常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
手工电弧焊的工艺参数和运条方式
常用运条手法:直线形、锯齿形、月牙形、三角形、环形5种。 为控制熔池温度,使焊缝具有一定宽度和厚度,焊接时,焊条必须作有规
则ቤተ መጻሕፍቲ ባይዱ运动。
(1)直线形运条法:
直线形运条法不做横向摆动,适用于板厚为3~5mm且不开坡口的对接平 焊、多层焊的第一层和多层多道焊,如图a所示
月牙形运条法是焊条末端做 月牙形左右连续摆动的前移运 动,并在两边转折点处稍停片 刻的运条方法,焊缝余高较大, 气孔、夹杂少。如图d所示。
(5)三角形运条法: 三角形运条法:正三角形运条法和斜三角形运条法 正三角形运条法:适合于开坡口的对接接头
和T形接头立焊; 斜三角形运条法:适合于T形接头仰焊和有坡 口的横角焊。如图e所示。 (6)环形运条法: 环形运条法分为正环形运条法和斜环形运条法。 正环形运条法:适用于厚件的平焊,可减少气
孔的形成; 斜环形运条法:应用于平角焊、仰焊 如图f所示。
常用运条方法及适用范围:
三、熄弧(灭弧) 焊缝的收尾:是指一条焊缝焊完后如何收弧(熄弧)。 焊接结束时,如果将电弧突然熄灭,则焊缝表面留有凹陷较深的弧坑,会
降低焊缝收尾处的强度,并容易引起弧坑裂纹。过快拉断电弧,液体金属中 的气体来不及逸出,还容易产生气孔等缺陷。
施焊位置、焊接层数以及工作效率来决定。在一般情况下,焊条直径与 焊件厚度之间关系的参考数据如下。
在板厚相同的条件下,平焊位置的焊接所选用的焊条直径应比其他位 置大一些,立焊、横焊和仰焊应选用较细的焊条,一般不超过4.0mm。 T形接头、搭接接头都应选用较大直径的焊条。
2、焊接电流 (1)影响焊接电流大小的因素 焊接电流的大小,与焊条的类型、焊条直径、工件厚度、焊接接头
焊接工艺参数选择

焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm的焊条。
表6-4 焊条直径与焊件厚度的关系mm焊件厚度≤23~45~12>12焊条直径23.24~5≥152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2 (6-1) 式中I ——焊接电流(A);d ——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
手工电弧焊的焊接工艺参数
手工电弧焊的焊接工艺参数选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要。
焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压.焊接速度和预热温度等。
1、焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。
反接:焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
2、焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择。
一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系见下表:焊件厚度(mm)。
2.3.4-5.6-12.13焊条直径(mm)。
2.3.2.3.2-4.4-5.4-63、焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直径影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条溶化快,焊接效力也高,可是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易发生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性下降;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易发生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此选择焊接电流,应根据焊条直径、焊条类型、焊件厚度、接头形式、焊接位置及焊道层次来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
T 型接头和搭接头,在施焊环境温度较低时,由于导热较快,所以焊接电流要大一些。
但主要由焊条直径、焊接位置、焊道层次等因素来决定。
1)焊条直径焊条直径越粗,熔化焊条所需的热量越大,必须增大焊接电流,每种焊条都有一个最合适电流范围。
焊接工艺参数选择

焊接工艺参数的选择手工电弧焊的焊接工艺参数主要条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm 的焊条。
表6-4焊条直径与焊件厚度的关系mm焊件厚度<23~45~12>12焊条直径23.24~5>152.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d2(6-1)式中I——焊接电流(A);d焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%〜20%;横焊和仰焊时,电流应比平焊电流小10%〜15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4〜5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
焊条粗细和钢筋直径对应关系
焊条粗细和钢筋直径对应关系
焊条粗细和钢筋直径对应关系是指在进行钢筋焊接时,应选择适当粗细的焊条来与不同直径的钢筋相适应,以确保焊接质量和效果。
焊条粗细的选择应综合考虑钢筋直径、焊接工艺和焊工技能等因素。
以下是一些焊条粗细和钢筋直径对应关系的示例:
1.对于直径较小的钢筋,如4-5mm,应选择直径为3.2mm的焊条。
这样的
焊条较细,适用于焊接较小的钢筋,能够保证焊接质量。
2.对于直径为6-10mm的钢筋,应选择直径为4.0mm的焊条。
这个范围内
的焊条适用于大多数钢筋直径,能够提供良好的焊接效果。
3.对于直径较大的钢筋,如11-16mm,应选择直径为5.0mm的焊条。
这种
焊条适用于焊接较大的钢筋,能够确保焊接强度。
4.对于直径更大的钢筋,如17-24mm,应选择直径为6.0mm的焊条。
这种
焊条适用于大直径钢筋,能够提供足够的焊接承载力。
总结起来,焊条粗细和钢筋直径对应关系是指在进行钢筋焊接时,应选择适当粗细的焊条来与不同直径的钢筋相适应,以确保焊接质量和效果。
在选择焊条时,还应考虑焊接工艺和焊工技能等因素,以确保焊接质量和安全。
正确选择焊条粗细和钢筋直径对应关系对于建筑和工程安全至关重要。
根据焊条的直径来选择焊接参数
根据焊条的直径来选择焊接参数
为了确保焊接质量,必须选择合适的焊接工艺参数,包括焊接电流、焊条直径、焊接速度、电弧长度和多层焊焊接层数等。
其中,焊条直径的选择要根据焊件的厚度和焊接位置来确定。
通常情况下,厚焊件用粗焊条,薄焊件用细焊条。
对于不同的焊接方式,如立焊、横焊和仰焊,焊条的直径也会有所不同。
在平焊对接时,可以根据表格来选择焊条直径。
焊接电流是影响焊接接头质量和生产率的主要因素。
过大的电流会导致金属熔化过快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;过小的电流则容易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般来说,细焊条选小电流,粗焊条选大电流。
对于焊接低碳钢,可以使用经验公式I=(30~60)d来确定焊接电流和焊条直径的关系。
焊接速度也是影响焊接质量的重要因素。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,则焊缝
熔深、熔宽增加,特别是薄件易烧穿。
因此,在确定焊接电流和焊接速度时,应该在保证焊接质量的前提下,尽量采用较大的焊接电流值,并尽可能快速施焊,以提高生产率。
对于手工电弧焊,焊条直径的选择应该考虑焊件的厚度、焊接位置、焊道层数和接头形式等因素。
通常情况下,焊件厚度较大时,选用较大直径焊条。
在平焊时,可以采用较大电流焊接,焊条直径也相应选大。
在横焊、立焊或仰焊时,由于焊接电流比平焊小,焊条直径也相应小些。
在多层焊中,可以使用较小直径焊条进行打底焊,最后收焊时则可选用较大直径焊条。
常用电焊条的规格型号及用途

常用电焊条的规格型号及用途在金属加工和维修领域,电焊条是不可或缺的重要材料。
不同规格型号的电焊条具有不同的特性和用途,选择合适的电焊条对于保证焊接质量至关重要。
接下来,咱们就详细聊聊常用电焊条的规格型号以及它们各自的用途。
先来说说电焊条的规格。
一般常见的电焊条直径有 25 毫米、32 毫米、40 毫米和 50 毫米等。
直径较小的 25 毫米电焊条,通常适用于薄板的焊接,比如厚度在 3 毫米以下的钢板。
它的电流要求相对较低,操作起来比较容易控制,适合初学者或者在空间较为狭窄、难以操作的位置进行焊接。
32 毫米直径的电焊条则是比较常用的一种规格,适用于中等厚度的金属板材焊接,比如 3 毫米到 8 毫米厚的钢板。
它在电流的适应范围上比较广泛,既能在较小电流下进行精细焊接,也能在较大电流下提高焊接效率。
40 毫米直径的电焊条则多用于较厚板材的焊接,像 8 毫米以上的钢板。
它需要较大的焊接电流,能够提供较高的熔敷效率,加快焊接进度,但对操作者的技术要求也相对较高。
50 毫米直径的电焊条一般在大型结构的焊接或者对焊接速度要求较高的场合使用。
接下来谈谈电焊条的型号。
常见的电焊条型号有 J422、J507 等。
J422 电焊条是一种酸性焊条,药皮类型为钛钙型。
它的焊接工艺性能良好,电弧稳定,飞溅小,脱渣容易,焊缝成型美观。
由于其操作简单,容易掌握,所以广泛应用于一般的钢结构焊接,如普通碳钢的焊接。
比如一些小型的钢结构件、管道的焊接,都可以使用 J422 电焊条。
J507 电焊条是一种碱性焊条,药皮类型为低氢钠型。
它的焊缝金属力学性能良好,具有较高的强度和韧性。
所以,它常用于重要的钢结构焊接,如压力容器、船舶、桥梁等。
但需要注意的是,使用 J507 电焊条时,对焊接工艺的要求比较高,需要采用直流反接的方式,并且焊接前要对焊条进行烘干处理,以防止焊接过程中产生气孔等缺陷。
除了以上两种常见型号,还有 J427、J506 等型号的电焊条。
电弧焊参数选择
电弧焊参数选择
电弧焊的参数选择包括焊接电流、焊条直径、焊接层数、电源种类及极性等。
1.焊接电流:根据焊件厚度、接头形式、焊缝空间位置及焊接层次等因素选择合适的焊接电流。
对于不同材质和厚度范围的焊件,需要选择合适的电流以获得最佳的焊接效果。
2.焊条直径:焊条直径的选择主要取决于焊件厚度和焊接位置。
在不影响焊接质量的前提下,为了提高劳动生产率,一般倾向于选择大直径的焊条。
3.焊接层数:焊接层数是影响焊接质量的重要因素。
对于不同厚度的焊件,需要选择合适的焊接层数,以保证焊接质量和效率。
4.电源种类及极性:根据所使用的焊条类型选择电源种类及极性。
例如,酸性焊条应选择直流电源,而碱性焊条则应选择交流电源。
同时,根据焊条的性质选择合适的极性。
此外,还需要注意焊接速度和焊条角度等参数的选择,以获得最佳的焊接效果。
在实际操作中,可以根据试焊的结果和经验来选择合适的焊接参数。
焊接厚度与焊条直径的关系
焊接厚度与焊条直径的关系焊接是一种常见的金属连接方式,广泛应用于机械制造、建筑工程等领域。
在焊接过程中,选择合适的焊条直径对于焊接质量至关重要。
焊接厚度与焊条直径之间存在着一定的关系,本文将从焊接厚度与焊条直径的选择、影响因素以及注意事项等方面进行探讨。
在焊接过程中,焊条直径的选择对于焊接质量至关重要。
焊条直径较小的话,焊接时热量集中,焊接速度较快,能够有效控制焊接温度,减少焊接变形,焊缝形状较好。
而焊条直径较大的话,焊接时热量扩散较快,焊接速度较慢,焊接温度较低,焊接变形较大,焊缝形状较差。
因此,在选择焊条直径时,需要根据焊接厚度来合理选择。
焊接厚度较小时,可以选择较小直径的焊条进行焊接。
较小直径的焊条在焊接过程中热量集中,焊接速度较快,能够有效控制焊接温度,减少焊接变形。
同时,较小直径的焊条还能够更好地填充焊缝,焊接缺陷较少。
因此,在焊接厚度较小时,选择较小直径的焊条能够获得较好的焊接效果。
焊接厚度较大时,需要选择较大直径的焊条进行焊接。
较大直径的焊条在焊接过程中热量扩散较快,焊接速度较慢,能够有效降低焊接温度,减少焊接变形。
同时,较大直径的焊条还能够填充更宽的焊缝,提高焊接效率。
因此,在焊接厚度较大时,选择较大直径的焊条能够获得较好的焊接效果。
除了焊接厚度外,还有其他一些因素也会影响焊条直径的选择。
焊接材料的种类和焊接位置等也需要考虑。
不同材料的焊接需要选择不同直径的焊条,以获得最佳的焊接效果。
焊接位置的不同也会影响焊条直径的选择,焊接位置狭窄的话,需要选择较小直径的焊条来适应。
因此,在选择焊条直径时,需要综合考虑这些因素。
在进行焊接时,还需要注意一些事项。
首先,焊条直径的选择要根据具体情况进行,不能盲目选择。
其次,焊接过程中需要控制好焊接速度和温度,避免焊接变形和焊缝质量问题。
另外,焊接过程中还需要注意安全问题,保护好自己和周围环境。
焊接厚度与焊条直径之间存在一定的关系。
在选择焊条直径时,需要考虑焊接厚度、焊接材料和焊接位置等因素。
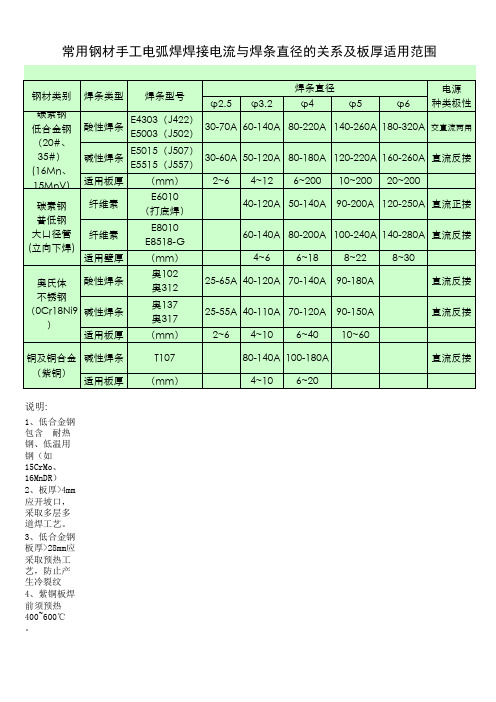
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
直流反接 直流反接
铜及铜合金 碱性焊条 (紫铜)
适用板厚
T107 (mm)
80-140A 100-180A 4~10、低合金钢 包含 耐热 钢、低温用 钢(如 15CrMo、 16MnDR)
2、板厚>4mm 应开坡口, 采取多层多 道焊工艺。
适用板厚 (mm)
2~6 4~12
纤维素
E6010 (打底焊)
40-120A
纤维素
E8010 E8518-G
60-140A
适用壁厚 (mm)
4~6
焊条直径
φ4
φ5
电源 φ6 种类极性
80-220A 140-260A 180-320A 交直流两用
80-180A 120-220A 160-260A 直流反接 6~200 10~200 20~200
50-140A 90-200A 120-250A 直流正接
80-200A 100-240A 140-280A 直流反接
6~18
8~22
8~30
奥氏体 酸性焊条 不锈钢 (0Cr18Ni9 碱性焊条
) 适用板厚
奥102 奥312 奥137 奥317 (mm)
25-65A 40-120A 70-140A 90-180A 25-55A 40-110A 70-120A 90-150A
3、低合金钢 板厚>28mm应 采取预热工 艺,防止产 生冷裂纹
4、紫铜板焊 前须预热 400~600℃ 。
5、直流正接 工件 接正 极,直流反 接工件接负 极。
6、纤维素焊 条打底焊用 直流正接, 热焊、填充 焊、盖面焊 用直流反接 。
7、手工电弧 焊一般焊接 速度范围: 2~15cm/min 。
怎样根据焊条的直径来选择焊接电流

怎样根据焊条的直径来选择焊接电流、焊接电压、焊接速度??各位大虾、虾米都过来看一看,帮我谈谈根据你们的经验应该具体选什么参数,我要具体的数据!告诉我哪些质料是讲这方面的也行。
先行谢过!!!! [s:16] 比如说直径3.2 J507焊条应该选什么焊接电流焊接电压焊接速度??指导指点COME ON~!!焊接工艺手册里有,光靠直径来选择还真有点难度,数太多了!焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。
例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
1.焊条直径焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择(mm)工件厚度 2 3 4~7 8~12 ≥13焊条直径 1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.82.焊接电流和焊接速度焊接电流是影响焊接接头质量和生产率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由下列经验公式确定:I=(30~60)d ( 4-3 )式中:I为焊接电流(A),d为焊条直径(mm)。
焊接速度是指焊条沿焊缝长度方向单位时间移动的距离,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原则是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以提高生产率。
手工电弧焊的焊接工艺参数

手工电弧焊的焊接工艺参数第一篇:手工电弧焊的焊接工艺参数手工电弧焊的焊接工艺参数选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要。
焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。
焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压.焊接速度和预热温度等。
1、焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。
反接:焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
2、焊条直径焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择。
一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系见下表:焊件厚度(mm)2 3 4-5 6-12 >13 焊条直径(mm)2 3.2 3.2-4 4-5 4-63、焊接电流焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。
焊接电流的选择直径影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条溶化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易发生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此选择焊接电流,应根据焊条直径、焊条类型、焊件厚度、接头形式、焊接位置及焊道层次来综合考虑。
首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。
T型接头和搭接头,在施焊环境温度较低时,由于导热较快,所以焊接电流要大一些。
焊接工艺参数的选择

焊接工艺参数的选择手工电弧焊的焊接工艺参数主要有焊条直径、焊接电流、电弧电压、焊接层数、电源种类及极性等。
1.焊条直径焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据表6-4按焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
另外,在平焊时,直径可大一些;立焊时,所用焊条直径不超过5mm;横焊和仰焊时,所用直径不超过4mm;开坡口多层焊接时,为了防止产生未焊透的缺陷,第一层焊缝宜采用直径为3.2mm 的焊条。
表6-4焊条直径与焊件厚度的关系 mm2.焊接电流焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
在一般钢结构的焊接中,焊接电流大小与焊条直径关系可用以下经验公式进行试选:I=10d²(6-1)式中I——焊接电流(A);d——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
3.电弧电压根据电源特性,由焊接电流决定相应的电弧电压。
此外,电弧电压还与电弧长有关。
电弧长则电弧电压高,电弧短则电弧电压低。
一般要求电弧长小于或等于焊条直径,即短弧焊。
在使用酸性焊条焊接时,为了预热部位或降低熔池温度,有时也将电弧稍微拉长进行焊接,即所谓的长弧焊。
4.焊接层数焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
施工中每层焊缝的厚度不应大于4~5mm。
5.电源种类及极性直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板大刚度结构上。
其他情况下,应首先考虑交流电焊机。
根据焊条的形式和焊接特点的不同,利用电弧中的阳极温度比阴极高的特点,选用不同的极性来焊接各种不同的构件。
用碱性焊条或焊接薄板时,采用直流反接(工件接负极);而用酸性焊条时,通常采用正接(工件接正极)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、紫铜板焊 前须预热 400~600℃ 。
5、直流正接 工件 接正 极,直流反 接工件接负 极。
6、纤维素焊 条打底焊用 直流正接, 热焊、填充 焊、盖面焊 用直流反接 。
7、手工电弧 焊一般焊接 速度范围: 2~15cm/min 。
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
钢材类别
碳素钢 低合金钢 (20#、
35#) (16Mn、 15MnV)
碳素钢 普低钢 大口径管 (立向下焊)
焊条类型 焊条型号
φ2.5 φ3.2
酸性焊条
E4303(J422) E5003(J502)
30-70A 60-140A
E5015(J507) 碱性焊条 E5515(J557) 30-60A 50-120A
2~6 4~10 6~40 10~60
直流反接 直流反接
铜及铜合金 碱性焊条 (紫铜)
适用板厚
T107 (mm)
80-140A 100-180A 4~10 6~20
直流反接
说明:
1、低合金钢 包含 耐热 钢、低温用 钢(如 15CrMo、 16MnDR)
2、板厚>4mm 应开坡口, 采取多层多 道焊工艺。
适用板厚 (mm)
2~6 4~12
纤维素
E6010 (打底焊)
40-120A
纤维素
E8010 E8518-G
60-140A
适用壁厚 (mm)
4~6
焊条直径
φ4
φ5
电源 φ6 种类极性
80-220A 140-260A 180-320A 交直流两用
80-180A 120-220A 160-260A 直流反接 6~200 1A 90-200A 120-250A 直流正接
80-200A 100-240A 140-280A 直流反接
6~18
8~22
8~30
奥氏体 酸性焊条 不锈钢 (0Cr18Ni9 碱性焊条
) 适用板厚
奥102 奥312 奥137 奥317 (mm)
25-65A 40-120A 70-140A 90-180A 25-55A 40-110A 70-120A 90-150A