《电烙铁使用方法》PPT课件
合集下载
电烙铁使用方法ppt课件.ppt
d, 使用的烙铁功率太小,焊锡不能充分熔化,焊剂不能挥发出来,焊点 不光滑、不牢固,易产生虚焊。
e,焊接时间过长,也会烧坏器件,一般每个焊点在 1.5 ~ 4S 内完成。
温度不变﹐不可调节温度的烙铁 恒温电烙铁的烙铁头内,装有磁铁式的温度控制器,来控制通电时间,实现恒温
铁头使用寿命会越长.
8
烙铁头保养
1.为何要保养烙铁
由于烙铁头的工作平面温度较高故长时间暴露于空气中时,极易被 氧化,而烙铁头表面被氧化,其表面温度将会严重下降,影响焊接工作,同 时会降低烙铁头的使用寿命,而我们保养烙铁就是为了避免以上危害.
2.如何保养烙铁:
(1) 把使用完之烙铁头在湿海绵上擦干净; (2) 把烙铁温度下调到250度左右; (3) 对烙铁头的工作平面均匀加锡,加锡程度以锡完全包裹烙铁头的工
24
2
常用的内热式电烙铁的工作温度列于下表:
烙铁功率 /W
端头温度 /℃
20
350
25
400
45
420
75
440
100
455
a,一般来说电烙铁的功率越大,热量越大,烙铁头的温度越高。
b, 焊接集成电路、印制线路板、 CMOS 电路一般选用 20W 内热式电烙 铁。
c,使用的烙铁功率过大,容易烫坏元器件(一般二、三极管结点温度超 过 200℃ 时就会烧坏)和使印制导线从基板上脱落;
5
铬铁的拿法:
1、握笔式:较灵巧适合中小型烙铁 2、正握式:动作不易疲劳﹐适用于大型烙铁 3、反握式:用于维修时拆卸元件 焊接元器件及维修电路板时以握笔式较为方便。
6
锡丝的拿法:
由于锡丝质地软,不易握持,若握太长,则易晃动不易对位进行焊接 动作,若握太短则易被烙铁烫伤,正确握法应是锡比末端距手的位置为 5-7CM为佳.
e,焊接时间过长,也会烧坏器件,一般每个焊点在 1.5 ~ 4S 内完成。
温度不变﹐不可调节温度的烙铁 恒温电烙铁的烙铁头内,装有磁铁式的温度控制器,来控制通电时间,实现恒温
铁头使用寿命会越长.
8
烙铁头保养
1.为何要保养烙铁
由于烙铁头的工作平面温度较高故长时间暴露于空气中时,极易被 氧化,而烙铁头表面被氧化,其表面温度将会严重下降,影响焊接工作,同 时会降低烙铁头的使用寿命,而我们保养烙铁就是为了避免以上危害.
2.如何保养烙铁:
(1) 把使用完之烙铁头在湿海绵上擦干净; (2) 把烙铁温度下调到250度左右; (3) 对烙铁头的工作平面均匀加锡,加锡程度以锡完全包裹烙铁头的工
24
2
常用的内热式电烙铁的工作温度列于下表:
烙铁功率 /W
端头温度 /℃
20
350
25
400
45
420
75
440
100
455
a,一般来说电烙铁的功率越大,热量越大,烙铁头的温度越高。
b, 焊接集成电路、印制线路板、 CMOS 电路一般选用 20W 内热式电烙 铁。
c,使用的烙铁功率过大,容易烫坏元器件(一般二、三极管结点温度超 过 200℃ 时就会烧坏)和使印制导线从基板上脱落;
5
铬铁的拿法:
1、握笔式:较灵巧适合中小型烙铁 2、正握式:动作不易疲劳﹐适用于大型烙铁 3、反握式:用于维修时拆卸元件 焊接元器件及维修电路板时以握笔式较为方便。
6
锡丝的拿法:
由于锡丝质地软,不易握持,若握太长,则易晃动不易对位进行焊接 动作,若握太短则易被烙铁烫伤,正确握法应是锡比末端距手的位置为 5-7CM为佳.
电烙铁的使用

由连接杆、手柄、弹簧夹、烙铁芯、烙铁头(也称铜头) 五个部分组成。烙铁芯安装在烙铁头的里面(发热快, 热效率高达85%~%%以上)。烙铁芯采用镍铬电阻丝 绕在瓷管上制成,一般20W电烙铁其电阻为2.4kΩ左右, 35W电烙铁其电阻为1.6kΩ左右。
电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加 速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时 间加热而氧化,甚至被“烧死”不再“吃锡” 。
3、 电烙铁使用注意事项 ①根据焊接对象合理选用不同类型的电烙铁。 ②使用过程中不要任意敲击电烙铁头以免损坏。内热式
电烙铁连接杆钢管壁厚度只有0.2mm,不能用钳子夹以 免损坏。在使用过程中应经常维护,保证烙铁头挂上一 层薄锡。
焊料
焊料是一种易熔金属,它能使元器件引线与印制电路板 的连接点连接在一起。锡(Sn)是一种质地柔软、延展 性大的银白色金属,熔点为232℃,在常温下化学性能 稳定,不易氧化,不失金属光泽,抗大气腐蚀能力强。 铅(Pb)是一种较软的浅青白色金属,熔点为327℃, 高纯度的铅耐大气腐蚀能力强,化学稳定性好,但对人 体有害。锡中加人一定比例的铅和少量其它金属可制成 熔点低、流动性好、对元件和导线的附着力强、机械强 度高、导电性好、不易氧化、抗腐蚀性好、焊点光亮美 观的焊料,一般称焊锡。
焊剂
①助焊剂 助焊剂一般可分为无机助焊剂、有机助焊剂和树脂助焊
剂,能溶解去处金属表面的氧化物,并在焊接加热时包 围金属的表面,使之和空气隔绝,防止金属在加热时氧 化;可降低熔融焊锡的表面张力,有利于焊锡的湿润。 ②阻焊剂 限制焊料只在需要的焊点上进行焊接,把不需要焊接的 印制电路板的板面部分覆盖起来,保护面板使其在焊接 时受到的热冲击小,不易起泡,同时还起到防止桥接、 拉尖、短路、虚焊等情况。 使用焊剂时,必须根据被焊件的面积大小和表面状态适 量施用,用量过小则影响焊接质量,用量过多,焊剂残 渣将会腐蚀元件或使电路板绝缘性能变差。
电烙铁使用方法课件

指握法
适用于精细焊接或小元件的焊接。
电烙铁的焊接步骤
准备
清洁焊点,准备好焊料和电烙铁 。
预热
将电烙铁预热至适当温度。
放置焊料
将焊料放在需要焊接的位置。
冷却
让焊点自然冷却,形成稳定的焊 点。
移开电烙铁
当焊点完全熔化后,迅速移开电 烙铁。
焊接
将电烙铁头压在焊料和焊点上, 保持稳定并加热。
电烙铁焊接的技巧
02
电烙铁在使用前应先预 热,待达到适宜温度后 再进行焊接。
03
焊接时应注意避免烫伤 ,不要将电烙铁长时间 停留在一个位置上。
04
使用完毕后应及时关闭 电源,并等待电烙铁冷 却后再进行收纳。
电烙铁的保养与维护
01
02
03
04
定期清洁电烙铁头,保持其良 好的导热性能。
检查电烙铁的电源线是否完好 ,如有破损应及时更换。
02
03
普通电烙铁
适合一般焊接,价格相对 较低。
恒温电烙铁
能自动调节温度,适合精 细焊接和敏感元件焊接。
调速电烙铁
可调节加热速度,便于掌 握焊接时间。
电烙铁的电源连接
检查电源线是否完好,如有破损 应立即更换。
确认电源电压与电烙铁标称电压 相符,避免因电压过高或过低导
致电烙铁损坏。
连接电烙铁时,确保电源开关处 于关闭状态,避免触电危险。
电烙铁的特点
总结词
电烙铁具有加热速度快、温度控制精确、使用方便等特点。
详细描述
电烙铁的加热速度快,能够在短时间内达到所需温度,从而 提高工作效率。同时,电烙铁的温度控制精确,能够保证焊 接质量。此外,电烙铁结构简单、操作方便,是电子制作和 维修的理想工具。
适用于精细焊接或小元件的焊接。
电烙铁的焊接步骤
准备
清洁焊点,准备好焊料和电烙铁 。
预热
将电烙铁预热至适当温度。
放置焊料
将焊料放在需要焊接的位置。
冷却
让焊点自然冷却,形成稳定的焊 点。
移开电烙铁
当焊点完全熔化后,迅速移开电 烙铁。
焊接
将电烙铁头压在焊料和焊点上, 保持稳定并加热。
电烙铁焊接的技巧
02
电烙铁在使用前应先预 热,待达到适宜温度后 再进行焊接。
03
焊接时应注意避免烫伤 ,不要将电烙铁长时间 停留在一个位置上。
04
使用完毕后应及时关闭 电源,并等待电烙铁冷 却后再进行收纳。
电烙铁的保养与维护
01
02
03
04
定期清洁电烙铁头,保持其良 好的导热性能。
检查电烙铁的电源线是否完好 ,如有破损应及时更换。
02
03
普通电烙铁
适合一般焊接,价格相对 较低。
恒温电烙铁
能自动调节温度,适合精 细焊接和敏感元件焊接。
调速电烙铁
可调节加热速度,便于掌 握焊接时间。
电烙铁的电源连接
检查电源线是否完好,如有破损 应立即更换。
确认电源电压与电烙铁标称电压 相符,避免因电压过高或过低导
致电烙铁损坏。
连接电烙铁时,确保电源开关处 于关闭状态,避免触电危险。
电烙铁的特点
总结词
电烙铁具有加热速度快、温度控制精确、使用方便等特点。
详细描述
电烙铁的加热速度快,能够在短时间内达到所需温度,从而 提高工作效率。同时,电烙铁的温度控制精确,能够保证焊 接质量。此外,电烙铁结构简单、操作方便,是电子制作和 维修的理想工具。
《烙铁使用规范》PPT课件
吸錫線。
吸錫線隻能用一次,在吸過錫後,就
不能再發揮作用了。 .
17
烙鐵焊接的材料
錫絲
是烙鐵使用中最主要的焊接材料, 烙鐵的溫度就是為它而準備,它和 波峰焊的錫條是一樣的需要高溫才 能熔化,兩者熔點同為175~217℃。 但是錫絲中含有助焊劑,錫條中是
吸錫線
用來清理平面焊盤上的錫,在一些沒 有PTH孔的焊盤上,經常會出現多錫現 象,用烙鐵直接清理不掉,這時就得 用上吸錫線,吸錫線的本體是銅,呈 編織帶狀,在接觸到液態焊時,錫會
和它相吸,把錫吸走。 使用方法用:
1.將吸錫線放在焊點上; 2.將烙鐵頭放在吸錫線上; 3.待焊點熔化後,錫自然就會被吸上
烙鐵使用方法
.
1
前言
• 烙鐵是目前電子行業和PCBA工廠所使用的比
較基本的工具, 目前烙鐵主要用在修整工種(如產
線上的焊點維修、ICT維修、HPC、RMA等),主要
用途是維修生產的不良品,如更換元件,修理焊錫
點,和修理元件浮高等;烙鐵是一種高溫的工具,
目前公司所採用的標準是380±10℃,如此的高溫
3.沾濕大塊清潔海綿,置於焊鐵架底座. 注意:海棉是可擠壓物體水濕則漲大,使用海棉時先
濕水否則會損壞焊鐵頭.
.
7
B.連接
1.將電線裝置連接焊鐵插座. 2.將焊鐵置放於焊鐵架上. 3.將插頭插入電源插座.(切記要接地) 4.打開電源開關. 注意:進行連接和解開焊鐵時切記要關掉電源,
以免損壞印刷電路板.
5.焊接時會冒煙,工場應有良好通風設施.
6.使用電焊臺時,不可作任何可能傷害身體或損壞物體 的妄動.
7.本品損壞時嚴禁使用,特別. 是電源線損壞時.
6
焊台的裝置与使用
吸錫線隻能用一次,在吸過錫後,就
不能再發揮作用了。 .
17
烙鐵焊接的材料
錫絲
是烙鐵使用中最主要的焊接材料, 烙鐵的溫度就是為它而準備,它和 波峰焊的錫條是一樣的需要高溫才 能熔化,兩者熔點同為175~217℃。 但是錫絲中含有助焊劑,錫條中是
吸錫線
用來清理平面焊盤上的錫,在一些沒 有PTH孔的焊盤上,經常會出現多錫現 象,用烙鐵直接清理不掉,這時就得 用上吸錫線,吸錫線的本體是銅,呈 編織帶狀,在接觸到液態焊時,錫會
和它相吸,把錫吸走。 使用方法用:
1.將吸錫線放在焊點上; 2.將烙鐵頭放在吸錫線上; 3.待焊點熔化後,錫自然就會被吸上
烙鐵使用方法
.
1
前言
• 烙鐵是目前電子行業和PCBA工廠所使用的比
較基本的工具, 目前烙鐵主要用在修整工種(如產
線上的焊點維修、ICT維修、HPC、RMA等),主要
用途是維修生產的不良品,如更換元件,修理焊錫
點,和修理元件浮高等;烙鐵是一種高溫的工具,
目前公司所採用的標準是380±10℃,如此的高溫
3.沾濕大塊清潔海綿,置於焊鐵架底座. 注意:海棉是可擠壓物體水濕則漲大,使用海棉時先
濕水否則會損壞焊鐵頭.
.
7
B.連接
1.將電線裝置連接焊鐵插座. 2.將焊鐵置放於焊鐵架上. 3.將插頭插入電源插座.(切記要接地) 4.打開電源開關. 注意:進行連接和解開焊鐵時切記要關掉電源,
以免損壞印刷電路板.
5.焊接時會冒煙,工場應有良好通風設施.
6.使用電焊臺時,不可作任何可能傷害身體或損壞物體 的妄動.
7.本品損壞時嚴禁使用,特別. 是電源線損壞時.
6
焊台的裝置与使用
电烙铁的使用ppt课件

焊料熔点高30-80℃(不包括在电烙铁头接触焊接点时 下降的温度)。 ③电烙铁热容量要恰当。烙铁头的温度恢复时间要与被 焊件物面的要求相适应。温度恢复时间是指在焊接周期 内,烙铁头顶端温度因热量散失而降低后,再恢复到最 高温度所需时间。它与电烙铁功率、热容量以及烙铁头 的形状、长短有关。 2、选择电烙铁的功率原则如下: ①焊接集成电路,晶体管及其它受热易损件的元器件时, 考虑选用20W内热式或25W外热式电烙铁。 ②焊接较粗导线及同轴电缆时,考虑选用50W内热式或 45-75W外热式电烙铁。 ③焊接较大元器件时,如金属底盘接地焊片,应选 100W以上的电烙铁。
电烙铁:
1、外热式电烙铁
一般由烙铁头、烙铁芯、外壳、手柄、插头等部分所组 成。烙铁头安装在烙铁芯内,用以热传导性好的铜为基 体的铜合金材料制成。烙铁头的长短可以调整(烙铁头 越短,烙铁头的温度就越高),且有凿式、尖锥形、圆 面形、圆、尖锥形和半圆沟形等不同的形状,以适应不 同焊接面的需要。
2、内热式电烙铁
由连接杆、手柄、弹簧夹、烙铁芯、烙铁头(也称铜头) 五个部分组成。烙铁芯安装在烙铁头的里面(发热快, 热效率高达85%~%%以上)。烙铁芯采用镍铬电阻丝 绕在瓷管上制成,一般20W电烙铁其电阻为2.4kΩ左右, 35W电烙铁其电阻为1.6kΩ左右。
电烙铁的选择
1、选用电烙铁一般遵循以下原则: ①烙铁头的形状要适应被焊件物面要求和产品装配密度。 ②烙铁头的顶端温度要与焊料的熔点相适应,一般要比
ห้องสมุดไป่ตู้焊料
焊料是一种易熔金属,它能使元器件引线与印制电路板 的连接点连接在一起。锡(Sn)是一种质地柔软、延展 性大的银白色金属,熔点为232℃,在常温下化学性能 稳定,不易氧化,不失金属光泽,抗大气腐蚀能力强。 铅(Pb)是一种较软的浅青白色金属,熔点为327℃, 高纯度的铅耐大气腐蚀能力强,化学稳定性好,但对人 体有害。锡中加人一定比例的铅和少量其它金属可制成 熔点低、流动性好、对元件和导线的附着力强、机械强 度高、导电性好、不易氧化、抗腐蚀性好、焊点光亮美 观的焊料,一般称焊锡。
电烙铁的使用培训教材PPT课件
第一章 烙鐵的保養
5.烙鐵氧化時,可以細砂紙磨擦潔淨,再加錫保養,
使其恢復正常使用,假设磨擦后仍無法使用,則汰
舊換新.
Oh,但如何操作?
第二章 烙鐵焊接操作技巧
一 目的 利用焊錫做媒介加熱而使二金屬接合並達到 導電的目的
二 觀念 (1) 一個良好的焊點是在下述條件制造出來的:
第二章 烙鐵焊接操作技巧
A 清洁的金屬外表 B 正确的焊接原料 C 正确的焊接器具:
海綿: 保持清洁及潮濕 錫絲: 一般選用 烙鐵: 一般作業溫度在350°C±20 °C (2) 電烙鐵一般選用原則如下:
第二章 烙鐵焊接操作技巧
(a) 微小型小于or等于25W 熱敏感或極
小零件
之焊接
(b) 小型25W~35W 一般印刷線路板焊接或線號為22
號左右者
(c) 中型35W~45W (mm的錫絲)
(d) 大型45W~60W 一般電氣連接;16號左右者.(選用錫絲
)
第二章 烙鐵焊接操作技巧
(e) 輕量級60W~100W粗線配接,大熱容量焊接用.
(f) 重量級100W以上.較大熱容量焊接用.
三 操作技巧說明
第二章 烙鐵焊接操作技巧
(1) 烙鐵持法: 烙鐵是帶有高溫之焊錫手工具,假设持法不當,則極易 燙傷操作人員,因此應注意烙鐵的拿法.如圖所示:
(7)焊點的功用為: A 連接零件.但不作机械力的支撐 B 電的傳導 C 協助散熱
第二章 烙鐵焊接操作技巧
(8)焊接五步驟: 1 准備工作: 先將海綿以水沾濕,水份勿太多,並把所 需之工具,PCB皆備妥.
第二章 烙鐵焊接操作技巧
2 基板的預熱: 先將烙鐵置于PCB,零件腳焊點上預熱 約1~2秒.
电烙铁和电批操作技能培训PPT课件

待被焊件加热到一定温度后,将
焊锡丝放到被焊件和铜箔的交界面上 (注意不要放到烙铁头上),使焊锡 丝熔化并浸湿焊点。
焊接步骤4:移开焊锡
22
当焊点上的焊锡已将焊点浸湿时
,要及时撤离焊锡丝,以保证焊锡不 至过多,焊点不出现堆锡现象,从而 获得较好的焊点。
焊接步骤5:移开烙铁
23
移开焊锡后,待焊锡全部润湿焊
其锉干净,再通电加热并用松香 和焊锡将其镀锡,即预上锡.
焊接步骤2:加热焊件
20
加热焊件就是将预上锡的电烙铁放
在被焊点上,使被焊件的温度上升。烙 铁头放在焊点上时应注意,其位置应能 同时加热被焊件与铜箔,并要尽可能加 大与被焊件的接触面,以缩短加热时间 ,保护铜箔不被烫坏。
焊接步骤3:熔化焊料
21
恒温烙铁结构 由烙铁头,烙铁架,电源线,烙铁柄,控温器 等部分组成.
控温器
5
烙铁头 烙铁架
烙铁柄
电烙铁握持方式
6
棒型电烙铁100W以下的一般采用执钢笔的方式﹐100W以 上的一般采用手握式。
7
要得到良好的焊锡结果,必须要有正确的姿势
•锡丝握法
单独作业时
连续作业时
锡丝露出50~60mm
锡丝露出 30~50mm
点,并且松香焊剂还未完全挥发时, 就要及时、迅速地移开电烙铁,电烙 铁移开的方向以45°角最为适宜。如果
移开的时机、方向、速度掌握不好, 则会影响焊点的质量和外观。
手工焊接三步法
24
第一步
ห้องสมุดไป่ตู้
第二步 图 焊接三步操作法
第三步
以上是锡焊五步法。对一般焊点而言大约二,三秒钟。对于热容量较小的 焊点,例如印制电路板上的小焊盘,有时用三步法概括操作方法,即将上 述步骤2,3合为一步,4,5合为一步。
烙铁使用规范PPT课件

c.如果焊鐵頭變形或衍生重銹必須替換更新. 注意:切勿用銼刀剔除焊鐵頭上的氧化物.
2021/3/7
CHENLI
13
烙鐵焊接的輔助工治具
托板架,用來放置待修的產品,方便作業。
2021/3/7
CHENLI
14
烙鐵焊接的輔助工治具
吸煙筒,每個修整工站都有一個,用 來吸走錫絲中鬆香燃燒後的煙。
靜電鑷子,用來清理殘錫和夾取元件 用。
2021/3/7
Байду номын сангаас
CHENLI
3
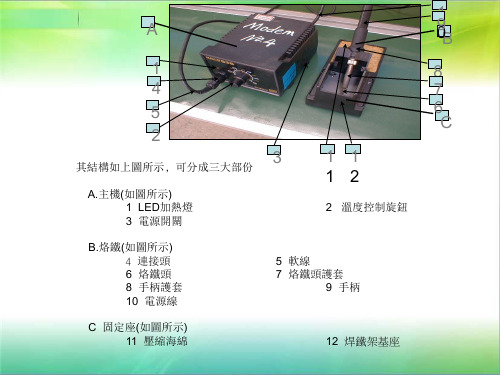
部件名稱:
主機
烙鐵架底座
接地線
2021/3/7
手柄
CHENLI
電源線
4
注意事項
當電源接通後烙鐵頭溫度很快處於高溫狀態, 鑒於濫用可能導致灼傷或火患,請嚴格遵守以 下事項:
1.切勿觸摸焊鐵頭附近的金屬部份.
2.切勿在易燃物體附近使用焊鐵.
3.通知工廠其他人士焊鐵頭极易灼熱,可能引發 危險事故.休息時或完工后應關掉電源.
4.更換部件或裝置焊鐵頭時,應關掉電源,待烙鐵 頭冷卻至室溫.
2021/3/7
CHENLI
5
注意事項
為避免損壞電焊台,及保持作業環境之安 全,應遵守下列事項:
1.切勿使用焊鐵頭進行焊接以外的工作.
2.切勿將焊鐵敲擊工作臺以清除焊劑殘餘,此舉可能嚴 重震損焊鐵.
3.切勿擅自改動電焊臺,更換部件時,應採用原廠配件.
4.手扶穩吸錫槍,待錫熔化後,按下 閥門,此時吸錫槍中的金屬芯會在瞬 間往上升,產生一定的力,將焊點上
的液態錫吸進吸槍中;
2021/3/7
CHENLI
啟動閥門 復位壓桿 16
烙鐵焊接的輔助工治具
2021/3/7
CHENLI
13
烙鐵焊接的輔助工治具
托板架,用來放置待修的產品,方便作業。
2021/3/7
CHENLI
14
烙鐵焊接的輔助工治具
吸煙筒,每個修整工站都有一個,用 來吸走錫絲中鬆香燃燒後的煙。
靜電鑷子,用來清理殘錫和夾取元件 用。
2021/3/7
Байду номын сангаас
CHENLI
3
部件名稱:
主機
烙鐵架底座
接地線
2021/3/7
手柄
CHENLI
電源線
4
注意事項
當電源接通後烙鐵頭溫度很快處於高溫狀態, 鑒於濫用可能導致灼傷或火患,請嚴格遵守以 下事項:
1.切勿觸摸焊鐵頭附近的金屬部份.
2.切勿在易燃物體附近使用焊鐵.
3.通知工廠其他人士焊鐵頭极易灼熱,可能引發 危險事故.休息時或完工后應關掉電源.
4.更換部件或裝置焊鐵頭時,應關掉電源,待烙鐵 頭冷卻至室溫.
2021/3/7
CHENLI
5
注意事項
為避免損壞電焊台,及保持作業環境之安 全,應遵守下列事項:
1.切勿使用焊鐵頭進行焊接以外的工作.
2.切勿將焊鐵敲擊工作臺以清除焊劑殘餘,此舉可能嚴 重震損焊鐵.
3.切勿擅自改動電焊臺,更換部件時,應採用原廠配件.
4.手扶穩吸錫槍,待錫熔化後,按下 閥門,此時吸錫槍中的金屬芯會在瞬 間往上升,產生一定的力,將焊點上
的液態錫吸進吸槍中;
2021/3/7
CHENLI
啟動閥門 復位壓桿 16
烙鐵焊接的輔助工治具
烙铁的使用和焊接手法的培训ppt课件

经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
焊锡丝两种拿法
• 焊锡丝一般有两种拿法,如图二所示。由 于焊丝成分中,铅占一定比例,众所周知 铅是对人体有害的重金属,因此操作时应 戴手套或操作后洗手,避免食入。
烙铁使用的注意事项
• 新买的烙铁头在第一次使用,受热后应将 保养漆擦掉,立即加上锡保养 ,避免氧化。
• 海绵要清洗干净,不干净的海绵中含有金 属颗粒,或含硫的海绵都会损坏烙铁头。
• 洗烙铁的海绵不要太湿,洗烙铁头的次数 不要过多,避免烙铁头氧化。海绵的湿度 以手捏不滴水为好
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 使用电烙铁要配置烙铁架,一般放置在工 作台右前方,电烙铁用后一定要稳妥放置 在烙铁架上,并注意导线等物不要碰烙铁 头,以免被烙铁烫坏绝缘后发 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 对工作过程有初步认识,才能在工作中学 习思考问题和解决问题
• 提升工作技能,为自己以后的职场增加升 值的资本
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
问答
• 为什么要清洗烙铁头? • 烙铁头是不是洗得越勤越好? • 什么是焊接五步法? • 焊点发黑有黑点,可能是什么问题引起?
烙铁使用的注意事项
烙铁使用和维护方法PPT课件

电烙铁
吸锡电烙铁是将活塞式吸锡器与电烙铁容为一体的拆焊工具。它具有使用方便、灵活、适用范围宽等特点。这种吸锡 电烙铁的不足之处是每次只能对一个焊点进行拆焊。
二、电烙铁的选用
电烙铁的种类及规格有很多种,而且被焊工件的大小又有所不同,因而合理地选用电烙铁的功率及种类, 对提高焊接质量和效率有直接的关系。 选用电烙铁时,可以从以下几个方面进行考虑:
三、电烙铁的使用方法
电烙铁的握法有三种:
(1) 握法,就是用五指把电烙铁的柄握在掌内,此法适用于大功率电烙铁,捍接焊热量较大的被焊件。 (2) 正握法,此法使用的电烙铁也比较大,且多为弯形烙铁头。 (3) 握笔法,此法适用于小功率的电烙铁,焊接散热量小的被焊件,如焊接收音机、电视机的印刷电路板及其维修等。
八、焊接点的基本要求
焊接点的基本要求 采用焊接方法进行连接的接点,称为焊接点。一个高质量的焊接点,不但要珍有良好的电气性能和一定的机械强度,还应 一定的光泽和清洁的表面。 (1)良好的导电性 一个良好的焊接点应是焊料与金属被焊物互相扩散形成金属化合物,而不是简单的将焊料依附在被焊 金属面上,焊点良好,才能有良好的导电性。 (2)具有一定的强度 锡铅焊料主要万分锡和铅这两种金属强度较弱。为了增加强度,在焊接时通常根据需要增大焊接面 积或将被焊接的元器件引线、导线先行网绕、绞合、钩接在接点上再进行焊接,所以采用锡焊的焊接点,一般都是一个被 锡铅包围的接点。 (3)焊接点上的焊料要适当 焊接点上的焊料过少,不公机械强度低,而且由于表面氧化层逐渐加深,容易导致焊点失 败。焊接点上的焊料过多,会浪费焊料,并容易造成接点相碰和掩盖焊点缺陷,正确的焊接点上,焊料使用应适当。 (4)焊接点表面应有良好光泽 良好的焊接点有特殊的光泽和良好的颜色,不应有凹凸不平和颜色、光泽不均的现象,这 主要与焊接温度及焊剂有关。如果使用消光剂,则对焊接点的光泽不作要求。 (5)焊接点不应有毛刺、空隙 这对高频、高压电子设备极为重要。高频电子设备中高压电路的焊接点,如果有毛刺,则 易造成尖端放电。
吸锡电烙铁是将活塞式吸锡器与电烙铁容为一体的拆焊工具。它具有使用方便、灵活、适用范围宽等特点。这种吸锡 电烙铁的不足之处是每次只能对一个焊点进行拆焊。
二、电烙铁的选用
电烙铁的种类及规格有很多种,而且被焊工件的大小又有所不同,因而合理地选用电烙铁的功率及种类, 对提高焊接质量和效率有直接的关系。 选用电烙铁时,可以从以下几个方面进行考虑:
三、电烙铁的使用方法
电烙铁的握法有三种:
(1) 握法,就是用五指把电烙铁的柄握在掌内,此法适用于大功率电烙铁,捍接焊热量较大的被焊件。 (2) 正握法,此法使用的电烙铁也比较大,且多为弯形烙铁头。 (3) 握笔法,此法适用于小功率的电烙铁,焊接散热量小的被焊件,如焊接收音机、电视机的印刷电路板及其维修等。
八、焊接点的基本要求
焊接点的基本要求 采用焊接方法进行连接的接点,称为焊接点。一个高质量的焊接点,不但要珍有良好的电气性能和一定的机械强度,还应 一定的光泽和清洁的表面。 (1)良好的导电性 一个良好的焊接点应是焊料与金属被焊物互相扩散形成金属化合物,而不是简单的将焊料依附在被焊 金属面上,焊点良好,才能有良好的导电性。 (2)具有一定的强度 锡铅焊料主要万分锡和铅这两种金属强度较弱。为了增加强度,在焊接时通常根据需要增大焊接面 积或将被焊接的元器件引线、导线先行网绕、绞合、钩接在接点上再进行焊接,所以采用锡焊的焊接点,一般都是一个被 锡铅包围的接点。 (3)焊接点上的焊料要适当 焊接点上的焊料过少,不公机械强度低,而且由于表面氧化层逐渐加深,容易导致焊点失 败。焊接点上的焊料过多,会浪费焊料,并容易造成接点相碰和掩盖焊点缺陷,正确的焊接点上,焊料使用应适当。 (4)焊接点表面应有良好光泽 良好的焊接点有特殊的光泽和良好的颜色,不应有凹凸不平和颜色、光泽不均的现象,这 主要与焊接温度及焊剂有关。如果使用消光剂,则对焊接点的光泽不作要求。 (5)焊接点不应有毛刺、空隙 这对高频、高压电子设备极为重要。高频电子设备中高压电路的焊接点,如果有毛刺,则 易造成尖端放电。
电烙铁的使用及保养演示幻灯片
11
二、电烙铁的使用
8. 量测电烙铁温度 1)将烙铁测温仪开头拨至ON档。 2)在烙铁头上加些焊锡,将烙铁头与测温仪的传感器中心点接触;再给烙铁头加
锡﹐测温仪显示当前烙铁的温度;待其稳定后﹐在烙铁温度、阻抗、漏电测 试记录表(QEH-4-E-019)中记录结果。
12
二、电烙铁的使用
9. 量测烙铁头对地阻抗 1)将万用表开启,并将选档旋钮置于“Ω”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>10Ω为NG﹐若
≤10Ω为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
13
二、电烙铁的使用
10. 量测漏电电压 1)将万用表开启,并将选档旋钮置于“AC”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>1.0V为NG﹐若
≤1.0V为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
6
二、电烙铁的使用
4. 五步焊接法 1)准备施焊----准备好焊锡丝和烙铁,做好焊前准备。
焊锡丝
引脚
烙铁
PCB
2)加热焊件----将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部件(如印制
板上的引线和焊盘)都受热,其次注意让烙铁头的扁平部分(较大部分)接触热
容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持
焊件均匀受热。
焊锡丝
引脚
烙铁
PCB
3)熔化焊料----在焊件加热到能熔化焊料的温度后,将焊丝置于焊点,焊料开始融
化并润湿焊点。
焊锡丝
引脚
烙铁
PCB
7
二、电烙铁的使用
4. 五步焊接法 4)移开焊锡----在熔化一定量的焊锡后,将焊锡丝移开。
二、电烙铁的使用
8. 量测电烙铁温度 1)将烙铁测温仪开头拨至ON档。 2)在烙铁头上加些焊锡,将烙铁头与测温仪的传感器中心点接触;再给烙铁头加
锡﹐测温仪显示当前烙铁的温度;待其稳定后﹐在烙铁温度、阻抗、漏电测 试记录表(QEH-4-E-019)中记录结果。
12
二、电烙铁的使用
9. 量测烙铁头对地阻抗 1)将万用表开启,并将选档旋钮置于“Ω”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>10Ω为NG﹐若
≤10Ω为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
13
二、电烙铁的使用
10. 量测漏电电压 1)将万用表开启,并将选档旋钮置于“AC”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>1.0V为NG﹐若
≤1.0V为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
6
二、电烙铁的使用
4. 五步焊接法 1)准备施焊----准备好焊锡丝和烙铁,做好焊前准备。
焊锡丝
引脚
烙铁
PCB
2)加热焊件----将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部件(如印制
板上的引线和焊盘)都受热,其次注意让烙铁头的扁平部分(较大部分)接触热
容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持
焊件均匀受热。
焊锡丝
引脚
烙铁
PCB
3)熔化焊料----在焊件加热到能熔化焊料的温度后,将焊丝置于焊点,焊料开始融
化并润湿焊点。
焊锡丝
引脚
烙铁
PCB
7
二、电烙铁的使用
4. 五步焊接法 4)移开焊锡----在熔化一定量的焊锡后,将焊锡丝移开。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电烙铁焊接技术
精选课件
1
内容
一、电铬铁基本知识
1、烙铁分类 2、铬铁、锡丝的手持方式 3、烙铁使用的注意事项 4、铬铁头的保养
二、手工焊接技术
1、焊接基础(原理、要求) 2、手工焊接步骤 标准焊接步骤 3、焊接质量不高的原因分析 4、锡点标准和常见的不合格锡点的判定
精选课件
2
按铬铁加热方式分类:
精选课件
12
2.1、手工焊接的五步骤
1、准备焊接: 确定焊接位置,检查焊接元件类型。
2、预热焊接位置: 将铬铁头对准被焊位置,预热1秒钟(预热时间根据所使用铬铁的温度和
焊接元件与焊盘的散热量变化)。 3、加锡丝:
焊接位置经过预热后,将左手握住的锡丝伸到被焊点位置,锡丝开始熔化。 4、断开锡丝:
当锡丝熔化量达到焊点要求后,取开锡丝。 5、铬铁头离开焊点:
铁头使用寿命会越长.
精选课件
9
烙铁头保养
1.为何要保养烙铁
由于烙铁头的工作平面温度较高故长时间暴露于空气中时,极易被 氧化,而烙铁头表面被氧化,其表面温度将会严重下降,影响焊接工作,同 时会降低烙铁头的使用寿命,而我们保养烙铁就是为了避免以上危害.
2.如何保养烙铁:
(1) 把使用完之烙铁头在湿海绵上擦干净; (2) 把烙铁温度下调到250度左右; (3) 对烙铁头的工作平面均匀加锡,加锡程度以锡完全包裹烙铁头的工
在焊接SMD元件(0402\0603\0805\1206\二极管\三极管)必须保证每个焊 在3秒内完成,如果超过时间的话,则有可能损坏元件。
c,使用的烙铁功率过大,容易烫坏元器件(一般二、三极管结点温度超 过 200℃ 时就会烧坏)和使印制导线从基板上脱落;
d, 使用的烙铁功率太小,焊锡不能充分熔化,焊剂不能挥发出来,焊点 不光滑、不牢固,易产生虚焊。
e,焊接时间过长,也会烧坏器件,一般每个焊点在 1.5 ~ 4S 内完成。
精选课件
4
按温度控制方式分类:
1、焊前准备 检查焊盘位置是否平整,有无余锡,如有则去除,将被焊元件在PCB板
两个焊盘之一加少量锡 2、元件定位
用聂子取一个符合要求的元件,将元件的一端对前一步加锡的焊盘,用 铬铁将元件焊接到焊盘上。 3、两端焊接 对元件的另外一边加上锡。
在焊接SMD元件(0402\0603\0805\1206\二极管\三极管)时,铬铁温度一 般开到270-300度之间。
精选课件
6
铬铁的拿法:
1、握笔式:较灵巧适合中小型烙铁 2、正握式:动作不易疲劳﹐适用于大型烙铁 3、反握式:用于维修时拆卸元件
焊接元器件及维修电路板时以握笔式较为方便。
精选课件
7பைடு நூலகம்
锡丝的拿法:
由于锡丝质地软,不易握持,若握太长,则易晃动不易对位进行焊接 动作,若握太短则易被烙铁烫伤,正确握法应是锡比末端距手的位置为 5-7CM为佳.
单面板焊点
15
2.2、插件元件的焊接
1、插件电阻、电解电容的焊接
插件电阻焊接
电解电精选容课的件焊接
16
2、二极管同插件电阻焊接方法一样,但对焊接时间要求不一样; 三极管焊接
3、线束焊接
精选课件
17
精选课件
18
4、其它元件
a、晶振
b、压敏电阻
c、中周
精选课件
19
3.1、SMD元件手工焊接的步骤
作平面,且锡液不会滴下为标准; (4) 把烙铁放回焊台;把烙铁温度调至最低以防锡液因高温蒸发;
精选课件
10
焊接技术
1、焊锡原理: 是将熔化的焊锡附着于洁净的工作物金属的表面使其
锡成份中的锡与工作物表面金属形成合金化合物相互连接 在一起.
焊点的要求: (1)、对焊点的要求
可靠的电连接 足够的机械强度 光洁整齐的外观
1 、 外热式电烙铁
2 、 内热式电烙铁
精选课件
3
常用的内热式电烙铁的工作温度列于下表:
烙铁功率 /W
端头温度 /℃
20
350
25
400
45
420
75
440
100
455
a,一般来说电烙铁的功率越大,热量越大,烙铁头的温度越高。
b, 焊接集成电路、印制线路板、 CMOS 电路一般选用 20W 内热式电烙 铁。
(a)此种方法在连继焊接时采用。 (b)此种方法在间断性焊接时采用。
精选课件
8
烙铁使用的注意事项
1、焊锡前先在海绵上擦掉烙铁头上的残留锡渣,因为残锡具 有散热效果会降低烙铁温度;
2、焊锡操作中,若有锡渣沾于烙铁头上,应于湿海绵上擦拭干 净,勿以敲打方式去除;
3、工作完毕后,应立即对烙铁头加锡进行保养后断电; 4、海绵湿度以轻压不出水为宜; 5、烙铁头切忌用坚硬物夹,刮等; 6、烙铁头氧化时,可用细砂纸轻轻摩擦干净,并加锡保养; 7、当连续使用烙铁时,每周应将烙铁头放松,防止烙铁头卡死; 8、原则上在不影响焊锡效果的情况下 ,烙铁温度越低越好,铬
1)恒温电烙铁
温度不变﹐不可调节温度的烙铁 恒温电烙铁的烙铁头内,装有磁铁式的温度控制器,来控制通电时间,实现恒温
的目的。在焊接温度不宜过高、焊接时间不宜过长的元器件时,应选用恒温电烙铁, 但它价格高。
精选课件
5
2)控温烙铁
温度可变﹐可按要求调节温度的烙铁
焊接元件对应控温烙铁温度与焊接时间: 拉焊 --------à300~330℃ ----à2~3秒 IC;贴片坐-------à280~300℃ ----à2~3秒 拆换零件 --------à300+/-25℃----à2~3秒 新件补焊 --------à280+/-10℃----à2~3秒 电容电阻 --------à250~270℃ ----à2~3秒 特殊零件 --------à330~360℃ ----à2~3秒
精选课件
11
(2)典型焊点外观及检查 a、外型以焊接导线(引线)为中心,均匀,对称呈裙形拉开 b、表面有光泽且平滑 c、焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接 触角尽可能小 d、无裂痕(纹),针孔,夹渣
还要检查是否有 1、漏焊 2、焊料拉尖 3、焊料引起导线间短路(既"桥接") 4、导线及元器件绝缘的损伤 5、步线整形的美观 6、焊料飞溅程度
取开锡丝后,再取开铬铁头,完成一个焊点。 在焊接普通插机元件时一般分为4秒:a、将铬铁放到焊盘上 b、加锡丝 c、 取开锡 d、取开铬铁。 在焊接时从将铬铁头放到焊盘上开始,心里默数1,2, 3,4后取开铬铁,焊接完成。
精选课件
13
精选课件
14
引线标准焊点
单面板元件焊 接标准焊点
理想的双面板焊点 精选课件
精选课件
1
内容
一、电铬铁基本知识
1、烙铁分类 2、铬铁、锡丝的手持方式 3、烙铁使用的注意事项 4、铬铁头的保养
二、手工焊接技术
1、焊接基础(原理、要求) 2、手工焊接步骤 标准焊接步骤 3、焊接质量不高的原因分析 4、锡点标准和常见的不合格锡点的判定
精选课件
2
按铬铁加热方式分类:
精选课件
12
2.1、手工焊接的五步骤
1、准备焊接: 确定焊接位置,检查焊接元件类型。
2、预热焊接位置: 将铬铁头对准被焊位置,预热1秒钟(预热时间根据所使用铬铁的温度和
焊接元件与焊盘的散热量变化)。 3、加锡丝:
焊接位置经过预热后,将左手握住的锡丝伸到被焊点位置,锡丝开始熔化。 4、断开锡丝:
当锡丝熔化量达到焊点要求后,取开锡丝。 5、铬铁头离开焊点:
铁头使用寿命会越长.
精选课件
9
烙铁头保养
1.为何要保养烙铁
由于烙铁头的工作平面温度较高故长时间暴露于空气中时,极易被 氧化,而烙铁头表面被氧化,其表面温度将会严重下降,影响焊接工作,同 时会降低烙铁头的使用寿命,而我们保养烙铁就是为了避免以上危害.
2.如何保养烙铁:
(1) 把使用完之烙铁头在湿海绵上擦干净; (2) 把烙铁温度下调到250度左右; (3) 对烙铁头的工作平面均匀加锡,加锡程度以锡完全包裹烙铁头的工
在焊接SMD元件(0402\0603\0805\1206\二极管\三极管)必须保证每个焊 在3秒内完成,如果超过时间的话,则有可能损坏元件。
c,使用的烙铁功率过大,容易烫坏元器件(一般二、三极管结点温度超 过 200℃ 时就会烧坏)和使印制导线从基板上脱落;
d, 使用的烙铁功率太小,焊锡不能充分熔化,焊剂不能挥发出来,焊点 不光滑、不牢固,易产生虚焊。
e,焊接时间过长,也会烧坏器件,一般每个焊点在 1.5 ~ 4S 内完成。
精选课件
4
按温度控制方式分类:
1、焊前准备 检查焊盘位置是否平整,有无余锡,如有则去除,将被焊元件在PCB板
两个焊盘之一加少量锡 2、元件定位
用聂子取一个符合要求的元件,将元件的一端对前一步加锡的焊盘,用 铬铁将元件焊接到焊盘上。 3、两端焊接 对元件的另外一边加上锡。
在焊接SMD元件(0402\0603\0805\1206\二极管\三极管)时,铬铁温度一 般开到270-300度之间。
精选课件
6
铬铁的拿法:
1、握笔式:较灵巧适合中小型烙铁 2、正握式:动作不易疲劳﹐适用于大型烙铁 3、反握式:用于维修时拆卸元件
焊接元器件及维修电路板时以握笔式较为方便。
精选课件
7பைடு நூலகம்
锡丝的拿法:
由于锡丝质地软,不易握持,若握太长,则易晃动不易对位进行焊接 动作,若握太短则易被烙铁烫伤,正确握法应是锡比末端距手的位置为 5-7CM为佳.
单面板焊点
15
2.2、插件元件的焊接
1、插件电阻、电解电容的焊接
插件电阻焊接
电解电精选容课的件焊接
16
2、二极管同插件电阻焊接方法一样,但对焊接时间要求不一样; 三极管焊接
3、线束焊接
精选课件
17
精选课件
18
4、其它元件
a、晶振
b、压敏电阻
c、中周
精选课件
19
3.1、SMD元件手工焊接的步骤
作平面,且锡液不会滴下为标准; (4) 把烙铁放回焊台;把烙铁温度调至最低以防锡液因高温蒸发;
精选课件
10
焊接技术
1、焊锡原理: 是将熔化的焊锡附着于洁净的工作物金属的表面使其
锡成份中的锡与工作物表面金属形成合金化合物相互连接 在一起.
焊点的要求: (1)、对焊点的要求
可靠的电连接 足够的机械强度 光洁整齐的外观
1 、 外热式电烙铁
2 、 内热式电烙铁
精选课件
3
常用的内热式电烙铁的工作温度列于下表:
烙铁功率 /W
端头温度 /℃
20
350
25
400
45
420
75
440
100
455
a,一般来说电烙铁的功率越大,热量越大,烙铁头的温度越高。
b, 焊接集成电路、印制线路板、 CMOS 电路一般选用 20W 内热式电烙 铁。
(a)此种方法在连继焊接时采用。 (b)此种方法在间断性焊接时采用。
精选课件
8
烙铁使用的注意事项
1、焊锡前先在海绵上擦掉烙铁头上的残留锡渣,因为残锡具 有散热效果会降低烙铁温度;
2、焊锡操作中,若有锡渣沾于烙铁头上,应于湿海绵上擦拭干 净,勿以敲打方式去除;
3、工作完毕后,应立即对烙铁头加锡进行保养后断电; 4、海绵湿度以轻压不出水为宜; 5、烙铁头切忌用坚硬物夹,刮等; 6、烙铁头氧化时,可用细砂纸轻轻摩擦干净,并加锡保养; 7、当连续使用烙铁时,每周应将烙铁头放松,防止烙铁头卡死; 8、原则上在不影响焊锡效果的情况下 ,烙铁温度越低越好,铬
1)恒温电烙铁
温度不变﹐不可调节温度的烙铁 恒温电烙铁的烙铁头内,装有磁铁式的温度控制器,来控制通电时间,实现恒温
的目的。在焊接温度不宜过高、焊接时间不宜过长的元器件时,应选用恒温电烙铁, 但它价格高。
精选课件
5
2)控温烙铁
温度可变﹐可按要求调节温度的烙铁
焊接元件对应控温烙铁温度与焊接时间: 拉焊 --------à300~330℃ ----à2~3秒 IC;贴片坐-------à280~300℃ ----à2~3秒 拆换零件 --------à300+/-25℃----à2~3秒 新件补焊 --------à280+/-10℃----à2~3秒 电容电阻 --------à250~270℃ ----à2~3秒 特殊零件 --------à330~360℃ ----à2~3秒
精选课件
11
(2)典型焊点外观及检查 a、外型以焊接导线(引线)为中心,均匀,对称呈裙形拉开 b、表面有光泽且平滑 c、焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接 触角尽可能小 d、无裂痕(纹),针孔,夹渣
还要检查是否有 1、漏焊 2、焊料拉尖 3、焊料引起导线间短路(既"桥接") 4、导线及元器件绝缘的损伤 5、步线整形的美观 6、焊料飞溅程度
取开锡丝后,再取开铬铁头,完成一个焊点。 在焊接普通插机元件时一般分为4秒:a、将铬铁放到焊盘上 b、加锡丝 c、 取开锡 d、取开铬铁。 在焊接时从将铬铁头放到焊盘上开始,心里默数1,2, 3,4后取开铬铁,焊接完成。
精选课件
13
精选课件
14
引线标准焊点
单面板元件焊 接标准焊点
理想的双面板焊点 精选课件