非常好的精益生产案例共40页文档
精益生产在中国成功的经典案例
第一汽车制造厂变速车厂始建于1989年10月,其生产从日本日野公司引进的LF06S六档同步变速箱,并配装解放CA141载货车。
第一汽车制造厂变速车厂在引进产品的同时也引进了其先进的管理模式,但是曾因为管理未能够及时到位,曾一度造成其生产相当被动,导致产品的质量不佳,效益不理想的状况出现。
1开发思想该厂在吸收丰田生产方式中的管理理念,并结合厂区的具体情况开展准时化生产方式,同时运用多种管理的方法和手段,做到以必要的劳动,从而确保必要时间生产必要数量的必要工件,从而杜绝企业的超量生产,消除企业中的无效劳动和浪费,从而实现企业少投入多产出的最终目的。
2该厂准时化生产方式的特点01.目标明确,系统性强。
围绕提高产品质量,降低成本,满足市场需求的目标,进行“配套设计,同步实施”的开发与建议方式02.采用“拉动式”生产组织方式。
变“推动式”生产为“拉动式”生产组织方式,以市场需求为目标组织生产03.向工序间在制品为“0”进军。
04.实行“一人多机”操作。
实行U形生产设备布置,“一人多机”操作,大大提高劳动生产率05.工具定置集配,精度刀具强制换刀与跟踪管理。
06.“三为”现场管理。
强调观念更新,以生产现场为中心,生产工人为主体,车间主任为首的“三为”管理体制。
一切后方部门围绕准时化生产服务,使生产不停地创造附加价值07.生产现场实行“5S”活动——整顿、整理、清扫、清洁和素质。
08.实行“三自一控”、“创合格”、“深化工艺”、“五不流”和“产品创优”的“五位一体”的管理体系。
3实施效果经过1年多的实践,准时化生产方式使工厂面貌产生巨大变化。
1、生产能力大幅度提高,实现均衡生产原设计能力 6.8万台/年,92年实施准时化生产后实现8000台/月生产水平。
产品品种由原来1个基本型发展为18个改型产品。
2、产品质量稳步提高 91年废品率下降35%,一次装配合格率由80%提高到92%,市场占有率大幅度提高。
3、推行看板管理,在制品大幅度下降在制品流动资金占用从91年初的700万下降到年底的350万,下降了50%,92年月产量增加了25%,而流动资金下降到300万。
精益生产案例:一汽1通用

精益生产案例:一汽1精益生产案例:一汽的精益生产与准时生产一、概述第一汽车集团是我国第一个生产汽车的企业.80年代中期一汽曾一度因设备老化,产品、断档而跌入困境.80年代中后期以来,一汽有计划、有组织地进行了三项工程:一是以产品更新换代为内容的换型改造工程;二是以上轿车、轻型车为内容调整产品结构的工程;三是以生产方式为内容的精益管理工程。
长期以来的,使企业追求大而全、小而全,企业包袱越背越重,变成一头“笨象”,造成生产成本高、劳动生产率低下。
如何改变这一现状,一汽借鉴国外精益生产方式,向管理要效益。
精益生产方式又称“瘦型”管理,其精髓就是彻底消除企业**个环节的无效劳动浪费,充分调动工人的积极性。
一汽推行精益生产方式已有20年历史,经历了一个不断认识、逐步深化的过程。
早在1978年,一汽就派出以厂长为首的专家小组去考察汽车的管理经验。
1981年丰田生产方式的创始野耐一先生,应邀到一汽传授经验。
80年代初期,一汽先后在不同部门开展了看板管理、标准化混流生产、数理统计、C 活动、设备点检、滚动计划、网络技术、目标成本、价值工程等管理方法的应用,使一汽开始跳出了50年代建厂以来的管理工作的老框框。
但是,由于当时正处于初期,企业环境;分配策基本上还是那一套,因而所开展的现代管理项目未能推开,甚至已开展的应用有些也未能坚持下去。
1983年7月,一汽开始了以换型改造为内容的规模宏大的第二次创业。
通过这次换型改造,不仅改进了车型,而且**项管理基础工作也得到了整顿和创新,为进一步推行管理积累了经验,打下了一定基础.1987年,第二次创业刚刚结束,一汽就不失时机地开展了以调整产品、产品结构,上轻轿为主要内容的第三次创业。
为了使一汽的管理工作适应轿车生产的需要,在引进德国奥迪中高级轿车产品技术和制造技术的同时,引进先进的奥迪的质量评审方法,并在轿车生产成功的基础上,移植到了卡车生产过程。
为了使引进先进技术的潜能得到充分的释放,在引进日野带有同步器变速箱产品和制造技术的同时,引入了先进的“准时化”生产方式,建立了一汽第一个全面推行精益生产方式的样板厂。
精益生产成功案例
精益生产成功案例精益生产是一种由日本汽车制造业家丰田正广所提出的管理方法,通过优化流程、消除浪费,提高质量和效率,从而实现产品生产的持续改进和优化。
自20世纪90年代以来,精益生产方法已经在全球范围内得到了广泛的应用,并被证明是一种成功的管理方法。
本文将介绍一些精益生产成功案例,并探讨其背后的原因。
1. 丰田生产系统丰田生产系统是精益生产的最著名案例之一,它是丰田公司在改善生产系统方面所做的持续努力的结果。
丰田生产系统的重点是节约时间,精简生产流程以节省成本,并确保产品的高质量。
丰田生产系统的一个核心原则是“珍视生产工人的创新”,这意味着所有员工都能够在工作中为生产过程提供改进的建议。
另外,这个系统也注重在保持生产流程的连续性和稳定性。
2. 美的集团中国家电巨头美的集团被认为是一家精益生产的成功案例。
在过去几年中,美的集团不断改善其生产流程,实施更高效的供应链管理,从而提高了公司的生产效率和产品质量。
美的集团还注重员工的培训和发展,积极实施“知识共享”与“技能传承”等管理模式,使员工能够充分地参与到公司的生产过程中,提高员工的生产效率和质量。
3. GE电气GE电气公司也被视为精益生产管理方法的成功实践者。
GE电气公司致力于优化生产流程,提高生产效率和质量,并减少产品制造过程中的浪费。
GE电气公司采用的精益生产管理方式是“快速反应制造”,即在产品制造过程中遵循快速反应的原则,避免不必要的等待和延迟。
同时,公司还采取了标准化和自动化的生产流程,并专注于对员工进行培训和发展。
以上三个案例展示了在实践精益生产管理方法时所采取的共性策略。
这些成功案例的主要特点包括优化供应链,精简生产流程,采用标准化和自动化的生产技术,培养员工的技能和知识。
另外,这些公司还注重提高产品的质量和关注客户的需求。
总之,精益生产方法已经被广泛证明是一种成功的管理方法。
这些成功案例表明,对于公司而言,采用精益生产方法是提高生产效率和产品质量的一个重要途径,同时,也可以为公司带来更高的效益和利润。
精益生产案例14完整篇.doc
精益生产案例一4精益生产案例一[复制链接]一家专业生产汽车刹车盘(鼓)美资公司,在中国设有 2 家工厂,产品几乎覆盖了美国、欧洲、日本和韩国的所有车型。
同时水泵的可提供型号达到了500 种,主要是满足上面这几个国家主流车型的需要。
同时,借助市场调研和与一些客户的紧密合作,该公司的产品型号数一直在稳定地伴随市场的需要而增加。
1 、成品库存:目视化管理已经有意识的应用,问题在于目前存货量水平较高,约占年销售收入的近15 % , 增加了制造成本(储存、运输及管理)及呆滞库存的风险,尤为重要的是,库存给制造过程中的种种浪费(如等待、延误等)。
2 、生产线及半成品管理:部分数控机床一人三机操作,减少了人员等待的和搬运距离,说明公司具备了一定的精益思想;但更多工序人员、机器、材料都存在不同的等待,同时加工生产和周转批量较大,造成较长的生产周期,尤其是存在瓶颈工序,该工序在制品(WIP )存量较多,导致生产流程不够顺畅,制约了生产效率。
3 、现场管理:装配线、毛坯铸造、热处理车间现场管理和目视控制的改善机会较显著,突出表现在:- 装配线产品追溯性标示过程复杂,造成冗杂处理的浪费;手工打标记等不仅劳动强度大,而且容易造成疲劳错误。
- 装配工位的作业方法、时间分析以及人机工程(材料传送和取放过程)等方面有待进一步完善。
- 铸造车间产品种类和生产区域无标示,将导致分检的时间损失及混淆。
- 铸造现场、热处理车间5S 尚有较大改进空间,尤其是整顿、清洁和进一步的标准化工作。
4 、其他影响:同时,制造方式的变革也暴露出在原来的成批生产方式中隐藏至深的大量问题,如设备故障多发,维修速度慢以及缺乏保养;设备换模具时间长;刀具整备时间长;作业员技能单一等。
改善效果:经过三个月的维持与改善,同时辅以培训, 一些主要问题得到明显的改善:·在不影响现有产出情况下,较大幅度降低成品库存总量。
总库存量减少了40 % 。
·按照用户的需求节拍,进行小批量多频次的生产和物料周转(目标:单件流),缩短生产周期。
精益生产案例

从去年上半年开始,该公司聘请了专业咨询机构到厂指导,对各 类产品的工艺流程进行梳理,并用秒表计算每一道工序,绘制 成样板线。这之后,无论哪个岗位的员工从事哪道工艺流程, 都可按图索骥,在精益生产模式下完成生产任务。 样板线的成功,坚定了三鸥革新的决心和恒心。去年7月以后, 精益生产在公司2000多名员工中全面实施,并很快完成了流程 再造,取得了显著成效。 在该企业一个生产车间里,公司规定,每天实施精益生产,一日 都不隔断。在线员工只要一按呼叫灯,就会有专职员工前来配 送物料,品质管理员、机修、电工和线长也会视情况上线服务, 使线上员工专注于生产,降低无效劳动,实现生产效率最大化。 如今,与实施精益生产前比较,一年多时间里,三鸥公司库存量 降低了72%,流动资金节省近1600万元。过去,公司里有9个仓 库,现在只需原材料和成品两个仓库,腾出的1万多平方米仓库 变成了生产车间。为了配合样板线建立,提高设备自动化率, 公司还购置了新装备,人均生产效率提高30%。由于生产流程 的优化,节省出200台设备,重新组线15条,降低了设备重复购 买率,每年增加生产能力50万件。 企业创新管理,主要目的是追求利润最大化。三鸥实施精益生产 以来,各种成本降低了,产品利润率增加了5%。
• 以生产现场中发生的质量问题为例:根据公司ISO9001质量管理体系 的要求,当出现质量问题时,由员工填写《工序质量反馈单》,经部 长确认后,由品质人员给出处理意见。当员工按处理意见完成后,还 需要填写《纠正预防措施表》,由品质人员确认。当确认为报废时, 还需要填写《废品报告单》通知财务部和库房后,才能重新下料。在 整个过程中,所造成的工时等损失,并没有单独核算,而是计入正常 工时中。因此,按照这种方法,虽然质量体系得到维持运行,但是质 量成本损失无法计算,更谈不上有的放矢地进行改善了 • 在实施质量成本方法后,品质部把上述表格合并为《工序质量反馈处 理单》一张表格,并重新规划了流程: • 首先由制造人员填写“质量问题”以上的栏目,经部长确认后,交由 品保人员填写“产生原因及解决措施”栏目,并进行质量责任判定, 提出处理意见,交给责任部门及责任人签字,根据不同的处理意见, 进行相应的流程处理:
精益生产案例

工序分析定义
3、工序分析法
01
产品工序分析法的目的和目标
4、产品工序分析法
02
作业人员工序分析法的定义
5、作业人员工序分析法
03
辆细电漳蝴酞积蝴队娄豫铣氧卖猩妒椅煞饶维甫柿颁狼骆拖料湍刨栏沪骑精益生产案例精益生产案例
2作业人员工序分析法的目的
01
是否有不必要的停滯
02
搬运的次数是否太多
形迹管理
库房的仓位
推进精益生产: 现场是基础; 改善是手段。
床懦漆沉春暑登湍晤肘掠战芭之惩拌咬氦震勒羹褪伐芒跋盆句钢悍繁铁恨精益生产案例精益生产案例
如图:通过不懈努力,所有工序的刀、辅、量具有了“新家”,让它们也实现了定置
乎支夺瘤狼猛舷代扎蒂辗慨裔镶识押桐芳城依槽禁瑰舞捣洪修挞捻柑渔撼精益生产案例精益生产案例
谴豌柬蚁踌啪匀原预乔枝漏刊虾菲辆警郡爪辆块刷磁穿鸳膨娥挂屋蒋必会精益生产案例精益生产案例
C576限位装置 自动化 一个人操作4台机床
径昼彬雕枪辈臼坐扁粳阎狄责涣突魂摸审谅饱这乎啸毒柿戳贡鸯成殉请淳精益生产案例精益生产案例
改进前后对比
原来状态
现在状态
一人操作两台设备
一人操作四台设备
两人每小时精车25台
可以做生产系统改善的IEr
看板 设定 与管理
生产 周期 管理
MRP ERP 系统 设计 管理
生产系统管理监督者
改善评价 体系建设
生产绩 效评估
精益改善 手法培训
制定 年度 改善 方针 目标
实践教程
● 第一线监督者
● 制造现场职员
● 生产技术员 班组长
● 专业IE工程师、生产科长、主任
追求零浪费!!
熏岛膊若崩彝滋搂阮舶庭贬嘿型高格回澈神瘩砚久它沟瘫轨沂贞乘疤井四精益生产案例精益生产案例
非常好的精益生产案例-值得借鉴

32246.70
27409.69
26514.19
31757.05
26993.49
需做辅助工作:每完成20个需翻转,100个需打包
27000 26500 26000 25500 25000 24500 24000 23500 23000
65#平均每天产量(pcs)
24122 WK32
提高 MORE 产品产量
是否可以把脚踏板的动作变为自动呢?
措施一:
脚踏板改为自动(短路)状态。
机器异常时及换胶试胶时无法实行!
措施二:
脚踏板改为自动与手动两种状态。
正常时自动状态,异常时手动状态。
针对H/A工位我们采取措施二:
时间:WK33 地点:W-3 ASM 负责人:谢xx
前改善后
脚踏板用脚踩
脚踩踏板改为自动后:
0.26秒 脚踩踏板
2440
产能(pcs)
25042
25033
8.22 2240 23032 2050 2440 25082
8.23 2190 22473 2600 2440 25073
30000
实际产量(pcs) 耽搁产量(pcs)
25000 7050 4850 2050 2600
50
3320
20000
15000
10000
H/A
65#各工位单件工时(秒)
4.54
4.61
4.04
A2SK
SBB
下工装
时间:WK32 地点:W-3 ASM 负责人:黄xx
由65#各工位的单件工 时可以看出:H/A工位单 件工时为最高,平均在 4.95秒完成一个HGA。 因此H/A工位是我们提
高产量的最大障碍!
精益生产案例分享
精益生产案例分享
某汽车制造公司采用了精益生产方式进行生产。
在初期,该公司的生产效率低下,产品质量不稳定,客户投诉率居高不下。
为了改善这种情况,公司决定引入精益生产理念和技术来提高生产效率和产品质量。
首先,该公司在生产线上进行了精益生产的改造。
改造后,生产线变得更加灵活和高效。
同时,公司还加强了员工技能培训,提高了员工的技能水平。
其次,该公司引入了精益生产理念中的“持续改进”思想。
通过不断地对生产过程进行改进,不断地提高生产效率和产品质量。
例如,公司发现生产线上的某个环节存在浪费现象,于是立即组织技术人员进行改进,从而提高了生产效率。
最后,该公司还引入了精益生产中的“5S”管理方法。
通过整理、整顿、清洁、清洁检查和素养五个方面来规范现场管理。
这种方法不仅提高了生产效率,还提高了员工的工作素养和现场管理水平。
经过一段时间的实践和应用,该公司的生产效率得到了显著提高,产品质量也得到了明显改善。
同时,客户投诉率大幅下降,客户满意度大幅提升。
这个案例分享告诉我们,精益生产是一种非常有效的生产方式。
通过引入精益生产理念和技术,企业可以提高生产效率和产品质量,降低成本和提高市场竞争力。
精益生产案例一4.doc
精益生产案例一4精益生产案例一[复制链接]一家专业生产汽车刹车盘(鼓)美资公司,在中国设有 2 家工厂,产品几乎覆盖了美国、欧洲、日本和韩国的所有车型。
同时水泵的可提供型号达到了500 种,主要是满足上面这几个国家主流车型的需要。
同时,借助市场调研和与一些客户的紧密合作,该公司的产品型号数一直在稳定地伴随市场的需要而增加。
1 、成品库存:目视化管理已经有意识的应用,问题在于目前存货量水平较高,约占年销售收入的近15 % , 增加了制造成本(储存、运输及管理)及呆滞库存的风险,尤为重要的是,库存给制造过程中的种种浪费(如等待、延误等)。
2 、生产线及半成品管理:部分数控机床一人三机操作,减少了人员等待的和搬运距离,说明公司具备了一定的精益思想;但更多工序人员、机器、材料都存在不同的等待,同时加工生产和周转批量较大,造成较长的生产周期,尤其是存在瓶颈工序,该工序在制品(WIP )存量较多,导致生产流程不够顺畅,制约了生产效率。
3 、现场管理:装配线、毛坯铸造、热处理车间现场管理和目视控制的改善机会较显著,突出表现在:- 装配线产品追溯性标示过程复杂,造成冗杂处理的浪费;手工打标记等不仅劳动强度大,而且容易造成疲劳错误。
- 装配工位的作业方法、时间分析以及人机工程(材料传送和取放过程)等方面有待进一步完善。
- 铸造车间产品种类和生产区域无标示,将导致分检的时间损失及混淆。
- 铸造现场、热处理车间5S 尚有较大改进空间,尤其是整顿、清洁和进一步的标准化工作。
4 、其他影响:同时,制造方式的变革也暴露出在原来的成批生产方式中隐藏至深的大量问题,如设备故障多发,维修速度慢以及缺乏保养;设备换模具时间长;刀具整备时间长;作业员技能单一等。
改善效果:经过三个月的维持与改善,同时辅以培训, 一些主要问题得到明显的改善:·在不影响现有产出情况下,较大幅度降低成品库存总量。
总库存量减少了40 % 。
·按照用户的需求节拍,进行小批量多频次的生产和物料周转(目标:单件流),缩短生产周期。
非常好的精益生产案例值得借鉴

非常好的精益生产案例值得借鉴前言精益生产是一种专注于提高效率和降低浪费的经营管理方法。
通过消除不必要的步骤和资源浪费,精益生产可以帮助企业实现更高的产出和更好的质量,从而获得竞争优势。
本文将介绍一些非常好的精益生产案例,展示出这种方法的实际应用和可行性,以供其他企业借鉴。
案例一:丰田汽车丰田汽车是精益生产的经典案例之一。
丰田公司以“丰田生产方式”(Toyota Production System,TSP)闻名于世。
TSP 的核心思想是通过限制生产速度来提高质量,消除浪费和降低成本。
丰田将员工视为最重要的资源,鼓励员工参与改进流程,并不断学习和提高。
通过实施流程改进和标准化操作,丰田成功地降低了库存水平、缩短了交付周期,并提高了产品的质量。
流程改进丰田汽车通过实施精细的生产计划和精确的生产控制来改进流程。
他们使用所谓的“拉动式生产”(Pull Systems),这意味着生产进程只会在下一阶段需要材料和部件时才会启动,以此保持生产流程的稳定性。
这种方式可以防止过度生产和库存积压,并减少浪费。
标准化操作丰田汽车非常注重标准化操作。
他们制定了详细的作业指导书,确保每位员工都能按照标准程序工作。
通过标准化操作,丰田能够减少错误和变量,并提高整体生产效率。
标准化操作还使得员工之间可以互相替代,以应对人员变动和流程变化。
持续改进丰田汽车秉持着“持续改进”的信念。
他们鼓励员工积极参与改进流程,并通过小改进和创新来不断提高生产效率和质量。
丰田实行所谓的“就地解决问题”(Genchi Genbutsu),即员工应该亲自去现场了解问题并找到解决方案。
这种方法帮助丰田构建了一个持续改进的文化,使得所有员工都在努力寻找问题并付诸行动。
案例二:美国空军美国空军也是一个非常成功的精益生产案例。
空军一直致力于在各个领域实施精益生产,以提高效率、降低成本,并最大限度地满足任务需求。
下面将以飞机维修作业为例,介绍空军如何运用精益生产方法改进维修流程:改进维修流程空军通过改进维修流程来提高效率。
精益生产成功案例

精益生产成功案例精益生产是一种管理理念和方法,旨在通过消除浪费,提高生产效率和品质,实现持续的改进和提升。
下面我们将介绍一些精益生产的成功案例。
1.丰田生产系统(TPS):丰田汽车公司是精益生产的开创者。
TPS主要关注生产过程中的浪费和瑕疵,并通过“Just-in-Time”(即时生产)和“Jidoka”(自动停工)的原则,实现了高效的生产和优质的产品。
TPS的成功在于其对员工参与和持续改进的鼓励,以及对质量问题的立即回应。
2.通用电气:通用电气公司采用精益生产理念,优化了其生产流程和供应链管理。
通过分析和优化整个生产过程中的活动和环节,通用电气成功地减少了废品、库存和停工时间。
精益生产的应用帮助通用电气实现了高效生产和投资回报,同时提高了产品质量和客户满意度。
3.美国电子零件制造公司(AMEC):AMEC是一家为全球电子制造企业提供电子零件生产和组装服务的公司。
AMEC采用了精益生产的原则,在生产流程中消除了多余的步骤和浪费。
该公司通过提高生产效率和质量,降低成本和交货时间,有效提升了其竞争力。
AMEC还鼓励员工积极参与,提供培训和奖励机制,以促进持续改进和创新。
4.日本曙光灯泡公司:日本曙光灯泡公司是一家生产灯泡和光源产品的公司。
该公司采用精益生产的原则,通过持续改进和创新,实现了生产效率的提高和成本的降低。
曙光灯泡公司注重员工的培训和参与,鼓励他们提出改进建议,并将其纳入生产流程中,以实现更好的效果。
通过精益生产的应用,曙光灯泡公司成功地提高了生产效率和产品质量,同时降低了生产成本。
5.伊顿公司:伊顿公司是一家全球性的动力管理企业,采用精益生产的原则优化了其生产和供应链管理。
伊顿通过减少库存、提高生产效率和质量,实现了较高的客户满意度和市场份额。
该公司还通过精益思维培养了员工的持续改进意识和能力,并鼓励他们参与决策和问题解决过程。
以上是一些成功应用精益生产的案例,这些企业通过消除浪费、提高效率和质量,实现了更高水平的竞争力和持续的发展。
精益生产方法案例

精益生产方法案例
哎呀呀,咱今天就来讲讲精益生产方法的案例!你瞧,就像那赛车比赛,每个细节都得抠到极致才能赢!
比如说有家汽车制造工厂,他们原来生产一辆车那叫一个慢吞吞啊,就好像老牛拉破车!但后来采用了精益生产方法。
嘿,他们开始对生产流程进行细致分析,就像侦探找线索一样,发现了好多可以改进的地方。
他们把生产线上那些不必要的步骤都给砍了,哇塞,这一下子就像汽车卸下了重担,跑得飞快!工人之间的配合也更加紧密了,不再是各干各的,而是像一个团队一起冲锋陷阵!“老张,你这边快点啊!”“小李,注意那个零件!”,大家互相提醒,效率那是蹭蹭往上涨。
再看看另一个电子设备生产企业,他们之前总是有大量的库存积压,资金都被压在那了,多愁人啊!但采用精益生产后,他们像个精明的掌柜一样,精确计算每一个零部件的需求,能不多囤就不多囤,嘿,资金一下子就盘活了!而且他们对生产过程中的质量管控也更加严格了,不是随便做做就完事儿了,要是出了次品,那可得追究到底!这就像是守护宝贝一样小心翼翼。
精益生产方法不就是在帮企业减肥、变强嘛!让企业甩掉那些多余的包袱,跑得更轻快、更有力!它就像是给企业注入了一股神奇的活力,让一切
都变得生机勃勃!这不就是我们想要的吗?让企业发展得更好,让我们的生活也更美好啊!所以啊,大家都应该重视精益生产方法,让它发挥出更大的作用!。
精益生产防错法案例
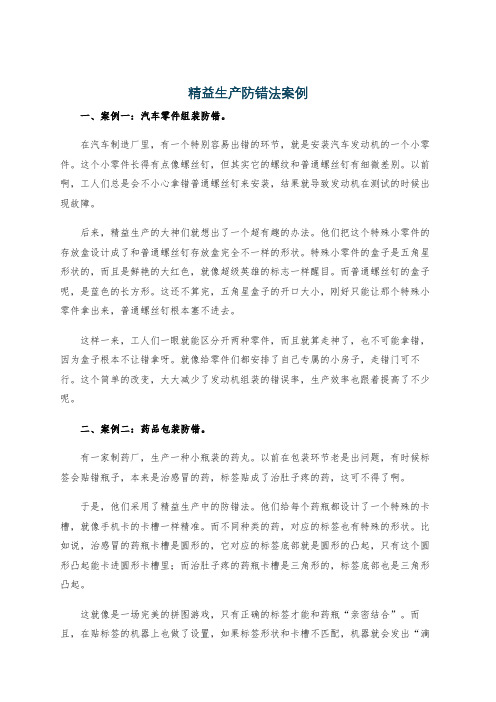
精益生产防错法案例一、案例一:汽车零件组装防错。
在汽车制造厂里,有一个特别容易出错的环节,就是安装汽车发动机的一个小零件。
这个小零件长得有点像螺丝钉,但其实它的螺纹和普通螺丝钉有细微差别。
以前啊,工人们总是会不小心拿错普通螺丝钉来安装,结果就导致发动机在测试的时候出现故障。
后来,精益生产的大神们就想出了一个超有趣的办法。
他们把这个特殊小零件的存放盒设计成了和普通螺丝钉存放盒完全不一样的形状。
特殊小零件的盒子是五角星形状的,而且是鲜艳的大红色,就像超级英雄的标志一样醒目。
而普通螺丝钉的盒子呢,是蓝色的长方形。
这还不算完,五角星盒子的开口大小,刚好只能让那个特殊小零件拿出来,普通螺丝钉根本塞不进去。
这样一来,工人们一眼就能区分开两种零件,而且就算走神了,也不可能拿错,因为盒子根本不让错拿呀。
就像给零件们都安排了自己专属的小房子,走错门可不行。
这个简单的改变,大大减少了发动机组装的错误率,生产效率也跟着提高了不少呢。
二、案例二:药品包装防错。
有一家制药厂,生产一种小瓶装的药丸。
以前在包装环节老是出问题,有时候标签会贴错瓶子,本来是治感冒的药,标签贴成了治肚子疼的药,这可不得了啊。
于是,他们采用了精益生产中的防错法。
他们给每个药瓶都设计了一个特殊的卡槽,就像手机卡的卡槽一样精准。
而不同种类的药,对应的标签也有特殊的形状。
比如说,治感冒的药瓶卡槽是圆形的,它对应的标签底部就是圆形的凸起,只有这个圆形凸起能卡进圆形卡槽里;而治肚子疼的药瓶卡槽是三角形的,标签底部也是三角形凸起。
这就像是一场完美的拼图游戏,只有正确的标签才能和药瓶“亲密结合”。
而且,在贴标签的机器上也做了设置,如果标签形状和卡槽不匹配,机器就会发出“滴滴滴”的警报声,就像在大声喊“错啦,错啦”。
自从采用了这个方法,药品包装贴错标签的错误几乎就没有再出现过了。
三、案例三:电子厂电路板焊接防错。
在电子厂里面,电路板焊接是个技术活,但也很容易出错。
精益生产管理的成功案例

精益生产管理的成功案例精益生产管理(Lean Production Management)促使企业实现高效运营、降低成本并提升质量。
下面将介绍三个成功应用精益生产管理的案例。
案例一:丰田汽车公司丰田汽车公司是一个广为人知的精益生产管理的成功案例。
该公司在汽车制造业中引入了丰田生产系统(Toyota Production System),凭借其卓越的精益管理理念,有效地提高了效率、质量和利润。
丰田生产系统强调持续改进和减少浪费。
通过精确计划、高效布局和员工参与决策等措施,丰田成功地降低了库存、提高了生产灵活性,同时还能满足客户需求。
案例二:波音公司波音公司是另一个成功应用精益生产管理的案例。
该航空制造企业采用了精益管理的方法来提高生产效率、降低成本并提供高质量的产品。
波音公司运用精益生产管理来优化供应链、改进生产流程、减少制造时间和提高资源利用率。
通过精细制定的生产计划、物料缩短流程和追求卓越质量的理念,波音不断提高产品竞争力,为客户提供满意的解决方案。
案例三:日本服装公司日本一些服装公司通过精益生产管理的方式,实现了生产过程的高效、卓越的质量和最小化的浪费。
这些公司主要通过以下措施来提升业绩。
首先,改善生产流程。
服装企业会合理安排生产线,确保各个生产环节之间的流程顺畅,并减少传统大量存货。
其次,强调员工培训和参与,使每个人都能理解自己的角色和责任,并为精益生产目标贡献力量。
再次,注重质量管理。
这些企业通过引入严格的质量控制措施,确保产品达到最高标准。
结论:以上三个案例展示了精益生产管理在不同行业中的成功应用。
丰田汽车公司、波音公司和日本服装公司通过实施精益管理的策略,优化了生产流程、提高了质量、降低了成本,进而实现了业务的卓越表现。
这些成功案例表明,精益生产管理已经成为许多企业提高竞争力和持续发展的重要工具。
精益生产经典案例
精益生产经典案例
哇塞,今天要跟大家讲的精益生产经典案例,那可真的是超级精彩!
就拿丰田汽车来说吧!他们在生产线上那真叫一个厉害!员工们就像一支训练有素的军队,每个人都知道自己要干啥,而且配合得那叫一个天衣无缝!你想想看,一条生产线上,每个环节都紧密相连,没有一丝浪费,这是多么神奇的事情呀!有一次我去参观他们的工厂,我就问一个工人:“嘿,大哥,你们咋能做到这么牛的呀?”那大哥笑着说:“哈哈,我们一直都追求精益求精呀!”
再看看富士康,那也是精益生产的典范啊!他们的工厂就像一个巨大的机器,不停地运转着。
每一个零部件的生产都精确到了极致!他们是怎么做到的呢?原来是通过不断地优化流程,减少不必要的步骤。
这就好比是跑步,把那些多余的动作都去掉,才能跑得更快呀!有一次和富士康的一位管理人员聊天,他充满自豪地说:“我们就是要把效率发挥到极致!”这是多么令人佩服啊!
还有很多企业也是如此呀!他们不满足于现状,不停地寻找改进的方法。
这不就像是我们爬山一样,总是想爬到更高的地方去看看更美的风景吗?
精益生产真的是太重要啦!它能让企业更有竞争力,能让产品质量更好,能让客户更满意!这就像是给企业注入了一股强大的力量,让它能够在市场的海洋中勇往直前!所以说呀,各个企业都应该重视精益生产,好好地向这些经典案例学习学习,让自己也变得更强大!。
非常好的精益生产案例-值得借鉴共40页文档
非常好的精益生产案例-值得借鉴
1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克