柴油机连杆的工艺设计样本
高速柴油机连杆胀断工艺的设计说明书
目录摘要ⅢAbstractⅣ第一章绪论11.1 前言11.2 国外发动机连杆工艺发展现状和发展趋势3 1.3 连杆工艺研究方向和研究的关键问题3第二章连杆零件的分析52.1 连杆的结构功能分析52.2 连杆的主要技术要求6第三章连杆零件机械加工工艺规程的编制7 3.1 生产纲领的确定73.2 连杆的工艺分析83.3 连杆的材料选择与毛坯的制造方法83.3.1连杆的材料选择83.3.2 C70S6钢的成分和力学性能103.3.3 毛坯的制造方法113.4 机械加工余量,工序尺寸及毛坯尺寸确定13 3.5 指定工序定位基准的选择133.6 加工工艺阶段的划分和加工顺序的安排153.7 连杆加工工艺过程的拟定163.8填写机械加工工艺过程卡和机械加工工序卡16 第四章指定工序的工装设计174.1 机床夹具设计的基本要求174.2 专用夹具设计步骤174.3激光开应力槽工装设计194.3.1 应力槽的设计194.3.2 设备的选择与改装204.3.3 拟定定位方案204.4胀断工装设计214.4.1 设备选择214.4.2拟定定位方案214.4.3夹具使用说明214.4.4 胀断参数的计算23总结24参考文献25致26105系列高速柴油机连杆工艺总体方案及指定工装设计摘要连杆是柴油发动机的主要部件之一,它决定着发动机的性能和运行的稳定性。
随着科学技术的发展与进步,连杆的制造被注入了现代化的加工手段。
“胀断工艺”成为了连杆工艺中的又一新名词。
连杆胀断工艺的应用,使连杆在加工质量、生产率和生产成本等诸多方面都发生了显著变化,柴油发动机的性能得到了进一步提升。
本文以柴油机连杆制造工艺的总体方案为主要研究容,以连杆的胀断工艺为主要研究方向。
总体方案涉及从连杆材料的选择到加工为成品的全部工艺过程。
方案特别对胀断工艺的原理及过程做了深入浅出的论述,并在认真分析连杆技术要求、广泛查阅相关文献的基础之上,制定出了一条基本适于连杆实际生产的新型工艺方案和路线。
发动机连杆加工工艺分析与设计.doc

12
5.2小头孔端面加工余量及工序尺寸
12
5.3小头孔的加工余量及工序尺寸
12
5.4大头孔的加工余量及工序尺寸
13
5.5螺栓孔加工余量及工序尺寸
13
5.6小头油孔加工余量及工序尺寸
13
5.7连杆盖定位销孔加工余量及工序尺寸
14
5.8小头油孔加工余量及工序尺寸
5.9确定切削用量及工时
5.10工艺卡片的制订
29
参考资料30附录来自31第一章发动机的概述
1.1
发动机,又称为引擎,是一种能够把一种形式的能转化为另一种更有用的能
的机器,通常是把化学能转化为机械能。(把电能转化为机器能的称谓电动机)有 时它既适用于动力发生装置,也可指包括动力装置的整个机器,比如汽油发动机, 航空发动机。
1.2
压入青铜衬套,一减少小头孔与活塞销的磨损,同时便于在磨损后进行修理和更 换。
连杆是柴油机的主要零件之一。它把作用于活塞顶面的膨胀气体的压力传给 曲轴,又受曲轴的驱动而带动活塞压缩汽缸中的气体,工作中承受着急剧变化的 动载荷。
2.3
各类连杆主要技术条件基于类似, 仅在数值上有差别。下面具体介绍175U型 柴油机连杆的主要技术条件。
曲轴、轴瓦的磨损。此处规定:结合面对大头孔端面的垂直度在100mm长度上公
差为0.2mm,结合面的平面度公差为0.01mm。
连杆的结构形式,直接影响机械加工工艺的可靠性和经济性。影响连杆结构 工艺性的因素,主要有以下几方面。
(1)连杆盖和连杆体的连接方式
连杆盖和连杆体的定位方式,主要有连杆螺栓、套筒、齿形和凸肩四种方式。
(2)大小头孔轴心线在两个互相垂直方向的平行度
柴油机连杆的优化设计共33页
毕业设计(论文)题目6108柴油机连杆的优化设计注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订3)其它学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月摘要连杆在现代汽车工业中所起到的作用无可替代,是发动机中主要传动部件之一。
但由于连杆工作情况的恶劣,传统的设计方法已经很难兼顾稳定性、经济性等方面,缺乏竞争力。
本文基于这一实际情况首先将完成6108型柴油机连杆各参数的设计计算并进行传统校核,校核均安全后运用CATIA和CAXA等软件分别建立三维和二维模型,完成连杆三维和二维的零件图和装配图。
柴油机连杆加工工艺设计方案说明书
摘要连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
例如在往复活塞式动力机械和压缩机中,用连杆来连接活塞与曲柄。
连杆多为钢件,其主体部分的截面多为圆形或工字形,两端有孔,孔内装有青铜衬套或滚针轴承,供装入轴销而构成铰接。
连杆是汽车发动机中的重要零件,它连接着活塞和曲轴,其作用是将活塞的往复运动转变为曲轴的旋转运动,并把作用在活塞上的力传给曲轴以输出功率。
连杆在工作中,除承受燃烧室燃气产生的压力外,还要承受纵向和横向的惯性力。
因此,连杆在一个复杂的应力状态下工作。
它既受交变的拉压应力、又受弯曲应力。
连杆的主要损坏形式是疲劳断裂和过量变形。
通常疲劳断裂的部位是在连杆上的三个高应力区域。
连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。
连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其部分工序夹具设计。
制定工艺路线时主要考虑粗、精加工安排、加工方法选择、工序集中与分散、加工顺序等方面的要求。
接着确定加工余量、工序尺寸及切削用量,最后设计夹具。
本论文介绍了确定加工连杆的生产纲领及生产类型;确定连杆的毛坯材料及尺寸,确定毛坯加工余量;设计连杆加工工艺;确定部分重要工序所用的工艺装备和设备;计算部分重要工序的切削用量和基本时间;设计重要工序所用的夹具。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的工作环境恶劣,刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,才能最后达到零件的技术要求。
关键词:连杆。
变形。
工作环境。
加工工艺。
夹具设计前言本次设计是一次综合性的练兵设计,是对我们三年来所学知识的一次检验,在设计中既巩固了所学的知识,又为走向工作岗位奠定了良好的基础。
因而,我们必须认真、谨慎、踏实、一步一步、绝不马虎地完成设计。
从而给三年大学生活画上一个完整的句号!毕业设计是一个重要的教案环节,通过毕业实习使我们了解到一些实际与理论的差异。
柴油机连杆的加工工艺及其夹具设计_毕业设计
汽车发动机连杆的工艺规程 毕业设计
连杆螺母的自锁,是利用连杆螺栓螺母上所开六个槽,拧紧螺母后,由于螺母的弹性变形保持有100~120N.m的扭矩。由于该扭矩的作用,使螺母的底面受一向上顶的力,螺母产生的弹性变形卡住螺栓,保证螺母在工作时不会松动。
鹤壁职业技术学院毕业(设计)论文
题目:汽车发动机连杆的工艺及程序设计
专业班级:机电一体化 10级(2)班
姓名:李wenlong
学号:1002312043
指导老师:@@@@@@@
2012年10月
汽车发动机连杆加工工艺分析与设计
摘 要
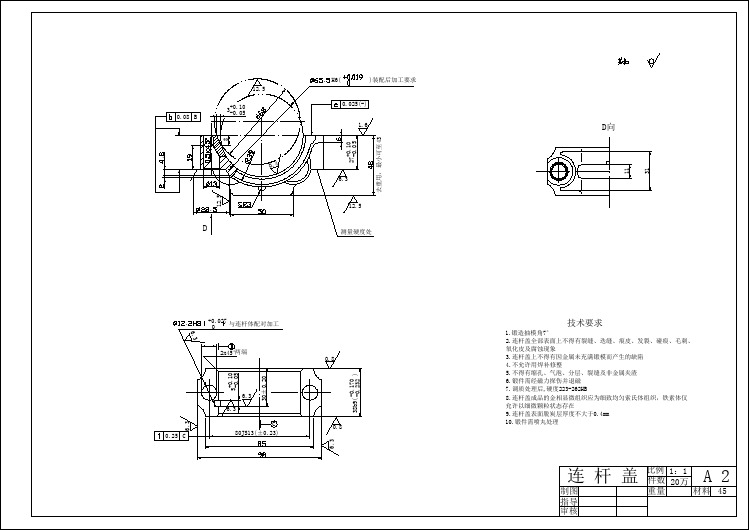
连杆的作用是将活塞承受的力传给曲轴,并使活塞的往复运动转变为曲轴的旋转运动。连杆由连杆体、连杆盖、连杆螺栓和连杆轴瓦等零件组成,连杆体与连杆盖分为连杆小头、杆身和连杆大头。连杆承受的是冲击动载荷,因此要求连杆质量小,强度高。所以在安排工艺过程时,按照“先基准后一般”的加工原则。连杆的主要加工表面为大小头孔和两端面,较重要的加工表面为连杆体和盖的结合面及螺栓孔定位面。连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
发动机维护的周期是指进行同级维护的间隔期,一般以车辆行驶里程为依据。如解放CA1040的一级维护周期为1500-2000km,二级维护周期为6000-8000km,桑塔纳、奥迪、夏利等轿车及进口汽车一般没有一级维护和二级维护的提法,如桑塔纳轿车只分为7500km维护、15000km维护、30000km维护。每种维护的项目在有关资料中都有详细规定.其中高级维护包含了低级维护的全部项目。
汽油发动机将汽油的能量转化为动能来驱动汽车,最简单的办法是通过在发动机内部燃烧汽油来获得动能。因此,汽车发动机是内燃机----燃烧在发动机内部发生。
柴油机连杆加工工艺及夹具设计 连杆盖打印
125A柴油机连杆加工工艺及扩连杆小头孔夹具设计
毕业论文﹙设计﹚题目4125A柴油机连杆加工工艺及扩连杆小头孔夹具设计学生姓名王某学号0915014085所在院(系)机械工程学院专业班级机自094 指导教师王老师完成地点2013年 05 月 23 日毕业论文﹙设计﹚任务书院(系) 机械工程学院专业班级机自094 学生姓名王某一、毕业论文﹙设计﹚题目 4125A柴油机连杆加工工艺及扩连杆小头孔夹具设计二、毕业论文﹙设计﹚工作自__2013年_2_月_20_日起至_ 2013 _年 6 月__15止三、毕业论文﹙设计﹚进行地点: 校内四、毕业论文﹙设计﹚的内容要求:连杆是柴油发动机的重要零件。
它的作用是连接曲轴和活塞,把作用在活塞顶面的膨胀气体所作的功传给曲轴,推动曲轴旋转,从而将活塞的往复直线运动转变为曲轴的旋转运动,又受曲轴的驱动而带动活塞压缩汽缸中的气体。
本次毕业设计主要研究柴油发动机连杆加工工艺规程设计及精镗大头孔夹具设计。
具体任务如下:1.基本参数:4125A型柴油发动的机连杆机械加工主要技术要求1)连杆小头孔尺寸精度为IT7,Ra≤1.6微米,圆柱度公差为0.005mm。
2)连杆大头孔尺寸精度为IT6,Ra≤0.8微米,圆柱度公差为0.012mm。
3)连杆小头孔及小头铜套孔中心线对大头孔中心线的平行度在垂直面内的平行度公差为0.004mm;其在水平面内的平行度为0.06mm。
4)连杆大、小头孔中心距极限偏差为0.05mm。
5) 连杆大头孔两端面对大头孔中心线的垂直度公差为0.1mm,Ra≤3.2微米。
6)两螺栓孔中心对连杆大头孔端面的垂直度公差为0.15mm。
2.查阅资料(中、英文)(1)查找相关中、英文设计资料;(2)了解柴油发动机的基本工作原理及相关知识,查阅国内外有关柴油发动机连杆加工相关资料,了解目前现状及发展趋势;(3)明确柴油发动机中连杆的重要作用及工作环境、受力状况等;(4)确定研究方案,写出开题报告。
3.研究的主要内容(1)了解柴油发动机的基本工作原理及主要组成部分;(2)大批大量生产条件下,制定连杆机械加工工艺规程并用用软件模拟连杆部分加工工艺过程;(3)扩连杆小头孔夹具结构设计;(4)计算机绘制装配图1张,零件图若干张。
连杆工艺设计及有限元分析(有cad原图)

本科毕业设计论文题目连杆工艺设计及有限元分析目录摘要 (3)ABSTRACT (4)第一章绪论 (5)1.1课题研究的意义 (5)1.2国内外现状 (5)1.3论文的章节安排 (6)第二章连杆零件的分析 (7)2.1连杆的作用 (7)2.2连杆的结构特点 (7)2.3连杆的工艺分析 (7)2.4连杆的材料和毛坯 (9)第三章连杆零件的工艺编制 (10)3.1连杆机械加工工艺过程 (10)3.2连杆工艺过程的安排 (22)3.3连杆工艺设计存在的问题 (15)3.3.1工序安排 (15)3.3.2定位基准 (15)3.3.3夹具使用 (15)3.3.4切削用量的选择原则 (15)3.4连杆机械加工工序卡片 (11)第四章连杆受载荷情况下的有限元分析 (27)4.1 连杆的有限元分析过程和结果................................... 错误!未定义书签。
第五章总结与展望 . (27)5.1 论文总结 (39)致谢 (40)参考文献 (41)毕业设计小结 (42)摘要连杆是主要传动件之一,本文主要论述了连杆的加工工艺及有限元分析。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
本次设计通过AUTOCAD画出零件图,并且进行工艺编制。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,且连杆的刚性比较差,容易产生变形。
并且用PRO/E 对连杆做有限元分析,查看连杆的受力情况。
关键字:CAD,工艺编制,有限元分析ABSTRACTLinkage is one of the main transmission parts, this article discusses the link processing technology and finite element analysis. Link dimensional accuracy, position accuracy and shape accuracy requirements are high, and the relatively poor rigidity of the connecting rod, easily deformed, and therefore arranged in the process, the rough finishing process requires the separation of the major surfaces. Gradually reduce the allowance, cutting forces and internal stress and distortion correction after processing, we can finally meet the technical requirements of the part.The design of the parts diagram drawn by AUTOCAD, and perform process planning. Link dimensional accuracy, position accuracy and shape accuracy requirements are high, and the relatively poor rigidity of the link easily deformed. And using PRO / E for the link to do finite element analysis, see link stress situation.KEY WORDS: CAD,Process planning ,Finite Element Analysis第一章绪论1.1课题研究的意义随着科学技术的发展,我们的生活越来越便捷。
油柴机连杆加工工艺_学位论文
摘要本文主要论述了柴油机连杆的加工工艺及其夹具设计。
在X5032立式铣床上采用200端铣刀同时铣削连杆的两端面,所加工的连杆为模锻毛坯,且大小端等高,要求同时铣削二件连杆,保证铣一端面其厚度尺寸为30.5,铣另一端面保证厚度尺寸为27.5,铣削时需采用双件双工位铣夹具,并以连杆的端面、大头外圆、小头外圆为定位基准,且在两个不同的工位上采用不同的定位元件,以保证定位可靠。
并且由于两件同时加工,所以在装夹工件时应同时装夹,便于操作,夹紧可靠,利于加工。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
关键字:柴油机;连杆;加工工艺目录摘要 (1)绪论 (3)第一章.连杆的基本设计 (3)1.1连杆的材料和毛坯 (6)1.2连杆的结构特点 (7)1.3连杆的主要技术要求 (8)1.3.1大、小头孔的尺寸精度、形状精度 (9)1.3.2大、小头孔轴心线在两个互相垂直方向的平行度 (9)1.3.3大、小头孔中心距 (9)1.3.4连杆大头孔两端面对大头孔中心线的垂直度 (9)1.3.5大、小头孔两端面的技术要求 (9)1.3.6螺栓孔的技术要求 (9)1.3.7有关结合面的技术要求 (10)第二章连杆加工工艺的总体分析.........................................................................2.1连杆的机械加工工艺过程分析 (9)2.1.1确定毛坯的制造形式 (9)2.1.2工艺路线的拟定 ............................................. 错误!未定义书签。
2.1.3基准的选择 (9)2.2连杆的检验 (13)2.2.1观察外表缺陷及目测表面粗糙度 (13)2.2.2连杆大头孔圆柱度的检验 (13)2.2.3连杆体、连杆上盖对大头孔中心线的对称度的检验 (13)2.2.4连杆大小头孔平行度的检验 (13)2.2.5连杆螺钉孔与结合面垂直度的检验 (14)第三章.夹具的设计 .......................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1章柴油机连杆分析
1.1柴油机连杆零件的作用
柴油机连杆由柴油机连杆大头、杆身和柴油机连杆小头三部分组成, 柴油机连杆大头是分开的, 一半与杆身为一体, 一半为柴油机连杆盖, 柴油机连杆盖用螺栓和螺母与曲轴主轴颈装配在一起。
柴油机连杆是较细长的变截面非圆形杆件, 其杆身截面从大头到小头逐步变小, 以适应在工作中承受的急剧变化的动载荷。
其形状也比较复杂, 很多表面并不容易加工, 不论是在其工作过程之中还是在加工过程中也很容易产生变形。
基本要求如: 柴油机连杆杆身不垂直度<0.5,小头、大头两端面对称面与杆身相应对称面之间的偏移<0.6, 杆身横向对称面对大小头孔中心偏移<1.
首先必须保证大头中心孔中心线和小头孔中心线之间的平行度, 这样才能保证柴油机连杆在工作过程中平稳不刮曲轴和轴瓦; 第二个就是保证两个端面的平行度, 以及两端面中心线与两孔中心线之间的垂直度, 用于保证工作中不会刮伤曲轴平衡块, 能够减少噪声, 保持平稳; 第三个要保证的是柴油机连杆体和盖的分和面之间的配合和吻合, 以保证大头孔的圆柱度, 以免刮伤轴瓦; 第四要确保大小头孔中心线之间的距离, 如果其得不到保证, 将保证
不了发动机在工作时的气体压缩比等。
1.2零件的工艺分析
由零件图可知:
可将其分为三组加工表面。
它们相互间有一定的位置要求。
现分析如下:
首先柴油机连杆的加工表面如下:
(1)以端面互为基准加工的两端面。
(2)以小头孔为中心的加工有: 钻两个Φ4的油孔, 加工侧面工艺凸台。
(3)以大头孔为中心的加工表面有: 加工M12螺栓孔。
柴油机连杆精度的参数主要有五个: 1.柴油机连杆大端中心面和小端中心面相对于柴油机连杆身中心面的对称; 2.柴油机连杆大小头空中心距尺寸精度; 3.柴油机连杆大小头孔平行度; 4.柴油机连杆大小头孔的尺寸精度、形状精度; 5.柴油机连杆大头螺栓孔与接合面的垂直度。
其余技术参数如下表:
技术要求项目具体要求或数值满足的主要性能
大、小头孔的椭圆度, 椭圆度0.012 保证与衬套、轴瓦的良
锥度锥度0.014 好配合
两孔中心距0.030.05 气缸气体的压缩比
两孔轴线在同一个平面内在柴油机连杆轴线平面
内: 0.03, 在垂直柴油
机连杆轴线平面内:
0.06
减少气缸壁和曲轴颈磨
损
大孔两端面对轴线的垂
直度
0.015 减少曲轴颈边缘磨损
两螺孔中心线( 定位孔) 的位置精度在两个在45方向上的平
行度: 0.020.04, 对结
合面的垂直度: 0.015
保证正常承载和轴颈与
轴瓦的良好配合
第2章机械加工工艺规程设计
2.1生产纲领的确定
生产纲领的大小对生产组织和零件加工工艺过程起着重要的作用, 它决定了各工序所需专业化和自动化的程度, 以及所选用的工艺方法和工艺装备。
零件生产纲领计算:N=Qn(1+α%)(1+β%) 式子中:
N……零件的年生产纲领( 件/年) ;
Q……产品的年生产量( 台/年) ;
n……每台产品中, 该零件的数量( 件/台) ;
α%……备品率;
β%……废品率。
根据教材中生产纲领与生产类型及产品大小和复杂程度的关系, 确定其生产类型。
图3.1为某产品上的一个柴油机连杆零件。
该柴油机连杆用于6105柴油机, 年产量为10000台。
设其备品率为10%, 机械加工废品率选择为0.5%, 每台产品中该零件的数量为1件。
N=Qn(1+α%)(1+β%)10000件/年
柴油机连杆零件的年产量为10000件, 现已知该产品属于中型机械, 根据生产类型与生产纲领的关系查阅参考文献, 确定其生产类型为大量生产。
大量生产的工艺特征:
( 1) 零件的互换性: 具有广泛的互换性, 少数装配精度较高处, 采用分组装配法和调整法。
( 2) 毛坯的制造方法和加工余: 广泛采用金属模机器造型, 一般采用模锻。
毛坯精度高, 加工余量小。
( 3) 机床设备及其布置形式: 广泛采用专用机床及自动机床, 按流
水线和自动排列设备。
( 4) 工艺装备: 广泛采用高效夹具, 复合刀具, 专用量具或自动检验装置, 靠调整法达到精度要求。
( 5) 对工人的技术要求: 对调整工的技术要求高, 对操作工的技术水平要求较低。
( 6) 工艺文件: 有工艺过程卡或工序卡, 关键工序要调整卡和检验卡。
( 7) 成本: 较低。
( 8) 生产率: 高。
( 9) 工人劳动条件: 较好。
2.2柴油机连杆的材料选择与毛坯的制造方法
2.2.1柴油机连杆的材料选择
考虑到在该工艺方案中采用铣结合面工艺, 那么选择材料也是很重要的。
在过去其发动机柴油机连杆多采用中碳钢或者中碳合金钢, 经过淬火和高温回火处理, 处理后一般硬度在HBS288〜HBS269之间•后来为了减低成本研发了非调质钢并用与生产, 在锻造后空冷, 经过析出强化得到与淬火高温回火一样的力学性能, 省去了淬火和高温回火, 从而降低了成本。
后来为了减少机加工, 更
进一步降低成本, 于是开发了用粉末冶金的方法来制造柴油机连杆, 大大减少了机加工。
而且粉末冶金柴油机连杆的质量公差小, 更适合用于发动机柴油机连杆是的制造。
美国就广泛的运用粉末冶金的方法来生产柴油机连杆。
实际上它是一种含0.7%左右的尚碳钢。
柴油机连杆的主要材料为粉末烧结材料、高碳微合金非调质钢、球墨铸铁以及可锻铸铁, 其中45钢和粉末烧结材料应用最广。
与粉末冶金柴油机连杆相比, 45钢在成本和使用性能上都具有一定优越性, 首先锻造后空冷不需要热处理; 装配后柴油机连杆体与柴油机连杆盖的裂解面能紧密地接触并相互锁定, 使其不产生错位和移动, 提高了与曲轴零件的配合, 同时也提高了曲轴的刚度, 大大地改进了发动机的性能。
减轻柴油机连杆的重量一直都是柴油机连杆制造上讨论的一个主题, 如果采用粉末冶金技术, 在不改变柴油机连杆形状结构的前提之下会导致柴油机连杆的重量增加15%〜30%, 这样使得柴油机连杆得重量有了很大的增加, 那么发动机的重量也会在一定程度的增加, 会影响其使用性能。
如果用粉末冶金制造柴油机连杆, 就必须重新设计柴油机连杆的形状结构, 以减轻柴油机连杆的重量。
综上所述, 考虑了各种因素, 并经过组内成员的共同讨论, 最
后决定采用45钢作为本次设计中柴油机连杆的材料。
2.2.2 45钢的成分和力学性能
45钢中主要各化学成分质量百分比分别为: C为0.72%, Mn为0.5%, S为0.06%, P为0.009%, V为0.04%;其金相组织为珠光体加断续的铁素体, 抗拉强度为: 900MPa〜1050 MPa, 屈服极限为520MPa, 最大延伸率为10%。
其中Mn作为强化项而存在, 用以提高材料的强度。
铣结合面工艺要求柴油机连杆切断后的塑性变形最小, 又要保证材料有良好的可切削加工性能。
45为高碳钢, 含C量提高后, 便增加了钢材的淬透性能, 假如保持含Mn量不变, 柴油机连杆锻造空冷后硬度会提高, 而且金相组织中可能会出现贝氏体, 恶化可切削加工性能, 须经过适当途径降低含Mn量。
为了改进可切削加工性, 提高了含S量, 钢中的Mn和S的亲和力大于Fe和S的亲和力, 优先形成MnS, 从而降低钢的塑性, 防止金相组织中可能会出现的贝氏体; 另外FeS会引起钢的”热脆”, 促进了铣削时的断裂。
Mn和S结合时含Mn量又不能过低, 至少要高于S 三倍的含量。
45钢的力学性能:
表2。