0.002
44
63
47
7
一
一
一
一
一
一
备用
26.3
21.0
0.019 0.004
52
69
59
26.3
一
一
一
一
一
一
备用
15.21
29.0
0.02
0.015
44
65
51
9
36.3
一
一
一
一
一
一
备用
设备及位号
高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A 高压电机 P-01002A
一
一
一
备用
28.9
23.1
0.017 0.014
45
64
57
28.9
一
一
一
一
一
一
备用
6
387.8 310.2 0.005 0.005
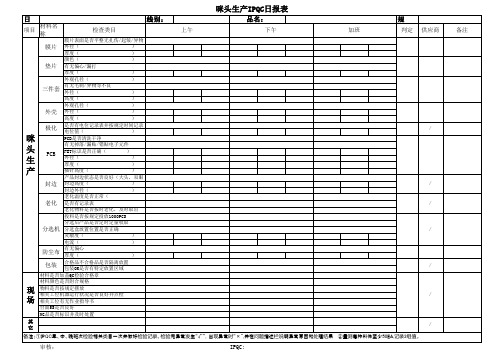
IPQC巡检日报表-咪头车间
灵敏度(
)
电流(
)
防尘布
有无偏心 厚度(
)
包装
合格品不合格品是否隔离放置 包装OK是否有特定放置区域
材料是否加盖QC检验合格章
材料颜色是否附合规格
现 物料是否按规定摆放 场 相关工位机器运行状况是否良好并点检
相关工位有无作业指导书
台面5S是否良好
NG品是否标识并及时处置
其
它
上午
品名:
下午
规
加班
判定 供应商
/
/ / / / / /
备注:①IPQC早、中、晚班次检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果 ②量测每种料件至少50EA,记录3组值。
审核:
IPQC:
备注
头 生
有无掉落/漏贴/错贴电子元件
PCB
FET标识是否正确( 外径(
) )
厚度(
)
产
插针高度(
)
产品封边状态是否良好(大头,双眼
封边 封边高度(
)
封边外径(
)
老化温度是否正常(
老化 是否有记录表
老化物料是否按时老化,及时取出
投料是否按规定投放1000PCS
分选后产品是否定时定量收取
分选机 分选盒放置位置是否正确
咪头生产IPQC日报表
日
线别:
项目
材料名 称
检查类目
膜片表面是否平整无扎伤/起皱/异物
膜片 外径(
)
厚度(
)
颜色(
)
垫片 有无偏心/漏打
厚度(
)
外观孔径(
)
三件套
公司质量日报表 品质报表 巡检记录(模板)
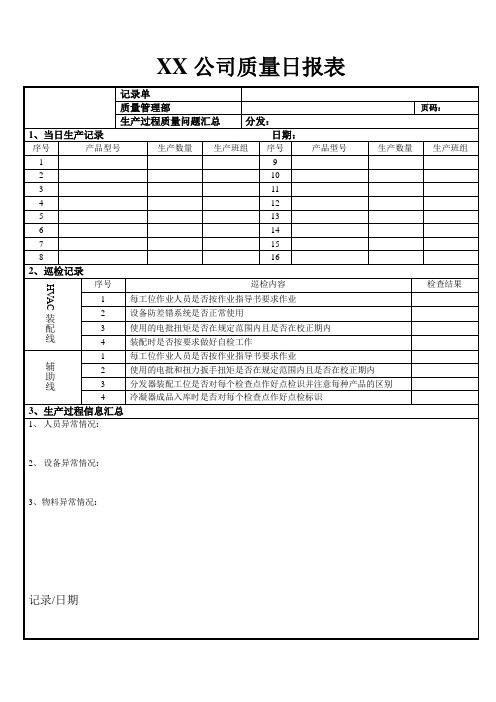
2、设备异常情况:
3、物料异常情况:
记录/日期
XX公司质量日报表
记录单
质量管理部
页码:
生产过程质量问题汇总
分发:
1、当日生产记录日期:
序号
产品型号
生产数量
生产班组
序号
产品型号
生产数量
生产班组
1
9
2
10
3
11
4
12
5
13
6
14
7
15
8
16
2、巡检记录
HVAC装配线
序号
巡检内容
检查结果
1
每工位作业人员是否按作业指导书要求作业
2
设备防差错系统是否是否在校正期内
4
装配时是否按要求做好自检工作
辅助线
1
每工位作业人员是否按作业指导书要求作业
2
使用的电批和扭力扳手扭矩是否在规定范围内且是否在校正期内
3
分发器装配工位是否对每个检查点作好点检识并注意每种产品的区别
4
冷凝器成品入库时是否对每个检查点作好点检标识
3、生产过程信息汇总
IPQC巡检日报表

日期:
稽核项目 时段稽核项目 上线物料是否有合格标签及料号 上线PCB是否使用防静电包装 产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料 锡膏的储存及使用 锡膏/胶水的型号厂商是否符合要求,是否超有效期 各站物料与是否与料表相符 胶水储存及使用 作业员上岗证确认 人员 操作是否符合作业 是否有防静电自检 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入 相应ECN及联络单是否及时导入 作业指导书是否正确指导作业 作业规范 网板清洗纪录确认 及记录 样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本 相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈 是否做好静电防护点检记录 车间温/湿度 环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控 日稽核项目 治具是否正常,有无损坏 有无点检、校验、保养 仪器设备 参数设置是否正确 是否在计量期内 通电仪器是否有接地措施 抽检项目 首件稽核 印刷质量 贴片质量 炉后质量 测试质量 TOP3项 序号 线别 站别 问题描述 确认人 原因分析 责任单位改善措施 抽样 数 不合格描述及处理记录 参作业指导书 / / / 参《生产工具治具点检规范》 参作业指导书 参作业指导书 参作业指导书 参《锡膏管制规范》 作业指导书 参《IPQC AUDIT规范》 参《胶水管制规范》 / 参作业指导书 参作业指导书 参作业指导书 / / / / / / / 参《车间温湿度管理规范》 参《RoHS管理规范》 参《RoHS管理规范》
页码:1/2 旧版本号:A00
班别:
检查标准 1 2 2H时段检验 3 4 5 6
检验结果
原因分类(IPQC填写) 人 机 料 法 环Fra bibliotek备 注
IPQC巡检日报表

产品
检查结果
生产日期
改善措施 效果确认 责任人
检查时间: 检查组 每2小时抽检20PCS检 查后的产品及本时间 段总体品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 相关工位人员的铬铁温度是否合理,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具?
IPQC巡检日报表(THT)
客户
检查站点 检查项目 物料加工是否符合标准?插件线是否整理干净? 物料分配和摆放是否合理? 检查时间: 插件 每2个小时抽检20PCS 插件完成的半成品及 本时间段的品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 波峰焊温度是否符合要求?剪脚是否符合要求? 剪脚区域的产品摆放是否符合要求? 检查时间: 波峰焊/ 每2小时抽检20PCS波 浸焊区 峰焊后的产品质量情 况及本时间段总体品 质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 物料是否认识?焊接要求是否明确? 检查时间: 08:00-10:00 手焊组 每2小时抽检20PCS焊 接后的完成品及本时 间段的品质状况 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 检查人员对标准是否明确? 检查不良率是否满足规定要求?
其它及不 良问题描 述
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
品控巡检报表
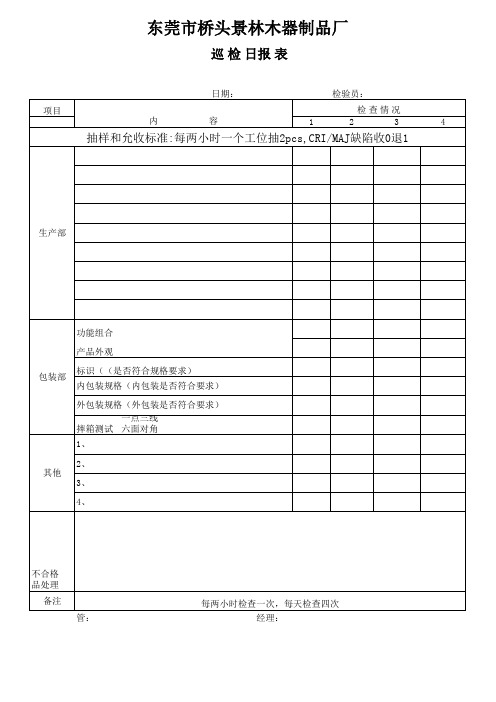
东莞市桥头景林木器制品厂
巡 检 日报 表
日期: 项目 内 容 1
检验员:抽2pcs,CRI/MAJ缺陷收0退1
生产部
功能组合 产品外观 标识((是否符合规格要求) 包装部 内包装规格(内包装是否符合要求) 外包装规格(外包装是否符合要求) 摔箱测试 一点三线六面对角 1、 2、 其他 3、 4、
不合格 品处理 备注 部门主管: 每两小时检查一次,每天检查四次 经理:
安全员巡检记录表、巡检内容表

一车间安全巡检日报表巡检年月:巡检人:在分项中填“正常”或“异常”,备注中填具体异常情况备注:此巡检记录表由车间安全员进行填写,检查结果报安全管理部门,内容不够可以另加附页。
根据巡检结果,安全管理部门下发相应整改通知单。
受检部门接到整改通知单后,部门负责人负责安全隐患的限期整改的落实工作。
附件:安全巡检内容表二车间安全巡检日报表巡检年月:巡检人:在分项中填“正常”或“异常”,备注中填具体异常情况备注:此巡检记录表由车间安全员进行填写,检查结果报安全管理部门,内容不够可以另加附页。
根据巡检结果,安全管理部门下发相应整改通知单。
受检部门接到整改通知单后,部门负责人负责安全隐患的限期整改的落实工作。
安全隐患整改通知单下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除!!谢谢!!出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
很多人有一样的困惑和吐槽,比如在自己的小家乡多么压抑,感觉自己的一生不甘心这样度过,自己的工作多么不满意,不知道该离开还是拔地而起去反击。
你问我,我也不知道你应该怎么选择,人生都是自己的,谁也无法代替你做怎样的选择。
一定有很多人想说:“这还在北京混个什么劲儿啊!”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
我很杞人忧天地问他:“那上海的市场不激烈吗?新快递怎么驻足啊!”小伙子嘿嘿一笑说:“我们老板肯定有办法呗!他都过去好几个月了,据说干得很不错呢!”“那老婆孩子呢?孩子不是刚生还很小吗?”“过去了,一起去上海了!”那个瞬间,我回头看了一眼办公室里坐着的各种愁眉苦脸的同事,并且举起手机黑屏幕照了一下我自己的脸,一股“人生已经如此的艰难,有些事情就不要拆穿”的气息冉冉升起。
巡检报表
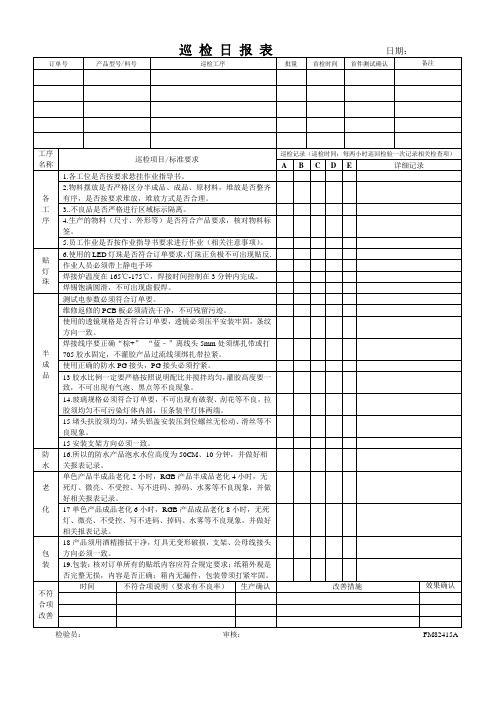
14.玻璃规格必须符合订单要,不可出现有破裂、刮花等不良,拉胶须均匀不可污染灯体内部,压条装平灯体两端。
15堵头扶胶须均匀,堵头铝盖安装压到位螺丝无松动、滑丝等不良现象。
15安装支架方向必须一致。
防水
16.所以的防水产品泡水水位高度为50CM、10分钟,并做好相关报表记录。
19.包装:核对订单所有的贴纸内容应符合规定要求;纸箱外观是否完整无损,内容是否正确;箱内无漏件,包装带须打紧牢固。
不符合项改善
时间改善措施
效果确认
检验员:审核:FM82415A
老
化
单色产品半成品老化2小时,RGB产品半成品老化4小时,无死灯、微亮、不受控、写不进码、掉码、水雾等不良现象,并做好相关报表记录。
17单色产品成品老化6小时,RGB产品成品老化8小时,无死灯、微亮、不受控、写不进码、掉码、水雾等不良现象,并做好相关报表记录。
包
装
18产品须用酒精擦拭干净,灯具无变形破损,支架、公母线接头方向必须一致。
焊锡饱满圆滑,不可出现虚假焊。
半
成
品
测试电参数必须符合订单要。
维修返修的PCB板必须清洗干净,不可残留污迹。
使用的透镜规格是否符合订单要,透镜必须压平安装牢固,条纹方向一致。
焊接线序要正确“棕+”“蓝﹣”离线头5mm处须绑扎带或打705胶水固定,不灌胶产品过流线须绑扎带拉紧。
使用正确的防水PG接头,PG接头必须拧紧。
巡检日报表日期:
订单号
产品型号/料号
巡检工序
批量
首检时间
首件测试确认
备注
工序
品质巡检日报表模板
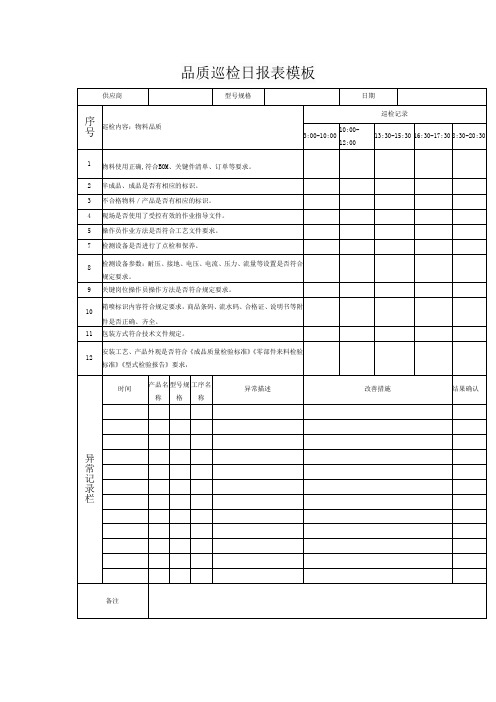
供应商
型号规格
日期Байду номын сангаас
序号
巡检内容:物料品质
巡检记录
3:00-10:00
10:00-12:00
13:30-15:30
16:30-17:30
8:30-20:30
1
物料使用正确,符合BOM、关键件清单、订单等要求。
2
半成品、成品是否有相应的标识。
3
不合格物料/产品是否有相应的标识。
4
现场是否使用了受控有效的作业指导文件。
12
安装工艺、产品外观是否符合《成品质量检验标准》《零部件来料检验标准》《型式检验报告》要求,
异常记录栏
时间
产品名称
型号规格
工序名称
异常描述
改善措施
结果确认
备注
5
操作员作业方法是否符合工艺文件要求。
7
检测设备是否进行了点检和保养。
8
检测设备参数:耐压、接地、电压、电流、压力、流量等设置是否符合规定要求。
9
关键岗位操作员操作方法是否符合规定要求。
10
箱喷标识内容符合规定要求,商品条码、流水码、合格证、说明书等附件是否正确、齐全。
11
包装方式符合技术文件规定。
巡检报告表单
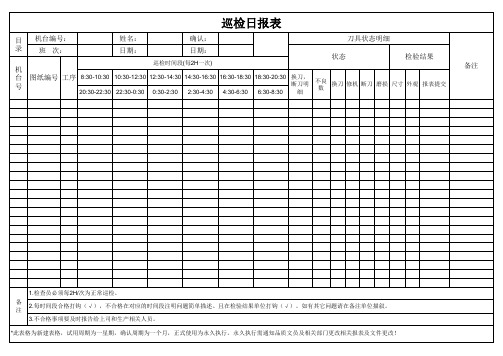
换刀, 磨损 尺寸 外观 报表提交
备注
1.检查员必须每2H/次为正常巡检。
备 注
2.每时间段合格打钩(√),不合格在对应的时间段注明问题简单描述。且在检验结果单位打钩(√)。如有其它问题请在备注单位描叙。
3.不合格事项要及时报告给上司和生产相关人员。
*此表格为新建表格,试用周期为一星期,确认周期为一个月,正式使用为永久执行。永久执行需通知品质文员及相关部门更改相关报表及文件更改!
巡检日报表
目 机台编号:
姓名:
确认:
刀具状态明细
录 班 次: 机
日期:
日期:
巡检时间段(每2H一次)
状态
检验结果
台 号
图纸编号 工序 8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30
20:30-22:30 22:30-0:30 0:30-2:30 2:30-4:30 4:30-6:30 6:30-8:30
质检巡查日报表(通用)
质检巡查日报表(通用)
概述
本文档旨在提供一份通用的质检巡查日报表模板。
该模板可用于记录每天的质检巡查情况,以便监视和改进产品、服务或流程的质量。
日期:{日期}
质检巡查人员:{质检巡查人员姓名}
---
1. 质检项目 1
检查对象:{被检查对象}
检查时间:{检查时间}
检查结果:{检查结果}
备注:{备注}
---
2. 质检项目 2
检查对象:{被检查对象}
检查时间:{检查时间}
检查结果:{检查结果}
备注:{备注}
---
3. 质检项目 3
检查对象:{被检查对象}
检查时间:{检查时间}
检查结果:{检查结果}
备注:{备注}
---
总结和建议
在本次巡查中,质检人员发现了一些问题和改进的机会。
以下是总结和建议:
1. 提出问题/机会1:
- 建议解决方案1。
- 建议解决方案2。
2. 提出问题/机会2:
- 建议解决方案1。
- 建议解决方案2。
---
下次巡查计划
根据以上总结和建议,下次巡查计划可以考虑关注以下重点项目:
1. 重点项目1:时间计划、执行质量等。
2. 重点项目2:检查对象、测试方法等。
---
该质检巡查日报表仅作为记录和沟通工具使用,所有关键信息和决策应遵循相应的公司政策和程序。
巡检日报表(ISO9001四级文件表格)
检查时间
检查岗位
检验内容
合格
(打√)
不合格
(打×)
不合格原因描述
并分析原因
改善措施
处理结果
改善效果确认
8:00-10:00
生产岗位
1.表面有无瑕疵
2.尺寸是否符合该批次要求
3.焊接部位是否牢固
4.外形是否符合该批次要求
5.配件是否安装正确
10:00-12:00
生产岗位
3.焊接部位是否牢固
4.外形是否符合该批次要求
5.配件是否安装正确
检验人员签名:部门负责人确认签名:
1.表面有无瑕疵
2.尺寸是否符合该批次要求
3.焊接部位是否牢固
4.外形是否符合该批次要求
5.配件是否安装正确
14:00-16:00
生产岗位
1.表面有无瑕疵
2.尺寸是否符合该批次要求
3.焊接部位是否牢固
4.外形是否符合该批次要求
5.配件是否安装正确
16:00-18:00
生产岗位
1.表面有无瑕疵
2.尺寸是否符合该批次要求
品质控制巡检日报表(通用)
品质控制巡检日报表(通用)
摘要
品质控制是任何生产环节中至关重要的一部分。
为了确保产品
的质量,需要对生产线进行定期的巡检工作。
本文档旨在提供一份
品质控制巡检日报表的通用模板,以帮助员工记录生产线巡检情况,及时发现和解决问题,确保产品质量。
报表内容
该报表包括以下内容:
1. 巡检日期
记录巡检日期,以便日后追溯。
2. 巡检员工信息
记录巡检员工的姓名和工号,以便跟踪巡检情况。
3. 巡检品种
记录巡检品种,以便区分不同生产线。
4. 巡检内容
记录巡检的具体内容,如:是否有异常噪音、是否有异味等。
5. 巡检结果
记录巡检结果,如:正常、异常、待处理等。
6. 备注
记录巡检过程中需要特别说明的事项。
注意事项
在填写巡检日报表时,需要注意以下事项:
- 巡检员工需要在巡检完成后立即填写报表。
- 如发现任何异常情况,巡检员工需要及时上报生产主管或质
检员。
- 报表需保存至少一年,以便追溯。
结论
通过使用品质控制巡检日报表,工厂可以及时发现生产线问题,确保产品的质量。
同时,员工也能通过填写报表,加深对生产线问
题的认识,促进问题的解决,提高企业生产效率。
(精益生产)设备巡检日报表(自动)

稳压电器
过滤网
亚美 圆风扇 加喷 5T路轨 涂房 抽风系统
排风系统
升降机械手
静电 枪身组合连管道 高速 油管 旋碟 旋碟组合 喷涂 供油泵系统 设备
气压系统
旋碟清洗系统
5T链
运输 马达连牙箱 带 变频器组合
吊挂器连链条
运风马达 风轮
备注:设备负责人在完成每天的日常维护工作后,在表内相应日期内打“√”;在异常日期内打“×”。
设备日常巡检记录表
生产线:自动A/B线
巡检人:
检查内容 日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
静电亚美加机械手
控制 油泵-控制 箱/表 静电-控制 板控 中央复置
制 中央报警
炉体 燃烧/点火器 热风循环 加热系统
第 1 页,共 2 页
设备日常巡检记录表
生产线:自动A/B线 检查内容 日期
固化 保温室 炉 保温壁
抽风系统 热排风系统 燃烧器之油管系
巡检人: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
第 2 页,共 2 页
燃烧器温度控制可调系统
水槽
洒水 过滤网系统 柜 水泵供水系统
喷淋系统 清洗缸 预除油缸 超声波除油缸
清洗 水洗缸水泵系统 喷淋 磷化缸 浸淋 表调缸
吹水槽 纯水洗槽 直喷直排槽 烘干炉
燃烧 燃烧器之柴油管道系统 系统 除油系统
备注:设备负责人在完成每天的日常维护工作后,在表内相应日期内打“√”;在异常日期内打“×”。
ipqc巡检日报表通用

ipqc巡检日报表(通用) IPQC巡检日报表(通用)一、目的本报表旨在记录IPQC(制程质量控制)巡检过程中发现的问题,确保产品质量符合规定要求。
通过每日记录,以便更好地掌握生产过程中的质量状况,及时发现并解决问题,提高生产效率和产品质量。
二、报表组成1.巡检日期:记录巡检发生的日期。
2.巡检时间:记录巡检开始和结束的时间。
3.生产设备:记录巡检的生产设备名称、型号及编号。
4.生产过程:简要描述生产过程。
5.发现的问题及处理措施:详细记录巡检过程中发现的问题,包括问题描述、产生原因及采取的处理措施。
6.备注:对其他需要说明的事项进行补充说明。
三、报表填写要求1.巡检日期和时间:确保记录准确无误,包括年、月、日和具体时间。
2.生产设备:详细记录设备名称、型号及编号,以便追踪问题源头。
3.生产过程:简要描述当天的生产过程,以便了解生产状况。
4.发现的问题及处理措施:详细记录每个问题,包括问题描述、产生原因及采取的处理措施。
要求记录清晰、完整,便于后续查看和分析。
5.备注:如有其他需要说明的事项,如生产异常、设备故障等,可在备注栏中进行补充说明。
四、报表应用1.IPQC巡检人员每日填写报表,并确保数据真实可靠。
2.上级管理人员应定期查阅报表,了解生产过程中的质量问题及处理情况。
3.根据报表数据分析生产过程中的问题点,制定相应的改进措施和计划。
4.通过对比历史数据,发现潜在问题和趋势,为生产管理和质量控制提供依据。
五、注意事项1.报表应妥善保存,避免损坏或遗失。
2.如发现数据异常或错误,应及时纠正并追溯记录。
3.对报表中涉及的敏感信息,如设备故障、质量问题等,应注意保密,防止泄露。
4.如使用电子化报表,应确保数据安全和系统稳定性,避免数据丢失或被篡改。
5.在填写报表时,应使用规范汉字和简洁语句,避免产生歧义或误解。
6.如存在无法确定的问题原因或处理措施,应在备注栏中注明,并上报上级管理人员协助解决。
7.在发现和处理质量问题时,应遵循相关流程和规定,确保问题得到及时有效的解决。
焊接检验记录日报表
底盖焊连接杆吊环/结合叉
一端缩口/胀口的尺寸
另一端缩口/胀口的尺寸
压扁/槽的尺寸
鼓包的尺寸
压橡胶衬套/球头
防尘罩缩口/胀口
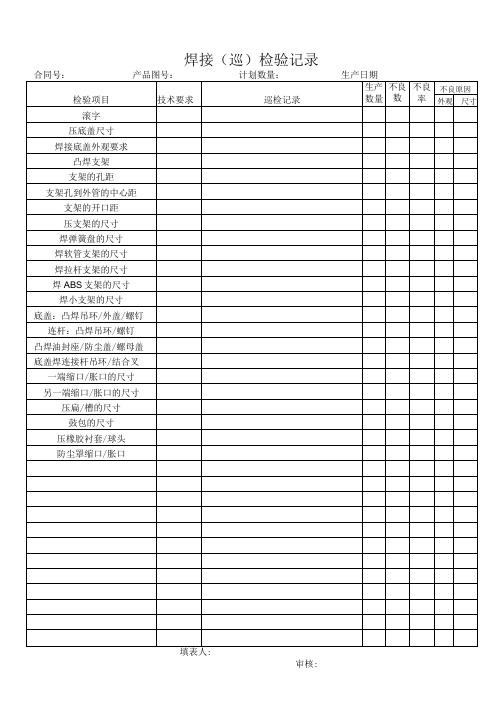
填表人:
审核:
焊接(巡)检验记录
合同号:产品图号:计划数量:生产日期
检验项目
技术要求
巡检记录
生产 数量
不良 数
不良 率
不良原因
外观
尺寸
滚字
压底盖尺寸
焊接底盖外观要求
凸焊支架
支架的孔距
支架孔到外管的中心距
支架的开口距
压支架的尺寸
焊弹簧盘的尺寸
焊软管支架的尺寸
焊拉杆支架的尺寸
焊ABS支架的尺寸
焊小支架的尺寸
底盖:凸焊吊环/外盖/螺钉
质量控制巡检日报表(通用)
质量控制巡检日报表(通用)
摘要
本文档旨在提供质量控制巡检的日报表模板,以帮助记录和追
踪质量控制巡检的相关活动和结果。
该模板可用于各种行业和领域,并可根据需要进行个性化定制。
背景
质量控制巡检是一项关键的管理活动,旨在确保产品或服务符
合预期质量标准。
通过定期对生产过程进行巡检和检验,我们可以
及时发现和纠正质量问题,确保产品或服务的稳定性和可靠性。
目的
质量控制巡检日报表是用于记录每天的质量控制巡检活动和结
果的工具。
它有助于团队成员追踪每日的巡检进展,并提供一个全
面的视图来评估质量控制措施的有效性和改进需求。
巡检日报表模板
请参考以下质量控制巡检日报表模板,并根据实际需要进行个性化定制:
日期: [日期]
巡检人员: [巡检人员姓名]
巡检项目:
- 项目1: [巡检结果]
- 项目2: [巡检结果]
- 项目3: [巡检结果]
...
(根据需要添加更多项目)
巡检总结:
在此部分,总结每个巡检项目的结果和发现。
可以提供有关发现的详细信息,例如质量问题的性质、原因和提出的建议。
后续行动:
指出需要采取的后续行动和负责人。
确保记录所有需要纠正和改进的问题,并设定相应的时间表和责任人。
结论
质量控制巡检日报表是一个重要的工具,用于记录和追踪每日的质量控制巡检活动和结果。
通过准确记录巡检信息并及时采取纠正措施,我们可以提高产品或服务的质量,并持续改进生产过程。
注意:本文档为通用模板,可根据实际需要进行个性化定制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手 工 ห้องสมุดไป่ตู้ 件
备注:IPQC巡检时确认该检查项目OK或者已实施时,作“V”记号,巡检时发现该项目NG或者未实施时作“X“记号。 IPQC: 制造确认: 品管主管:
巡检日报表
日期: 工序 检验项目 工艺文件及执行检查 钢 网 印 刷 及 S M T 印刷质量检验 PCB板检查 记录检查 工艺执行检查 机贴质量检查 记录检查 工艺文件及执行检查 回 流 焊 焊点质量检查 耐焊性检查 记录检查 SMT焊接检验 元件成型 作业文件、标识、记录 作业文件、标识、记录 工艺文件及执行检查 PCB板检查 手插质量检查 记录检查 波 峰 焊 接 修 查补 检 功 能 测 试 工艺文件及执行检查 记录检查 工艺文件及执行检查 焊点质量检查 工艺文件及执行检查 测试检查 记录检查 工艺文件及执行检查 装 配 装配质量 记录检查 老 化 化 初 始 工艺文件及执行检查 记录检查 工艺文件及执行检查 记录检查 工艺文件及执行检查 包装 包装质量 记录检查 20PCS/次 —— —— 20PCS/次 20PCS/次 —— 20PCS/次 21PCS/次 —— 5PCS/次 20PCS/次 —— —— —— —— 20PCS/次 —— 5PCS/次 —— —— 20PCS/次 —— —— —— —— —— —— 20PCS/次 —— 抽样数量 —— 20PCS/次 5PCS/次 —— 生产批号: 判定标准 作业指导书的有关规定,人员,设备,材料,区域,标识是否符合ROHS要求。 PCB板上印刷的锡膏或点入的红胶位置应符合要求,无漏印、漏点、印歪、点偏等 PCB型号,丝印、料号应符合BOM单外形尺寸、孔位与样品符合 网板、锡膏及红胶储存记录,首件记录及各项质量记录等应真实、正确、及时 作业指导书的有关规定 产品名称: 检验频率 1次/2小时 1次/2小时 1次/2小时 1次/2小时 1次/2小时 检验方法 核对视检 核对视检 核对视检 现场检查 现场检查 视检核对 现场检查 核对视检 核对视检 核对视检 现场检查 视检核对 视检核对 视检核对 视检核对 视检核对 现场检查 视检核对 现场检查 视检核对 视检核对 视检核对 测试工装 现场检查 视检核对 核对组配 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查 视检核对 现场检查 不良数: 合格数: 不良率: 8:00-9:30 9:35-11:30 12:00-14:30 14:35-16:30 BHR0.0-00 加班 缺陷说明
贴入的元器件规格、型号、极性、位置、数量应该符合工艺文件及BOM要求,无漏贴、错 1次/2小时 贴多贴及位移等现象 点检记录、首件记录及其它质量记录应真实、正确、及时 1次/8小时 生产现场中回流焊的作业指导书应该齐全,作业指导书的有关要求:人员、设备、材料 、区域、标识是否符合ROHS要求。 贴片元件可焊性好,上锡均匀焊点光亮饱满,无虚焊、漏焊锡珠等。元件推力测试符合 工艺要求 绿油不应起泡、变色、脱落,器件开裂 点检记录、首件记录及其它质量记录应真实、正确、及时 检验文件齐全,无漏检、错检,记录真实、正确、及时:人员、设备、材料、区域、标 识是否符合ROHS要求。 检验文件齐全,无漏检、错检,记录真实、正确、及时:人员、设备、材料、区域、标 识是否符合ROHS要求。 插件现场作业指导书齐全。各种物料摆放整齐,无混料、错料。人员、设备、材料、区 域、标识是否符合ROHS要求。 PCB型号版本号,料号,丝印符合产品BOM要求 插件器件符合作业指导要求,无插错,漏插,反插等现象 工序的各项记录应真实、正确、及时 操作工作业符合作业指导书要求,机器运行符合要求各参数符合要求。人员、设备、材 料、区域、标识是否符合ROHS要求。 DPPM表记录及时、真实、正确。良率在管控范围内 操作工作业符合作业指导书要求,机器运行符合要求各参数符合要求。人员、设备、材 料、区域、标识是否符合ROHS要求。 焊点饱满光亮,无虚焊、漏焊、短路、元件无松动,极性反。烫伤变形、破损,铜皮翘 起 操作工作业符合作业指导书要求,机器运行符合要求各参数符合要求。人员、设备、材 料、区域、标识是否符合ROHS要求。 按照作业指导书的要求并符合测试参数 安全测试的各项记录应及时、真实、正确。良率在管控范围内 操作工作业符合作业指导书要求。人员、设备、材料、区域、标识是否符合ROHS要求。 作业指导书的有关规定 安全测试的各项记录应及时、真实、正确。良率在管控范围内 符合作业指导书要求。人员、设备、材料、区域、标识是否符合ROHS要求。 记录真实、正确、及时 符合作业指导书要求 记录真实、正确、及时 符合作业指导书要求。人员、设备、材料、区域、标识是否符合ROHS要求。 符合包装要求 记录真实、正确、及时 1次/2小时 1次/2小时 1次/2小时 1次/8小时 1次/2小时 1次/3小时 1次/2小时 1次/2小时 1次/2小时 1次/8小时 1次/2小时 1次/2小时 1次/2小时 1次/2小时 1次/2小时 1次/2小时 1次/8小时 1次/2小时 1次/2小时 1次/8小时 1次/2小时 1次/8小时 1次/2小时 1次/8小时 1次/2小时 1次/2小时 1次/8小时 抽样总数: