CNC加工进度表
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
数控工艺授课进度安排表

《数控加工工艺》授课进度安排表
教研室:机电技术教师:王军班级:SK16301-303 SK16301-2: 1~10 + 18~19 SK16303: 1-7 + 11-15
周次课
次
学
时
授课内容教学重点教学形式作业备注
1 1
2 切削运动与切削用量切削用量讲与练 2 C5010
2 2 切削刀具及选择刀具材料讲授 1 C5010
3 2
金属切削过程、加工性、
切削液
振动及其防治讲授C5010
2 1 2 生产过程及工艺过程工艺过程讲授C5010
2 2 工艺过程的组成工艺过程组成讲授C5010
3 2 机械加工精度获得加工精度的方法讲授C5010
3 1 2 机械加工的表面质量影响表面质量的因素讲授 2 C5010
2 2 工艺规程及其作用工艺规程介绍讲授C5010
3 2 机械加工工艺规程的制定零件工艺分析讲授C5010
4 1 2 机械加工工艺规程的制定毛坯选择讲授C5010
2 2 机械加工工艺规程的制定工艺路线拟定讲授C5010
3 2 工艺路线拟定练习练习讲与练 2 C5010
5 1 2 工艺路线拟定练习练习讨论C5010
2 2 工件安装与定位工件安装方式讲授C5010
3 2 工件定位原理、定位分析工件的定位状态讲授C5010
6
1 2 定位基准选择定位基准的选择讲授C5010
2 2 定位基准选择精基准选择讲授C5010。
机加工、龙铣、数控作业流程表
机加工、龙铣、数控加工作业流程表总体加工安排应遵循一整套完成,尽量避免不同零件之间互相交叉进行,具体要根据龙门数控机床的数量和刀具的配置。
优先安排拉延模加工,其次安排整型、翻边模具,最后安排修边、冲孔模。
注意:当压料板与模座干涉时,不可盲目的加工压料板,应根据实际情况分析后方可决定是加工压料板还是模座,以防由于过度加工压料板导致强度削弱或过度加工模座影响模具配件的加工。
一、通用部分规定:1、所有模具上模座底面统一按照模座百位线抬高5MM加工,上模压板槽厚度不加工,待钳工调试模具合格后统一加工。
左/右后侧门内、外板及左/右后侧围内板由于生产设备为自动线,机械手送料,同时生产时左右共模,因此其下模的高度数控加工完后左右两套必须一致,模具调试合格后须将同一工序的左右两套一起放在龙门铣床上加工,保证其闭合高度一致。
2、下模型面、各凸台面按百位线及模具闭合高度加工。
3、精加工模座底面时,其压紧模座的压板应处于半松紧状态,以控制其平面度的误差。
4、上模型面及各凸台尺寸的加工其闭合高度的z值必须加上模座二次加工的余量。
5、导板面和导柱孔的加工必须图纸的公差要求。
6、导向加工尺寸需打钢印在邻近的非工作部位。
7、U型马槽、十字定位键槽、快速定位需等3D、2D型面加工完后再按图纸尺寸加工(其中需按模具加工后的实际中心来取)。
8、模座3D、2D测试或加工在上机台时必须使用塞尺检查底面,以保证加工面与底面垂直或水平(其平面度需控制在0.05mm以内)。
9、精铣加工完毕下机床后,各加工平面必须马上涂防锈油,3D型面不用涂,只需将铁屑及污水清扫干净即可。
10、在加工过程中出现铸造缺陷、加工出现微小过切,余量不足等等现象,应及时向项目负责人通告。
11、当图纸与铸件上的尺寸不符或不明白时,应先加工其它未加工面并及时上报项目负责人解决。
12、剪边及整形刀块上贴合面刻有20mm刻度线,加工刀块时请以该刻度线作为加工尺寸控制的依据。
CNC程式单
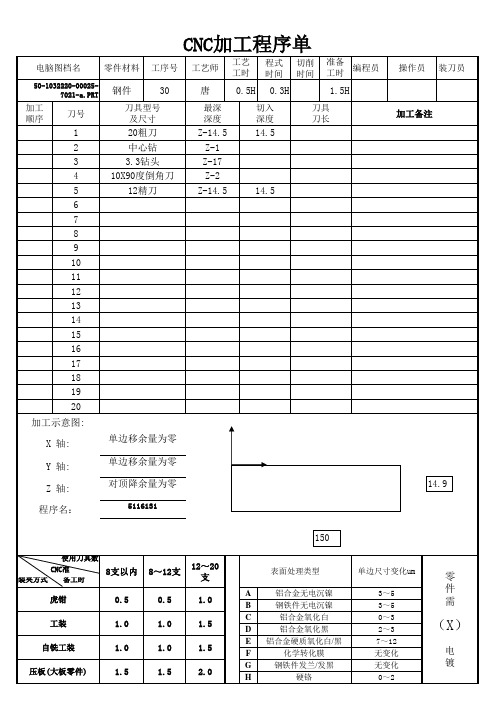
电脑图档名
50-1032220-000257021-a.PRT
零件材料
工序号
工艺师
工艺 工时
程式 时间
切削 时间
准备
最深 深度
0.5H
0.3H
切入 深度
1.5H
刀具 刀长 加工备注
加工 顺序
刀号
刀具型号 及尺寸
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 加工示意图: X 轴: Y 轴: Z 轴: 程序名:
(X)
电 镀
20粗刀 中心钻 3.3钻头 10X90度倒角刀 12精刀
Z-14.5 Z-1 Z-17 Z-2 Z-14.5
14.5
14.5
单边移余量为零 单边移余量为零 对顶降余量为零
5116131
14.9
150
使用刀具数 装夹方式 CNC准 CNC准 备工时
8支以内 0.5 1.0 1.0 1.5
8~12支 12~20支 12支 12~20支 0.5 1.0 1.0 1.5 1.0 1.5 1.5 2.0
A B C D E F G H
表面处理类型 铝合金无电沉镍 钢铁件无电沉镍 铝合金氧化白 铝合金氧化黑 铝合金硬质氧化白/黑 化学转化膜 钢铁件发兰/发黑 硬铬
单边尺寸变化um 3~5 3~5 0~3 2~3 7~12 无变化 无变化 0~2
虎钳 工装 自铣工装 压板(大板零件) 压板(大板零件)
零 件 需
数控加工与编程进度表
泉州轻工职业学院教师教学手册2015 至2016学年第一学期主讲教师:林伟强职称:助教所属部门:创意设计系泉州轻工学院课程表2015至2016第一学期课程名称数控加工与编程时间星期一星期二星期三星期四星期五课程教室班级课程教室班级课程教室班级课程教室班级课程教室班级人数人数人数人数人数上午数控加工与编程 1#30323数控加工与编程数控机床实训室23下午晚上泉州轻工职业学院教学检查记录表时间检查单位及检查人检查内容及教学建议备注泉州轻工学院《数控加工与编程》课程教学进度表(B) (2015 —2016学年第一学期)系部创意设计系教师林伟强授课班级 14数控周次课次课时授课形式教学内容(授课章、节或项目、任务及实验报告、作业等)备注第1周 1 迎接新生冲突,不排课第2周 2 4 讲授+实训第一章概述第一节数控编程基础第二节数控机床的坐标系统第3周 3 4 讲授+实训第二章数控车床编程与操作第一节数控车削加工工艺第二节数控车削刀具及刀具参数处理第4周 4 4 讲授+实训第三节FANUC 0i系统数控车床编程基本指令 G00 G01 G02 G03 G04 常用M功能指令 M02 M03 M04 M05 M06 M08 M09 M30第5周 5 4 讲授+实训第三节FANUC 0i系统数控车床编程简单固定循环指令(G90\G94)第6周 6 国庆放假,不排课周次课次课时授课形式教学内容(授课章、节或项目、任务及实验作业等)备注第7周7 4 讲授+实训内、外圆粗车循环指令G71第8周8 4 实训实训室车床实际加工(复习G71指令)第9周9 4 讲授+实训平端面粗车循环指令(G72)第10周10 4 实训实训室车床实际加工(复习G72指令)第11周11 4 讲授+实训多重复合循环指令G73第12周12 4 实训实训室车床实际加工(复习G73指令)周次课次课时授课形式教学内容(授课章、节或项目、任务及实验作业等)备注第13周13 4 讲授+实训螺纹切削指令G32 螺纹切削单一固定循环G92 螺纹切削复合固定循环G76第14周14 4 讲授+实训子程序用户宏程序第15周15 4 实训机床综合实训(一)第16周16 4 实训机床综合实训(二)第17周17 4 机动第18周18 4 复习与考试。
CNC加工进度表
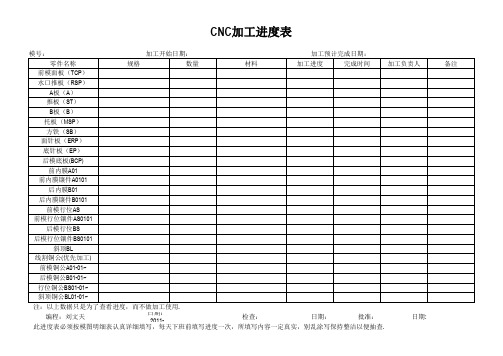
模号: 板(RSP) A板(A) 推板(ST) B板(B) 托板(MSP) 方铁(SB) 面针板(ERP) 底针板(EP) 后模底板(BCP) 前内膜A01 前内膜镶件A0101 后内膜B01 后内膜镶件B0101 前模行位AS 前模行位镶件AS0101 后模行位BS 后模行位镶件BS0101 斜顶BL 线割铜公(优先加工) 前模铜公A01-01~ 后模铜公B01-01~ 行位铜公BS01-01~ 斜顶铜公BL01-01~ 注:以上数据只是为了查看进度,而不做加工使用. 日期: 编程:刘文天 日期: 检查: 日期: 批准: 2011此进度表必须按模图明细表认真详细填写,每天下班前填写进度一次,所填写内容一定真实,别乱涂写保持整洁以便抽查. 加工开始日期: 规格 数量 加工预计完成日期: 加工进度 完成时间 备注
材料加工进度完成时间备注加工负责人后模行位bs后模行位镶件bs0101斜顶bl线割铜公优先加工前模铜公a0101后模铜公b0101行位铜公bs0101斜顶铜公bl0101数量面针板erp底针板ep后模底板bcp前内膜a01前内膜镶件a0101后内膜b01后内膜镶件b0101前模行位as前模行位镶件as0101零件名称前模面板tcp水口推板rspa板a推板stb板b托板msp方铁sb模号
CNC加工程式单-多个工步

装夹示意图
众友数控C 众友数控 N C 加 工 程序单
图号 工序
11R2606-1 第 3
材料 工步
A6061
零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 切削时间 底面 加工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 备 注
众友数控C 众友数控 N C 加 工 程序单
图号 工序 GE020/021/022 第 2 材料 工步 不锈钢 零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 程序名: (1)、 X方向和Y方向分中 装 (2)、 表面见光为Z0 夹 (3)、 要 (4)、 求 (5)、 (6)、 辅助 工具 图纸 图档名: 保存 简具 专用夹具 测具 编号: 编号:精密平口钳 编号: 版本: 编号: 13 14 15 16 17 18 19 20 21 22 23 24 核准: 审核: 制订: 切削时间 SinoScanGE020-022 底 面 加 工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 φ30面铣刀 φ12*90°倒角刀 版本: 日期: 切削 深度 0.00 -2.00 D02 2008 装夹 长度 年 9 月10日 备 注
装夹示意图
众友数控C 众友数控 N C 加 工 程序单
图号 工序 GE020/021/022 第 4 材料 工步 不锈钢 零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 程序名: (1)、 X方向和Y方向分中 装 (2)、 表面见光为Z0 夹 (3)、 要 (4)、 求 (5)、 (6)、 辅助 工具 图纸 图档名: 保存 简具 专用夹具 测具 编号: 编号:精密平口钳及组合夹具 编号: 版本: 编号: 13 14 15 16 17 18 19 20 21 22 23 24 核准: 审核: 制订: 切削时间 SinoScanGE020-022 孔位 加工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 φ8精铣刀 φ12*90°倒角刀 φ9.85 粗铰刀 φ10 F8 精铰刀 版本: 日期: 切削 深度 -32.00 -5.00 -35.00 -35.00 2008 年 9 月 10 日 装夹 长度 35.00 25.00 40.00 40.00 备 注 D01
二年级下期《数控铣床与加工中心》教学进度表
二年级下期《数控铣床与加工中心》教学进度表年级下期数控铣床与加工中心教学计划进度表总课时80 课时周次教学进度计划计划执行情况教学内容教学目标进度目标达成情况理论目标实作目标课时备课上课作业理论知识实践操作1 初始数控铣床1、了解数控铣床安全文明操作掌握数控铣床的基本结构2、掌握数控铣床的分类3、掌握数控铣床的基本工作步骤认真听课,做好笔记理清重难点52412 数控铣床编程基础1、掌握数控铣床的加工工艺2、掌握编程坐标的设定3、掌握数控铣床的程序结构掌握数控铣床的工艺划分52413-4 数控铣床的编程1、了解控铣床编程 G 代码的名称2、了解控铣床编程 M 辅助功能的名称3、掌握数控铣床直线 G 代码的编程方法学生必须掌握数控铣床直线类图形的程序编写103645 数控铣床的圆弧类编程1、了解数控铣床圆弧编程的指令格式2、掌握圆弧类图形的编程方法学生必须掌握数控铣床圆弧类图形的程序编写52326 综合训练掌握直线与圆弧类图形的综合编程学生要掌握掌握直线与圆弧类图形的综合编程52327 数控铣床的刀补运用1、了解数控铣床的刀补概念2、掌握数控铣床的刀补功能运用学生应该熟练的掌握掌握数控铣床的刀补功能运用52328-9 数控铣床子命令运用1、了解数控铣床子命令的概念2、掌握数控铣床子命令的运用学生应该熟练的掌握掌握数控铣床子命令的运用1036410 数控铣床钻孔命令运用1、了解数控铣床钻孔循环命令的概念2、掌握数控铣床钻孔命令的运用认真听讲,做好笔记52321 综合练习综合所学知识对复杂图形的编程练习通过我们的共同学习,学生要掌握复杂图形的编程522312-13 数控铣床的加工1、数控铣床的对刀操作2、数控铣床的加工操作通过学习,掌握零件的加工方法102646414 加工中心编程1、掌握加工中心编程与数控铣床编程的区别2、掌握加工中心的编程学生要熟练的将数控铣床编程与加工中心编程区分开,并且能够熟练的编程523215-16 期末复习掌握数控铣床与加工中心的编程和零件加工学生能够独立的进行编程加工10455 注:若放假或遇耽搁课程的时,课程进度向后延迟。
CNC-机加产能跟进表模板

12.26
12.27
12.28
12.29
12.30
料号
机台
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
7010462-2
生产机 台
当天产 量
14.15 14.15 14.15 14.15 14.15 14.15
84 584 496 588 480 552
备注
标准工时14#7分6秒4PCS/模 ,15#7分28秒,订单数量30
12.37
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
2784 合计
30秒,订单数量2000(发货数量3150),交期12月25日交货
1944
2660 2620 1710
9.10. 9.10. 9.10. 9.10. 9.10. 9.10. 11.12 11.12 11.12 11.12 11.12 11.12
2660 2620 2660 2660 2660 2660
备注
标准工时8分10秒1PCS/模,订单数量63232,交
日期
12.25
有限公司
、7040462产品CNC生产跟进表
12.26
12.27
12.28
ห้องสมุดไป่ตู้
12.29
12.30
12.31
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
9.10. 9.10. 9.10. 9.10. 11.12 11.12 11.12 11.12
2660 2660 2660 2660
XXX有限公司
6000436、7010462-2、7040462产品CNC
日期
数控机床或设备加工制造进度表制作
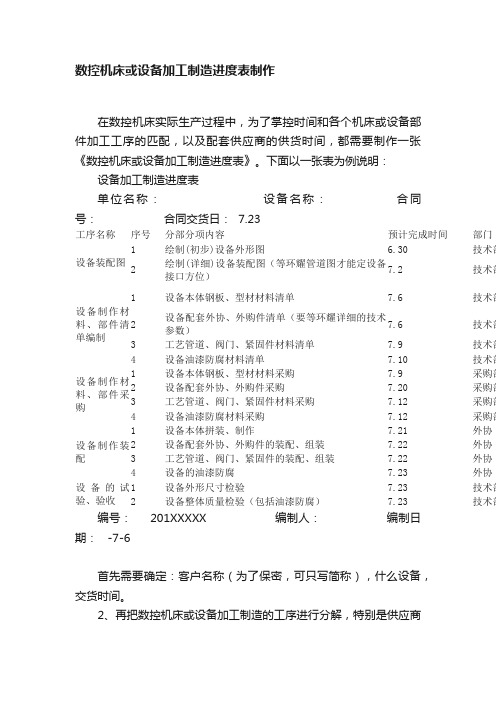
数控机床或设备加工制造进度表制作在数控机床实际生产过程中,为了掌控时间和各个机床或设备部件加工工序的匹配,以及配套供应商的供货时间,都需要制作一张《数控机床或设备加工制造进度表》。
下面以一张表为例说明:设备加工制造进度表单位名称:设备名称:合同号:合同交货日: 7.23工序名称序号分部分项内容预计完成时间部门设备装配图1 绘制(初步)设备外形图 6.30 技术部2绘制(详细)设备装配图(等环耀管道图才能定设备接口方位)7.2 技术部设备制作材料、部件清单编制1 设备本体钢板、型材材料清单7.6 技术部2设备配套外协、外购件清单(要等环耀详细的技术参数)7.6 技术部3 工艺管道、阀门、紧固件材料清单7.9 技术部4 设备油漆防腐材料清单7.10 技术部设备制作材料、部件采购1 设备本体钢板、型材材料采购7.9 采购部2 设备配套外协、外购件采购7.20 采购部3 工艺管道、阀门、紧固件材料采购7.12 采购部4 设备油漆防腐材料采购7.12 采购部设备制作装配1 设备本体拼装、制作7.21 外协2 设备配套外协、外购件的装配、组装7.22 外协3 工艺管道、阀门、紧固件的装配、组装7.22 外协4 设备的油漆防腐7.23 外协设备的试验、验收1 设备外形尺寸检验7.23 技术部2 设备整体质量检验(包括油漆防腐)7.23 技术部编号: 201XXXXX 编制人:编制日期: -7-6首先需要确定:客户名称(为了保密,可只写简称),什么设备,交货时间。
2、再把数控机床或设备加工制造的工序进行分解,特别是供应商要配合的,需特别注意时间,必须预留供应商犯错的时间!反之则更好。
3、预计完成时间这里最好是根据交货时间进行倒推来填写,也就是从下往上填,需特别注意时间必须预留自己、加工制造及供应商犯错的时间!不然任何一个环节出错就手忙脚乱了。
4、部门及完成人或责任人根据自己公司及工厂实际填写。
以上表格为抛砖引玉,为大家打开思路,可根据自己实际情况进行增加减少。