面料成本核算最新最详细版本
面料核算成本综合版
面料核算成本综合版面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密度X(1—染色缩率)注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60 门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(经密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
假设21支棉纱的价格是20000元/吨=0.02元/克,那么经向用纱成本是:249.6X0.02=4.992元每米同样,假设16支的棉纱价格是18000元/吨,那么纬向的用纱成本是153.6X0.018=2.76元每米这个规格的面料原料成本就是4.992+2.76=7.75元每米。
梭、针织面料成本核算【范本模板】

成本包括原料成本,后整理费,人工费3部分。
按照你所列的原料价格,全涤面料原料成本:门幅×克重×12后整理费:门幅×克重×4人工费:4.5元就不亏了加起来就是成本了。
涤棉面料:原料成本:门幅×克重×棉的含量×每公斤棉的价格门幅×克重×涤的含量×每公斤涤的价格后整理费:门幅×克重×染费人工费:4。
5元加起来就可以了。
氨纶的以此类推。
就是算一码的刻重,在称上的刻重比如180乘2.54.就是一码的重量了在成整批布的码中,都少匹,在乘以成本的一码的价格和大货价就得出总的成本了。
面料的克重克重计算相关平方克重与盎司的关系克重-—面料的克重一般为平方米面料重量的克数,克重是针织面料的一个重要的技术指标,粗纺毛呢通常也把克重作为重要的技术指标。
牛仔面料的克重一般用“盎司(OZ)”来表达,即每平方码面料重量的盎司数,如7盎司、12盎司牛仔布等1 yard 码=3 feet 英尺=0.9144 metre 米1 ounce 盎司=16 drams 打兰=28.35 grams 克1盎司/码=28.35克/(0。
9144 米*0。
9144 米)=33。
9克/平方米11盎司/码=373克/平方米针织布类的克重与支数识别方法支数指的是一镑重(454克)的棉纱所具有的 840码的长度的个数。
支数越大,纱线越细。
如48S比23细。
克重指每平方米的面料所具有的重量克数。
一般来说,相同品质的纱线,支数越大,克重越大。
坯布的克重与成品克重换算,如以公式计算,与实际可能有很大偏差,主要原因分两方面,胚布设定可用公式计算,只要条件愈接近,结果愈准碓,因织造为物理性改变,由胚布加工为成品布,经过染整多个工序,织物经过物理性及化学性改变,变量增大,期间涉及各种不同类型之机械,工序等等,形成各企业有着不同之规格标准,因此坯布的克重与成品克重换算,每个企业均有其标准。
面料的克重和成本核算汇总
面料的克重和成本核算很多人都认为要核算面料的克重和成本很难,但是真正了解后就不难发现其实这只是一个公式的问题,简单来说就是先算出经纱每米耗纱量和纬纱每米耗纱量,得出经纬耗纱量结合纱价就可以得出实际原料成本单价,再加上造价费用就得出了实际成本价格,下面请参考以下资料:方法一:以C40S*40S,133*72*63”,精梳棉纱25.0元/公斤为例①经纱用纱量=(经密×幅宽×消耗系数)÷经纱支数单位÷100;(133×63×0.0643)÷40÷100=0.135②纬纱用纱量=(纬密×幅宽×消耗系数)÷经纱支数单位÷100;(72×63×0.0643 ÷40÷100=0.073③消耗系数,不同股线,系数均不相同;1-2股为:0.0643; 3股为:0.065; 4股为:0.0665;幅宽为英寸,1英寸=2.54cm④(经纱耗量+纬纱耗量×纱每公斤单价=每米面料用纱单价;(0.135+0.073× 25.0=5.20元⑤最后加上织造费用,一般箭杆机是3分一纬,有梭是1分到2分一纬,最终得出了实际成本价格; 5.20+(72×0.03=7.36元方法二:要计算首先要弄清两个公式:1、纱支(英支)也就是我们通常用S表示的,与旦尼尔(用D表示)的换算公式:S=5315/D2、旦尼尔数表示9000米纱线的克数,比如我们经常说的100D就表示9000米纱线的重量为100克。
知道这两点,理解公式就很容易了。
举例:全棉纱卡20sX16s/128x60x63inch来说明每米布的克重的计算。
这种方法的思路是根据纱线单位D数的定义来的,我们首先根据密度计算出每米布经纱和纬纱总的长度。
(1)这种面料的经向密度是128根/inch,门幅是63inch ,那么经纱就有128X63=8064根,每根是1米长,总长是8064米,经纱是20支,5314÷20=266D 根据丹尼儿的定义,266D表示9000米长的纱是266克,那么8064米长的经纱应该是8064÷9000X266=238克,经纱的克重就是238克。
面料贸易公司的成本核算
面料贸易公司的成本核算在当今竞争激烈的商业环境中,对于面料贸易公司而言,准确的成本核算至关重要。
它不仅影响着公司的定价策略、利润空间,还直接关系到公司的生存与发展。
接下来,让我们深入探讨一下面料贸易公司成本核算的各个方面。
一、面料采购成本面料采购成本是面料贸易公司成本核算的核心部分。
这包括了采购面料的单价、数量以及相关的运输费用等。
首先,单价是由面料的品质、材质、工艺等因素决定的。
比如,高质量的纯棉面料通常比普通化纤面料单价更高。
在采购时,需要与供应商进行充分的谈判,以获取最有利的采购价格。
同时,要密切关注市场行情的波动,及时调整采购策略,以降低采购成本。
其次,采购数量也会对成本产生影响。
大量采购可能会获得批量折扣,但同时也会增加库存成本和资金占用。
因此,需要根据市场需求和销售预测,合理确定采购数量。
运输费用也是不可忽视的一部分。
这包括从供应商到公司仓库的运输成本,以及可能的进口关税、保险费等。
在选择运输方式和供应商时,要综合考虑成本和运输时间,以达到最优的平衡。
二、库存成本库存成本是面料贸易公司运营中容易被忽视但又相当重要的一部分。
库存面料占用了公司的资金,资金的机会成本是不可忽略的。
如果这些资金被用于其他投资或业务拓展,可能会带来更多的收益。
同时,库存面料还需要占用仓库空间,产生仓储费用。
仓库的租金、水电费、管理人员工资等都是仓储成本的组成部分。
此外,库存面料存在贬值的风险。
如果面料长时间积压,可能会因为市场流行趋势的变化、质量的下降等原因而导致价值降低。
为了降低库存成本,公司需要建立科学的库存管理系统,准确预测市场需求,优化库存周转率。
三、销售成本销售成本包括销售人员的工资、提成、差旅费,以及市场推广费用、广告费用等。
销售人员的薪酬和提成是激励他们积极推销产品的重要手段,但同时也是销售成本的重要组成部分。
合理制定薪酬和提成制度,既能激发销售人员的积极性,又能控制销售成本。
差旅费用于销售人员拜访客户、参加展会等活动。
成本核算资料(重要明细)-梭织
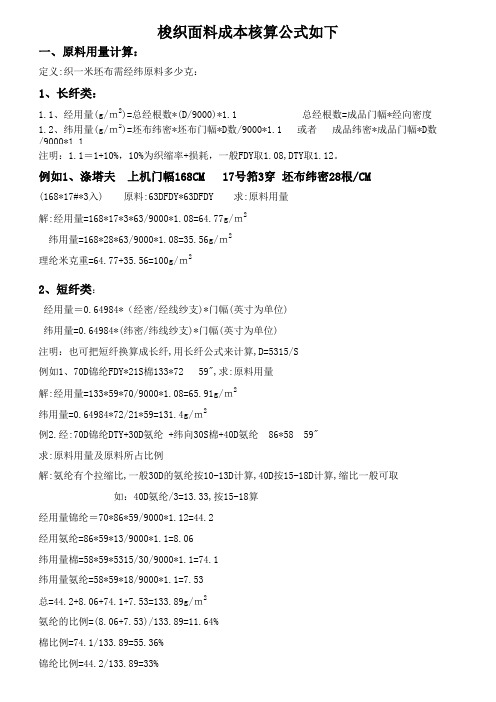
梭织面料成本核算公式如下一、原料用量计算:定义:织一米坯布需经纬原料多少克:1、长纤类:1.1、经用量(g/m2)=总经根数*(D/9000)*1.1 总经根数=成品门幅*经向密度1.2、纬用量(g/m2)=坯布纬密*坯布门幅*D数/9000*1.1 或者 成品纬密*成品门幅*D数/9000*1.1注明:1.1=1+10%,10%为织缩率+损耗,一般FDY取1.08,DTY取1.12。
例如1、涤塔夫 上机门幅168CM 17号筘3穿 坯布纬密28根/CM(168*17#*3入) 原料:63DFDY*63DFDY 求:原料用量解:经用量=168*17*3*63/9000*1.08=64.77g/m2纬用量=168*28*63/9000*1.08=35.56g/m2理纶米克重=64.77+35.56=100g/m22、短纤类:经用量=0.64984*(经密/经线纱支)*门幅(英寸为单位)纬用量=0.64984*(纬密/纬线纱支)*门幅(英寸为单位)注明:也可把短纤换算成长纤,用长纤公式来计算,D=5315/S例如1、70D锦纶FDY*21S棉133*72 59",求:原料用量解:经用量=133*59*70/9000*1.08=65.91g/m2纬用量=0.64984*72/21*59=131.4g/m2例2.经:70D锦纶DTY+30D氨纶 +纬向30S棉+40D氨纶 86*58 59"求:原料用量及原料所占比例解:氨纶有个拉缩比,一般30D的氨纶按10-13D计算,40D按15-18D计算,缩比一般可取如:40D氨纶/3=13.33,按15-18算经用量锦纶=70*86*59/9000*1.12=44.2经用氨纶=86*59*13/9000*1.1=8.06纬用量棉=58*59*5315/30/9000*1.1=74.1纬用量氨纶=58*59*18/9000*1.1=7.53总=44.2+8.06+74.1+7.53=133.89g/m2氨纶的比例=(8.06+7.53)/133.89=11.64%棉比例=74.1/133.89=55.36%锦纶比例=44.2/133.89=33%3、加捻类:经用量=总经根数*D/9000*1.1*(1+捻缩率)*(1+蒸缩率)纬用量=坯布密度*上机门幅*D/9000*1.1*(1+捻缩率)*(1+蒸缩率)3.1捻缩率:捻缩率=0.0038*(T/MM)*(T/MM)*DD的倍数以10D为基础40D-0.1→40/10-0.1=3.950D-0.2→50/10-0.2=4.860D-0.370D-0.4120D-0.9→120/10-0.9=11.1例1:75DFDY 22T/2S2Z,求捻率解:捻缩率=0.0038*2.2*2.2*(75/10-0.5)=12.87%例2.150DDTY 8T/2S2Z,求:捻缩率解:捻缩率=0.0038*0.8*0.8*(11.1+2.4)=3.28%3.2蒸缩率:蒸缩经10T/CM 以下不计,10-20T/CM为5%,20T/CM以上取6.5%例经:50D有光FDY 10T/2S2Z纬:75DDTY+40D氨纶 16T/2S2Z上机208*15#*5入 30根/CM求:原料用量解:经用量=208*15*5*50*1.08/9000*[1+0.0038*1*(50/10-0.2)]*(1+5%)=10纬用量=208*30*1.12*(75+18)/9000[1+0.0038*1.6*1.6*(93/10-0.6)](1+5%0=82.18二、前道报价整浆并车间倒倍捻车间上浆费用涤纶FDY 0.03-0.04元/并DTY 0.04-0.05元/并锦纶FDY 0.05-0.06元/并分批整经并数=总经根数/1680根 1680为最大上排原料筒子数取整数(只入不舍)分条整经0.1-0.5元/米 最大上排筒子数一般为800,低弹网络丝直接上分条 0.06-0.1元/米例:经70D锦纶FDY 168*70#*2入,求上浆费解:168*7082/1680=4并4并*0.05=0.2元/米加捻费用 300元/吨.捻特殊600元/吨.捻300元/吨.捻=0.0003元/G捻捻费=加捻丝的用量(G)*捻度(T/CM)*0.0003元/G.捻例:雪纺经:75DFDY 20T/2S2Z纬:75DFDY 20D/2S2Z19#*2入*175CM 28根/CM求:捻费解:原料用量=175*(19*2+28)*75/9000*1.08[1+0.0038*2*2*(75/10-0.5)]*(1+6.5%)=122.5g/m2捻费=122.5*20*0.0003=0.735元三、织造报价织造报价=坯布纬密*织造费(元/梭)织造费用与品种的织造难易程度和织机有关;喷水产品织造 用用参考:1、涤塔夫,春亚纺等170T、180T、190T、210T 0.01-0.015元/梭240T、260T、290T、310T 0.015-0,025元/梭370T、380T、390T、400T 0.25-0.035元/梭消光比半光品种高0.005元/梭2、桃皮绒,花瑶,色丁等 0.02-0.03元/梭循环大,强捻,弹力品种 0.03-0.05元/梭喷气品种织造费用参考锦棉,棉锦等 0.05元/梭(经纬线粗加密的另加0.01-0.02元/梭)金属丝布,双层布 0.0-0.2元/梭有梭织机品种织造费用参考平纹,府绸 0.02-0.03元/梭例1.170T涤塔夫 61DFDY*61DFDY 成品150CM 166*17#*2入 料:1.4万/吨解:原料价格=165/2.54*150*61/9000*1.08=71.33g/m271.33*0.014=1元/m注:由于竞争激烈,170T涤塔夫市场上一般不到170,只有165.前道价格:166*17*2/1680=3.4 即4并 4*0.03=0.12元/M织造价格 按0.01算 则26*0.01=0.26元/M按0.015算则26*0.015=0.39元/M坯布价格=1+0.12+0.26=1.38元/M或=1+0.12+0.39=1.51元/M例2:加捻色丁11760根经:75D有光FDY 1.56万/吨纬:150DDTY 16T/2S2Z 1.38万/吨坯布纬密30根/CM 坯布门幅:168CM解:原料价格=11760*75/9000*1.08*1.56=1.651元/M168*30*150/9000*1.1*(1+0.0038*1.6*1.6*13*(1+5%)=109.76109.76*1.38=1.515元/M前道价格上浆 11760/1680=7并7*0.03=0.21元捻费 109.76*16*0.0003=0.527元/M织造价格 0.025*30=0.75元/M坯布价格=1.651+1.515+0.527+0.75=4.44元/M例3:锦棉金属丝 经:70D锦纶FDY 2.8万/吨纬:甲32S 2.2万/吨 乙32S+68D金属丝11万/吨158*76 59" 3甲1乙解:原料价格经=158*59*70/9000*1.08=78.3g/m278.3*0.002=1.5元/M乙=68.3/3=22.76g/m268/9000*76*59*1.1*1/4=9.32g/m2(22.76+9.32)*0.11=3.53元/M前道价格 158*59/1680=5.55 即6并 6*0.6=0.36元/并织造价格 5.9/2.54=29.92 29.92/1.05=28.5梭28.5*0.13=3.71元/M坯布价格=2.19+1.5+3.53+0.36+3.71=11.29元/M开票价=11.29*1.05=11.85元/M。
面料的克重和成本核算

面料的克重和成本核算其实很多人都认为要核算面料的克重和成本很难,但是真正了解后就不难发现其实这只是一个公式的问题,简单来说就是先算出经纱每米耗纱量和纬纱每米耗纱量,得出经纬耗纱量结合纱价就可以得出实际原料成本单价,再加上造价费用就得出了实际成本价格,下面请参考以下资料:方法一:①经纱用纱量=(经密×幅宽×消耗系数)÷经纱支数单位÷100;②纬纱用纱量=(纬密×幅宽×消耗系数)÷经纱支数单位÷100;③消耗系数,不同股线,系数均不相同;1-2股为:0.0643; 3股为:0.065; 4股为:0.0665;④经纱耗量+纬纱耗量×纱单价=面料用纱单价;⑤最后加上织造费用,一般箭杆机是3分一纬,最终得出了实际成本价格;方法二:要计算首先要弄清两个公式:1、纱支(英支)也就是我们通常用S表示的,与旦尼尔(用D表示)的换算公式:S=5315/D2、旦尼尔数表示9000米纱线的克数,比如我们经常说的100D就表示9000米纱线的重量为100克。
知道这两点,理解公式就很容易了。
举例:全棉纱卡20sX16s/128x60x63inch来说明每米布的克重的计算。
这种方法的思路是根据纱线单位D数的定义来的,我们首先根据密度计算出每米布经纱和纬纱总的长度。
⑴这种面料的经向密度是128根/inch,门幅是63inch ,那么经纱就有128X63=8064根,每根是1米长,总长是8064米,经纱是20支,5314÷20=266D 根据丹尼儿的定义,266D表示9000米长的纱是266克,那么8064米长的经纱应该是8064÷9000X266=238克,经纱的克重就是238克。
⑵纬纱的密度是每英寸60根,一米布有100÷2.54=39.4英寸,那么就有60X39.4=2362根,门幅是63英寸,63X2.54=1.6米,也就是说每根有1.6米长,那么总长是2362X1.6=3779米,纬纱是16支,5314÷16=332D,它表示这个纱9000米长是332克,⑶那么纬纱的重量就是3779÷9000X332=139克,每米坯布的克重=经纱+纬纱=238+139=377克,门幅是 1.6米,那么坯布的平方米克重就是377÷1.6=236克(没有考虑到经纱上的浆料会增加克重3-5%,因为染色的时候会退掉)。
家纺材料成本的核算(精)
家纺材料成本的核算
(三)包装材料的成本核算
包装材料通常是指包装用的胶袋和纸箱。进行成本核算时,要将每件家用纺织品
所需的各种包装材料成本分别计算后累加,得出家用纺织品的总包装成本。
在计算包装成本时应注意以下几方面:
1、单件家用纺织品的包装用料,可以直接计入到单件家用纺织品的成本中。 2、多件家用纺织品使用一个包装容器时,应将一个包装容器的费用,分摊到每 一件家用纺织品之中。
职业教育“现代纺织技术”专业国家教学资源库
家纺产品核算与营销策划
家纺材料成本的核算纺成本
家纺ห้องสมุดไป่ตู้料成本的核算
(一)面料成本的核算
材料成本=面料成本+辅料成本+包装成本
面料可分为主面料、里料、填充物及其他辅助面料,面料成本是以每生产一件家用
纺织品所需面料的价格. 面料成本=(面料用量×单价)+(里料用量×单价)+(辅助面料用量×单价)
面料的单价有两种表示方法:一种是以织物幅宽为规格,以长度为单位的长度计价
法(例如:元/ m ) ; 另一种是按织物重量为计价单位的重量计价法(如:元
/kg),通常用于织物结构尺寸不太稳定的针织物。
家纺材料成本的核算
进行面料成本核算时,应注意以下几方面:
1、每个家用纺织品订单中,每一款家用纺织品均有不同的大小号码,不同号
码的同款家用纺织品,其用料也是不同的,从而造成面料的成本不同。 2、一件家用纺织品往往由许多不同颜色的面料搭配而成。同一种规格的面料
因其颜色不同,可能会造成其单价的不同,如深色比浅色的面料单价要高,漂
白色的单价最低。
3、对于尺寸差异较大的家用纺织品,在计算面料成本时,宜采用分段计算的 方法,销售定价时也可采用分段拟价的方式。 4、计算用料数量时,要充分考虑损耗率的问题,这与剪裁排料有很大的关系。
服装面料知识与成本核算

服装面料知识与成本核算目录一、服装面料基础知识 (2)1.1 服装面料的分类 (2)1.2 常见服装面料的特点及应用 (4)1.3 服装面料的选择原则 (5)二、服装面料成本核算基础 (7)2.1 成本核算的重要性 (8)2.2 成本核算的基本方法和步骤 (9)2.3 成本核算中的会计要素 (10)三、服装面料成本核算详细分析 (11)3.1 面料采购成本核算 (13)3.1.1 面料采购价格的影响因素 (14)3.1.2 面料采购成本的计算方法 (15)3.2 面料生产成本核算 (17)3.2.1 生产准备成本 (17)3.2.2 生产过程中的成本 (19)3.2.3 生产结束后的成本 (20)3.3 面料间接成本核算 (22)3.3.1 折旧费用 (23)3.3.2 维护费用 (24)3.3.3 人工费用 (25)四、服装面料成本控制策略 (27)4.1 面料成本控制的原则和方法 (28)4.2 提高面料利用效率的策略 (29)4.3 面料采购成本的控制措施 (30)五、案例分析 (32)5.1 案例一 (33)5.2 案例二 (33)六、总结与展望 (35)6.1 服装面料知识与成本核算的重要性 (35)6.2 行业发展趋势与挑战 (36)6.3 对未来服装面料成本核算的展望 (37)一、服装面料基础知识棉布:棉布是使用最广泛的服装面料之一,具有良好的透气性和吸湿性,适合制作日常穿着的衣物。
它的质地柔软,但耐磨性相对较差。
涤纶:涤纶是一种合成纤维,具有较高的强度和耐磨性,色泽鲜艳。
涤纶的透气性和吸湿性较差,穿着时容易感到闷热。
棉混纺:棉混纺面料是将棉和其他纤维(如涤纶、腈纶等)混合纺织而成,兼具多种纤维的优点,如抗皱、耐磨、弹性好等。
丝绸:丝绸是一种天然纤维,具有光泽柔美、手感滑爽、透气性好等特点。
但丝绸的耐磨性和耐碱性较差,价格较高。
麻布:麻布是一种由麻纤维织成的面料,具有良好的透气性、吸湿性和耐久性。
面料成本核算
面料成本核算最新最详细版本面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密度X(1—染色缩率)注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60 门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(经密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
假设21支棉纱的价格是20000元/吨=0.02元/克,那么经向用纱成本是:249.6X0.02=4.992元每米同样,假设16支的棉纱价格是18000元/吨,那么纬向的用纱成本是153.6X0.018=2.76元每米这个规格的面料原料成本就是4.992+2.76=7.75元每米。
衬衫生产成本核算-成本实操
衬衫生产成本核算-成本实操一、直接材料成本1. 面料:确定衬衫面料的种类(如纯棉、涤棉等)和采购价格。
假设每米面料价格为A 元,根据衬衫的尺寸计算所需面料长度为B 米,则面料成本为A×B 元。
2. 辅料:包括纽扣、线、衬布等。
确定这些辅料的采购价格和数量。
例如纽扣单价为C 元,数量为D 个;线的价格为每卷E 元,使用量为F 卷等。
则辅料总成本为∑(辅料单价×数量)。
二、直接人工成本1. 裁剪工人工资:确定裁剪工人的工资水平,比如每月工资为G 元。
计算裁剪一件衬衫所需的工时,假设裁剪一件衬衫需要H 小时,一个月工作I 小时,则每小时人工成本为G÷I 元,一件衬衫的裁剪人工成本为H×(G÷I)元。
2. 缝纫工人工资:同理确定缝纫工人工资水平并计算缝纫一件衬衫的人工成本。
假设缝纫一件衬衫需要J 小时,缝纫工人每小时工资为K 元,则缝纫人工成本为J×K 元。
三、制造费用分摊1. 厂房租金:若厂房租金为L 元/月。
根据衬衫的产量分摊租金成本。
假设一个月生产M 件衬衫,则每件衬衫分摊的厂房租金成本为L÷M 元。
2. 设备折旧:生产衬衫所用的设备,如缝纫机、裁剪机等。
假设设备原值为N 元,预计使用年限为O 年,残值为P 元,则每年折旧额为(N P)÷O 元。
再根据衬衫产量分摊到每件衬衫上。
如果一年生产Q 件衬衫,则每件衬衫分摊的设备折旧成本为[(N P)÷O]÷Q 元。
3. 水电费:根据衬衫生产过程中的水电消耗情况和水电费单价来计算。
比如一个月水电费为R 元,一个月生产S 件衬衫,则每件衬衫的水电费成本为R÷S 元。
四、总成本计算衬衫的总成本等于直接材料成本、直接人工成本和制造费用分摊之和:衬衫总成本= 直接材料成本(面料成本+ 辅料成本)+ 直接人工成本(裁剪人工成本+ 缝纫人工成本)+ 制造费用分摊(厂房租金成本+ 设备折旧成本+ 水电费成本)。
面料成本核算最新最详细版本

面料成本核算最新最详细版本(一)以前也看到很多有关面料成本核算的文章,有些不够详细深入,有些有点杂乱,甚至还有一些文章中有错误。
我根据自己的几年做纺织品的经验,归纳总结一下面料核算方面的知识。
如有不对的地方,希望能及时与我联系给予指正。
我们作为纺织面料业务员,一般的情况是这样,客人给了一块样布或者给了详细的规格,需要我们分析报价。
关于面料的分析,这方面的文章已经有很多很详细了,我在这里就不再多说。
面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本,原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密X(1—染色缩率) 注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克 0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
胚布纺织厂的成本核算方法与表格
化纤胚布纺织厂的成本核算方法和表格原料成本+前道成本+织造成本原料成本=原料用量*原料价格。
原料用量=经用量+纬用量经用量=总经根数*D/9000*1.1 纬用量=胚布纬密*(上机门幅+补边丝)*D/9000*1.03 前道和织造成本具体看,这东西不可能算的很清楚的化纤面料成本核算纬线是300D的低弹丝2/3 扁金皮1/3规格不是很清楚就是平常用的那种可能是120D的纬密是45梭门幅是305 剑杆做的剪掉的废边大概10公分按315公分算好了低弹一吨价格是2万金皮是3万6 经线是直接买的5块8一米75D加捻丝加上织缩要多少钱一米??请针织厂成本核算(纱价/(1-织损)+织工+染工)/(1-染损)+利润+税率就是针织布的成本价了。
其中有几种不同的纱,要按照它所占的比例,加在一起就OK.纺织厂的成本核算用什么方法,关于生产棉纱的企业2010-12-13 11:55提问者采纳成本核算的方法有几种得看你经营业务的大小,及企业的实际情况来决定你最合适的方法,一般有品种法.分步法.分批法.我个人认为一般纺织厂一次订购棉花数量大纺成棉纱后都是按批号分类的,按分批法更合适方便。
纺织厂成本核算会计分录2013-09-12 21:34匿名|分类:财务税务|浏览179次厂购原材料布匹、辅料、纤维等,借:原材料贷:应付账款车间领用原材料,借:生产成本贷:原材料生产出产成品,借:库存商品60万贷:生产成本60万产品入库,借:库存商品80万贷:生产成本80万每月末产成品小于入库产品有差额,比如80-60=20万如何做账呢?有时是产成品大于入库商品,如80-60=20万该如何处理呢?纺织厂成本核算会计分录2013-09-12 21:34匿名|分类:财务税务|浏览179次厂购原材料布匹、辅料、纤维等,借:原材料贷:应付账款车间领用原材料,借:生产成本贷:原材料生产出产成品,借:库存商品60万贷:生产成本60万产品入库,借:库存商品80万贷:生产成本80万每月末产成品小于入库产品有差额,比如80-60=20万如何做账呢?有时是产成品大于入库商品,如80-60=20万该如何处理呢?谁有纺织厂的会计业务流程m朴七彩L63 10级被浏览124次 2013.03.16我才接的这家纺织厂感觉手续都不全,设备是二手的,没有正规发票,只有收据。
企业面料成本核算方法

企业面料成本核算方法企业面料成本核算方法随着时尚业的飞速发展和竞争的加剧,企业对成本控制的要求越来越高。
对于面料成本的核算就成为了企业管理者的重要课题。
本文将从面料成本的定义、影响面料成本的因素、面料成本核算方法等几方面进行讨论。
一、面料成本的定义面料成本是指在生产制造中,购买、收取或生产面料所花费的直接成本和间接成本。
其中直接成本包括面料采购成本,面料运输成本,面料加工成本等;间接成本包括设备折旧、水电费、人工费、管理费等。
二、影响面料成本的因素1.面料品种不同的面料品种价格不同,面料价格受原材料、生产工艺等多个因素的影响。
2.面料质量高质量的面料成本较高,因为它有更高的花费在原材料上。
此外,还需要更严格的质量控制和能力较强的工作人员进行处理。
3.采购数量采购面料的数量产生很大影响。
经济提高规模,一些大厂因为数量大,购买面料的价格会比小厂便宜。
4.采购时间面料市场变化很快,不同时期采购价格可能差异很大。
因此,采购合适时间也是节约成本的一种方法。
三、面料成本核算方法1.实际成本法实际成本法是指企业采购、加工、生产、销售面料时,将实际发生的所有成本都纳入成本核算范围。
(即,直接和间接成本之和等于实际成本)。
该方法能够达到比较准确的成本核算效果,但也存在一些局限:无法在短时间内进行核算、对市场变化的适应能力较弱等。
2.标准成本法标准成本法是指将企业预期的成本,按照事先设定的标准规格进行核算的方法。
它可以精确计算出每种面料的成本,并对实际生产情况进行分析和比较。
但该方法通常需要大量准确的数据和经验,工作量较大。
3.估计成本法估计成本法是指企业根据自身的现状,采用预估和推算的方法,计算较为准确的成本。
该方法的核算周期比较短,能够快速进行成本核算。
但如果估算过程中出现错误,会导致最终结果不准确。
四、面料成本控制的方法1.供应商管理企业应该选择和管理合适的供应商,寻找具有价格优势的面料供应商,为企业节约成本。
针织面料如何核算成本

针织面料如何核算成本针织面料如何核算成本针织面料成本=[(原料价格/织造损耗)+织工费]/印染损耗+印染工费+运费。
一般须要较强的专业知识----知道面料用什么原料,什么机器织丰富的专业信息----知道面料原料,织工,印染工费良好的人际关系----可以咨询相关市场信息。
例:圆筒28.5"620GM/YARD ,2*2 ,棉/氨纶罗纹。
用于衣领面料成本核算:1)确定用34"15G罗纹机织造,JC32S*2+70D氨纶,氨纶1隔1吃上针。
2)70D氨纶---60元/KG,面料内含量2%。
JC32S--------24元/KG,纱损0.5%织工费--------3元/KG,织损1.5%染工费------12元/KG染中色圆定工费,染损8%运费--------0.5元/KG3)。
成本价=[(24*0.98+60*0.02)/0.98+3]/0.92+8+0.5=39.2元/KG考虑园筒,加氨纶,2*2,罗纹,门幅/克重/缩水率控制有一定难度风险,且近期棉价波动。
加1~1.5元/KG风险费。
报价在45~48元/KG,视客户的付款方式/信用/订单量而论续:需要说明一下的是,这里的理论计算只适合定做的品种,特殊规格的面料。
如果是常规品种,市场上面的价格一般比理论计算的价格要便宜,实际的价格有市场行情,在各大纺织网站基本上都可以查到,因为数量大,各个环节的加工费便宜,损耗小,还有一些偷工减料生产出来的就更便宜了,比如克重不到,经纬密度不到,纱支偏细,染色质量不好,用的纱线条干差、强力不好等等。
我把我公司后整理剂消耗以及成本的公式简单写一下:以1公斤布为基础单位。
用量为3%即0.03。
75%的带液率即0.75。
价格单位:元/公斤。
以下为整理剂理论消耗量及价格,不包括损耗和工厂加工费用.“三防”产品后整理剂消耗量及成本:1公斤布*0.03的用量*0.75的带液率*###元的价格=###克消耗量*###元=###元“导湿排汗”产品以及其他后整理剂消耗量及成本公式类似.注:1公斤布折算米数(每件衣服成本)请根据实际面料克重(每件衣服用布量)来计算。
针织面料价格成本核算

针织面料价格成本核算针织面料成本=[(原料价格/织造损耗)+织工费]/印染损耗+印染工费+运费. 一般须要较强的专业知识,----知道面料用什么原料,什么机器织丰富的专业信息,----知道面料原料,织工,印染工费良好的人际关系,----可以咨询相关市场信息.例: 圆筒28.5"620GM/YARD ,2*2 ,棉/氨纶罗纹.用于衣领面料. 成本核算 1).确定用34"15G罗纹机织造,JC32S*2+70D氨纶,氨纶1隔1吃上针. 2).70D氨纶---60元/KG,面料内含量2%.JC32S--------24元/KG,纱损0.5%织工费--------3元/KG,织损1.5%染工费------12元/KG染中色圆定工费,染损8%运费--------0.5元/KG3).成本价=[(24*0.98+60*0.02)/0.98+3]/0.92+12+0.5 =43.2元/KG考虑园筒,加氨纶,2*2,罗纹,门幅/克重/缩水率控制有一定难度风险,且近期棉价波动.加1~1.5元/KG风险费.报价在48--50元/KG,视客户的付款方式/信用/订单量而论针织面料成品价格的计算方法〖(纱价+织造费)×织造损耗+染费〗×染色损耗×面料商利润×(1+税点5%) 说是简单,但没有实际经验的朋友可能也摸不着头脑,你只要加强自己的专业知识和实际经验就可以了,因为不同的布种有不同的织造费,不同的成分\不同的染料也有不同的染费价格,下面我做个比方吧: px 2f,]如JC21S平纹布,牢度要求4级,活性染料,看以下算法:(元/KG) ;w hp :$W〖(纱价23.2+织造费2)×织造损耗1.02+平均染费10〗×染色损耗1.08×面料商利润1.1×(1+税点5%)=44.5元/KG 1D 09既精梳21S的平纹布的成品价格是44.5元.以上计算中,织造损耗2%,染色损耗8%,面料商利润10%,是含增值税票的价格,如不要含税,就不乘后面的税点就是了.下面是单面机面料人棉氨论汗布染色 30S+20D 220GSM 36.5元公斤 TR 氨纶汗布染色 220GSM 29元公斤40S,180-200棉氨纶汗布染色 49元公斤40D 克32S,棉氨纶汗布染色 240克 43元公斤40D32S,短纤氨纶汗布染色 180克 26元公斤20D108D+20FDY氨纶汗布染色 150克 25元公斤D108D+2026.5元公FDY氨纶汗布印花 150克D 斤 DTY氨纶75D+40素色 31元公斤汗布 DDTY氨纶100D144素色 29元公斤汗布 F+40DDTY氨纶150D+40素色 26.8元公斤汗布 D短仟汗布 32s 20元公斤短仟汗布 21S 19元公斤短仟汗布 32+40D 28元公斤大循环汗CVC 21S 56元公斤布卫衣布、单素色涤纶纱 21S 150可定 21元公斤面绒中色 T/C 150可定 35.5元公斤中色 CVC 150可定 37.5元公斤中色 C 150可定 39元公斤上面的价格按克重240-320之间的价格报的价格,如果要具体要求的可以来电询问下面是双面机面料20.5元公平板布素色低弹 75d/36F 150可定斤素色低弹 75d/72F 150可定 23.8元公斤23.5元公网眼鸟眼素色 150低弹 120克 150可定斤有光汗布素色大有光 23.5元公斤空气层素色低弹 240克 24.5元公斤棉毛布素色全棉 240克 36元公斤下面是反包机面料珊瑚绒素色单面 150可定 24.8元公斤双面珊瑚绒 26.5元公斤288F双面珊瑚绒印花 34.5元公斤144F天鹅绒素色 T 23元公斤天鹅绒素色 T/C 36.5元公斤天鹅绒素色 CVC 38元公斤天鹅绒活性印花 CVC good 56元公斤天鹅绒雕印 CVC good 62元公斤绒布 20*10 染色44“ 5.8元米印花棉绒20*10 印花44” 8.6元米布绒布 24*13 染色44“ 5.6元米印花棉绒24*13 印花44” 8.3元米布下面内容为赠送的工作总结范文,不需要的朋友下载后可以编辑删除工作总结怎么写:医院个人工作总结范文一年的时间很快过去了,在一年里,我在院领导、科室领导及同事们的关心不帮劣下圆满的宋成了各项工作,在思想觉悟方面有了更进一步的提高,本年度的工作总结主要有以下几项:1、工作质量成绩、效益和贡献。
面料成本核算方法
面料成本核算方法面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密度X(1—染色缩率)注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60 门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(经密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
假设21支棉纱的价格是20000元/吨=0.02元/克,那么经向用纱成本是:249.6X0.02=4.992元每米同样,假设16支的棉纱价格是18000元/吨,那么纬向的用纱成本是153.6X0.018=2.76元每米这个规格的面料原料成本就是4.992+2.76=7.75元每米。
最全的面料成本计算大全

最全的面料成本计算大全2017-02-21以前也看到很多有关面料成本核算的文章,有些不够详细深入,有些有点杂乱,甚至还有一些文章中有错误。
我根据自己的几年做纺织品的经验,归纳总结一下面料核算方面的知识。
如有不对的地方,希望能及时与我联系给予指正。
我们作为纺织面料业务员,一般的情况是这样,客人给了一块样布或者给了详细的规格,需要我们分析报价。
关于面料的分析,这方面的文章已经有很多很详细了,我在这里就不再多说。
面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密度X(1—染色缩率)注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60 门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(经密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面料成本核算最新最详细版本(一)以前也看到很多有关面料成本核算的文章,有些不够详细深入,有些有点杂乱,甚至还有一些文章中有错误。
我根据自己的几年做纺织品的经验,归纳总结一下面料核算方面的知识。
如有不对的地方,希望能及时与我联系给予指正。
我们作为纺织面料业务员,一般的情况是这样,客人给了一块样布或者给了详细的规格,需要我们分析报价。
关于面料的分析,这方面的文章已经有很多很详细了,我在这里就不再多说。
面料的成本核算,总的思路是:面料成本=原料成本+织造费用+染色印花后整理加工费+检验打卷包装费用+税+各个环节的损耗一、原料成本,原料成本=每米用纱量X纱价怎样计算每米用纱量?我们把所有的面料分为没有弹力的面料,纬弹面料,四面弹面料来一一说明。
1.没有弹力的面料客人给我们的样布或者规格大都是成品,已经染色好了,我们就需要把成品规格还原到坯布规格。
坯布经向密度=成品经向密度X成品门幅/坯布门幅坯布纬向密度=成品纬向密X(1—染色缩率) 注:染色缩率,大概全棉的2-5%,涤棉的3-8%,全涤的8-15%,布越薄染色缩率越大,机缸染色比长车染色缩率要大,成品面料蒸烫缩水率要求越小,染色的缩率越大。
我们来举例说明,比如常规品种全棉纱卡坯布规格是21s*16s/128*60门幅63英寸(注意规格的纱支单位都是英支支数,密度的单位都是英寸,门幅的单位也是英寸,有些规格不是这个单位的,可以换算过来,比如化纤的单位是D,那么D数X英支支数=5314,150D=5314/150=35.4支)公式:经纱用纱量=(密X门幅X0.65)/经向纱支即:128X63X0.65/21=249.6克纬纱用纱量=(纬密X门幅X0.65)/纬纱纱支即:60X63X0.65/16=153.6克 0.65是一个系数,很粗糙的一个系数,这里有很多因素影响这个系数的大小,比如织缩率,经向因为有张力的伸长,损耗等等。
这里的每米布的用纱量并不等于成品面料的每米克重,也有一个系数,一般用0.88,我们计算出用纱量是249.6+153.6=403.2克/米,成品的克重大概是403.2X0.88=355克米,平方米克重是355/1.5(门幅)=237g/m2,不同的面料这个系数相差很大,在染色的时候,有很多因素影响这个系数,比如缩率,碱减量,前处理等等,很多时候要靠经验去总结这个系数。
假设21支棉纱的价格是20000元/吨=0.02元/克,那么经向用纱成本是: 249.6X0.02=4.992元每米同样,假设16支的棉纱价格是18000元/吨,那么纬向的用纱成本是153.6X0.018=2.76 元每米这个规格的面料原料成本就是4.992+2.76=7.75元每米。
原料的价格可以在各大纺织网站的纺织原料市场行情里面可以找到,也可以打电话问相应的生产工厂,有些纱线比较特殊,比如有些竹节纱,特殊混纺比例的纱,特殊用途的纱,市场上面没有现货,需要定纺的,价格比常规纱都要贵一些,也要影响成本和交货时间。
面料成本核算最新最详细版本(二)测出纱支,并可以数出总针数,由此可得知生产该织物GAUGE。
还可测试其它相关的参数,如:织物的缩水、PILLING、WET CROCKING等。
2)如果客户来样不够一个门幅,但可以刻大圆或小圆,这时我们可以称得大圆或小圆的克,并测出CPI和WPI,根据公式:WIDTH=CUTS÷WPI计算出可生产的门幅;根据公式:OZ/YD=WIDTH×GM/㎡×0.00082,计算出相应码重。
但不能得知其原来生产该织物机型GAUGE。
例如:一客户来样为40S/1 Cotton Piece Dye Solid DOUBLE FACE(RIB M/C),我们测得其克重为219GM/㎡,WPI=37.5,CPI=88,如果用18G 34" (1920 CUTS)的机器来产,则其门幅为1920÷37.5=51.2",估计为50-52",其码重为52×219×0.00082=9.34(OZ/YD)。
3)如果来样太小,不能刻大圆或小圆以称其重量,我们只能称出整块布的重量,量出其面积,根据公式GM/㎡=重量(G)÷面积(S),计算出克重,用同2)方法可以计算出门幅和码重,但这样测出的数据很不准确。
例如:一客户来样为2cm×2cm,称得其克重为0.08g,其平方米克重为0.08gm÷0.02m÷0.05m=200gm/㎡。
注:其中2)和3)因为不能测来样的缩水,所以在正式的生产中要求缩水好,实际生产的织物门幅和重量可能与分析结果相差较大。
2、门幅的估算: A:直接计算法:织物门幅=可生产机器的总针数÷WPI如:20S/1 CTN S/K JERSEY PD SOLID 18G×30" WPI=29查机型表可知18G×30"的总针数为1680,可以计算出以上布种的门幅: WIDTH=1680÷29=58"。
所以门幅为56-58"。
此方法多用于织物来样分析。
注意:这里是可生产的机器总针数。
例如粗的纱支不能用太细的机号的机器,细纱支不能用太粗机号的机器。
同时,布种与机型要一致。
如: RIB SOLID/FEED M/C: 15G×34,1596× 2 CUTS 18G×34,1592× 2 CUTS 14G×34,1416×2 CTUS INTERLOCK SOLID/FEED: 18G×30,1728×2 CUTS 22G×30,2088×2 CUTS 24G×30,2304×2 CUTS 28G×30,2664×2 CITS INTERLOCK AUTO: 18G ×30,1680×2 CUTS 22G×30,2064×2 CUTS 24G×30/22G×30,2256×2 CUTS 24G ×33,2496×2 CUTS B:比较计算法(改变GAUGE)如果已知道织物的门幅和重量,要求在重量、缩水不变的情况下计算其余可以生产的门幅时,可以用以下公式:可生产的门幅=可生产的机器总针数÷现有的机器的总针数×现有门幅例如:已知20S/1 CTN S/K JERSEY PD SOLID 18G×30" 181GM 56-58",如用20G×30"的机器来做,门幅是多少呢?查表知18G×30"的总针数是1680,20G×30"的总针数是1860,根据公式可得:WIDTH=1860/1680×58"=64.2,由此计算出,如用20G×30"机可生产的门幅为62-64"。
备注:其注意事项同方法A。
3、最大FEED REPEA T的计算。
其基本的计算公式是:MAX REPEAT OF FEED(B/W)=可生产机器的模数÷CPI这里的关键点是:找出可生产机器的模数。
如RIB机是70F,INTERLOCK机是84F,普通机是96F。
详细的机器类型参考各公司的实际机型。
举例说明:1)20S/1 COTTON DK 1×1 RIB FEED 259 GM/㎡ 15G×34" 64-66" 14.0OZ/YD CPI=36。
因为RIB机的模数是70F,所以以上布种的最大REPEAT OF FEED为:模数÷CPI=70÷36=1.94"2)32S/1 COTTON YD INTERLOCK FEED 223GM/㎡ 18G×30" 50-52" CPI=75。
因为INTERLOCK机的模数是84F,所以以上布种的最大REPEAT OF FEED为:模数÷CPI=84÷75=1.12"(B/W)。
3)20S/1 COTTON YD S/K PIQUE FEED 20G×30" 14.0OZ/YD 80-82" 208GM/㎡ CPI=64。
因为普通机的模数是96F,所以以上布种的最大REPEA T OF FEED为:模数÷CPI÷2=96÷31÷2=1.5"(B/W)。
如何判定针织品的支数针织品的支数,是指纱线单位重量的长度,即1kg纱线所包含的千米数,就是这种纱线的支数。
如1kg纱线有24km长,即这种纱线是24支纱。
支数越高,棉纱越细,即针织纱线的棉纤维较长。
然而,支数高的棉纱质量虽好,但其牢度和耐用性却未必高,如100支纱以上的针织品美观、凉爽、像丝织品,但因纱线较细,其牢度反较60支纱的差;而32支纱和42支纱的针织品,表面光洁程度虽不如60支在上的细纱织物,但其牢度支相差不多。
针织面料成本核算针织面料成本核算1,纱支数与针织布的克重有何对应关系?比如144gsm的纯棉平布须用多少支数的纱? 2,针织坯布在染色后克重的变化范围大约是多少?a目前所讲的纱支数大都是指“英制支数”,用英文字“S”表示.它的定义是:在公定回潮率下,重一磅的纱线,它的长度有几个 840 码,就称为几支纱线.纱线越粗,S值就越小,纱线越细,则“S”值越大.即40S/1要比20S/1的纱支幼细. 这样,在同种结构的针织布中,纱支越幼细,它的克重(g/m2)就越轻.如 32S/1平纹布成品克重在 135-145G/M2之间,而20S/1平纹布的成品克重在180-190G/M2.针织胚布在经过前整,煮练,与溶液中的染料结合等一系列化学反应,会吸湿澎化,所以一般都会增重15-20G/M2左右.但会随着原料纤维的选择,织物的构造,染色工艺,染料特性而有一定程度的浮动.如:普梳纱因杂质较多,同种纱支,织物较精梳纱支的成品会较轻;平纹布较罗纹布的线圈构造密实,故胚布与染后的克重相差较罗纹布要小.还有同纱支同种结构的布,织造的密度也会有影响.b按照理论计算出来的纱支/规格米克重和实际上的大不相同. 同一批生产的面料因为拉幅定型处理稍有不同, 克重也会偏差不少.当然,从工厂价目表上看纱支,规格,幅宽,克重, 大致可以知道一定的规律. 反正算克重的那套方法不会简单.举两个例子吧.全棉:40 x 40 + 40D 133 x 72 门幅:48/50“设:纱价 33,000元/吨第一步:算出经纱条数:133 x 50(门幅)= 6650 (经条总数) 40支化成Deniel. 5310(系数)/ 40D = 133 Deniel 6650 x 133 / 9000(系数)=97。