浓硫酸管道弯头的冲蚀分析与预防对策
基于FLUENT的输油管道弯头冲蚀模拟分析与防控措施研究
-8.84θ3 Af
+7.33θ4
-1.5θ5)·u2p.6
(2)
式中,Rero为管道内侧的冲蚀率,kg/(m2·s);N为 收稿日期:20201118;修回日期:20210304。 碰撞颗粒的数量;mp 为颗粒的质量流量,kg/s;θ 作者简介:滕向松(1992—),男,硕士,毕业于东北石油大学
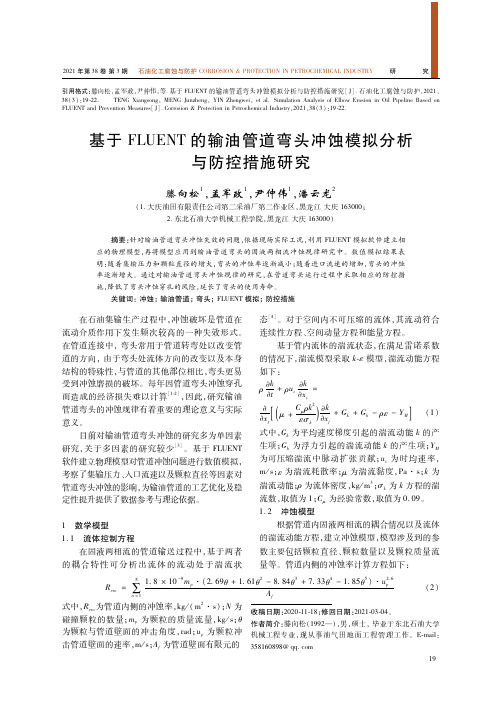
图 2 输油管道弯头冲蚀率分布云图
3.2 集输压力对弯头冲蚀的影响 在颗粒直径为 50μm,流速分别为 2,4,6和 8
m/s的条件下,对管径为 60mm的弯头进行冲蚀 模拟,考察集输压力对管道弯头冲蚀的影响,模拟 结果见图 3。由图 3可见,随着管道集输压力的 增 大,弯 头 处 的 冲 蚀 率 总 体 呈 现 出 下 降 的 趋 势。 在流速为 2m/s时,弯头内壁的冲蚀率随着集输 压力的升高而下降缓慢;在流速为 8m/s时,弯头 内壁的冲蚀率随着集输压力的增大而急剧下降。 分析认为:在颗粒流速一定时,高压条件下流体携 带颗粒的能力较强,颗粒所受黏性力远大于自身 的惯性力,流体携带的大部分颗粒在与弯头内壁 碰撞后产生滑移,只有小部分的颗粒在与弯头内
20
为使模拟结果更加接近实际情况,应尽可能 确保模型设置的参数与输油管道在作业时的工作 参数保持一 致[7]。数 值 模 拟 时 重 点 考 察 了 集 输 压力、流速和颗粒直径等变量对冲蚀的影响。
3 模拟结果分析 3.1 冲蚀磨损分析
通过数值模拟得到管道弯头的冲蚀率分布云 图,如图 2所示。从图 2可以看出,入口处冲蚀磨 损轻微,出口处冲蚀磨损较重,弯头处冲蚀磨损严 重,尤其是其外侧比内侧冲蚀磨损更为严重,其原 因在于:入口处的流体流动方向与管道的轴线平 行,几乎未对管壁产生冲击,在靠近弯头处,由于 管道几何结构与流体流速及压力的突变,固体颗 粒受离心力作用撞击管壁,流体对弯头的冲击作 用加强,弯头处的冲蚀磨损加重,其外侧比内侧更 为严重;另外,固体颗粒与弯头内壁碰撞后由于惯 性继续对管壁进行撞击,在管道出口处形成一段 较为明显的冲蚀集中区域。
石油化工管道冲刷腐蚀失效分析与预测

石油化工管道冲刷腐蚀失效分析与预测发布时间:2022-10-18T07:51:51.645Z 来源:《城镇建设》2022年第11期6月作者:周世川[导读] 管道腐蚀的方式有很多,冲刷腐蚀引起的失效更为常见周世川身份证号:62230119860110****摘要:管道腐蚀的方式有很多,冲刷腐蚀引起的失效更为常见。
冲刷腐蚀是管道机械设备在液体作用下的反射和光催化,对金属复合材料造成表面损伤。
冲刷是管道损坏的物理原因。
冲刷和光催化腐蚀共同作用,对管道的安全稳定运行造成极大危害,如果发生腐蚀和破孔,将直接关系到能源部的发展战略安全。
因此,有必要进一步加强对管道腐蚀速度的判别,确保石化装置管道的安全可靠运行,防止气体泄漏引发安全生产事故。
关键词:石油化工;管道冲刷;腐蚀失效;预测1石油化工管道冲刷腐蚀影响因素1.1材料性能管道金属材料对管道的侵蚀和腐蚀危害很大。
优质的管道材料具有抗侵蚀和腐蚀性能,能够合理地抵抗腐蚀。
元素的差异将导致抗侵蚀性和耐腐蚀性的一定差异。
C和Mo-jin元素可以合理地抑制金属表面镀层的溶解。
CR公司可以在金属表面形成Cr2O3,使合金产品具有更强的抗侵蚀性和耐腐蚀性。
相关研究表明,在磷化处理管理系统中,由金属表面引起的电化学腐蚀可以建立高密度涂层,这有利于提高原材料的耐腐蚀性,而结构更紧密的金属铬氧化物可以起到保护作用。
然而,在铁公司的累积空气氧化中,抗冲蚀腐蚀性能不能起到防腐作用。
金属材料的强度、延展性和其他性能也会影响抗侵蚀性。
如果液体不具有极强腐蚀性,可以使用硬度高的金属材料,但液体具有极强腐蚀性,必须充分考虑管道材料的耐腐蚀性。
抗压强度低但韧性好的金属材料会加速机械设备的损坏,而延展性差的材料容易发生变形危险。
金属材料的较大表面粗糙度也会增加接触表面,从而加快腐蚀速率。
1.2流体冲刷液体侵蚀和腐蚀的关键在于流速、流量、冲刷视角、传质系数等因素的危害。
流动将影响磁场和流动性场,并且流动将接触管道的金属表面。
浅谈压力管道冲刷减薄原因及改进措施
浅谈压力管道冲刷减薄原因及改进措施摘要:本文以某企业的压力管道为基本案例,分析其管道冲刷减薄的主要原因,对其进行试验处理,分析检验的要点和检验结果,最后提出一些改进措施,以供相关人员参考。
关键词:压力管道;冲刷减薄;原因;改进措施前言:化工和石油以及天然气企业在我国有着十分广泛的应用,但是在管道使用期间,一般会伴有冲刷腐蚀或者冲蚀等失效模式,尤其是在三通管或者弯头位置,更加容易在冲蚀的作用下造成管壁减薄,最终会造成穿孔或者破裂。
在管道冲刷中主要原因有几种形式,如管道内部介质流动状态影响、管道内部存在两种不规则流动的介质、弯头与焊口数量较多、直管长度影响介质流动、管道内部介质的温度和压力发生变化等,都会产生管道的冲刷减薄,本文基于此背景下对实际管道案例进行分析,提出其具体的原因和改进措施。
1.管道冲刷减薄相关介绍管道的冲刷减薄是由于管道属于金属介质,其表面与内部介质之间产生高速相对运动,造成金属损坏的现象,同时其是在冲刷和腐蚀的共同作用下产生的减薄问题。
结合介质的不同可以将其分为三种冲刷减薄形式,分别为单相流、双向流和多项流[1]。
其中在工业生产中,多相流(固体、气体、液体)与双向流问题比较常见。
1.管道情况介绍该管道为某化工企业在外界接入的天然气管道,内部介质流速为8m/s,在2007年投入使用,在2014年进行检验。
其基本参数为:设计温度为50°C,压力为1MPa,规格为DN300*9.53mm,材质为A106,级别为GC2,内部介质为天然气。
1.检验过程3.1检验关键点作为首次检验进行,宏观观测所抽查的弯头局部出现减薄现象,公称壁厚为9.53mm,减薄量为3.13mm,基于此对其附近的所有弯头进行壁厚检验。
3.2检验结果检验中三个弯头被设为A1、A2、A3,其中A1位置在减薄部位的西侧,A2位置在减薄部位下端西侧位置转移到上端上部偏南位置;A3位置在上测偏南转移至南侧偏底面部位,并且都处于所抽测弯头的直管段。
化工设备检维修管理中存在的问题及解决对策
化工设备检维修管理中存在的问题及解决对策摘要:化工设备是化工生产中必不可少的设备,有其自身的显著特点:如涉及能量转换的形式多种多样,相互转换过程也比较复杂,最常见的能量形式有热能、机械能、化学能和电磁能等;工质性质多变,如其组成、组分及其形态的多变等;运行工况领域宽阔,操作参数特殊,如高低压、高低转速、高低温度、高低粘度等;具有优良的适应性等,如适应不同化学性质的要求。
化工机械的设计需满足一定的基础条件,如强度条件、刚度条件、稳定性条件和耐腐蚀度、耐高温、低温、酸性、碱性、毒性,且需密封性好、高效率低能耗等。
做好化工设备的日常管理及检测维修工作,对预防化工设备的故障发生,对保证化工设备的正常、安全、稳定运行起着十分重要的作用。
关键词:化工设备;检修管理;存在问题;解决对策1.化工企业设备管理意义分析化工企业的日常生活用品、农药、化肥等产品与我们的生活密切相关。
如果企业对化工设备疏于管理,所以会引发产品的质量问题。
目前化工企业管理的项目比较多,但是为了经济效益的提升以及获取更高的市场占有率,化工设备的管理工作是重中之重。
在管理过程中,任何一个环节出现了问题,都有可能对产品质量产生不良的影响。
同时煤化工的一些产品对产品性能要求很高,这时需要借助高精密度的化工设备完成产品生产,所以加强化工设备的管理对企业经济效益的提高具有重大意义。
1.化工设备检维修管理中存在的问题2.1化工机械设备日常管理存在的问题润滑管理是化工机械设备日常管理中一项重要内容。
化工设备在运行过程中会产生机械磨损,为减少这种磨损,提高设备运行效率,延长设备使用寿命,保证设备运行的正常安全和稳定,对机械实行适当的润滑是必不可少的一项基本工作。
日常润滑管理存在的问题主要是润滑油选用不当,对润滑工作不够重视,缺少完善的润滑管理制度等。
2.2化工机械设备维修方面存在的问题化工设备在日常检测维修中,存在不同程度的损坏问题,主要有如下几种情况。
①腐蚀、冲蚀、渗漏问题。
硫酸储罐腐蚀穿孔原因及应对措施
硫酸储罐腐蚀穿孔原因及应对措施摘要:根据硫酸储罐在运行中发生的腐蚀、穿孔和渗漏问题,从硫酸腐蚀的发生、流速、液位波动、差压变送器、吹管、罐壁清洗等几个方面,对硫酸储罐腐蚀、穿孔和渗漏的成因进行了分析。
为了有效地控制硫酸储罐的腐蚀速度,分析其影响因素,确保硫酸储罐长时间的安全使用,还应根据硫酸储罐的具体服役情况,从而提出相应的处理措施。
关键词:硫酸储罐腐蚀温度液位硫酸是一种有机酸,其腐蚀强度很高。
它是化肥,医药,冶金,染料,人造纤维,精细化工,矿物加工,制药,炼油厂,以及各类有机及无机化学品的原材料。
在化学工业中得到了广泛的应用,素有“化工之母”的美称。
由于硫酸与三大元素(氨,磷,钾)和硫肥的母体是密不可分的,所以又被称作“肥料之母”。
由于硫酸极具腐蚀性,因此,在生产、运输、使用中,安全贮存是十分重要的。
合理选用硫酸储罐材料,合理对硫酸储罐进行设计,合理地管理和运用电化学保护、钝化保护和涂层保护,以保证硫酸储罐在生产中能够进行正常服役[[1]]。
1硫酸腐蚀原理及特点碳钢的腐蚀是一种典型的电化学腐蚀方法。
其化学反应如下:金属材料属性、表面条件、杂质、硫酸浓度(pH)、温度等因素都会对金属进行氢去极化腐蚀。
另外,平均流速、固体颗粒、污垢等物理因素也会对其产生一定的影响。
2硫酸储罐的设计2.1类型及概况硫酸的贮存可分为钢、塑料和玻璃纤维三种。
硫化胶又可分成印刷版和未印版两大类。
根据储罐的摆放方式又可分为垂直和横向两种。
在这篇文章中,只讨论了常温下的硫酸贮存。
由于没有大的水蒸汽压强,所以没有必要采用内部悬架。
为了隔绝空气,雨水和其他污染,需要用一块坚固的布来阻止容器内的液体泄露。
水箱的外壁装有加固件及其它支架,保证不会出现裂纹或其他问题。
为了安全起见,操作平台通常不安装在硫酸储罐顶部。
为了方便使用和维护,可以安装单独的工作台。
如果需要安装罐顶平台,在罐顶设计中应充分考虑罐顶平台、管道支架和其他设备的自重以及附加荷载。
阳极保护浓硫酸管道的使用与改进
阳极保护浓硫酸管道的使用与改进江红卫【摘要】简要叙述贵溪冶炼厂硫酸生产工艺中干吸工序不锈钢阳极保护浓硫酸管道在实际生产中的运用情况,主要介绍两套管道使用对比、管道腐蚀程度、腐蚀部位分析、日常漏酸处理等内容,查找管道腐蚀的各个原因,并通过对管道及负压管的配置等改进措施解决阳极保护控制系统电位波动大的问题,延长管道使用寿命,实现硫酸长周期安全稳定生产.【期刊名称】《铜业工程》【年(卷),期】2015(000)001【总页数】5页(P16-19,76)【关键词】不锈钢;浓硫酸;管道;腐蚀;电位;控制;措施【作者】江红卫【作者单位】江西铜业集团公司贵溪冶炼厂,江西贵溪335424【正文语种】中文【中图分类】TQ111.1贵溪冶炼厂是江铜集团下属单位, 1985年12月建成投产,经过富氧挖潜、“1542”、二期、三期、新30万t及完善改造等多次的改扩建[1],目前已形成冶炼两个系统、制酸四个系列,总产能为1000kt/a阴极铜、1850kt/a硫酸的生产规模。
硫酸生产中浓硫酸输送最常用的是铸铁管[2]。
铸铁管基本是靠壁厚来增加使用寿命,并且存在管道重量大、法兰连接点多,漏酸隐患点多等缺点。
在实际生产中,管道的损坏多以“砂眼”蚀穿和脆性开裂这两种突发损坏形式出现,极易造成安全生产事故,增加系统非计划性停车时间。
将普通1Cr18Ni9Ti、304、304L、316、316L等不锈钢[3]配以阳极保护[4]技术,应用于高温浓硫酸输送管道的使用上,实际应用中大部分管道防腐蚀效果较好,使用寿命较长,但在吸收塔回酸管道上,由于酸温高、塔内压力变化造成控制系统电位波动,出现管道腐蚀加剧,使用效果不理想的情况。
阳极保护酸管工作原理与阳极保护不锈钢酸冷却器一致[5],但结构不同,阴极为若干个均匀布置在管道上的点状阴极串联而成,阳极为整个管道。
参比电极根据管道长度均匀布置在管道上[6]。
阳极保护管道控制原理如图1。
适用范围及要求见表1。
管道失效分析和对策措施
浙江钱清发电有限责任公司管道失效隐患分析及防范对策前言:本文结合公司#1、#2机组管道安装情况,对管道设计、安装存在的不足可能导致的失效类型进行了分析,提出了解决失效隐患的改进措施。
一、管道的损坏现象主要有以下几种形式『1』:1. 蒸汽管道的高温蠕变疲劳损坏。
主要发生在蒸汽温度高于480摄氏度的主蒸汽管道、再热热段蒸汽管道及一些高温的承压部件如:异种钢焊缝、弯头、阀门、三通等部件,由于存在较高的热应力而容易因蠕变疲劳提前失效。
这些部件的使用寿命主要由材料的高温蠕变强度及部件承受的应力所决定。
2. 管道过载荷引起的损坏。
如果实际载荷超过了计算假设的热负荷、静力学和动力学数据,则发生了过载荷行为。
原因可能有:1) 调节装置失灵。
2) 冷却水管道、喷水管道及阀门尺寸选择错误。
3) 水击、凝结水冲击。
如管道水击或汽锤引起管道的变形、断裂损坏。
此种损坏现象主要发生在管道投运时疏水不尽所致。
我公司对外供热母管曾经发生一起水击,导致多处管道脱离支架。
长兴发电有限责任公司#2炉再热热段管道在冲管时发生水击现象,导致管道多处变形,吊架损坏。
4) 压力冲击5) 形状错误或不佳,尤其是承受蠕变应力的部件6) 负荷过渡方式错误7) 封闭的介质液体受热8) 支吊错误或失灵9) 材料错误3. 管道振动引起的损坏。
振动可引起断裂或摩擦部位的管道断裂。
引起管道振动的原因主要与管道及支吊系统的设计维护有关。
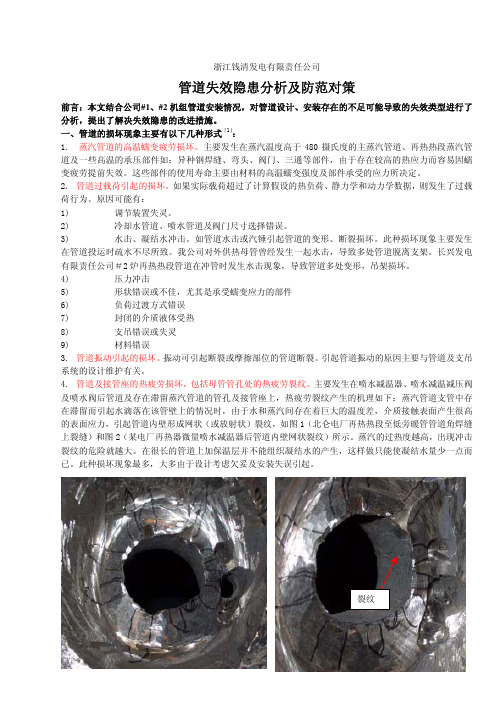
4. 管道及接管座的热疲劳损坏,包括母管管孔处的热疲劳裂纹。
主要发生在喷水减温器、喷水减温减压阀及喷水阀后管道及存在滞留蒸汽管道的管孔及接管座上,热疲劳裂纹产生的机理如下:蒸汽管道支管中存在滞留而引起水滴落在该管壁上的情况时,由于水和蒸汽间存在着巨大的温度差,介质接触表面产生很高的表面应力,引起管道内壁形成网状(或放射状)裂纹,如图1(北仑电厂再热热段至低旁暖管管道角焊缝上裂缝)和图2(某电厂再热器微量喷水减温器后管道内壁网状裂纹)所示。
高含硫管道腐蚀因素分析与保护对策
高含硫管道腐蚀因素分析与保护对策摘要:在国家大力推广清洁型能源应的形势下,社会生产生活中的天然气需求量大幅度提高,我国天然气资源中通常含有硫化氢物质,目前管道输送是天然气运输的主要方式,但是在今年累月的运行过程中,天然气管道往往会出现腐蚀现象,由于天然气管道腐蚀会危及天然气输送安全,同时也会给天然气企业带来一定经济损失,因此很有必要采取有效的管道腐蚀保护措施。
基于此,本文主要探讨导致高含硫管道腐蚀的主要原因和管道腐蚀保护措施。
关键词:高含硫管道;腐蚀因素分析;保护对策引言由于利用管道进行天然气输送,可以将天然气输送成本降到最低范围,因此天然气企业通常都是选择天然气管道式输方式,而输气管道也随之成为天然气企业至关重要的基本设施,由于天然气输气管道会在多种原因的影响下而出现腐蚀问题,以上问题一旦出现,腐蚀情况会随着时间的推移不断加剧,这不仅会对天然气输送安全造成负面影响,也会在一定程度上缩短输气管道的使用寿命,要想实现对该问题的有效改善,最重要的就是分析了解导致输气管道腐蚀的主要原因,并探索和实施科学有效的保护方法。
1、高含硫天然气埋地集输管道腐蚀因素分析通过分析现有的研究数据可知,存在不同层面的影响要素可能腐蚀集输管道,而且其腐蚀程度会随着运行时间增加而增加,最终导致安全问题。
具体腐蚀情况主要包括以下几类:(1)金属腐蚀。
但管道不具备较好的绝缘性能是,则往往会产生此类腐蚀情况。
(2)大气腐蚀。
环境因素是导致出现这种腐蚀情况的原因。
(3)内腐蚀。
天然气内的硫化物是导致该腐蚀问题主要原因。
但以上腐蚀问题发生的情况下,管道会发生内壁损坏或者穿孔等问题,最终导致管壁出现裂缝。
在现阶段,在集输天然气的技术主要包括以下几类:(1)干气输送。
在应用这种技术时,必须对天然气予以脱水处理。
(2)湿气输送。
在应用这种技术时,则无需对天然气予以脱水处理。
第二种输送技术还包括以下几类:(1)湿气混输。
在应用这种输送技术时,无需将分离器装配在井口位置,天然气能够直接在管道内输送。
211241011_具有仿生内表面结构的弯管抗冲蚀特性数值分析

表面技术第52卷第5期具有仿生内表面结构的弯管抗冲蚀特性数值分析郭姿含1,2,张军1,2,黄金满3,李晖1,2(1.集美大学 海洋装备与机械工程学院,福建 厦门 361021;2.福建省能源清洁利用与开发重点实验室,福建 厦门361021;3.厦门安麦信自动化科技有限公司,福建 厦门 361021)摘要:目的管道冲蚀是气固两相流动中不可忽视的重要问题,直接影响管路系统的安全运行及管道的使用寿命。
针对这一问题,从仿生学角度,参照沙漠红柳、沙漠蝎子等的体表形态,设计三角形槽、矩形槽、等腰梯形槽3种抗冲蚀特性的弯管仿生表面结构。
方法运用CFD–DPM方法,采用Finnie冲蚀模型,考虑颗粒与流体的双向耦合作用,对所设计的具有仿生表面结构的弯管抗冲蚀特性进行模拟,并考虑不同流速、颗粒质量流量对冲蚀的影响。
在数值模拟基础上,采用正交试验法分析三角形槽仿生结构的3个主要参数对抗冲蚀特性的影响。
结果数值模拟结果表明,具有仿生表面结构的弯管冲蚀主要出现在弯头35°~60°区域槽的底部。
3种槽表面仿生结构均可提高弯管的耐磨性,三角形槽的抗冲蚀特性最佳,提高了约38.33%,矩形槽次之,提高了约28%,等腰梯形槽最差,仅提高了约8.33%,且3种仿生表面结构的抗冲蚀性能优劣次序不随流速和颗粒质量流量的变化而变化;正交试验结果表明,在三角形槽中影响冲蚀的因素依次为槽间距、槽宽、槽深,最佳组合结构的抗冲蚀性能相较于普通弯管提升了约41.5%。
结论槽形仿生表面结构减小了颗粒与壁面的碰撞,降低了碰撞速度,从而减小了冲蚀。
抗冲蚀性能最优的表面仿生结构为三角形槽,矩形槽次之,等腰梯形槽最差。
在三角形槽中影响冲蚀的因素依次为槽间距、槽宽、槽深。
该研究可对弯管的抗冲蚀特性设计提供新的思路。
关键词:弯管;CFD–DPM;冲蚀;气固两相流;仿生表面;数值模拟;三角形槽中图分类号:TH117 文献标识码:A 文章编号:1001-3660(2023)05-0090-11DOI:10.16490/ki.issn.1001-3660.2023.05.009Numerical Analysis of Erosion Resistance of Elbow withBionic Inner Surface StructureGUO Zi-han1,2, ZHANG Jun1,2, HUANG Jin-man3, LI Hui1,2(1. School of Marine Equipment and Mechanical Engineering, Jimei University, Fujian Xiamen 361021, China;2. Fujian Provincial Key Laboratory of Energy Cleaning Utilization and Development, Fujian Xiamen 361021, China;3. Xiamen Anmaixin Automation Technology Co., Ltd., Fujian Xiamen 361021, China)ABSTRACT: Pipeline erosion is an important problem that cannot be ignored in gas-solid two-phase flow. Erosion damages not收稿日期:2022–04–16;修订日期:2022–08–16Received:2022-04-16;Revised:2022-08-16基金项目:福建省自然科学基金(2022J01334,2020J01694)Fund:Natural Science Foundation of Fujian Province (2022J01334, 2020J01694)作者简介:郭姿含(1997—),女,硕士生,主要研究方向为多相流数值模拟。
腐蚀事例分析及防护方法

腐蚀事例分析及防护方法腐蚀实例分析及防护方法(应力腐蚀实例)【1】北方一条公路下蒸气冷凝回流管原用碳钢制造,由于冷凝液的腐蚀发生破坏,便用304型不锈钢(0Cr18Ni9)管更换。
使用不到两年出现泄漏,检查管道外表面发生穿晶型应力腐蚀破裂。
分析:北方冬季在公路上撒盐作为防冻剂,盐渗入土壤使公路两侧的土壤中的氯化钠的含量大大增加,奥氏体不锈钢在这种含有很多氯化物的潮湿土壤中,为奥氏体不锈钢发生应力腐蚀破裂提供特定的氯化物的环境,从而发生应力腐蚀。
防护措施:1、把奥氏体不锈钢管换成碳钢管【2】某化工厂生产氯化钾的车间,一台SS-800型三足式离心机转鼓突然发生断裂,转鼓材质为1Cr18Ni9Ti。
经鉴定为应力腐蚀破裂。
分析:氯化钾溶液经过离心转鼓过滤后,氯化钾浓度升高。
然而离心转鼓的材质为(1Cr18Ni9Ti)奥氏体不锈钢。
而氯离子的含量远远超过发生应力腐蚀的临界氯离子浓度,为奥氏体不锈钢发生应力腐蚀破裂提供特定的氯化物的环境。
所以转鼓会发生应力腐蚀从而发生断裂。
防护措施:1、更换转鼓的材质定期清洗表面的氯化物【3】CO2压缩机一段、二段和三段中间冷却器为304L (00Cr19Ni10)型不锈钢制造。
投产一年多相继发生泄漏。
经检查,裂纹主要发生在高温端水侧管子与管板结合部位。
所用冷却水含氯化物0.002%~0.004%。
分析:管与管板连接形成的缝隙区。
由于闭塞条件使物质迁移困难,容易形成盐垢,造成氯离子浓度增高。
高温端冷却水强烈汽化,在缝隙区形成水垢使氯化物浓缩。
防护措施:1、改进管与管板的联接结构,消除缝隙。
2、立式换热器的结构改进,提高壳程水位,使管束完全被水浸没。
3、管板采用不锈钢—碳钢复合板,以碳钢为牺牲阳极【4】一高压釜用18-8不锈钢制造,釜外用碳钢夹套通水冷却。
冷却水为优质自来水,含氯化物量很低。
高压釜进行间歇操作,每次使用后,将夹套中的水排放掉。
仅操作了几次,高压釜体外表面上形成大量裂纹。
基于DPM模型的压裂管线弯头冲蚀磨损影响因素分析
Science and Technology & Innovation|科技与创新2024年第01期DOI:10.15913/ki.kjycx.2024.01.002基于DPM模型的压裂管线弯头冲蚀磨损影响因素分析*朱红波1,唐礼俊2,周永新1(1.克拉玛依职业技术学院,新疆克拉玛依834000;2.西部钻探克拉玛依钻井公司,新疆克拉玛依834000)摘要:为进一步研究水力压裂工况条件对压裂管线90°弯头冲蚀磨损的影响规律,采用CFD (Computational Fluid Dynamics,计算流体力学)方法建立弯头流场仿真模型,基于Fluent软件中DPM(Discrete Phase Model,离散相模型)研究了压裂流体速度、支撑剂颗粒直径和质量流量对管线弯头部位冲蚀磨损的影响。
结果表明,弯头冲蚀磨损主要集中在弯头外侧内壁面,最大冲蚀磨损区域出现在弯头与出口直管段连接处;冲蚀速率随流体速度增大呈指数增长,在质量流量大于1.7 kg/s、流体速度为25 m/s时颗粒直径增大引起冲蚀速率增幅最大;质量流量增大会促进冲蚀速率随粒径的增大而升高,冲蚀速率随着粒径的增大则会出现先增大再减小最后趋于稳定的现象。
关键词:DPM;压裂;弯头;冲蚀磨损中图分类号:TG172 文献标志码:A 文章编号:2095-6835(2024)01-0005-04为了提高石油开采生产过程中的油层产量和采收率,在各大油田广泛采取多种增产技术措施,尤其是在非常规油气井开采中,水力压裂技术作为提高采收率的重要工艺手段,已成为低渗透油气田中最有效的开发技术[1]。
由于水力压裂过程中以大大高于油层吸收能力的速率向油层注入携带高强度支撑剂颗粒的压裂液,形成的高压液固两相流会对压裂管线造成严重的冲蚀磨损。
特别是用于改变管道方向的各种弯头,因其本身结构的特殊性和内部流体方向的改变导致流体速度和压力突变,相比管道其他部位更易受到冲蚀磨损的破坏[2]。
焦化装置加热炉炉管弯头冲刷腐蚀失效分析

焦化装置加热炉炉管弯头冲刷腐蚀失效分析梁天霖(中国石化茂名分公司炼油分部,广东茂名 525000)[摘要]某焦化装置的加热炉炉管弯头在设备检修时被发现发生了较严重的冲刷腐蚀失效。
利用检测设备对炉管弯头进行材质化学成分分析、显微组织分析、弯头表面及其附着物分析,并分析其腐蚀机理,结果表明:炉管弯头材质中铬的严重偏析、渣油中的固相颗粒以及较高的H2S含量是导致炉管弯头失效的主要原因。
[关键词]炉管弯头;加热炉;冲刷腐蚀;显微组织;失效分析[中图分类号]TH [文献标识码]A [文章编号]1007-1865(2014)13-0242-02Erosion-corrosion Failure Analysis for Tue Elbow of Heating Furnace of theCoking PlantLang Tianlin(Refinery Dep of MPCC, Maoming 525000, China)Abstract: In examination of equipment, it was found that severe erosion-corrosion failure occurred on the tube elbow of heating furnace of the coking plant. The chemical composition and metallurgical structure of material, the surface and attachments of the tube elbow were analyzed by using inspection equipment, and the corrosion mechanism was also discussed. It was shown that chrome segregation, existence of solid particles in the residue and high content of H2S caused thefailure.Keywords: tube elbow;heating furnace;erosion-corrosion;microstructure;failure analysis加热炉的弯头不仅能改变管线的方向,还可以提高管路柔性,缓解管道振动和约束力,并对热膨胀起补偿作用,因此弯头是受压管道中很重要的部件,但其受力较大,是管道中的薄弱部位。
硫酸对碳钢管道腐蚀原因分析及建议
降低浓硫酸的腐蚀给出了初步的建议.
2 硫酸组分对比分析
因自 产 硫 酸 腐 蚀 情 况 比 外 购 硫 酸 严 重,所 以 首 先对自产硫酸与外购的硫酸产品的组分进行分析, 具 体 分 析 见 表 1.
表 1 硫 酸 组 分 分 析
离子名称
Cl- (%) NO3- (%)
Mn(%) Fe3+ (%)
������������������������������������������������������������
硫酸对碳钢管道腐蚀原因分析及建议
何志群 (中 国 石 化 集 团 重 庆 川 维 化 工 有 限 公 司 ,重 庆 ,401254)
摘 要 通过对硫酸组分对比分析以及碳钢挂片在不同浓度和温度 硫 酸 中 的 腐 蚀 实 验,分 析 了 本 公 司 自产硫酸对碳钢管道的腐蚀原因并对如何降低浓硫酸的腐蚀给出了初步的建议.
t——— 挂 片 悬 挂 的 时 间 ,h(实 验 时 间 96h); 8760——— 与 一 年 相 当 的 小 时 数 ,h/a; 10———与1cm 相当的毫米数,mm/cm.
4 结果与讨论
通过上述公式计算不同浓度及不同温度下碳钢 的 腐 蚀 速 率 ,见 表 2 和 表 3.
表 2 不 同 浓 度 下 碳 钢 的 腐 蚀 速 率
3������2������2������1 酸 浓 度 的 影 响 在500mL 的 烧 杯 中 用 自 产 浓 硫 酸 配 制 99%、
98������5%、98% 三 种 浓 度 的 硫 酸 各 800g,烧 杯 中 放 入 磁 力 转 子 ,将 烧 杯 放 在 磁 力 搅 拌 器 上 ,将 处 理 好 的 碳 钢 挂 片 浸 没 在 硫 酸 中 ,烧 杯 上 用 保 鲜 膜 密 封 ,调 节 搅 拌 速 度 280r/min,96 小 时 后 取 出 挂 片 进 行 处 理 . 3������2������2������2 酸 温 度 的 影 响
管道冲蚀磨损机理研究与预防

管道冲蚀磨损机理研究与预防管道冲蚀磨损是管道输送过程中常见的问题,主要由于管道中流体的高速冲刷和摩擦导致。
这些问题不仅影响管道的输送能力,还会对管道的使用寿命和安全性造成威胁。
因此,研究管道冲蚀磨损机理,并采取有效的预防措施,对于提高管道的输送能力和延长管道的使用寿命具有重要意义。
本文将介绍管道冲蚀磨损的机理及其影响因素,然后重点探讨如何采取有效的预防措施。
一、管道冲蚀磨损的机理管道冲蚀磨损是由于流体在管道中受到高速冲刷和摩擦而引起的。
具体来说,流体在管道中运动时,由于管道内部的摩擦和压力,会使管道表面产生微观的凹凸,这些凹凸运动会加剧流体的冲刷,从而导致管道表面受到磨损。
2.1 流体力学特性管道冲蚀磨损主要受到流体的特性的影响,包括流体的速度、压力、粘度、温度等。
当流体的速度较高时,会产生强烈的冲刷作用,使管道表面受到磨损;而当流体的压力较低时,由于流体的摩擦较小,管道表面的磨损也会相应减少。
2.2 管道内部因素管道内部因素也是导致管道冲蚀磨损的重要因素,包括管道的几何形状、材料、涂层等。
管道的几何形状不合理,如管道内部存在弯曲、凸起、不平等区域,会导致流体在管道中运动不畅,进而加剧磨损;管道的材料和涂层也会影响到管道的强度和耐磨性。
2.3 流体控制流体的控制也是影响管道冲蚀磨损的重要因素,包括流体的输送方式、流量调节等。
当流体的输送方式不当,如流量过大或过小,管道内部会产生较大的压力或摩擦力,从而导致管道的磨损加剧。
二、有效的预防措施针对管道冲蚀磨损的机理和影响因素,可以采取以下有效的预防措施:2.1 设计合理的管道结构设计合理的管道结构是减少管道冲蚀磨损的关键,包括选择合适的管道材料、合理的管道几何形状、合理的管道布局等。
2.2 改善管道材料选用合适的管道材料是减少管道冲蚀磨损的关键,包括选用强度高、耐磨性好的材料,采用复合涂层等。
2.3 进行涂层处理进行涂层处理是减少管道冲蚀磨损的有效措施,包括使用抗冲刷涂层、抗磨损涂层等。
关于管道冲蚀研究现状及存在问题的讨论
关于管道冲蚀研究现状及存在问题的讨论作者:张涛来源:《中国科技博览》2016年第21期[摘要]冲蚀是一种危害比较大的局部腐蚀现象,它比单纯的腐蚀或者单纯的机械磨损严重得多。
管道壁厚由于腐蚀变薄,压力过大就会导致泄漏或爆管。
管道内冲蚀和腐蚀破坏的机理较为复杂,不仅要分析力学因素,还需要分析化学因素。
国内外目前对冲蚀和腐蚀破坏的研究仍然以实验研究为主要方式,对于如何降低冲蚀和腐蚀破坏的研究较少。
本文对管道冲蚀的研究现状和问题进行简要讨论。
中图分类号:TE973 文献标识码:A 文章编号:1009-914X(2016)21-0152-011 冲蚀磨损的研究1.1 国内研究现状国内的学者龚敏最早于1995年就通过查阅和研究相关的国外文献,对不同因素对冲蚀产生的影响进行了分析和研究,并且提出了一种研究冲蚀影响因素的实验方法。
在这之后,西安交大的方其先和刘新宽利用料浆罐式冲蚀实验机对板状试样进行分析,得到了两种不同不锈钢的冲蚀规律。
还得出了只有在冲刷速度高时,力学性能对材料的耐冲蚀能力才会有显著影响;冲蚀在不同冲刷角度时的规律,也受到材料的力学性能的影响。
随后他们又对处于液固两相流中的材料的耐蚀性和机械性能进行了研究。
研究结果表明在弱酸性环境下的液固两相流中,对冲蚀作用最大的是材料的耐蚀性,而机械性能对其影响仍然是只在高速冲刷当中才有作用。
对于不同冲刷角度的冲蚀规律,材料的性能仍然是主要的影响因素。
丁庆如研究了高温下炼油设备的冲蚀,研究结果表明,存在于原油环境中,高温下会对炼油设备产生强烈的腐蚀破坏。
另外,武汉工业大学的罗志平也进行了材料的冲蚀磨损研究,研究结果表明,影响韧性材料冲蚀性能的主要因素是材料的弹性模量而并不是材料的硬度;只有在入射颗粒的直径较小时或入射角度比较小时,才会存在脆性材料冲蚀率相比韧性材料要小的情况,在热喷涂涂层的冲蚀磨损情况可以反应脆性材料的冲蚀特性。
以前期的实验研究为基础,郑玉贵等人利用液固两相流数值模拟的方法对突扩圆管内的冲蚀过程进行了分析和研究。
丁苯橡胶装置硫酸系统腐蚀原因分析及预防措施
腐蚀与控制丁苯橡胶装置硫酸系统腐蚀原因分析及预防措施宋小军(扬子石化金浦橡胶有限公司,江苏南京,210048)摘 要本文简要介绍丁苯橡胶装置硫酸系统的工艺流程、碳钢被腐蚀的机理及影响腐蚀的因素。
针对丁苯橡胶装置硫酸系统在生产过程中频繁发生的腐蚀事故,分析了事故的实际原因:生产操作管理不完善,管线设计及选材不合适。
找到了腐蚀事故发生的原因后,通过加强生产操作管理,变更硫酸系统易腐蚀部位的管线设计及重新选材,有效地防止了腐蚀事故的发生。
关键词:丁苯橡胶 硫酸 腐蚀 防护措施南京扬子石化金浦橡胶有限公司(简称:扬金橡胶公司)成立于2005年7月,旗下的10万吨丁苯橡胶装置及其配套公用工程系统于2007年5月建成并一次投产成功。
扬金橡胶公司丁苯橡胶装置采用国内先进的低温乳液聚合工艺,该工艺具有物耗能耗低、聚合转化率高、运行周期长等特点。
图1 硫酸系统流程简图丁苯橡胶乳液聚合工艺中的硫酸系统应用于后处理单元,后处理单元凝聚系统采用浓硫酸作为胶乳凝聚过程中的助凝剂。
由于浓硫酸具有很强的吸水性、脱水性以及强氧化性等性质,扬金橡胶公司丁苯橡胶装置自开车以来因硫酸系统中的阀门、管道被腐蚀,曾频繁发生浓硫酸泄漏并导致后处理单元紧急停车的事故。
浓硫酸的泄漏不但破坏了后处理单元安全平稳的运行状态,而且还对职工身心健康构成了极大的威胁,给公司带来了不小的经济损失。
对于已发生的浓硫酸腐蚀泄漏事故,本将从以下几个方面进行归纳分析,并提出相应的防治措施供大家参考。
1硫酸系统的工艺流程图1为硫酸系统的流程简图,浓硫酸槽车出料口与浓硫酸接料泵入口管线对接,浓硫酸在硫酸接料泵的作用下被送入硫酸储罐中,硫酸罐中的浓硫酸在硫酸输送泵、回流压力调节阀及各流量调节阀的作用下被送至凝聚系统,与凝聚系统的凝聚浆清进行在线混合。
从工艺流程的叙述及图1,可以将硫酸系统细分为四个部分:硫酸接受部分、硫酸储存部分、硫酸输送部分、硫酸与物料混合部分。
2金属被浓硫酸腐蚀的原因及影响因素2 1 腐蚀原因金属腐蚀为金属和周围介质接触,发生化学作用或电化学作用而引起的破坏行为。
清洗作业时硫酸的安全措施
清洗作业时硫酸的安全措施化工行业氧化铝生产用套管内的结疤(结圬),人工难于清理,为了保障生产的正常进行,常用酸洗套管的办法进行清理,该方法简便快捷,对套管内的结疤清理效果明显。
但使用硫酸清洗套管一旦管理不慎,很容易发生安全事故,结合中国铝业中州分公司清理套管的实践,本文就酸洗套管的安全防护措施进行简要的论述。
结疤清理方法及特点在氧化铝生产中所用的套管,是一种做物料运输和参与化学反应的压力管道,套管内侧走物料,外侧通蒸汽加热,高温的物料运行时,溶液中的二氧化硅化合物发生化学反应析出,在套管的内壁上形成一种固态的结疤,这种结疤一旦形成,如果不及时进行清理,会堵塞生产管道,严重时对生产流程造成较大的波动。
生产操作方面如果处理不当,套管内部会发生因结疤的原因产生超压的现象,直接威胁到压力管道的安全运行,对人身和环境造成影响。
因此,必须对这种结疤进行及时的清理,以保障生产安全。
在实际生产中,一般先用硫酸进行酸洗,将结疤清理掉一部分,另一部分结疤在硫酸的作用下,会变得松软,再用高压水清理的办法就能达到目的。
酸洗套管具有以下特点。
首先,酸洗套管具有固有的危险性。
在使用硫酸时容易发生酸液对人体的腐蚀,一旦发生管道泄漏,泄漏的硫酸还会污染环境。
其次,在作业过程中硫酸和铁质管道反应产生的氢气具有爆炸性,防范不够很容易发生事故。
因此要做好安全监管,落实各项安全生产措施,强化硫酸在清洗套管时的安全应用,为了克服硫酸在铁质管道内运行时和管道发生的化学反应,配制硫酸时要在酸槽内加适量的缓蚀剂,保证清理套管的安全性。
酸洗套管的工作流程要进行酸洗套管的操作,首先要向酸槽内注新水,水量要达到酸槽体积的4/5。
然后将浓硫酸向酸槽内加注,加注时速度要缓慢,防止发生酸液飞溅的现象,同时要关注酸槽体温度的上升情况。
连接酸泵流程时,要向酸槽内加缓蚀剂,操作时需要进行多人配合协调,通过酸槽上孔加注要注意防止发生酸液飞溅,还需要每小时对槽内的化学成分进行一次分析,检查槽内的化学成分变化,列好化学成品变化清单。
浓硫酸管道法兰防喷溅措施
为了防止浓硫酸管道法兰喷溅,可以采取以下措施:
1. 在法兰拐角处安装护罩,以防止硫酸喷溅出来。
2. 在法兰拐角处安装消声器,以减少喷溅的噪音。
3. 在法兰拐角处安装涡轮增压器,以增加水流的压力,减少喷溅的可能性。
4. 在法兰拐角处安装温度控制器,以限制硫酸的温度,减少喷溅的可能性。
5. 在法兰拐角处安装液位控制器,以控制硫酸的水位,减少喷溅的可能性。
这些措施能够有效地减少浓硫酸管道法兰喷溅的风险,提高工作安全性。
然而,具体的防喷溅措施应根据实际情况进行选择和设计,以确保其有效性和可行性。
同时,应定期对防喷溅措施进行检查和维护,确保其正常运行和有效性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
付料线先后发生 3 处弯头泄漏 , 2 0 1 3年 1 月又发
收稿 日期 : 2 0 1 6—1 2—1 4 ; 修 回 日期 : 2 0 1 7— 0 1 一O 3 。 作者简介 : 孙福 刚( 1 9 6 5 一) , 男, 辽 宁省大 连市人 ,工程师 。 1 9 8 7年毕业 于山东 广播 电视 大学有机 化工专业 , 2 0 1 0年毕 业 于中国石油大学 ( 华东 ) 环境工程专业 , 现在 中国石 化齐鲁 分公 司储运厂 主要从事化工储运安全 技术工作 。电话 : 0 5 3 3
—
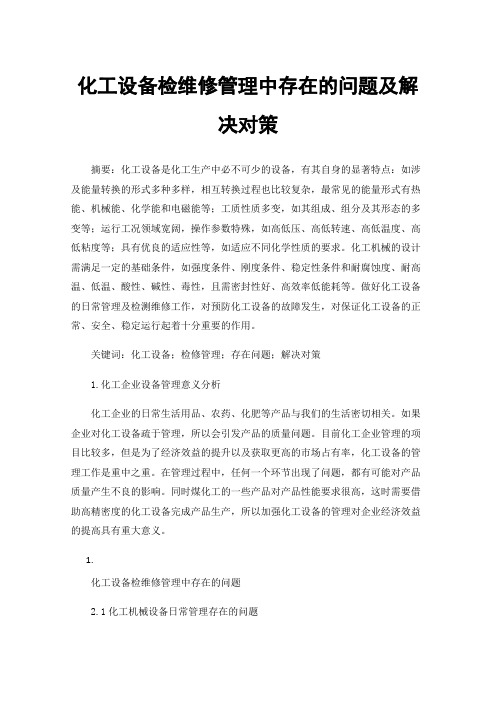
图1 酸碱站硫酸 系统 工艺流程示意
1 , 2 一硫 酸罐 ; 3 一 卸车鹤 管; 4 一硫酸泵
因生产 装置 的需 要 , 对 浓 硫 酸 离 心 磁 力 泵 的
7 5 8 0 0 5 6; E —ma i l : s u n l y 81 3 @a t i y u n . c o n。 r
孙福 刚
( 中国石化齐鲁分公 司储运 厂 , 山东淄博 2 5 5 4 1 0 )
摘要 : 通过对浓硫酸管道弯头 的腐蚀情况分析 , 确定 了弯头腐蚀的原因是 由于浓硫酸的强腐蚀性 造成的化 学腐 蚀 和 电化学腐蚀 ; 因流速过快 , 存在的气泡可能会造成弯头的气蚀 , 以及流动加 速腐蚀和冲蚀磨损 等。结合生 产实际提
酸碱站现有硫酸系统是 2 0 0 9 年9 月更新的 , 工 艺 流程见 图 1 。
1 0 8 m m× 5 m m , 外 管付 料 线 + 8 9 m m× 5 m m, 回流 线
d ) 5 7 mm × 4 . 5 mmo
因储罐 区和生 产 装 置 维修 和维 护 需 求 , 需 要 经常 用 0 . 3 MP a的 N : 吹 扫硫 酸 系 统 的管道 。特 别 是在 冬 季为 了防 冻凝 , 每 天几 次输 送 完 硫 酸 后
定的, 一 般设 定为 2 7℃ , 运 行 的 最高 温 度 可 达 3 0 ℃; 鉴于 2 0 1 3年 大 修 中硫 酸 管 道 弯 头 的腐 蚀 状
况, 2 0 1 3年 冬部 因长 期 积 存 有 近 1 5 0 m m 厚 的灰 白色 酸泥 , 储 罐 出 口管线 位于此 高 度 , 一 般
需进 行多 次 吹 扫 , 一般每次吹扫 0 . 5 h以 上 。另
外, 原 料槽 车利 用 0 . 0 5 MP a的仪 表风 进行 风压 卸
车, 有大量 的酸雾 进入储 罐 内, 每次作业时间约
0. 5 h。
2 0 1 2年 4月 起 至 年 底 , 硫 酸外管 D N 8 0 m m
叶轮进 行 了切割 。虽 然切 割后 的流 量和 扬程 有所
降低 , 但实际操作 中必须控制泵 的付料线出 口阀
门的开 度 , 并 开 启 该 泵 的 回流 线 阀 门 回流 到 硫 酸
储罐( V一 5 0 2 / 5 0 3 ) , 以实现付料线 出口的压力小
于 1 . 0 MP a 。
第1 期
孙福刚 .浓硫酸管道弯头 的冲蚀分析与预防 对策
生 1处 弯头泄漏 。为此 , 2 0 1 3年 4月 D N 8 0 m m 外
在 弯头 的外 拱 侧 近 4 5 。 处附近 , 但 并 不 在 外 拱 侧
的正 中间 。
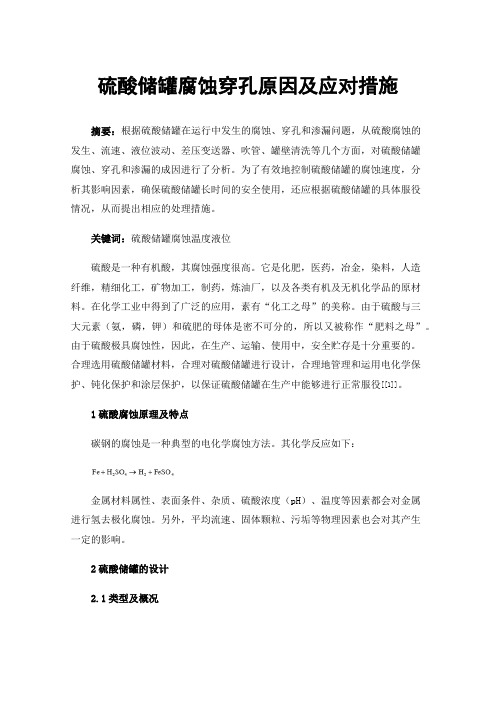
管付料 线 弯头全 部更 换 为厚 度 ( 为 1 0 m m 的弯 头 。被拆 除 的弯头 都 有 不 同 程 度 的腐 蚀 , 大 多 数 弯头 冲蚀 痕迹位 于其 外 拱 处 , 也 有 的位 于 内拱 表 面 。其 中向上一 水 平 向 的弯 头 冲 蚀 最 严 重 , 腐 蚀
硫酸 系统 的 实际操作 参 数见 表 1 。
表 1 硫酸 系统操作参数
分公司氯碱厂生产装置的氯气干燥单元 , 用于氯气
干燥 。因此 , 浓硫酸 管道 的安 全性尤 为重 要 。
1 概述
注: 泵 出 口压 力 ( 表压 ) 0 . 9 5 MP a , 电流 4 O A; 储 罐 出 口线
设 备 与 防 腐
齐 Q I L 鲁 U 石 P 油 E T 化 R O 工 C H , E 2 0 M 1 I C 7 A , L 4 5 T ( E 1 C ) H : N 4 O 4 L O — G 4 Y 8
浓 硫 酸 管 道 弯 头 的 冲蚀 分 析 与预 防对 策
情况见图2 。
腐 蚀较 轻 的弯 头 如 图 3所 示 , 沿 着 弯 头 内拱 侧 按液 体流 动 的方 向 , 由 内拱 侧 中部 开 始 至 9 0 。 , 呈 现发 散状 的浅 沟槽 , 腐蚀 深度 不是 特别 明显 。
( a ) 弯头位置
图 3 其他弯 头腐蚀情 况
硫 酸系统 管道 的 电伴热 温度 是按 环境 温度 设
出了解决 问题 的预 防措施和优化方案 。 关键词 : 浓硫酸 弯头 冲蚀磨损 气蚀 文章编 号 : 1 0 0 9— 9 8 5 9 ( 2 0 1 7) O 1一o o 4 4- 0 5 中图分类 号 : T Q O 5 0 . 9 文献标识 码 : B
中国石 化齐 鲁 分公 司储 运 厂 酸碱 站 ( 简称 酸 碱站) 现有 2台 2 0 0 m 的浓硫 酸拱 顶 储 罐 。浓 硫 酸( 质量分数为 9 8 %) 由C MH 5 0—3 2— 2 5 0型 离 心磁力泵( 原设计流量 l 2 . 5 m / h , 扬程 8 0 m, 功 率2 2 k W; 切 割后 的流量 1 1 . 9 m / h , 扬程 7 2 . 5 m, 轴功率 1 8 . 9 8 k W), 经超过 9 O O m长的 2 0 无 缝钢 管道 ( 6 8 9 m m× 5 m m, 弯头 为 + 8 9 r f l l T l × 6 m n ' l , 弯 曲 半 径 R= 2 D, D为弯头 内径 ) 输 送 至 中国石 化 齐鲁