非自动数字电子衡器-NTEP计量产品评定程序(doc 12页)
计量标准技术报告——非自动衡器检定装置
10.0004
y
10.00031
10.00030
10.00036
10.00031
最大变化量
0.06g
允许变化量
0.16g
结论
合格
试验人员
6
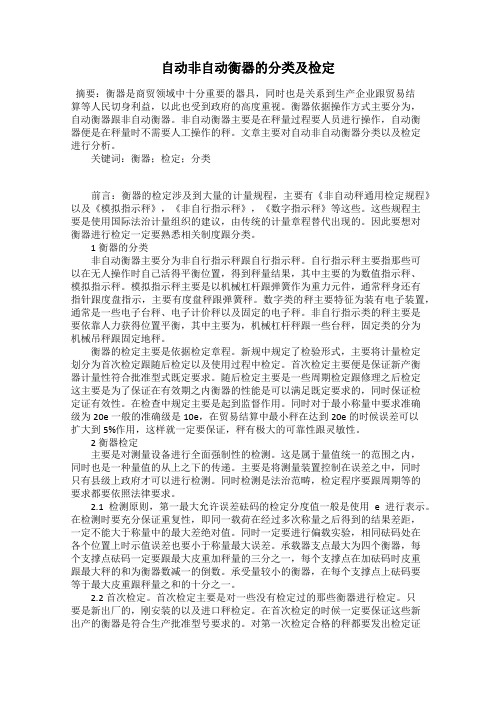
八、检定或校准结果的重复性试验
非自动衡器检定装置
的检定或校准结果的重复性试验记录
试验时间
2020 年 10 月 11 日
被测对象
测量条件 测量次数
1 2 3 4 5 6 7 8 9 10
比较测量法
`
本
级
计
计量标准名称 :非自动衡器检定装置
测量范围 :(0~1000)kg
量
不确定度或准确度等级或最大允许误差:M1 等级
器
具
比较测量法
下
一
级
计
计量器具名称:数字指示秤
量
测量范围:(0~1000)kg
计量器具名称:非自行指示秤 测量范围:(0~1000)kg
器
不确定度或准确度等级
不确定度或准确度等级
温度:23.7℃ 湿度:51%RH
测得值/kg
1
10.0004
10.0004
10.0004
10.0004
2
10.0004
10.0004
10.0004
10.0003
3
10.0002
10.0004
10.0004
10.0004
4
10.0004
10.0001
10.0004
10.0004
5
10.0002
10.0001
M1 等级
名称
型号
测量范围
非自动衡器测量不确定度评定

非自动衡器测量不确定度评定本文通过实例,对非自行指示秤、数字指示秤、模拟指示秤三种常用非自动衡器的测量不确定度的主要来源进行分析和评定,得出其扩展不确定度。
标签:非自动衡器不确定度评定1 非自行指示秤不确定度评定以检定TGT-100kg的台秤为例:1.1 概述依据JJG14-1997《非自行指示秤检定规程》对台秤进行测量。
根据测量所得到的示值误差,依据JJF1059-1999《测量不确定度评定与表示》评定被检台秤测量误差的不确定度。
1.2 建立数学模型E=I-m式中:E——被检台秤的示值误差;m——砝码标称值;I——被检秤的示值。
1.3 分析测量不确定度的来源①标准砝码的允许误差。
②人员引入的测量不确定度。
③环境条件的测量不确定度。
1.4 各不确定度的评定1.4.1 M1级标准砝码允许误差。
25kg砝码的允许误差△=±1.2g,以50kg秤量需2个25kg砝码组合,则组合误差;△1=2△=2×1.2=±2.4g其误差分布视为均匀分布,包含因子k=■u(m)=■=■=1.39g。
1.4.2 人员引入的测量不確定度。
人员引入的不确定度主要是计数误差,可以按A类标准不确定度评定。
TGT-100台秤在装置正常工作的条件下,50kg重量等精密重复测量10次,各次测量值如下表:■=50kg,s=(■(x■-■)■/n-1)1/2=■=0.015kg=15g。
所以,U2=s=15g1.4.3 环境影响带来的误差。
由于温度、振动、幅射等外界环境条件的影响,使被检台秤示值变动,设最终结果带来误差为0.5个分度,e=50g:△=0.5e=±25g,作均匀分布考虑,则U3=△/■=14.4g。
1.5 合成标准不确定度Uc=■=20.8g1.6 扩展不确定度U=k·Uc=2×20.8=41.6g(其中k=2)则测量不确定度U=41.6g,k=2。
2 数字指示秤示值误差测量结果不确定度2.1 概述依据JJG555-1996《非自动秤通用检定规程》。
非自动衡器检定规程

非自动衡器检定规程国家非自动衡器新检定规程共四个,包括JJG555—1996《非自动秤通用检定规程》、JJG13—1997《模拟指示秤》、JJG14—1997《非自行指示秤》、UG559一1997《数字指示秤》。
一、适用范围。
旧规程仅适用于计量检定,而新规程还适用于定型鉴定、样机试验和产品质量抽查、这在新旧规程的适用范围中都有明确规定。
另外,新规程也适用于计量监督管理,虽然在新规程的适用范围中无明确规定,但通用规程第10章为“计量管理”,其内容十分丰富,规定了许多管理内容:而三个专用规程第6章为“后继计量管理”,对随后检定和使用中检验作了专门规定。
此外,对于计量检定测试部门多次重复进行的周期检定,在旧规程中称为“使用中秤的检定”,而在新规程中取消了使用中检定的概念,将周期检定作为随后检定的一种。
增加了使中检验的概念,并明确规定使用中检验是一种监督性检验。
虽然使用中检定和使用中检验从字面上看仅一字之差,但其内涵却有着较大差别,前者仅仅是按规程对秤的计量性能进行检定,是指计量技术工作;而后者不仅要评价秤是否符合检定规程的要求。
还要评价秤是否处于良好的工作状态。
使用是否正确、可靠。
它不仅包括技术工作,而且还包括计量管理工作。
从这个意义上说,不仅计量检定人员应掌握新规程,计量管理和行政执法人员也应学习掌握新规程。
二、最小秤量。
在旧规程中,除刀JJG510—1987《电子吊秤》中,A级最小秤量100e,B级最小秤量40e外。
其余各检定规程均规定最小秤量为“中准确度级为50e或50d”,“普通准确度级为10e或10d”。
而在新规程中规定。
最小秤量中准确度级为20e。
普通准确度级为10e。
对于中准确度级的秤,新规程比旧规程将秤量范围扩大了30e,也可以说将最小秤量从原来50e向下延伸至20e。
这样,在实际使用中,小秤量范围秤量时的相对误差增大,特别是20e时最大,达到5%,这就要求中准确度级的秤有更高的灵敏度和可靠性。
无线非自动秤校准规不确定度评定

附件二无线非自动秤校准规范不确定评定方法及实例《无线非自动秤》校准规范编制组2020年4月25日校准结果测量不确定度的评定方法1测量方法在《无线非自动秤校准规范》中采用了静态称量校准方法。
按照JJG539-2016《数字指示秤》的要求进行,采用了将砝码直接加到被校的无线非自动秤上,利用“闪变点法”或者“内分辨力法”确定无线非自动秤的示值误差。
2数学模型2.1建模根据《无线非自动秤校准规范》中的要求和称量方法,建立数学模型:+=5.0(1)-ΔLLE-dI式中:E—— 称量误差,单位为t、kg、g;I——秤的示值,单位为t、kg、g;L∆——附加砝码质量,即到下一个闪变点的附加载荷,单位为t、kg、g;L——载荷质量,单位为t、kg、g;d ——秤的实际分度值;当无线秤具备辅助指示装置时,上述公式可直接简化为E I L=-。
如果无线秤不具备辅助指示装置,采用(1)式计算误差,考虑不确定度评定时,0.5d为常量,不产生不确定度分量,△L为附加小砝码,相对I和L至少小一个数量级,也可忽略,因此对于无线非自动秤的测量误差,进行不确定评定的测量模型为:=-(2)E I L3测量不确定度的来源3.1影响测量不确定度的来源有:a.重复性试验条件中秤的重复性;b.标准砝码质量的不准确;c.无线非自动秤数字示值的分辨力;d.人员误差带来的影响;e.无线传输对测量结果带来的影响;f.环境(如振动、磁场干扰、安装等)对测量结果带来的影响;其中,对于d 和f ,由于在实验环境下,校准时间较短,环境相对稳定,可不必考虑其对不确定度带来的影响,对于e ,由于校准过程中都保证了了无线传输配对可靠、读数时保证示值稳定,因此也不需要考虑。
只需要分析重复性、砝码质量的不准确和示值分辨力的影响。
4 测量不确定度的评定4.1 称量重复性引入的测量不确定分量u 1重复性引入的测量不确定分量采用A 类不确定度的评定方法,由贝塞尔公式确定:∑=-=n1i 211-n /)(u )(L L (3)4.2 由砝码质量的不准引入的测量不确定度分量u 2对于标准砝码质量的实际值和真值存在误差,采用B 类不确定度评定方法进行评定。
非自行指示称作业指导书(精品文档)
非自行指示称检定作业指导书为保证所检器具的准确可靠,依据规程JJG14-97《非自行指示秤》。
1、适用范围适用于首次检定、随后检定、使用中检验的各种机械杠杆秤、固定的地中衡、机械吊秤。
2、操作程序3.1检定前的准备工作3.1.1外观检查3.1.1.1说明标志秤应具备以下强检必备标志制造厂的名称和商标;准确度等级,中准确度等级;普通准确度等级;最大秤量(Max);最小秤量(Min);检定分度值(e);制造许可证和编号。
3.1.1.2说明标志应牢固可靠,标志应集中在明显易见的地方,固定于秤的一块铭牌上,或在秤的一个部位上。
3.1.2检定标志检定标志的位置应当是不破坏标志就无法将其拆下;标志容易固定;在使用中,不移动秤就可以看见标志。
3.2测试前的准备工作3.2.1移动式的秤,应在平板或平台上进行测试。
3.2.2四轮移动的秤,测试前先将秤推移一定的距离,然后安放在平板或平台上,使四轮着实,承载器连接件应正常接触。
3.2.3最大秤量大于10t的秤,用不少于50%最大秤量的载重车辆往返通过承载器不少于3次。
3.3零点调试3.3.1将游铊或主、副游铊至于零点分度线的位置,用平衡螺母调整平衡。
3.3.2计量杠杆平衡位置的确定,计量杠杆在示准器内作上下均匀摆动,其摆幅第一周期内距示准器上下边缘的距离不大于1mm,计量杠杆即处于平衡状态。
3.3.3对增铊标尺秤,将计量杠杆的力点端,横向推拉至示准器的任一边,计量杠杆应能自动地回到原来的位置,或偏离示准器中线不大于5mm的位置。
3.3.4将计量杠杆的支、重、力点刀子分别沿其刀承的纵向平移至一极限位置使刀子的减摩件与刀承紧密接触,然后再移至另一极限位置,每次移动后,计量杠杆仍能保持平衡。
游铊标尺秤,只移动重点刀和支点刀。
移动后,计量杠杆的摆幅允许缩小;但其距示准器上下边缘的距离应不大于2mm。
3.4秤量性能的测试3.4.1零点测试后,用调整螺母调整零点平衡。
3.4.2秤量测试按秤量由小到大的顺序连续进行,在测试过程中,不得调整零点,下列秤量必须测试。
非自行指示秤校验规程

非自行指示秤校验规程1.0目的规范非自行指示秤校验的操作,确保非自行指示秤的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于中准确度等级和普通准确度级的非自行指示秤(以下简称秤)的首次检定、后续检定和使用中检查。
3.0责任3.1正确使用计量标准并负责维护、保养,使其保持良好的技术状态。
3.2执行计量技术法规,进行计量检定工作。
3.3保证计量检定的原始数据和有关技术资料的完整、真实。
4.0环境条件常温。
5.0校验方法5.1外观检查检定前应对秤进行下列目测检查。
5.1.1法制计量标志内容:a) 制造计量器具许可证的标志和编号;b) 检定合格标志。
5.1.2计量器具标识内容:a) 制造厂的名称;b) 秤的名称、规格(型号)、编号;c) 准确度等级标志;d) 最大秤量,可表示为Max;e) 最小秤量,可表示为Min;f) 检定分度值,可表示为e;g) 具有增砣的秤的臂比。
5.2计量性能检定5.2.1检定前的准备a) 预加载荷一次到接近最大秤量;b) 易倾斜的秤,应将秤调整到水平位置,并加以锁定;c) 移动式的秤,应在平板或平台上进行检定;d) 四轮移动的秤,检定前先将秤推移一定的距离,然后安放在平板或平台上,使四轮全部着实,承载器、连接件应正常接触。
5.2.2每项检定前,应有必要的恢复时间。
5.2.3零点。
将游砣置于标尺零点刻线的位置,用平衡螺母调整计量杠杆至平衡状态。
5.3称量5.3.1用平衡螺母调整零点处于平衡状态;5.3.2将检定用砝码按秤量由零点逐步加至最大秤量,并用同样方法将检定用砝码逐步卸至零点。
5.3.3称量检定应至少选择5个不同的秤量点。
必须包括以下秤量点:零点、最小秤量Min、最大秤量Max、最大允许误差改变的秤量,即:中准确度级:500e、2000e;普通准确度级:50e、200e;具有增砣的秤标尺的最大量值;具有副标尺的秤的主、副标尺的最大量值;具有副标尺的秤进行首次检定时,应对每个“槽口”分度进行检定。
非自动天平检定工作程序
非自动天平检定工作程序一、检定人员按照业务室下达的检定计划(强制检定或委托检定计划),提前一天与被检单位取得联系,告知被检单位需要检定计量器具的名称、台件数及相关检定工作安排,按照约定的时间到被检单位开展检定工作。
二、检定人员(至少两名)进入被检单位后,首先要向被检方表明身份,出示本人的检定员证、强制检定计划或被检单位的委托检定计划,让被检单位明白来意;然后要向被检单位讲明检定的性质和意义,同时要让被检单位明白在整个检定活动中的义务(提供相关的检定环境、计量器具的有关材料、交纳检定费等)和权利(让检定人员提供计量器具的检定数据、索要检定证书和收费单据等)以及计量器具检定的收费标准、相关的计量法律法规等,取得被检方的配合和支持。
三、检定人员在现场检定前应根据检定规程对温度、电压等检定环境进行检查,确认符合后,将环境条件记录在检定原始记录上后,天平在放置2~3小时后再进行正式检定。
四、天平在检定前,应做好清洁工作,精心的清除天平所有零件的灰尘和包装遗留下来的碎屑。
对刀子和刀承应适当用清洁柔软的毛皮或毛刷清扫。
五、计量器具的检定检定规程:JJG98-1990检定项目:外观检查、安全和适用性检查、标尺的分度值、不等臂性误差、示值变动性误差、游码标尺和链条标尺称量误差、机械挂砝码的组合误差检定步骤:1.外观检查1.1有必备的标记:制造厂名或标记、产品名称、型号规格、准确度级别、最大秤量表示Max、检定分度值e、出厂编号、出厂日期。
1.2表面镀层或涂覆层,色泽均匀,不得有露底、脱皮、起层、起泡、起毛、斑痕、毛刺、裂纹、及明显的划痕和檫伤。
1.3有外罩的天平,其外罩应平稳,不得有明显的歪斜、变形、裂缝、划伤等缺陷。
1.4除允许互换的情况外,天平的支架、托叶、称量盘、盘托、吊耳、阻尼器的2. 安全和适用性检查2.1天平构造必须精细和坚实,以保证使用时在整个周期内保持其计量性能。
2.2机械杠杆式天平应设有灵敏度和平衡位置调整装置。
非自行指示秤测量结果不确定度评定
非自行指示秤测量结果不确定度评定本文通过实例,对非自行指示秤的测量不确定度的主要来源进行评定,最终得出其扩展不确定度。
标签:非自行指示秤不确定度评定1 概述1.1 评定依据:JJG555-1996《非自动秤通用检定规程》,JJF1059-1999《测量不确定度评定与表示》。
1.2 测量条件:秤的技术说明中,没有特定规定下,应符合:温度-10℃~+40℃,湿度≤85%RH。
1.3 测量标准:M1等级标准砝码,规格为10g~20kg,根据JJG99-2006中给出的质量最大允许误差为±(2.0mg~1000mg) 。
1.4 被测对象:以TGT-100型台秤为例,准确度等级:■,测量范围(0~100)kg,检定分度值e为:50g。
1.5 测量过程:用标准砝码直接加载或卸载的方式,重复测量十次,测量示值与标准砝码之差即为示值误差。
2 数学模型公式:ΔE=I-mΔE:示值误差I:示值m:标准砝码质量值3 输入量的标准不确定度评定3.1输入量I的标准不确定度u(I)评定输入量I 的标准不确定度主要来源:台秤的测量重复性引起的标准不确定度分量u(I1) 以及读数误差引起的标准不确定度分量u(I2)。
3.1.1 台秤测量不重复性引起的标准不确定度分量u (I1)的评定(A 类评定)用M1等级砝码在重复性条件下对台秤50kg秤量点进行10次连续测量,得到测量列:50.01,50.02,50.01,50.03,50.00,50.02,50.02,50.02,50.02,50.01(单位:kg)平均值:I=■■I■=50.02(kg)单次实验标准差:S=■=8.43×10-3(kg)u(I1)=■=■=2.67×10-3(kg)自由度:v(I1)=n-1=93.1.2 台秤读数误差引起的标准不确定度分量u(I2)的评定(B类评定)读数误差符合三角分布,取k=■u(I2)=■=4.08(g)估计■=0.20则自由度v(I2)=123.1.3 输入量I的标准不确定计算由于输入量I的分项彼此独立不相关,因此u(I)=■=■=4.93(g)自由度v(I)=■=■=590.73/(5.65+23.09)=213.2 输入量m的标准不确定度的评定根据OIML R111《砝码》约定,对低准确度等级砝码的标准不确定度等于允差表规定最大允差的1/3,经查,10kgM1等级砝码最大允许误差MPE=500mg,单个砝码的标准不确定度分量u(m1)=■=0.29g5个砝码的标准不确定度分量u(m)=5u(m1)=1.45g估计■=0.10,自由度v(m)=504 合成标准不确定度的评定灵敏系数数学模型ΔE=I-m灵敏系数c1=■= 1 c2=■=1由于输入量之间彼此独立不相关,故合成不确定度:Uc(ΔE) =■=■=5.14(g)自由度veff=■=■=255 扩展不确定度的评定取置信概率p=95,查t分布表,得到kp=t95(25)=2.06扩展不确定度U95=t95(25)×Uc(ΔE)=2.06×5.14=0.010(kg)6 测量不确定度汇总及表示6.1 测量不确定度汇总通过对以上不确定来源的评定计算,得出以下汇总表:6.2 测量不确定表示TGT-100型台秤50kg秤量点误差测量结果的扩展不确定度为:I=50.02kg;U95=0.010kg,veff=25。
自动非自动衡器的分类及检定
自动非自动衡器的分类及检定摘要:衡器是商贸领域中十分重要的器具,同时也是关系到生产企业跟贸易结算等人民切身利益,以此也受到政府的高度重视。
衡器依据操作方式主要分为,自动衡器跟非自动衡器。
非自动衡器主要是在秤量过程要人员进行操作,自动衡器便是在秤量时不需要人工操作的秤。
文章主要对自动非自动衡器分类以及检定进行分析。
关键词:衡器;检定;分类前言:衡器的检定涉及到大量的计量规程,主要有《非自动秤通用检定规程》以及《模拟指示秤》,《非自行指示秤》,《数字指示秤》等这些。
这些规程主要是使用国际法治计量组织的建议,由传统的计量章程替代出现的。
因此要想对衡器进行检定一定要熟悉相关制度跟分类。
1 衡器的分类非自动衡器主要分为非自行指示秤跟自行指示秤。
自行指示秤主要指那些可以在无人操作时自己活得平衡位置,得到秤量结果,其中主要的为数值指示秤、模拟指示秤。
模拟指示秤主要是以机械杠杆跟弹簧作为重力元件,通常秤身还有指针跟度盘指示,主要有度盘秤跟弹簧秤。
数字类的秤主要特征为装有电子装置,通常是一些电子台秤、电子计价秤以及固定的电子秤。
非自行指示类的秤主要是要依靠人力获得位置平衡,其中主要为,机械杠杆秤跟一些台秤,固定类的分为机械吊秤跟固定地秤。
衡器的检定主要是依据检定章程。
新规中规定了检验形式,主要将计量检定划分为首次检定跟随后检定以及使用过程中检定。
首次检定主要便是保证新产衡器计量性符合批准型式既定要求。
随后检定主要是一些周期检定跟修理之后检定这主要是为了保证在有效期之内衡器的性能是可以满足既定要求的,同时保证检定证有效性。
在检查中规定主要是起到监督作用。
同时对于最小称量中要求准确级为20e一般的准确级是10e,在贸易结算中最小秤在达到20e的时候误差可以扩大到5%作用,这样就一定要保证,秤有极大的可靠性跟灵敏性。
2 衡器检定主要是对测量设备进行全面强制性的检测。
这是属于量值统一的范围之内,同时也是一种量值的从上之下的传递。
非自动衡器检定
非自动衡器检定JJG539-1997 《数字指示秤检定规程》一、检定的定义 (2)二、检定的属性 (2)三、检定的历史 (3)四、JJG539-1997《数字指示秤检定规程》 (3)一、检定的定义1、为评定秤的计量性能,确定其是否符合法定要求所进行的全部工作。
2、计量组织对检定给出的定义是:“查明和确认计量器具是否符合法定要求的程序,它包括检查、加标记和(或)出具检定证书。
”二、检定的属性1、定的目的:对测量装置进行强制性全面评定。
这种全面评定属于量值统一的范畴,是自上而下的量值传递过程。
检定应评定计量器具是否符合规定要求。
这种规定要求就是测量装置检定规程规定的误差范围。
通过检定,评定测量装置的误差范围是否在规定的误差范围之内。
2、检定的对象是我国计量法明确规定的强制检定的测量装置。
《中华人民共和国计量法》第九条明确规定:“县级以上人民政府计量行政部门对社会公用计量标准器具,部门和企业、事业单位使用的最高计量标准器具,以及用于贸易结算、安全防护、医疗卫生、环境监测方面的列人强检目录的工作计量器具,实行强制检定。
未按规定申请检定或者检定不合格的,不得使用。
”3、检定属于强制性的执法行为,属法制计量管理的范畴。
其中的检定规程规定周期等全部按法定要求进行4.检定的主要依据是《计量检定规程》,这是计量设备检定必须遵守的法定技术文件。
其中,通常对计量检测设备的检定周期、计量特性、检定项目、检定条件、检定方法及检定结果等作出规定。
计量检定规程可以分为国家计量检定规程、部门计量检定规程和地方计量检定规程三种。
这些规程属于计量法规性文件,必须由经批准的授权计量部门制定。
5.检定必须到有资格的计量部门或法定授权的单位进行。
根据我国现状,多数生产和服务组织都不具备检定资格,只有少数大型组织或专业计量检定部门才具备这种资格。
6.检定的周期必须按《检定规程》的规定进行,组织不能自行确定。
检定周期属于强制性约束的内容。
7.检定的内容是对测量装置的全面评定。
非自动衡器的量值检定过程与注意事项

非自动衡器的量值检定过程与注意事项摘要:非自动衡器是指完全依靠人工操作来取得平衡位置的机械秤,其工作原理是:通过增砣的增减或游砣在标尺上的移动来平衡被测物的重量,由计量杠杆的摆动来确定平衡状态,从而获得秤量示值。
它广泛用于农贸市场、工厂企业、物资仓库等场所。
范围包括各种机械式杠杆秤(如:案秤、台秤、地秤等),型号分别为AGT、TGT、DZT等,准确度划分为两个等级(中准确度、普通准确度),下面以TGT-100型机械台秤(普通准确度等级)的量值检定过程及注意事项与大家共同分享。
关键词:机械秤;杠杆;检定;砝码本次引用的规程是《JJG14-2016非自行指示秤检定规程》,所使用的标准砝码(包括附加砝码)符合《JJG99-2006砝码计量检定规程》的计量要求。
被测对象:使用中的TGT-100型台秤,最大称量Max=100kg,最小称量Mix=1kg,分度值e=50g,杠杆比为,普通准确度等级。
标准砝码:F2级、M1级一、外观检查1.台秤检定时应当在坚实平整的地面上进行,首先将台秤推移一定距离,检查四轮是否与地面全部着实接触。
2、检查天板是否牢固、游砣锥丝是否完整、游砣是否能与标尺零点分度线重合、标尺刻度是否清晰有利于读数。
3、检查立柱内是否有毛刺及其他异物、连杆长短是否合适。
4、检查秤板与各承重刀垫是否正常接触、各承重刀垫是否齐全、传力机构中心吊环是否脱落等。
二、检定步骤注意:每项检定前,各步骤应有必要的恢复时间,确保各部件良好的受力状态,递增检定至最大称量结束后,应当递减检定至最小称量。
(一)零点检定1.首先将游砣左边缘线置于标尺零点刻度线的位置,不附加任一秤砣,且秤台上清洁无物,观察标尺力点端的翘起状态,若力点端翘起,可内旋平衡螺母,反之,则将螺母向外旋,直到标尺处于平衡状态(平衡状态标准:计量标尺的力点端在闸门内周期摆幅距闸门上下边缘的距离在1mm以内)。
2.移动计量杠杆的各力点(重、力、支)位置(具体做法:沿其刀垫的纵向平移至一极限位置,然后再移至另一极限位置),使刀子的减磨片与刀垫紧密接触,观察计量标尺的摆幅变化,若摆幅周期内距闸门上下边缘的距离不大于2mm 时,可认定平衡状态合格。
非自动天平操作程序
非自动天平检定装置操作程序一、目的及适用范围:为了确保非自动天平的量值统一和操作的规范性,特制定本操作程序。
它适用于新制造、使用中和修理后非自动天平的检定。
二、依据的技术规范:依据JJG98-90《非自动天平试行检定规程》。
三、技术要求及检定、校准、检测条件:1.技术要求一等标准组砝码采用真空质量值, 检定精度:(0.004~28)mg,质量允差(0.01~56)mg。
砝码的结构采用整块材料的实心体,材料必须用性能相对稳定或合金制成,可用奥氏体不锈钢,在整个检定周期内,砝码质量的变化结果不应超过相对于其准确度级别的检定精度(对于等砝码)。
密度:(不锈钢:7.85g/cm3)2 检定环境条件:2.1 温度和相对湿度天平至少在规程表6所规定的温度、相对湿度条件下能正常工作,做到计量性能不超过规程表4和表5的有关规定。
2.2振动和气流天平周围无影响天平性能的振动和气流存在。
天平工作台平整、稳固,具有良好的刚度。
2.3 供电电源利用供电电源工作的天平,应在下列电源变化范围内遵守计量检定规程:对于220V电源电压变化为-15%至+10%;对于50Hz电源频率变化为-2%至+2%;操作程序第2页共3页五、操作方法:5.1 检定的前期准备:首先检查标准器是否处于正常工作状态。
观察一等标准砝码表面均应光滑、平整洁净,环境条件是否符合规程要求,经检查无误后,在进行正常检定。
5.2天平的外观要求:以目力察看和手动检查的方式检查天平的外观质量是否符合本规程7~11条的相应规定。
5.3安全可靠性:以目力察看和有目的的有限操作的方式,检查天平的安全、适用性是否符合12~13条的相应规定。
本项检查在具体执行中,可根据对天平产品的实际了解、历史情况,对产品质量(品质)信任程度,做相应的简化处理,此时可只对其中有怀疑的项目进行抽查。
5.4检定前天平的清洁处理任何天平在正式检定之前,都应做好清洁工作。
精心地清除天平所有零件的灰尘,和包装遗留下来的碎屑。
非自行指示秤的测量不确定度评定
非自行指示秤的测量不确定度评定 1 测量方法:依据被检衡器的检定规程,在相应精度的天平上,采用替代法,将被检衡器的校准结果与所加标准砝码的质量相减,得出衡器的示值误差。
2 数学模型:Δm =m -m s其中:Δm 为被检衡器的示值误差;m 为被检衡器的实际质量; m s 为标准砝码的实际质量。
由数学模型知测量结果不确定度的方差为()()()s m u c m u c m d 2222212+=∆式中c i 为第i 个不确定度分量的灵敏系数,其值分别为:();11=∂∆∂=m m c ()12-=∂∆∂=s m m c3 标准不确定度分量的来源:3.1 输入量m 的标准不确定度分量u (m ),由3.1.1、3.1.2合并而成。
3.1.1 操作人员操作引入的标准不确定度分量u (m 1) 3.1.2 测量重复性引入的标准不确定度分量u (m 2)3.2 输入量ms 的标准不确定度分量u (m s ),由标准砝码测量不确定度产生。
注:1.由于采用替代法测量,消除了天平的不等臂引起的误差,故测量方法误差为零。
2.对于3级以下衡器,环境影响可予以忽略。
4 标准不确定度分量评定:4.1 输入量m 的标准不确定度分量u (m )4.1.1 操作人员操作引入的标准不确定度分量u (m 1) 操作人员操作引起的误差约±0.2kg ,均匀分布,则u (m 1)=115.032.0= kg可信程度约75%,则自由度ν11=(1-75%)-2/2=8.1.2 测量重复性引入的标准不确定度分量u (m 2)用本标准在重复性条件下对TGT-300型 (e =0.2kg ),编号为222004号机械磅秤200kg 示值点连续测量10次,其显示值分别为:200.0、200.1、200.1、200.1、200.0、200.0、199.9、199.9、200.1、200.1(单位:kg )。
计算得:算术平均值: ∑==ni i x n x 11=200.03kg实验标准偏差: ()112--=∑=n xxs ni i=0.082kg标准不确定度分量: u (m 2)=ns s ==0.026kg自由度: ν12=n -1=94.1.3 合并4.1.1和4.1.2,输入量m 的标准不确定度分量u (m )为()∑=2ium u =0.118kg()∑==n i iic u u m 144νν≈94.2 输入量m 的标准不确定度分量u (m s )根据JJG99-2006规定,8只M 1级标准20kg 砝码按绝对值相加法,允差0.01kg 。
ntep认证流程
ntep认证流程NTEP认证流程简介NTEP(National Type Evaluation Program)是美国的一项认证计划,旨在保证测量设备的准确性和一致性。
本文将详细说明NTEP认证流程的各个步骤。
流程概述1.申请资格审查:申请者需要满足一定的资质要求,如持有相关领域的学位或拥有相关经验。
2.申请表格填写:申请者需填写NTEP认证申请表格,并提供所需的文件和材料。
3.初步评估:NTEP将对申请进行初步评估,确保所提交的文件完整且符合要求。
4.测试计划:根据申请者提交的材料,NTEP将制定一个具体的测试计划。
5.测试准备:申请者需要按照测试计划准备相应的样品和设备,并将其送往NTEP指定的实验室进行测试。
6.实验室测试:在实验室中,NTEP将对样品进行多项测试和评估,以验证其准确性和一致性。
7.测试结果分析:实验室将对测试结果进行分析,并生成详细的测试报告。
8.报告审核:NTEP将对实验室提供的测试报告进行审核,确保结果正确和可信。
9.认证决定:基于测试结果和报告审核,NTEP将做出是否授予认证的决定。
10.认证颁发:如认证通过,NTEP将颁发认证证书给申请者。
申请者可以使用NTEP认证标志。
申请资格审查•确保申请者具备相关学位或经验•验证申请者所在的实验室或机构的资质申请表格填写•下载NTEP认证申请表格•填写个人或机构相关信息•提供所需的文件和材料,如产品说明书和性能规格初步评估•NTEP将对提交的文件进行初步审查•确保所提交的文件完整和符合要求测试计划•NTEP依据提交的申请和资料制定具体的测试计划•包括测试项目、测试方法和测试标准等测试准备•根据测试计划,申请者准备样品和设备进行测试•确保测试设备的准备和校准工作完成实验室测试•将样品和设备送往NTEP指定的实验室•在实验室中进行多项测试和评估,验证其准确性和一致性测试结果分析•实验室将对测试结果进行详细的分析和评估•生成测试报告,包括测试方法、结果和结论等报告审核•NTEP对实验室提供的测试报告进行审核•确保结果正确和可信认证决定•基于测试结果和报告审核,NTEP做出是否授予认证的决定•考虑到各项因素,包括准确度、可靠性和一致性等认证颁发•如认证通过,NTEP将颁发认证证书给申请者•申请者可以使用NTEP认证标志,并遵守相关规定和使用准则以上是NTEP认证流程的详细介绍。
非自动衡器型式认证技术规范

第1頁,共 110頁Ⅰ目錄Ⅱ術語(名詞和定義)T.1 一般定義T.2 衡器的結構T.3 衡器的計量特徵T.4 衡器的計量特性T.5 示值和誤差T.6 影響和標準條件T.7 性能測試1. 適用範圍2. 本規範的原則2.1 計量單位2.2 計量要求的原則2.3 技術要求的原則2.4 要求的應用2.5 術語3. 計量要求3.1 分級原則3.2 衡器的等級3.3 對於多分度值衡器的附加要求3.4 輔助指示裝置3.5 公差3.6 衡量結果間的允許差值3.7 檢定標準3.8 鑑別力3.9 由影響量和時間引起的變化量3.10 型式評估測試4. 自動和半自動指示衡器的技術要求4.1 結構的一般要求4.2 衡量結果的示值4.3 類比指示裝置4.4 數位指示和列印裝置4.5 歸零和零點追蹤裝置4.6 扣重裝置4.7 預置扣重裝置4.8 鎖定位置4.9 輔助檢定裝置(可移動的或固定的)4.10 多範圍衡器秤量範圍的選擇4.11 在各個承載器-載荷傳遞裝置和各個載荷量測裝置之間進行選擇(或切換)的裝置4.12 荷重元的要求4.13 「正」和「負」比較儀4.14 直接向公眾售貨用的衡器4.15 對具有價格示值、直接向公眾售貨用的衡器的附加要求4.16 類似通常用於直接向公眾售貨用的衡器4.17 價格標籤衡器4.18 具有單位重量承載器的機械計數衡器5. 對電子式衡器的要求5.1 一般要求5.2 對顯著干擾誤差的反應5.3 功能要求5.4 性能測試和量程穩定度測試6. 非自動指示衡器的技術要求6.1 最小靈敏度6.2 指示裝置的可接受方案6.3 結構條件6.4 簡單等臂天平6.5 簡單1/10臂比天平6.6 簡單游鉈衡器(桿秤)6.7 羅伯威爾天平和伯朗格天平6.8 具有增錘盤的衡器6.9 具有可撥動游鉈的載荷量測裝置的(桿秤式的)衡器7. 衡器的標記7.1 說明性標記7.2 檢定標記8. 計量管理8.1 計量管理的責任8.2 型式認證8.3 初次檢定8.4 後續計量管理9.特別暫行規定附錄A 非自動衡器的測試程序A.1 文件審查A.2 結構與文件的比對A.3 初步檢查A.4 性能測試A.5 影響因子A.6 耐久性測試附錄B 電子式衡器的附加測試B.1 對待測電子式衡器(EUT)的一般要求B.2 影響因子的性能測試B.3 干擾下的性能測試B.4 量程穩定度測試Ⅲ參考書目Ⅳ測試報告Ⅱ術語(名詞和定義)在本規範所使用的術語均與「國際通用計量基本名詞」(1984年版)和「法定計量名詞」(1978年版)一致。
非自行指示秤不确定度评定
1.1 测量依据: JJG14-1997《非自行指示秤检定规程》。
1.2 环境要求检定室温度为常温,相对湿度不大于80%。
检定场地应清洁、干燥、周围无明显振动和气流.1.3 测量标准:F1,F2,M1等级标准砝码。
1.4 测量对象:适用于各种完全靠人员操作取得平衡位置的秤如台秤,案秤。
1.5 测量过程非自行指示秤测量是用标准砝码直接称重并通过由检定人员调整游码取得平衡位置,非自行指示秤的示值为标准砝码值加游码指示值 1.6 评定结果的使用在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
2 2 数学模型。
m m m b ∆+= 式中:b m ──标准砝码标称值; m ──非自行指示秤示值; o m ∆──游码指示值。
3 输入量的标准不确定度评定本评定方法以100kg ⅹ50g 台秤的最大称量点为例,其他称量点的示值误差测量结果的不确定度可参照本方法进行评定。
3.1 输入量b m 的标准不确定度)(mb u 的评定输入量mb 的标准不确定度)(mb u 的评定采用B 类方法进行评定。
根据JJG99-2006《砝码检定规程》中所给出,M1等级标准砝码100kg 的扩展不确定度不大于1.35g ,包含因子k=3。
标准不确定度)(mb u =337.1g=0.46g估计)()(m b u m b u ∆为0.10,则自由度502=v3.2 输入量mo ∆的标准不确定度)(mo u 的评定游码指示值主要是靠人眼分辨刻度进行读数,估读误差引起的不确定度采用B 类方法进行评定。
人眼估读分辨率ɑ约为1/5个分度,以100k g ×50g 台秤为例,该误差大致为10g,包含因子k 取3,因为进行一次测量需带入两次分辨率误差,故)(mo u =3/212a ⨯=3/10212⨯⨯=4.08g估计其相对不确定度为7%,则自由度约为1003=v 。
3.3输入量m 的标准不确定度)(m u 的评定输入量m 的标准不确定度来源于台秤的测量重复性,可以用同一砝码,通过连续测量得到测量列,采用A 类方法进行评定。
(非自动衡器检定装置)计量标准考核报告
计量标准考核报告[ ] 量标证字第号考评计划编号计量标准名称非自动衡器检定装置计量标准代码12113545建标单位名称米易县计量测试所考评单位名称四川省攀枝花质量技术监督局考核类型□新建☑复查考评方式☑书面审查☑现场考核考评日期 2017 年 11 月 24 日计量标准名称非自动衡器检定装置计量标准考核证书号[2013]攀量标法证字第008号保存地点砝码检定室计量标准原值(万元)计量标准类别☑社会公用□计量授权□部门最高□计量授权□企事业最高□计量授权测量范围(0~100)t 不确定度或准确度等级或最大允许误差M1等级计量标准器名称型号测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定周期或复校间隔末次检定或校准日期检定或校准机构及证书号M1级砝码锁型20kg~100tM1级邛崃制造1-5001年2017.07.26米易县计量测试所PZHXM1700146M1级增砣砝码环形100mg~1kgM1级蓬莱市水玲砝码厂9461年2017.4.28米易县计量测试所PZHXM1700183M1级增砣砝码环形100mg~2kgM1级成都科学仪器厂1801年2017.07.28米易县计量测试所PZHXM1700184主要配套设备数显温湿度表WSB-1型(-20~60)℃/郑州博洋仪表有限公司011年2017.04.05攀枝花市计量测试研究所F20170326计量标准考评表序号考核内容及考核要点考评结果考评记事符合有缺陷不符合不适合14.1计量标准器及配套设备的配置*△4.1.1计量标准器及配套设备配置科学合理,完整齐全,并满足开展检定或校准工作的需要2 *△4.1.2 计量标准器及主要配套设备的计量特性符合相应计量检定规程或计量技术规范的规定,并满足开展检定或校准工作的需要3 *△4.1.3计量标准的溯源性符合要求,计量标准器及主要配套设备均有连续、有效的检定或校准证书44.2计量标准的主要计量特性△4.2.1 测量范围表述正确5 △4.2.2不确定度或准确度等级或最大允许误差表述正确6 *△○4.2.3 计量标准的稳定性合格7 △4.2.4 计量标准的其他计量特性符合要求84.3环境条件及设施*4.3.1温度、湿度、照明、供电等环境条件符合要求9 4.3.2设施的配置符合要求;互不相容的区域进行了有效隔离10 4.3.3环境条件进行了有效的监控114.4人员4.4.1有能够履行职责的计量标准负责人12 *△4.4.2配备了两名以上具有相应能力的检定或校准人员134.5文件集4.5.1文件集的管理4.5.1文件集的管理符合要求144.5.2计量检定规程或计量技术规范*4.5.2有有效的计量检定规程或计量技术规范15 4.5.3计量标准技术报告△4.5.3.1计量标准技术报告更新及时,有关内容填写齐全、表述清晰16 △4.5.3.2 计量标准器及主要配套设备信息填写正确序号考核规范条款号及评审内容考评结果考评记事符合有缺陷不符合不适合174.5 文件集4.5.3计量标准技术报告△4.5.3.3计量标准的主要技术指标及环境条件填写准确18 △4.5.3.4计量标准的量值溯源和传递框图正确19 △○4.5.3.5 检定或校准结果的重复性试验符合要求20 *△○4.5.3.6 检定或校准结果的测量不确定度评定步骤、方法正确,评定结果合理21 △○4.5.3.7检定或校准结果验证方法正确,验证结果符合要求224.5.4检定或校准原始记录△4.5.4.1原始记录格式规范、信息齐全,填写、更改、签名及保存等符合要求23 △4.5.4.2原始数据真实、完整,数据处理正确24 4.5.5检定或校准证书△4.5.5.1证书的格式、签名、印章及副本保存等符合要求25 △4.5.5.2检定或校准证书结果正确,内容符合要求26 4.5.6管理制度4.5.6制订并执行相关管理制度27 4.6计量标准测量能力的确认4.6.1技术资料审查△4.6.1 通过对技术资料审查确认计量标准具有相应测量能力证明文件4.6.2现场实验*4.6.2.1检定或校准方法、操作程序、操作过程等符合计量检定规程或计量技术规范的要求28 *4.6.2.2检定或校准结果正确294.6.2.3 回答问题正确回答情况:提问摘要:30注:考评内容共六方面30项,各项目的考核结果请在相应栏目内打“√”。
非自行指示秤不确定度
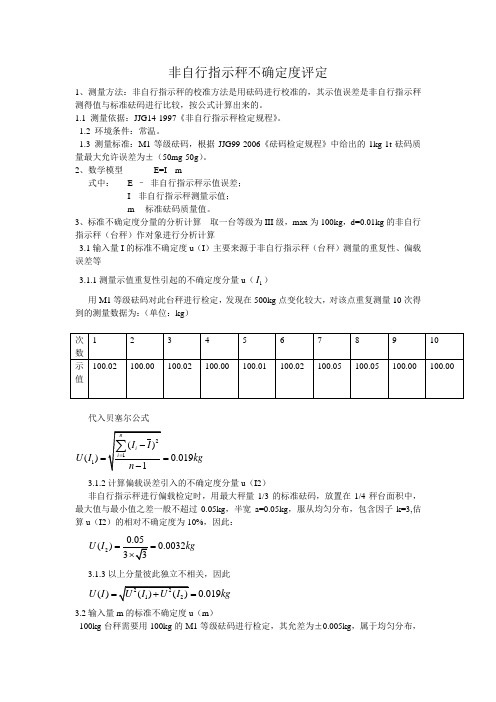
非自行指示秤不确定度评定1、测量方法:非自行指示秤的校准方法是用砝码进行校准的,其示值误差是非自行指示秤测得值与标准砝码进行比较,按公式计算出来的。
1.1 测量依据:JJG14-1997《非自行指示秤检定规程》。
1.2 环境条件:常温。
1.3 测量标准:M1等级砝码,根据JJG99-2006《砝码检定规程》中给出的1kg-1t 砝码质量最大允许误差为±(50mg-50g )。
2、数学模型 E=I-- m式中: E – 非自行指示秤示值误差;I --非自行指示秤测量示值; m ---标准砝码质量值。
3、标准不确定度分量的分析计算 取一台等级为III 级,max 为100kg ,d=0.01kg 的非自行指示秤(台秤)作对象进行分析计算3.1输入量I 的标准不确定度u (I )主要来源于非自行指示秤(台秤)测量的重复性、偏载误差等3.1.1测量示值重复性引起的不确定度分量u (1I )用M1等级砝码对此台秤进行检定,发现在500kg 点变化较大,对该点重复测量10次得到的测量数据为:(单位:kg )代入贝塞尔公式1()0.019U I kg ==3.1.2计算偏载误差引入的不确定度分量u (I2)非自行指示秤进行偏载检定时,用最大秤量1/3的标准砝码,放置在1/4秤台面积中,最大值与最小值之差一般不超过0.05kg ,半宽a=0.05kg ,服从均匀分布,包含因子k=3,估算u (I2)的相对不确定度为10%,因此:2()0.0032U I kg ==3.1.3以上分量彼此独立不相关,因此()0.019U I kg ==3.2输入量m 的标准不确定度u (m )100kg 台秤需要用100kg 的M1等级砝码进行检定,其允差为±0.005kg ,属于均匀分布,因此:()0.003U m kg == 4、标准不确定度一览表5、合成标准不确定度()0.019c U E kg ==6、扩展不确定度取2k =,2()0.038c U U E kg =⨯=7、测量不确定度的报告与表示100kg 非自行指示秤的示值误差测量结果扩展不确定度为:0.038U kg =,2k =。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非自动数字电子衡器-NTEP计量产品评定程序(doc 12页)非自动数字电子衡器的NTEP认证前言NTEP是美国为了保证贸易和商业的公正性,保护用户的利益不受损害,对用于贸易和商业的称重、计量产品进行的型式评定程序(the National Type Evaluation Program)的简称。
NTEP证书是由美国称重计量协会 (the National Conference on Weights and Measure,简称NCWM)发放的官方符合性证书,它表明产品已成功通过NTEP的评估,符合美国称重和计量法规要求。
用于贸易和商业的产品必须得到NTEP证书方可在美国市场销售,对于非贸易和商业的产品,NTEP认证不是必须的,制造商可以自主决定是否需要取得NTEP证书。
用于贸易和商业的产品如衡器、出租车计费器、水表、电表、油量计等称重和计量设备均须得到NTEP证书。
非自动数字电子衡器是比较常见的用于贸易和商业的称重计量设备,本文以此为例对产品如何取得到NTEP证书进行说明。
衡器的基本参数衡器进行NTEP认证申请时,制造商必须向NTEP管理机构提供衡器的准确度等级,最小秤量,分度值,分度数,计量单位,适用温度范围等衡器的基本参数,因此衡器要想取得NTEP认证证书,首先必须了解美国NTEP标准和法规对衡器基本参数的要求,只有清楚NTEP法规和标准的具体内容,制造商才能提供符合NTEP标准要求的申请表。
衡器认证之前,首先必须对衡器的类别有明确的概念,NTEP标准对衡器的划分非常细,对每种类别的衡器的测试要求均有具体的说明,按照Handbook44, 衡器可分为非自动衡器、自动称重系统、皮带秤、散料秤。
非自动衡器应该符合Handbook 44 第2.20章的产品性能要求,非自动衡器又可细分为机械衡器(如机械台秤、弹簧度盘秤等)和非自动数字电子衡器(如电子台秤、计价秤、电子汽车衡等),非自动数字电子衡器应该遵循Publication 14数字电子衡器相关章节的法规要求。
为了描述方便,下文如未注明,衡器均指贸易和商业用非自动数字电子衡器。
Handbook 44规定衡器分为I、II、III、IIIL、IIII五个准确度等级,允差要求如表1所示。
表1最大允许误差(以检定分度值e表示)在Handbook 44中,对有些比较特别的衡器如吊钩秤、料斗秤、计价秤等,最小分度值和最小分度数的数值有另外的规定,如吊钩秤的最小分度值应不小于0.2kg,分度数不小于1000。
从表2中可以发现I、II级衡器只可以使用国际单位制单位(与OIML R76对应的I、II衡器的要求完全一致),III级、IIIL级、IIII级衡器可以使用国际单位制单位和英制单位,III L 级衡器主要用于大质量的物体称重,所以单位oz不适用于该等级衡器。
衡器的显示分度值(一般用d表示)的表示方法与国内相同,分度值的形式以1x10k,2x10k,5x10k表示,指数k可以是正,负整数或零。
例如:d=0.2g,d=100g,d=5g,等等。
衡器的检定分度值(一般以e表示)是衡器的一个重要参数,它的表示方法与分度值相同,如衡器的检定分度值与分度值不相等,则检定分度值必须出现在衡器上比较显著的位置,对于I,II级衡器和单轨衡,如e≠d,应有d<e≤10d;但对于I级衡器,如d<1mg,此时e=1mg。
对于III,IIII级秤(单轨衡除外),如e≠d,e必须标注在衡器上,并应满足e≤d。
衡器在规定的环境温度下应能保证准确度,在Handbook 44中规定,任何准确度等级的衡器温度范围如未加说明,均认为是-10℃-40℃。
制造商可以定义衡器的温度范围,但该温度范围必须标注在衡器上,Handbook 44对衡器的最小温度范围作了限制,参见表3。
表3准确度等级I II III,III L & IIII温度范围5℃15℃30℃衡器的最小称量在Handbook 44中的规定参见表4。
衡器如是多分度值或多量程衡器时,最小称量应采用最小的分度值计算。
多分度值和多量程衡器采用的分度值应标注在衡器上。
表4准确度等级分度值(e或d)最小秤量(e或d)I IIIII III L1mg≤e1mg≤e≤50mg100mg≤e全部全部10020502050IIII全部10衡器的NTEP测试项目及允差要求衡器的NTEP申请被接受之后,型式评定样机将被要求送往授权的试验室接受型式评定试验,制造商如能在样机选择之前对NTEP的测试项目和允差要求有比较清晰的概念,将有助于顺利通过NTEP样机型式评定试验。
NTEP测试项目包括基本测试项目和影响量测试项目,Publication 14中对测试项目和测试方法进行了具体的规定,但对于不同的衡器,如台秤、平台秤、汽车衡、轨道衡,每个项目的测试内容有很大的不同,现仅对最常见的电子衡器(包括计价秤、计数秤、电子台秤)按照项目进行介绍,其他类衡器测试项目和允差要求请参阅Publication 14。
大气压力测试:大气压力在95kPa ~ 105kPa的范围内时,衡器的零点示值变化不大于1d。
电源短时中断测试:电源短时中断时,衡器的示值误差应不大于最大允差。
抗电磁干扰测试:衡器在称量具有磁性的载荷或被置于电磁环境中时,应能保持准确度。
电源电压变化测试:分为交流和直接两类。
如衡器采用交流供电,当电压在110VAC-130VAC范围内时,衡器能保持准确度,即示值误差不大于最大允差。
如衡器采用直流供电,当电池电压虽然超出允许的工作范围,但仍能正常工作时,衡器应保持准确度,示值误差不大于最大允差。
预热时间测试:在衡器开机前,至少关断电源8小时,开机后可正常工作时,立即加载砝码至满量程的一半,如检测用砝码组合不能正好构成满量程的一半时,可采用检测满量程点的方法代替,在卸下砝码衡器返回零点时,零点误差应不大于最大允差。
回零测试:在载荷被从衡器上卸掉,衡器回到零点时,零点的示值误差不大于0.5d。
鉴别力测试:在衡器的承载装置上加上或减去1.4d的测试载荷时,衡器的示值应产生至少1d的变化。
零点不确定度测试:衡器在零点的不确定度小于0.3d。
加载测试:对于不同的误差值,相应的称量点均必须加以测试,最小秤量点、半量程点、满量程点、最大允差改变点是必须测试的量程点,同时称量点不能少于8个,以5000分度III级为例,20d、500d、2000d、2500d、4000d、5000d是必须测试点,补充的测试点可以选择1500d,3000d等砝码容易组合的称量点,每个称量点的误差应不大于最大允差。
卸载测试:对于分度数高于1000的衡器,卸载必须从最大秤量点开始。
最小秤量点、半量程点、满量程点、误差改变点是必须测试的量程点。
如分度数低于1000,卸载测试可以从半量程点开始,但加载时必须加到最大秤量点,每个测试点的误差应不大于最大允差。
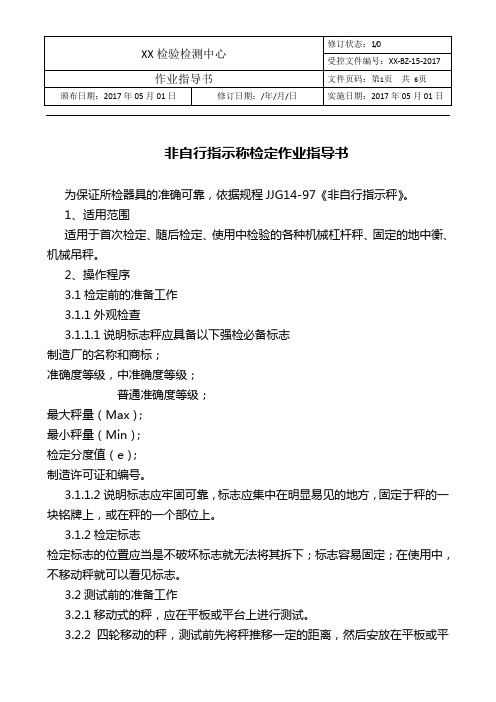
偏载测试:偏载测试在满量程的一半进行,测试的位置如下图所示,每个位置的测试误差应不大于该量程点最大允差。
图1 单传感器衡器图2 多传感器衡器图3 等臂天平蠕变测试:加载衡器至满量程,保持一小时后,记录1小时前后的误差,其差值应不大于最大允差;对于III L 级衡器,该误差是最大允差的一半。
重复性测试:NTEP实验室一般是进行多次满量程加载和卸载测试,每次衡器的示值误差应不大于最大允差。
倾斜测试:如衡器未装配水平指示器,衡器必须轴向方向倾斜3%-5%,并在倾斜状态下执行偏载、加载和卸载测试,示值误差应不大于最大允差。
温度影响测试:温度测试检测四个温度点,常温点(一般是20℃),衡器标注的最高温度点,衡器标注的最低温度点,返回常温点,测试项目包括加载测试、卸载测试、蠕变测试,示值误差不大于最大允差。
温度对零点的影响测试:检测的温度点同温度影响测试。
检测时,零点的自动跟踪装置必须停止运行或加以摆脱。
该项目的误差要求是:III L等级衡器每5℃允许变化3d,其他等级衡器每5℃允许变化1d。
衡器的耐久性测试:开始前,衡器必须执行加载、卸载测试和两次偏载测试,然后执行 100,000次固定秤量的加载,如秤的最大秤量小于100lb, 测试载荷是最大秤量的一半;如秤的最大秤量大于100lb但不大于500lb,测试载荷应介于最大秤量的四分之一到一半;如衡器小于2000lb时,测试载荷应是最大秤量的一半,但如测试载荷大于500lb时,应采用500lb作为测试载荷。
在100,000次加载测试时,中间应执行至少6次加载,卸载和偏载测试,示值误差应不大于最大允差。
制造商如能在型式评定样机送样前,按照NTEP的测试要求进行预测试,将会有利于样机顺利通过NTEP型式评定。
衡器的NTEP常规检查项目衡器的NTEP常规检查是NTEP认证的另一项重要内容,Publication 14 中对衡器的常规检查项目进行了详细的描述,制造商如果未对此进行详细的了解,将会对产品的NTEP认证带来不利的影响。
本节同样以电子衡器为例进行说明,其他类别的衡器的具体的要求请参阅Publication 14。
产品标签的检查。
产品标签应包括制造商名称、型号名称、产品序列号、准确度等级、分度值、分度数、温度范围等,有的内容有详细的规定,如对Model 简写的要求,只可以使用Mod 或Mod.;serial number只可以简写成S/N、SN、Ser.No.、S No.,分度值和分度数采用最大秤量×分度值型式,如6lb×0.002lb。
如写法不规范,NTEP试验室会要求制造商重新提供合适的标签以供审查。
衡器的键盘标识必须符合NTEP标记要求,NTEP标准对各种功能键均有专用的符号,如皮重、置零、电源开关、打印等均有说明。
用于调整衡器计量性能参数的装置必须给予铅封,NTEP对必须铅封的性能参数和无须铅封的性能参数作了详细的说明,参见表5。
表5应铅封的典型的衡器参数无须铅封的典型的衡器参数零点量程线性修正值动态检测开关动态检测范围数字滤波称量单位分度数分度值过载范围自动零跟踪速率称重模式Handbook 44中禁止输入的参数自动置零范围显示更新速率皮重存储扣除皮重装置预置皮重装置商品代码单价折扣波特率Handbook 44 中允许输入的参数衡器的显示和记录格式是最重要的NTEP检查项目,Publication 14中对所有的称重参数的指示和记录方式均做了细致的规定,本文对几种容易被制造商忽视的内容作简单说明,其他内容请参阅Publication 14。
称量为零时,零的显示应按照分度值的有效位数显示,如分度值是0.01lb,零的表示方式是0.00lb;如分度值是50lb,零的表示方式是00lb。
在皮重方式时,如净重为负,负号应与数值连续,不能分开。