注塑模具典型结构48044ppt课件
合集下载
注塑模具结构及设计方案实用PPT(46张)
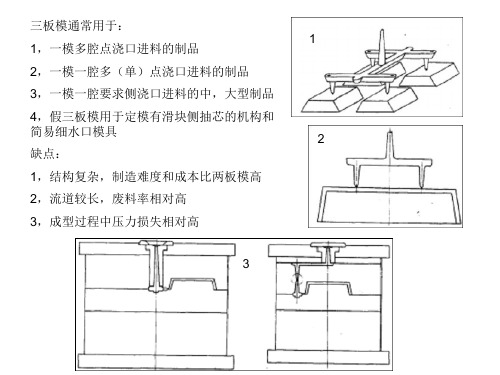
三板模通常用于:
1,一模多腔点浇口进料的制品
1
2,一模一腔多(单)点浇口进料的制品
3,一模一腔要求侧浇口进料的中,大型制品
4,假三板模用于定模有滑块侧抽芯的机构和 简易细水口模具
2 缺点:
1,结构复杂,制造难度和成本比两板模高
2,流道较长,废料率相对高
3,成型过程中压力损失相对高
3
三板模合模状态
三板模开模状态
•
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
•
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
•
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
模具构想图
流道 走向
定模部分
定模部分第一次开模 在最细处拉断料把
定模部分第二次开模 把料把从拉料销上脱出
动,定模分开 取出料把,顶出产品
三板模相关的尼龙锁模器, 限位螺栓,弹簧等零件
•
1.有学者认为,这些水是地球本身固 有的。 在地球 形成之 初,地 球水就 以蒸气 的形式 存在于 炽热的 地心中 ,或者 以结构 水、结 晶水等 形式存 于地下 岩石中 。那时 ,地表 的温度 较高, 大气层 中以气 体形式 存在的 水分也 较多。
1,一模多腔点浇口进料的制品
1
2,一模一腔多(单)点浇口进料的制品
3,一模一腔要求侧浇口进料的中,大型制品
4,假三板模用于定模有滑块侧抽芯的机构和 简易细水口模具
2 缺点:
1,结构复杂,制造难度和成本比两板模高
2,流道较长,废料率相对高
3,成型过程中压力损失相对高
3
三板模合模状态
三板模开模状态
•
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
•
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
•
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
模具构想图
流道 走向
定模部分
定模部分第一次开模 在最细处拉断料把
定模部分第二次开模 把料把从拉料销上脱出
动,定模分开 取出料把,顶出产品
三板模相关的尼龙锁模器, 限位螺栓,弹簧等零件
•
1.有学者认为,这些水是地球本身固 有的。 在地球 形成之 初,地 球水就 以蒸气 的形式 存在于 炽热的 地心中 ,或者 以结构 水、结 晶水等 形式存 于地下 岩石中 。那时 ,地表 的温度 较高, 大气层 中以气 体形式 存在的 水分也 较多。
注塑模具模具结构PPT课件

谢谢大家
荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
演讲人:XXXXXX 时 间:XX年XX月XX日
夾模要求
主PL面的分取
斜梢設計
頂出系統
结束语
当你尽了自己的最大努力时,失败也是伟大的, 所以不要放弃,坚持就是正确的。
WGreat, So Don'T Give Up, Stick To The End
塑模基礎與提高
一. 模具的分類及作用:
分類 兩板模 三板模
特點及使用場合 最常用 成品表面針點進膠或進膠點偏心
熱澆道
無流道,可減少廢料及增加注射壓力
二. 模具的基本結構:(主要有以下四大系統) 1. 模具結構 2. 澆注系統 3. 冷卻系統 4. 頂出系統
模具結構
成品注意事項
注塑模具基本介绍PPT课件
或块料(预先压制成橡胶垫)。
注塑模具基础知识
模具的分类 注塑原理介绍 注塑模具介绍 常见注塑模具类型 模具设计过程 模具加工工艺 模具修改方式
模具设计流程
NG
客户产品
模具报价 2D出图
吊模孔位置图
注塑模具介绍-其他辅助系统
撬模坑:一般在模板的四个角的断差,主要为方便模具拆 装,尤其是公模板一定要有,因为在模具从成形机上下来 时,型腔压力会小于外接大气压,加上塑胶粘结,就必须 将模具撬开
注塑模具介绍-其他辅助系统
挡尘板:顶出板的运动,需要一定的空间, 在模具上这部分是开放的,很容易掉进其 他东西,如扳手,料头等,加工模具卡死。 这时在模具的上表面安装一块板遮挡以下, 就是挡尘板
水路
产品
冷却系统:模具本身就是一个大的冷却系统。 为了更好的冷却,通常在模具上加工出一组或 者几组水路。冷却水路距离产品一般两倍的水 路直径。冷却水不一定都是冷水,看模温来定, 也可以是100度的水,有的时候需要用热油冷却。
注塑模具介绍-排气系统
排气槽
排气系统:各个零件之间的配合间隙就是模具的排气系统, 当这些间隙不能满足要求时,就需要额外加排气槽排气,如 上图所示排气槽。有时,需要在模具的特殊位置用烧结金属 (蜂窝煤式金属合金)制作排气入子。
双色模
双色模是在一台成型机上通过旋转,平移 公模部分,与不同的母模部分合模成型, 成型机分别注射同一材质不同颜色或者不 同材质的塑料,从而成型出多样性的产品。
双色模具也可以看成是一套普通模具外加 一套嵌件模。
两种颜色模具一般都是两套母模仁,一套 公模仁。
双色模
双色模的优点:
双色模可以成型不只两种不同的塑料,可为多 色。
热流道
热流道模具的变形:可以将热嘴进到冷流道上,转换成热 转冷模式,热流道可以将顶出系统设置在母模侧,也就是 倒装模具(双色模中比较常用)。
注塑模具基础知识
模具的分类 注塑原理介绍 注塑模具介绍 常见注塑模具类型 模具设计过程 模具加工工艺 模具修改方式
模具设计流程
NG
客户产品
模具报价 2D出图
吊模孔位置图
注塑模具介绍-其他辅助系统
撬模坑:一般在模板的四个角的断差,主要为方便模具拆 装,尤其是公模板一定要有,因为在模具从成形机上下来 时,型腔压力会小于外接大气压,加上塑胶粘结,就必须 将模具撬开
注塑模具介绍-其他辅助系统
挡尘板:顶出板的运动,需要一定的空间, 在模具上这部分是开放的,很容易掉进其 他东西,如扳手,料头等,加工模具卡死。 这时在模具的上表面安装一块板遮挡以下, 就是挡尘板
水路
产品
冷却系统:模具本身就是一个大的冷却系统。 为了更好的冷却,通常在模具上加工出一组或 者几组水路。冷却水路距离产品一般两倍的水 路直径。冷却水不一定都是冷水,看模温来定, 也可以是100度的水,有的时候需要用热油冷却。
注塑模具介绍-排气系统
排气槽
排气系统:各个零件之间的配合间隙就是模具的排气系统, 当这些间隙不能满足要求时,就需要额外加排气槽排气,如 上图所示排气槽。有时,需要在模具的特殊位置用烧结金属 (蜂窝煤式金属合金)制作排气入子。
双色模
双色模是在一台成型机上通过旋转,平移 公模部分,与不同的母模部分合模成型, 成型机分别注射同一材质不同颜色或者不 同材质的塑料,从而成型出多样性的产品。
双色模具也可以看成是一套普通模具外加 一套嵌件模。
两种颜色模具一般都是两套母模仁,一套 公模仁。
双色模
双色模的优点:
双色模可以成型不只两种不同的塑料,可为多 色。
热流道
热流道模具的变形:可以将热嘴进到冷流道上,转换成热 转冷模式,热流道可以将顶出系统设置在母模侧,也就是 倒装模具(双色模中比较常用)。
《注塑模具基本结构》PPT课件
33 2021/3/4
(1)热流道注射模工作原理
动画文件夹\注射模 分类讲解\热流道注 射模工作原理.swf
34 2021/3/4
(2)热流道注射模特点
压力损失小,可低压注射,同时有利于压力传 递、提高塑件质量; 有利于实现自动化生产,提高生产率、降低成本。 基本上实现了无废料加工,节约塑料原料;
27
应用范围:
主要用于当塑件侧面凹槽或孔较浅, 所需抽拔距不大,但成型面积较大 的场合。
特点:抽芯距较短,抽芯力较大。
28 2021/3/4
5.带活动镶件注射模
动画文件夹\注射模分 类讲解\带活动镶嵌件 注射模.swf
模具上设有活动的 型芯、螺纹型芯。
29 2021/3/4
带活动镶件注射模
有些塑件有更特殊的要求,如模具上需要设置螺纹型芯或螺 纹型环等时,在型腔的局部设置活动镶件。 开模时,这些活动镶件不能简单地沿开模方向与塑件分离, 而是必须在塑件脱模时连同塑件一起移出模外,然后通过手 工或专门的工具将它与塑件分离,在下一次合模注射之前, 再重新将其放入模内。
动画文件夹\双分型面 注射模\双分型面注射 模工作过程.swf
20 2021/3/4
(2)双分型面注射积较小,塑件 的外观好,并且有利于自动化生产; 2)双分型面的注射模结构复杂,成本较高,模具 的重量增大; 3)双分型面注射模一般用于中、小型塑件或流动 性较好的塑料成型。
带动活动型芯作侧向移动(抽拔与复位)的整个机构称为侧分型与 抽芯机构,简称侧抽芯机构。
8 2021/3/4
侧分型与抽芯机构
动画文件夹\ 斜导柱分型与 抽芯机构运动 分析.swf
2021/3/4
带动型芯滑块侧向移动的整个
注塑模具经典结构动画演示 ppt课件

下一页
PPT课件
73
压缩模加压方向的选择_便于塑料流动
上一页
下一页
PPT课件
74
直角式自动脱螺纹注射模
上一页
下一页
PPT课件
75
挤出成型[示意图]
上一页
下一页
PPT课件
76
螺杆式塑化部件结构原Hale Waihona Puke [示意图]上一页下一页
PPT课件
77
柱塞式塑化部件结构原理[示意图]
上一页
下一页
PPT课件
78
斜导柱侧抽芯运动
注塑模具经典结构动画演示
PPT课件
1
二级推出机构
上一页
下一页
PPT课件
2
可折叠型芯_三维
上一页
下一页
PPT课件
3
可折叠型芯_平面
上一页
下一页
PPT课件
4
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
5
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
6
侧向分型与抽芯机构_滑块
上一页
下一页
PPT课件
上一页
下一页
10
PPT课件
2
侧向分型与抽芯机构_滑块_定位装置_6
上一页
下一页
PPT课件
28
单推板二次脱模机构_斜导柱-滑块式
上一页
下一页
PPT课件
29
弹簧先复位机构
上一页
下一页
PPT课件
30
定模设置推出机构的注射模 [示意图]
上一页
下一页
PPT课件
31
分型面 垂直分型面
《注塑模具结构动画演示》PPT课件

上一页
下一页
15
滑块脱模_外螺纹
上一页
下一页
16
推板推出
上一页
下一页
17
推杆推出_加强筋
上一页
下一页
18
推杆推出_斜面
上一页
下一页
19
推杆顶出
上一页
下一页
20
推杆推出
上一页
下一页
21
推杆推出
上一页
下一页
22
延迟推出
上一页
下一页
23
圆锥杆顶出
上一页
下一页
24
主流道的顶出形式
上一页
下一页
上一页
下一页
59
推管主型芯固定于动模型芯固定板的形式
上一页
下一页
60
推块脱模机构形式
上一页
下一页
61
推块脱模机构形式
上一页
下一页
62
镶拼式侧隙引气
上一页
下一页
63
镶拼式侧隙引气
上一页
下一页
64
镶拼式侧隙引气
上一页
下一页
65
斜面镶条定位形式 [示意图]
上一页
下一页
66
压缩空气配合推板脱模
注塑模具结构动画演示
(Suitable for teaching courseware and reports)
注塑模具经典结构动画演示
二级推出机构
上一页
下一页
3
可折叠型芯_三维
上一页
下一页
4
可折叠型芯_平面
上一页
下一页
5
侧向分型与抽芯机构_滑块
上一页
下一页
注塑模具结构图示课件PPT
❖ 4、脱模机构
❖ 实现塑件和浇注系统脱模的装置,其结构形式很 多,最常用的有顶杆、顶管、顶板及气动顶出等 脱模机构,一般由顶杆、复位杆、弹弓、顶杆固 定板、顶板(顶环)及顶板导柱/导套等组成。
❖ 5、抽芯机构
❖ 对于有侧孔或侧凹的塑件,在被顶出脱模之前, 必须先进行侧向抽芯或分开滑块(侧向分型),方能 顺利脱模。
实现塑件和浇注系统脱模的装置其结构形式很多最常用的有顶杆顶管顶板及气动顶出等脱模机构一般由顶杆复位杆弹弓顶杆固定板顶板顶环及顶板导柱对于有侧孔或侧凹的塑件在被顶出脱模之前必须先进行侧向抽芯或分开滑块方能顺利脱模
本次专题讲座的目的
❖ 1、了解塑胶模具的结构
注塑模具的定义
❖ 塑料注射成型所用的模具称为注塑成型模具, 简称注塑模。注塑模能一次成型外形复杂、尺 寸精确高或带有嵌件的塑料制品。
C、斜导柱模具(边浇口、推板顶出) 结构图
胶件顶出图
D、绞牙抽芯模具(直浇口) 结构图
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具内通道称为浇注系统主流道、浇口及冷料井
等组成。
• (3)导向机构
• 为了确保动、定模之间的正确导向与定位,通
常在动、定模部分采用导柱、导套或在动、定模
部分设置互相吻合的内外锥面导向。
.
3
• (4)侧向抽芯机构
• 塑件上的侧向如有凹、凸形状的孔或凸
台,这就需要有侧向的凹、凸模或型芯来
成型。在塑件被推出之前,必须先拔出侧
.
30Байду номын сангаас
4.2.2 标准模架结构
• 1.大水口模架
• 总共有4种型式:A型、B型、c型、D型,如
图4—1所示:为使图纸简洁,模架图省略 剖面线。在国外很多模具装配图都不画剖 面线。 为更清楚的了解模架结构,此处列 出了大水口A,D,C三种类型的三维结构, 如图
.
31
.
32
.
33
2.小水口模架
• 小水口模架就是指采用点浇口的模具
.
42
.
43
• 若进料方式选用其他浇口形式(图中为直饶
口),则可选用大水口模架的A,B,C,D
• 形式,设计的模具大致结构如图所示(B形
冷却水道,当塑料充满型腔并经一定的保
压时间后,水道通以循环冷水对模具进行
冷却。
• 另外,一些塑料成型时对模具有一定的
温度要求模具内部或四周安装加热组件。
大部分的热塑性塑料成型时需对模具进行
冷却。
.
5
2.2 单分型面注塑接具
.
6
.
7
.
8
2.3 双分型面注塑接具
• 双分型面注塑模具具有两个分型面,如
所选用的模架,总共有8种型式:DA型、 DB型、DC型、DD型、EA型、EB型、EL型、 ED则.其中以D字母开头的4种型式适用于 自动断浇口模具的模架,如图4—3所示。
.
34
.
35
.
36
.
37
.
38
4.2.3 各种形式及大小的模架明 细单
• 本书模架明细单摘录了深圳南方模具厂的
模架订购本中的一部分,由于篇幅有限, 摘录的各大小模架尺寸规格间隔较大,实 际上是很细的,主要目的是使读者了解模 架的供货状况。另外,为学生进行模具课 程设计’提供模架选择资料,而不是作为 具体资料介绍给读者。标准模架图例详见 本书附录B。
构。侧向抽芯机构种类很多,最常见的有
斜导柱侧向拙芯机构,其结构与工作原理
如图所示。
• 斜导柱抽芯注塑模具可以分为:斜导柱
在动模、滑块在定模;滑块在动模、斜导
柱在定模;斜导柱和滑块同在定模;斜导
柱和滑块同在动模四.种结构形式。
16
2.4.1 斜导柱在定模、滑块在动 模的结构
.
17
2.4.2 斜导柱在动模、滑块在定 模的结构
正确地选用。读者在工作中选购模架及其
他标准件时,应向有关厂家索取详细的供
货资料。
.
29
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口
模架和小水口模架两大类,香港地区将浇 口称为水口,大水口模架指采用除点浇口 外的其他浇口形式的模具(二板式模具)所选 用的模架,小水口模架指进料口采用点浇 口模具(三板式模具)所选用的模架。
• 两次分型的结构形式有很多,除了上述的
弹簧定距拉板式外,还有许多其他形式, 如定距导柱式、拉沟式、定距拉杆式等。
.
12
.
13
.
14
.
15
2.4 斜导柱侧向抽芯注塑模具
• 当塑件侧壁有通孔、凹穴、凸台等时,
其成型零件就必须做成可侧向移动的,否
则,塑件无法脱模。带动型芯侧向移动的
整个机构称为侧向抽芯机构或横向抽芯机
现在,厂家设计制造出一套中等复杂程度
的泞
.
28
• 模具标难件在不同的国家和地区有小小
的差别,主要是在品种和名称上有区别,
但所具有的结构基本上是一样的。
• 本章介绍的模具标被是流行于广东珠江
三角洲地区的港台标准,与国家的标准结
构基本上是一样的,在型号命名及品种分
类上有些不同。本章的目的是使读者熟悉
可供选购的模架及其他零部件的结构并能
图所示。标有A--A符号处为第一次分型面,
B—B符号处为第二次分型面。第一次分型
的目的是拉出浇道的凝料,第二次分型拉
断进料口使浇道的凝料与塑件分离,从而
顶出的塑件不需要再进行去除浇道凝料的
处理。
• 双分型面注塑模具常用于点浇口进料的
单型腔或多型腔模具。点浇口直径通常为
1mm左右。
.
9
.
10
.
11
向凸模或抽出侧向型芯,然后方能顺利脱
出。使侧向凸模或侧向型芯移动的机构称
为侧向抽芯机构。
• (5)顶出机构
• 顶出机构是指模具分型以后将塑件顶出
的装置(又称脱模机构)杆、复位杆、顶杆固
.
4
• (6)冷却和加热系统
• 为了使熔融塑料在模具型腔内尽快固化
成型,提高生产效率,一些塑料成型时必
须对模具进行冷却,通常是在模具上开设
• 根据模具上各个部件所起的作用,注塑
模具可分为以下几个部分。
.
1
.
2
• (1)成型部分
• 成型部分是由构成塑件形状的模具型腔组成的,
它由模具的动、定模有关部分组成通常是由凸模
(成型塑件内部形状)、凹模(成型塑件外部形状)、
型芯、嵌件和镶块等组成
• (2)浇注系统
• 熔融塑料从注塑机喷嘴进入模具型腔所流经的
2.1.2 注塑模具的结构组成
• 在介绍各种注塑模具结构之前,先对注
塑模具结构做概括性的说明。
• 注塑模具分为动模和定模两大部分,定
模部分安装在注塑机的固定座板上,动模
部分安装在注塑机的移动座板上。注塑时,
动.定模两大部分闭合.塑料经喷嘴进入
模具型腔。开模时,动、定模两大部分分
离,然后顶出机构动作,从而推出塑件。
.
39
4.2.4 其他形式的模架
.
40
4.3 注塑模具标准模架的选用
• 模架的选用与塑件的尺寸大小、形状及模
具设计师的设计风格以及模具制造所具有 的生产设备有关。此处以图4—7所示的具 体的塑料件为例,来说明怎样选用模架。
.
41
• 若浇注系统采用点浇口进料,手动脱落浇
口则可选择小水口的EA,EB,EC,ED型号 模架,模架尺寸的大小及各板的厚度都可 以根据塑件的尺寸自己选定,根据所选个 同类型的模架,设计的模具结构大致如图 4—8所示,由于图形较简单,省略了剖面 线。
.
18
.
19
.
20
.
21
.
22
.
23
.
24
.
25
.
26
.
27
第4章 注塑模县的标准零部件
• 4.1 概述
• 前面已经提到:模具设计主要是形成产品
外形的凹、凸模零件以及开模和脱模方式
• 的设计,模具上的大部分零部件可以直接
选购由专门厂家生产的标准件,尤其是模
架的直
• 接选购,大大节约了模具制造时间和费用。