压铸机工作原理动画
压铸机高压点冷机工作原理

压铸机高压点冷机工作原理
压铸机高压点冷机是一种常用的冷却设备,其工作原理是通过高压水流和冷媒进行冷却,以降低压铸机的工作温度。
具体来说,压铸机高压点冷机的工作流程如下:
1. 压缩机:将低温低压的冷媒吸入机内,然后进行压缩,使其温度和压力升高。
2. 冷凝器:将高温高压的冷媒释放出来,在冷凝器中得到降温,从而使其转化为高压液体。
3. 膨胀阀:将高压液体冷媒通过调节膨胀阀的节流孔径,进行节流膨胀,从而使其降温。
4. 蒸发器:在蒸发器中,冷媒通过吸收压铸机散热的热量,使其蒸发变为低温低压的气体,从而达到冷却的目的。
5. 高压水泵:通过高压水泵,将水压升高,从而形成高压水流,以冷却压铸机。
6. 喷嘴:将高压水泵制成的高压水流,通过喷嘴进行喷射,对压铸机进行冷却。
通过上述工作流程,压铸机高压点冷机可以在较短时间内对压铸机进行有效冷却,从而提高其工作效率和稳定性。
- 1 -。
力劲压铸机

1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。 3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。 4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。 5)配有油压检知装置(1~0.3 MPa)特性,可检测下列漏失:
液压能的装置。 2)执行元件--液压缸或液压马达,是将油液的液压能转换为驱动工作部件的机械能装
置。实现直线运动的执行元件叫做液压缸;实现旋转运动的执行元件 叫做液压马达。 3)控制元件--各种控制阀,如方向控制阀、压力控制阀、流量控制阀等,用以控制、调
节液压系统中油液的流动方向、压力和流量,以满足执行元件运动的要求。 4)辅助元件--包括油箱、过滤器、蓄能器、热交换器、压力表、管件和密封装置等。 5)工作介质--液压油,通过它进行能量的转换、传递和控制。
压铸机结构及原理
力劲科技(天津)有限公司 技术支援部
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
气囊式蓄能器中氮气和液体由密封的 弹性胶囊分开,氮气装在胶囊中,胶 囊装在钢质容器内,使预压气体不能 泄漏出来。它的工作特点是感应灵敏、 迅速,运行惯性低。气囊式蓄能器的 结构如图1-13所示。
图1-13 气囊式蓄能器结构 1--充气阀 2--皮气囊 3--钢质容器 4--盘形阀 5--液体接头
压铸机高压点冷机工作原理

压铸机高压点冷机工作原理压铸机高压点冷机是压铸机的一个重要组成部分,它的作用是在压铸过程中,通过喷射冷却剂来降低模具温度,保证产品的质量和生产效率。
本文将详细介绍压铸机高压点冷机的工作原理。
一、高压点冷机的结构和工作原理高压点冷机主要由冷却剂供应系统、喷嘴系统和控制系统三部分组成。
1. 冷却剂供应系统冷却剂供应系统是高压点冷机的核心部分,它主要由冷却剂储罐、冷却剂泵和冷却剂管路组成。
冷却剂储罐内存放着冷却剂,通过冷却剂泵将冷却剂输送到喷嘴系统。
冷却剂管路连接着冷却剂储罐和喷嘴系统,确保冷却剂顺利供应。
2. 喷嘴系统喷嘴系统是将冷却剂喷射到模具上的部分,它主要由喷嘴、喷嘴支架和连接管组成。
冷却剂通过喷嘴喷射出来,形成冷却剂雾化,冷却模具表面。
喷嘴支架用于支撑喷嘴,连接管将冷却剂从冷却剂供应系统输送到喷嘴。
3. 控制系统控制系统是高压点冷机的大脑,它主要由压力传感器、温度传感器和控制器组成。
压力传感器用于监测冷却剂的压力,温度传感器用于监测模具的温度。
控制器根据传感器的反馈信号,控制冷却剂的喷射时间和喷射量,以达到最佳的冷却效果。
二、高压点冷机的工作流程高压点冷机在压铸过程中的工作流程如下:1. 开始当压铸机开始工作时,高压点冷机也开始工作。
控制器接收到压力传感器和温度传感器的信号后,根据预设的参数,控制冷却剂的喷射时间和喷射量。
2. 喷射冷却剂冷却剂通过喷嘴喷射出来,形成冷却剂雾化,冷却模具表面。
喷射时间和喷射量根据模具的形状和材料来确定,以保证冷却效果和生产效率。
3. 冷却冷却剂喷射到模具上后,通过吸热蒸发的方式,将模具表面的热量带走,降低模具温度。
同时,冷却剂也会冲洗模具表面的杂质和气泡,保证产品的质量。
4. 停止当压铸过程结束后,高压点冷机也停止工作。
控制器停止喷射冷却剂,待模具温度降低后,压铸机可以进行下一次压铸。
三、高压点冷机的优势和应用高压点冷机具有以下优势:1. 提高产品质量:通过喷射冷却剂,可以降低模具温度,减少产品的缩孔、气孔等缺陷,提高产品的密实性和表面质量。
压铸机铸造原理
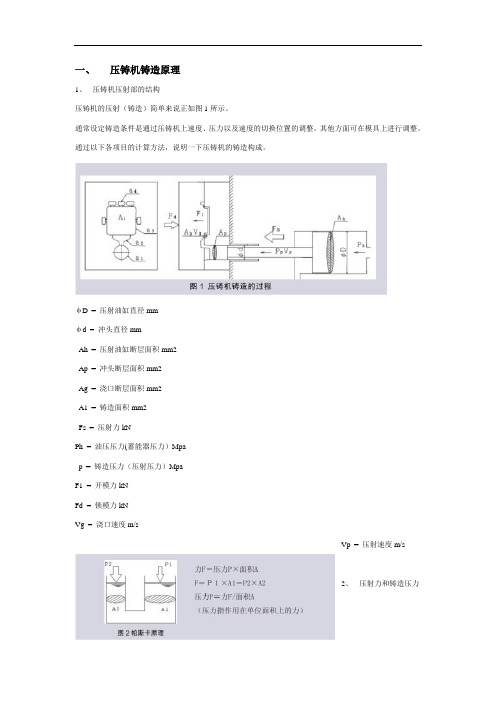
一、压铸机铸造原理1、压铸机压射部的结构压铸机的压射(铸造)简单来说正如图1所示。
通常设定铸造条件是通过压铸机上速度、压力以及速度的切换位置的调整,其他方面可在模具上进行调整。
通过以下各项目的计算方法,说明一下压铸机的铸造构成。
φD = 压射油缸直径mmφd = 冲头直径mmAh = 压射油缸断层面积mm2Ap = 冲头断层面积mm2Ag = 浇口断层面积mm2A1 = 铸造面积mm2Fs = 压射力kNPh = 油压压力(蓄能器压力)Mpap = 铸造压力(压射压力)MpaF1 = 开模力kNFd = 锁模力kNVg = 浇口速度m/sVp = 压射速度m/s2、压射力和铸造压力所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap3、高速压射速度与浇口速度下图伯努利定理可以表达出压铸机的压射速度与浇口速度的关系。
也就是说:通过流量Q=流速V×断层面积A的公式计算出来。
其入口和出口的流量相等。
Q=V1A1=V2A2这个时候A1是冲头断层面积、A2是浇口断层面积、V1是压射速度、V2是浇口速度。
压射速度Vp×冲头断层面积Ap=浇口速度Vg×浇口断层面积Ag浇口速度Vg:Vg(V2)=压射速度Vp(V1)×冲头断层面积Ap(A1)/ 浇口断层面积Ag(A2)(m/s)铝合金压铸时浇口速度可以参考表(1)进行设定。
压铸机结构及原理课件

压铸机结构及原理课件一、教学内容本节课的教学内容来自于小学科学教材的第四章第二节“机械世界”,主要讲解压铸机的结构及工作原理。
通过本节课的学习,学生将了解压铸机的基本构成,掌握其工作原理,并能够分析不同类型的压铸机在实际应用中的优缺点。
二、教学目标1. 学生能够说出压铸机的基本构成和各个部分的作用。
2. 学生能够理解并解释压铸机的工作原理。
3. 学生能够分析不同类型的压铸机在实际应用中的优缺点。
三、教学难点与重点重点:压铸机的基本构成和各个部分的作用,压铸机的工作原理。
难点:压铸机工作原理的深入理解和不同类型压铸机的优缺点分析。
四、教具与学具准备教具:压铸机模型,PPT课件。
学具:笔记本,彩色笔。
五、教学过程1. 实践情景引入:展示一段压铸机工作的视频,引导学生关注压铸机的结构和工作过程。
2. 知识讲解:通过PPT课件,详细讲解压铸机的结构及工作原理。
3. 例题讲解:以一台具体的压铸机为例,讲解其工作原理及应用场景。
4. 随堂练习:学生分组讨论,分析不同类型的压铸机在实际应用中的优缺点。
5. 知识拓展:引导学生思考压铸机的未来发展,激发学生的创新意识。
六、板书设计压铸机结构:1. 熔融金属室2. 压铸室3. 模具4. 冷却系统5. 控制系统压铸机工作原理:1. 熔融金属倒入熔融金属室2. 压铸室内的压力将熔融金属倒入模具3. 熔融金属在模具内冷却凝固4. 冷却完成后,打开模具,取出压铸件七、作业设计1. 描述压铸机的基本构成和各个部分的作用。
答案:压铸机的基本构成包括熔融金属室、压铸室、模具、冷却系统和控制系统。
其中,熔融金属室用于存放熔融金属;压铸室内的压力将熔融金属倒入模具;模具用于形成压铸件的形状;冷却系统用于冷却熔融金属,使其凝固;控制系统用于控制压铸机的运行。
2. 解释压铸机的工作原理。
答案:压铸机的工作原理是先将熔融金属倒入熔融金属室,然后压铸室内的压力将熔融金属倒入模具,熔融金属在模具内冷却凝固,冷却完成后,打开模具,取出压铸件。
压铸机的工作原理与本体结构
第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
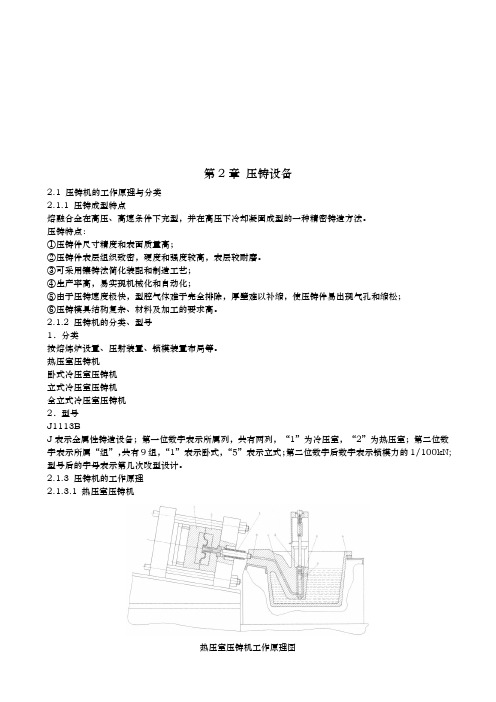
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。
模具闭合。
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。
2.1.3.2 立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。
压射部分呈垂直设置,压室与金属熔炉分开。
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。
冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。
2024压铸机及周边设备自动化设备培训教学PPT课件

压铸机及周边设备自动化设备培训教学PPT课件目录CONTENCT •设备概述与原理•设备安装与调试技巧•操作维护与保养知识培训•自动化技术应用实例分析•安全生产管理与环境保护要求•培训效果评估与持续改进计划01设备概述与原理压铸机基本结构及功能压铸机主体结构包括合模机构、压射机构、液压系统、电气控制系统等部分。
压铸机功能实现金属液的高速压射成型,生产各种精密压铸件。
关键部件介绍如压铸型、压室、冲头、浇口套等,及其在压铸过程中的作用。
熔化炉定量给汤机喷雾机取件机周边设备种类与用途用于金属材料的熔化和保温,提供压铸生产所需的液态金属。
精确控制每次压铸的金属液量,确保产品质量稳定。
对压铸件进行喷雾冷却,缩短生产周期,提高生产效率。
自动或半自动取件,减轻工人劳动强度,提高生产安全性。
01020304自动化生产线机器人应用传感器及检测技术信息化管理系统自动化设备在压铸生产中应用实时监控压铸过程中的温度、压力、速度等参数,确保产品质量稳定。
用于取件、打磨、去毛刺等后处理工序,提高生产效率和产品质量。
实现压铸生产流程的自动化,包括上料、压铸、下料、检测等环节。
实现压铸生产过程的信息化管理,提高生产管理水平。
压铸机工作原理自动化设备工作原理操作流程安全操作规程工作原理及操作流程简介通过液压系统驱动合模机构和压射机构,实现金属液的高速压射成型。
包括设备启动、参数设置、模具安装、生产监控、故障排除等步骤。
通过电气控制系统驱动各执行机构,实现自动化生产线的协同工作。
强调设备操作过程中的安全注意事项,确保人员和设备安全。
02设备安装与调试技巧现场选址布局规划考虑设备尺寸、重量及操作空间需求,合理规划设备安装区域。
确保设备周边无障碍物,方便操作人员通行及设备维修。
根据设备工作环境要求,选择适当的照明、通风和防尘设施。
仔细阅读设备安装说明书,了解设备结构、性能及安装要求。
按照厂家提供的安装顺序进行安装,确保设备安装牢固、平稳。
卧式压铸机工作原理

卧式压铸机工作原理一、概述卧式压铸机是一种用于生产各种金属零件的设备,它采用压力将熔融金属注入模具中,经过冷却后形成所需的零件。
本文将详细介绍卧式压铸机的工作原理。
二、结构卧式压铸机主要由注射系统、液压系统、控制系统和模具系统组成。
其中注射系统包括熔炉、注射缸和喷嘴等部件;液压系统包括油泵、油箱、电机和控制阀等部件;控制系统包括PLC和触摸屏等部件;模具系统包括上下模板、冷却水管和顶针等部件。
三、工作原理1. 准备工作:首先将所需的金属材料放入熔炉中进行加热,直至其完全融化。
同时,将模具安装在卧式压铸机的上下模板之间,并连接冷却水管。
2. 注射:当金属完全融化后,通过注射缸将其抽取到缸体内,并通过喷嘴注入到模具中。
同时,液压系统提供所需的压力,确保金属能够充分填充模具中的空间。
3. 冷却:注射完成后,金属开始冷却。
此时,冷却水通过模具中的管道流动,将金属迅速冷却,并使其固化成所需的形状。
4. 脱模:当金属完全固化后,上下模板分别打开,将零件从模具中取出。
同时,顶针可以帮助将零件推出。
5. 清理:在每次生产结束后,需要对卧式压铸机进行清理。
这包括清洗喷嘴、冷却水管和模具等部件。
四、优点相比于其他生产方式,卧式压铸机具有以下优点:1. 生产效率高:由于采用了全自动化的生产方式,并且可以同时生产多个零件,因此生产效率非常高。
2. 产品质量好:由于采用了高压和快速注射的方式进行生产,并且可以精确控制温度和时间等参数,因此所生产出来的产品质量非常好。
3. 可以生产各种复杂形状的零件:由于采用了模具制造技术,并且可以根据不同需求定制不同的模具,因此可以生产各种复杂形状的零件。
4. 节省原材料:由于采用了压力注射的方式进行生产,并且可以精确控制金属的用量,因此可以节省原材料。
五、不足之处卧式压铸机也存在一些不足之处:1. 设备成本高:相比于其他生产方式,卧式压铸机的设备成本较高。
2. 维护成本高:由于卧式压铸机内部涉及到多个系统和部件,因此维护成本较高。
力劲压铸机

图1-13 气囊式蓄能器结构 1--充气阀 2--皮气囊 3--钢质容器 4--盘形阀 5--液体接头
气囊式蓄能器的工作原理如图1-14所示,充液时,液压系统的液压油推开盘形阀流入钢质 容器内并将皮囊中的氮气压缩至一定体积(图1-14a);放出液体时(图1-14b),液压油 从盘形阀口流出进入到所需容器,气囊中的氮气压力起推动液压油、压紧盘形阀的作用。 盘形阀能限制气囊被压出孔外(图1-14c)。
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
图1-10 压射原理图 1--压射冲头 2--活塞 3、4--蓄能器 5--增压活塞 6--活塞杆 7--浮C4 回程腔 A1、A2、A3 通道
三、液压传动系统 液压传动系统是通过各种液压元件和回路来传输动力,从而实现各种动作程序的系统。液 压传动系统由以下五个基本部分组成: 1)动力元件--液压泵,它供给液压系统压力油,是将电动机输出的机械能转换为油液的 液压能的装置。 2)执行元件--液压缸或液压马达,是将油液的液压能转换为驱动工作部件的机械能装 置。实现直线运动的执行元件叫做液压缸;实现旋转运动的执行元件 叫做液压马达。 3)控制元件--各种控制阀,如方向控制阀、压力控制阀、流量控制阀等,用以控制、调 节液压系统中油液的流动方向、压力和流量,以满足执行元件运动的要求。 4)辅助元件--包括油箱、过滤器、蓄能器、热交换器、压力表、管件和密封装置等。 5)工作介质--液压油,通过它进行能量的转换、传递和控制。
压铸机的运作原理

压铸机的运作原理从整体结构分:柱架、机架、压射、液压、电气、润滑、冷却、安全从整机功能分:合模机构、压射机构、液压传动、电气控制、安全防护一、合模机构作用:主要实现合开模动作、锁紧模具、顶出产品1、组成(1)三板:动型座板、定型座板、尾板。
(2)哥林柱,曲轴机构:长铰、小铰、钩铰、并连接动型座板、尾板及合开模液压缸。
(3)顶出机构:顶出液压缸、顶针、固定在动型座板。
(3)调模机构:调模马达、齿轮组件、固定在尾板上。
(4)润滑系统:曲肘润滑泵、油排、油管、分流器。
2、工作特点(1)曲肘机构A、增力作用通过曲肘连杆系统,可以将合模液压缸的推力放大16~26倍,达到减少油耗、减少合模液压缸直径、减少泵的功率、实现同等功率。
B、可实现变速合开模运动:在出模过程中,动模座板移动速度由零很快升到最大,尔后逐渐减慢,随曲肘伸直至终止,合模速度变为零,并进自锁状态。
C、当合模终止时,可撤去推力:合模紧且肘杆伸成一直线时,自锁。
此时可撤去合模液压缸的推力。
合模系统依然处合紧状态。
(2)顶出机构在机器开模后,通过顶出液压缸活塞杆的相对运动实现推杆及顶针的顶出运动。
其顶出力、顶出速度、顶出时间可通过液压系统调节,可采用双液压缸,使推杆受力均匀、运动平缓、使顶针孔分布更为合理。
(3)调模机构通过调模马达带动齿轮组件,使锁模柱架的尾板和动模板沿拉杆作轴向运动,从而达到扩大或缩小动定型座板间距离,参数见说明书。
(4)润滑系统为减少运动磨损,必须在运动表面保持适当的润滑油。
并实现定时定量润滑,同时,选用润滑泵,实现自动润滑。
二、压射机构作用:将金属液压入模具型腔内进行充填。
组成:压射液压缸组件、入料筒、锤头组件、快压射蓄能器组件、增压蓄能器组件。
工作原理:①第一阶段慢速压射运动开始压射时,系统液压油通过油路集成板进入C2腔,再经A3通道进入C1腔,从而推动压射活塞2向左运动,实现慢速压射。
②第二阶段快速压射运动,当压射冲头超过料筒浇料口后,储能器3控制阀打开,液压油经A1、A3口迅速进入C1腔,C1腔液压油油量快速增大,压射速度增快。
压铸培训-压铸机结构及原理完美版资料

下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压射机构的工作原理. 增压油路板组件-- 21 压射机构是将金属液压入型(模)具型腔进行充填成形的机构。 下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压射机构的工作原理. 压射机构是将金属液压入型(模)具型腔进行充填成形的机构。 下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压射机构的工作原理. 合开模液压缸-- 12 增压蓄能器-- 20 它主要由压射液压缸组件、压射室(入料筒)、冲头(锤头)组件、快压射蓄能器组件、增压蓄能器组件组成,它的结构性能对压铸 过程中的铸造压力、压射速度、增压压力及时间等起着决定性作用,并直接影响铸件的轮廓尺寸、力学性能、表面质量和铸件的致密 性。 模具冷却水观察窗--16 C1、C2 压射腔 C3 增压腔 C4 回程腔 A1、A2、A3 通道 按机器零、部件组成的功能分类,我 C1、C2 压射腔 C3 增压腔 C4 回程腔 A1、A2、A3 通道 11--合模油路板组件 压铸合金选择要求不仅仅是物理性质和机械性质及化学成分,而且还有合金内在的特性以及他们对压铸生产的作用,可能的加工和最 终的表面处理 压射油路板组件-- 22
压射液压缸-- 18 快压射蓄能器-- 19
增压蓄能器-- 20 增压油路板组件-- 21 压射油路板组件-- 22
压射机构及工作原理 压射机构是将金属液压入型(模)具型腔进行充填成形的机构。它主要由压射液压缸组件、 压射室(入料筒)、冲头(锤头)组件、快压射蓄能器组件、增压蓄能器组件组成,它的 结构性能对压铸过程中的铸造压力、压射速度、增压压力及时间等起着决定性作用,并直 接影响铸件的轮廓尺寸、力学性能、表面质量和铸件的致密性。下面以力劲机械厂有限公 司生产的DCC280卧式冷室压铸机为例,说明压射机构的工作原理. 在整个压射运动过程中,慢速、快速及增压的快慢和时间长短都可以通过安装在油路集成 板上的控制油阀调节
压铸机的工作原理与本体结构(doc 9页)

压铸机的工作原理与本体结构(doc 9页)第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
(1)压射冲头上压式压铸机金属液2倒入压室3,模具闭合,压射冲头1上压,金属液经浇注系统进入模腔6,冷却后开模,冲头继续上升,推动余料7随铸件移动,通过模具顶出机构顶出压铸件及浇注系统,同时,冲头复位。
全立式冷压室(上压式)压铸机工作原理图a)浇注金属液;b)合模、压射;c)开模、顶出铸件1-压射冲头;2-金属液;3-压室;4-定模;5-动模;6-模腔;7-余料(2)压射冲头下压式压铸机模具闭合后,金属液3浇入压室2,反料冲头在弹簧5作用下上升封住横浇道6,压射冲头1下压时,迫使反料冲头后退,金属液经浇道进入模腔,冷却后开模,冲头复位。
压铸机原理

压铸机原理
压铸机是一种用于制造金属零件的设备,它通过将金属材料加热至液态,然后
注入模具中进行压力注射,最终得到成型的零件。
压铸机原理包括金属液态化、注射过程、凝固过程等多个方面,下面将逐一介绍。
首先,压铸机原理的第一步是将金属材料加热至液态。
在压铸机内部,通常会
有一个加热炉,用于将金属材料加热至其熔点以上,使其变成液态。
这一步是整个压铸过程的基础,只有将金属材料完全液态化,才能够进行后续的注射工艺。
接下来是注射过程,这是压铸机原理中非常关键的一步。
在金属液态化后,通
过压铸机的注射系统,将液态金属注入到模具中。
注射过程需要精确的控制,以确保注入模具的金属材料能够填充模具的每一个细节,从而获得高质量的成型零件。
随后是凝固过程,当液态金属填充模具后,开始逐渐冷却凝固。
在这个过程中,金属材料会逐渐从液态转变为固态,同时形成所需的零件形状。
凝固过程的控制也十分重要,它会影响到最终零件的密度、结晶结构等性能。
除了以上的关键步骤外,压铸机原理还涉及到一些辅助工艺,比如模具的设计、冷却系统的设计等。
模具的设计直接影响到最终零件的形状和尺寸精度,而冷却系统则能够影响到零件的凝固速度和性能。
总的来说,压铸机原理是一个涉及多个方面的复杂工艺,需要精确的控制和配合。
只有在每一个环节都严格执行,才能够生产出高质量的压铸零件。
压铸机的发展也在不断推动着压铸机原理的进步,使得压铸工艺在各个领域都有着广泛的应用。
压铸机工作原理
压铸机工作原理
压铸机是一种用于制造金属零件的重要设备,它通过将金属材料加热至液态,
然后将其注入模具中进行压力成型,最终得到所需的零件。
压铸机工作原理主要包括金属加热、注射、压力成型和冷却凝固等过程。
首先,金属加热是压铸机工作的第一步。
通常使用的金属材料有铝合金、锌合金、镁合金等,这些金属材料需要通过加热熔化成液态。
在压铸机中,金属材料被放入加热炉中,经过高温加热后,金属材料逐渐熔化成液态金属。
接下来是注射过程。
当金属材料完全熔化成液态后,压铸机将其注入模具中。
注射过程需要精确控制,以确保液态金属填充模具的每个部分,从而得到完整的零件结构。
注射过程需要考虑液态金属的温度、压力和流动速度等参数,以保证成型质量。
然后是压力成型阶段。
在注射完成后,压铸机会施加高压力于模具,使液态金
属充分填充模具的每个细节,从而确保零件的精确尺寸和形状。
压力成型阶段需要根据零件的结构设计和材料特性来确定压力大小和成型时间,以确保零件的质量和稳定性。
最后是冷却凝固过程。
在压力成型完成后,模具中的液态金属会开始冷却凝固。
冷却凝固过程需要一定的时间,以确保零件内部的金属结晶结构得以完全形成,从而保证零件的力学性能和表面质量。
总的来说,压铸机工作原理是通过金属加热、注射、压力成型和冷却凝固等过程,将液态金属材料成型为所需的零件。
这一工艺过程需要精确的控制和高效的操作,以确保零件的质量和稳定性。
压铸机在现代制造业中扮演着重要的角色,广泛应用于汽车、航空航天、电子等领域,为各行各业提供高质量的金属零件。