TOP GP工艺与工作站
TIPTOP系统

编辑本段TIPTOP ERP系统TOP GP ERP是以大型集团化企业为主要客户对象的ERP解决方案,并以“集团统筹、全球掌控”为核心理念。
迄今已经协助数千家企业信息化实施,其范围覆盖快速成长型企业、大中规模的成熟型企业、集团化经营企业和全球化经营等多种企业形态;并提供完整可行的全方位解决方案,有效串连企业间数字应用,让企业轻松跃上全球运作、协同管理。
不仅是一套各种模组集合而成的套装软体,更深层的涵义代表的是一套企业营运制度与管理模式的最佳实务,也是企业最基本的e化起点,想要成功的导入ERP,所需要的不仅仅是相关软体、硬体设备的支出,更重要的是,企业本身必须配合其组织目标及对IT技术的应用现况齐头并进,才能达到更佳的成效。
ERP市场既已达到成熟的阶段,ERP也早已成为企业不可获缺的竞争起点,企业在制定其IT策略,评估是否导入ERP,也不仅是单面向的考虑产品功能,而是更重视ERP导入的风险、产生的效益、整合系统的需求以及服务厂商的选择;而从企业内部的管理到企业间的商务协同运作,也发现不同产业所强调的经营特性反映在系统需求上各不相同,因此开始从ERP逐步建构各阶段的企业资讯蓝图,亦即ERPII的范畴。
制程与工作站管理模组特色提供多制程功能:主 / 副制程共用制程提供各制程人工与机器的时间:设置 / 生产弹性设定制程:委外 / PQC / Check in / Check in Hold /Check out Hold 制程作业:移转报工 / 当站下线 / Bonus / 重工 / PQC / 制程委外 / 品质异常处理 / 盤点严谨的 WIP 量投入转出管制提供完整制程数量查询生产管理模组特色工单型态:一般 / 委外 / 重工 / 拆件 / 预测 / 试产工单用料:材料预控、用料模拟、替代料处理、欠料管理工单发放:优先顺序、派工建议、多重发放工单发料:成套发料、合并发料、工单挪料、超领、欠料补料、Backflush 工单进度:工单状况、订单查询、作业进度追踪工单入库:FQC、下阶 / 本阶报废、投入产出管制工单结案:效率分析、用料分析、重新开启大陆来料加工厂之管理资讯物料需求管理(MRP)模组特色具多版本MRP模拟功能及差异分析比较提供多工厂MRP 可选择使用净变式 ( Net Change ) 或者再生式 ( Regeneration ) 物料需求模拟提供潜在呆滞分析,以降低存货成本金额化的物料需求计画,以利资金管理可追溯需求来源,反应最终产品之影响可选择提供取代料 ( 新旧料 ) 及替代料 ( 主副料 ) 处理建议存货管理模组特色仓库的弹性规划与管理:多工厂 / 多仓库 / 多储位 / 多批号 / 多单位的换算/多单位管理库存异动单别设定:使用者 / 进出仓库设限库存异动追踪稽核 ( Bin Card ) 库存异常检核:安全库存过高或不足、过去及未来呆滞料分析、存货周转率计算、有效期限管制仓库存货盤点及在制品盤点 ( WIP ) 工厂 & 仓库间调拨 / 同业间借料和还料库存的静态资讯及动态资讯查询三种成本资料:标准、预设、现时产品结构管理(BOM)模组特色产品结构:一般 / 虚拟 / 选配 / 计划提供工程 BOM 、特性BOM及保税 BOM 选配 BOM 自动编码 AVL ( Approved Vendor List ) 产品结构与制程结合:作业编号 / 投料时距 / 消耗料件多版本产品结构工程变更管理:ECR & ECN 取代料 ( Running Change ) 及替代料 ( Substitution ) 插件位置管理 ( SMT ) 用料比对分析:共用料 / 差异料分析产品成本的模拟:实际成本 / 标准成本 / 预设成本 / 最近进价 / 币别 / 汇率模具管理模组开发执行单可设定每套模具专用 BOM 加工需求单可视情况增加或变更加工项目模具规格到试模完成前 , 一直再设变 , 所以用料及工时方便收集多套模具委外生产 , 可汇总一张加工通知单完工後 , 由系统自动结转产生异动单据成本系统计算每套模具成本票据资金管理模组特色结合应收帐款及应付帐款管理多币别处理及汇兑损益处理票况管理及异动记录银行媒体自动调节同时提供会计帐及出纳帐现金变动设定及变动明细融资管理 / 外汇买卖 / 定存单多次质押集团资金模拟、集团资金调度提供资金预估报表:公司别 / 银行别 / 多币别配销管理模组特色完整的国内销售及国外销售处理流程订单类别:一般 / 换货 / 出至境外 / 境外仓出货 / BU 间销售多角贸易处理 ( 两岸三地贸易 ) 选配件处理 ( Optional ) 处理 CTO ( Configure To Order ) 的订单交易型态 CKD ( 多阶 ) & SKD ( 单阶 ) 销售处理及成品替代出货客户区分:销售客户、送货客户、发票客户、收款客户信用管制:严谨,完整,弹性价格策略、产品序号管理及出货客户验收管理帐款分段:订金 / 交货 / 尾款 ( 三段收款 ) 全球接单、多厂区分配生产及产销资讯整合整合条码机制强大的後端分析,因应频繁的销售活动完整的管销损益分析。
ERP实施计划-甘特图(详细)

6系统教育
训练
咨询顾问
上机仿真员标准作业流程图
备注:
1. 若需法定假日到厂辅导者, 辅导时数一律以二倍计算。
2. 此分时程表中的日期计划不是最终的定案日,此分为初步的时程表. 再以负责顾问及客户的实际情况来调整。
3. DIGIWIN提供技术移转课程,每月安排一次,每次四周,如有需求,请及时通知DIGIWIN顾问。
4、具体模块的辅导次序,可以视公司 的具体情况进行协商
5、* 表示需公司 内部自行监督执行的项目
附:进度会议、报告要求:
1.每月26日举行项目进程检核会议,参加会议人员包括DIGIWIN顾问团队成员,公司 信息部ERP项目团队成员,公司 各相关2.根据项目进展情况和实际状况,不定期举行项目专项会议,参加会议人员包括DIGIWIN顾问团队成员,公司 信息部ERP项3.DIGIWIN顾问团队将于每周五向公司 提交阶段性项目实施工作报告,总结前期工作,并对下期工作安排做进一步明确。
TIPTOP GP系统实施进程表
司 &DIGIWIN)
客户的实际情况来调整。
GIWIN顾问。
司 信息部ERP项目团队成员,公司 各相关业务部门主管;
WIN顾问团队成员,公司 信息部ERP项目团队成员以及所涉及到的相关部门主管及KU;作,并对下期工作安排做进一步明确。
top-con工艺路线详解
top-con工艺路线详解
Top-con工艺路线是一种用于生产半导体设备的工艺路线。
它
是由Top-con公司开发的,被广泛应用于电子产品制造领域。
Top-con工艺路线的主要步骤如下:
1. 制备晶圆:首先,使用晶体生长技术,将高纯度的硅材料熔化并冷却,形成硅晶圆。
然后,通过机械和化学处理,将硅晶圆的表面平整并去除污染物。
2. 晶圆清洁:将硅晶圆放入清洗台中,使用多个步骤进行清洁,以去除表面的杂质和污染。
3. 杂质控制:在晶圆表面涂覆一层控制杂质的薄膜,以确保后续步骤中的杂质浓度符合要求。
4. 光刻:在晶圆表面涂覆光刻胶,并使用光刻机将图案投影到光刻胶上。
然后,通过暴露、显影和清洗等步骤,将图案转移到晶圆上。
5. 制备电路结构:在晶圆表面通过物理或化学方法建立电流、电荷和导体等电路结构。
6. 金属沉积:使用化学气相沉积(CVD)或物理气相沉积(PVD)技术,在晶圆表面沉积金属层。
这些金属层通常用
于电路的连接和接触。
7. 线路定义:使用刻蚀或化学机械抛光等方法,将不需要的金属层和杂质去除,从而定义出电路的线路。
8. 封装和测试:将晶圆切割成单个芯片,并进行封装以保护芯片。
然后,进行电性能测试和可行性测试,确保芯片的质量和功能符合要求。
总结来说,Top-con工艺路线主要包括晶圆制备、光刻、杂质控制、电路结构、金属沉积、线路定义、封装和测试等步骤。
每个步骤都有相应的工艺设备和技术要求,以确保生产出高质量的半导体设备。
AQC_品质管理

检验等级划分
TIPTOP系统中提供了多种检验等级的划分: 按照检验程度分为:正常检验、加严检验、减量检验 按照检验水准分为:一般检验、特殊检验 按照检验级数分为:1、2、3、4 四个级别 可以看出,每个物料都有24个检验等级,可以完全满 足企业针对物料的检验要求 而且,在TIPTOP系统中,每个物料都可以按照供应商 来分别设置独自的检验等级
时 ,以大本的字样号本对字应的抽验量 号为准 抽验
根 据 AQL 和 样 本 字 号 等信息查找出本次抽 验的接受数量和拒绝 数量
实例 供应商送来一批4000PCS的零件,协定的 A Q L = 0 . 0 1 % , 抽 样 方 法 采 用 GB/T2828 ( MIL-STD105E),该零件设置的检验程度是正常检验,检验水准 是一般检验,检验级数是1
1、根据送检批量到“一般检验水准样本代码”中查询到样本字号“J”,以及抽样量
2、根据样本字号和AQL到“单次抽样计划资料”中查询接受数量和拒绝数量
3、可以看出,本次检验抽检80PCS,接受数量=0,拒绝数量=1 即, 当出现1个不合格品时即判定不合格
4
C=0 C=0是对质量要求非常严格的抽验方式,这种抽样方式 不允许出现不合格品,否则就判定整批不合格。 一般来说,企业针对CR类致命缺陷采用C=0抽验方 式,即出现重大缺陷即认定为整批不合格。
置
检验项目设置
系统提供三种方式设置检验项目,分别是 按照材料类型、按照料件、按照站别料件。
1、按照材料类型
根据材料的技术性能、技术指标、外观等质量特性以区分材料的类别。 一般来说,同一材料类型的原料具有基本相同的检验项目。 例如:电子零件类、塑胶类、五金类、包材类等
2、按照料件
同一材料类型的原料虽然具有基本相同的检验项目,但个别料件仍有独 特的检验项目,可以专门针对该料件进行设置检验项目。
U9 .vs. SAP, Oracle, NC, TIPTOP

0 31,400,000 38,000,000 6,600,000
鼎新
18,000,000 2,400,000
0 20,400,000 25,000,000 4,600,000
製北
12,000,000 2,000,000
0 14,000,000 15,000,000 1,000,000
台北 6,000,000 1,000,000 1,000,000 8,000,000 8,000,000
台中 3,000,000 200,000
0 3,200,000
0 -3,200,000
台南 1,500,000 100,000
0 1,600,000
0 -1,600,000
高雄 1,500,000 100,000
0 1,600,000
0 -1,600,000
神州數碼
10,000,000 1,000,000
• 模式二:客户直接提供 客户提供销售预测给总部,总部再依客户产品
分配到各生产点,做未来生产的依据 产业:一般制造业
预测模式(1)-由下往上的汇整
预测汇总
总部 目标调整
华南 区域总部
华东
区域总部
预测调整
东莞 分公司
厦门 分公司
上海 分公司
生产分配
东莞厂
苏州厂
预测模式(2)-客户直接提供
美国客户 台湾客户
集团销售预测 产生
集团销售预测
By组织层级,预测料件
集团销售目标 调整分配
上层组织
集团 销售预测调整 集团预测目标 展开
总部
集团销售目标 金额修改
集团预测目标 展开
By组织层级
集团销售预测 vs.目标
MPS管理系统

TIPTOPGP教育训练课程
工艺与工作站
讲 师: 鼎捷软件股份有限公司 TIPTOP咨询部
让 ERP 在中国普遍成功
课程大纲
预估时间
1.工艺与工作站基本概念 5分钟
2.工艺与工作站流程介绍 10分钟
3.系统特色介绍
5分钟
4.工艺与其他系统的关联 5分钟
5.工艺管理与工单管理的不同 5分钟
6.工艺与工作站基本资料说明 5分钟
留置原因 维护
aeci030
型态 判别
Y
厂内∕厂外加工成本维护 aeci602
作业数据 描述说明维护
aeci625
产品制程数据维护 aeci100
产品制程 单元数据维护
aeci102
制程资料 作业说明维护
aeci612
制程资料 维护
aeci610
工单制程 追踪维护 aeci700
料件基本数据 生管数据维护
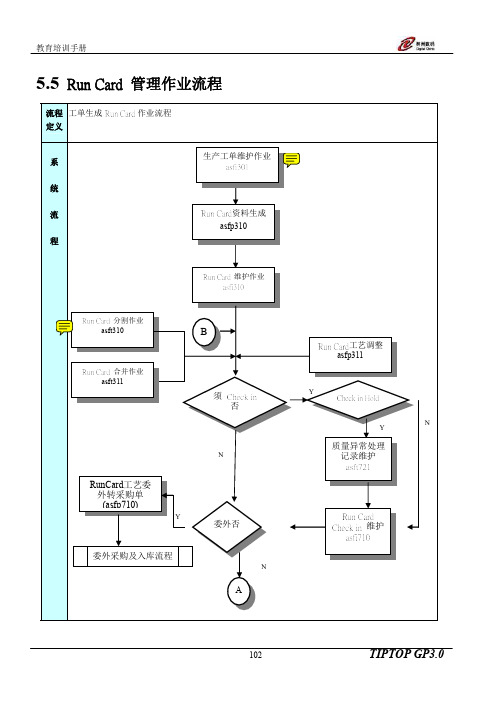
(8.7)、Run Card 分割作业(asft310)
(8.8)、Run Card完工入库维护作业(asft623)
九、报表及查询
提供完整制程数量状态查询 ➢ 良品转入/重工转入 ➢ 良品转出/重工转出 ➢ 当站报废/当站下线/Bonus量 ➢ 委外加工量/委外完工量 ➢ Check in 量/盘点量/WIP量
7.工艺与工作站日常作业 15分钟
8.Run Card管理作业
10分钟
9.报表及查询
10分钟
10.测验及问卷
一、工艺与工作站基本概念
工艺与工作站管理系统 : 详细记录制造或组合完成
某一成品或半成品所需经过的一连串作业程序,
例如制作O-RING的过程如下:
1.压出 2.初检 3.手工 4.品检 5.加硫 6.包装 O-RING(成品)
ERP实施计划-甘特图(详细)

---------------------------------------------------------------最新资料推荐------------------------------------------------------ERP实施计划-甘特图(详细)TIPTOP GP系统上线系统:系统管理、料件管理、库存管理、产品结构、采购管理、销售管理、生产管理、模具管理、MRP 计划管理、工艺管理、质量管理、成本会计系统、会计总账、应收账款管理、应付账款管理、票据资金、固定资产负责人工作大纲参与者产出文件系统规划范围标次序作业项目志1系统上线进度拟定规划TIPTOP GP ERP项目小组组织结构顾问师 TIPTOP GP ERP项目作业 MIS人员程序沟通与宣导 TIPTOP GP ERP项目阶段上线时程安排各部门主管信息化相关人员 ERP系统上线进度项目顾问师计划表 MIS人员2项目实施组织机构项目上线进度计划,拟定上表项目经理;各部 KICK OFF 线目标,树立客户信心,明系统上线进度计划项目经理门主管;项目实确职责分工,获取客户高层 (启动大会) 表施小组成员领导的认可与支持。
KICK OFF会议议程数据库系统安装、测试、检项目经理;服务器与网络环境系统安装/ 查,应用系统安装、测试、技术顾问DIGIWIN服务人安装完毕,设备运检查,数据备份策略规划与测试员行正常实现。
Oracle DBA 课程DIGIWIN BDL –环境Overview标准程 MIS人员序单档程序双档程序查询程序报表程序 MIS人员上课地点:鼎捷软 DIGIWIN服务人件技术移转手员(技术移转课册程专业讲师)34技术移转5现行应用系统运作状况了解针对公司现行ERP1/ 15系统运作现行系统运作方式项目经理项目实咨询顾问状况进行了解,并与与主要流程(公司施小组成员 TIPTOP GP系统进行比对。
提供)各部门KEY 系统基本操作练习、料件管 USER 理模块项目顾问师 MIS人员培训文档受训人员指派建议表(DIGIWIN建议)产品结构模块培训文档 R&D、生管人员受训人员指派建议项目顾问师表(DIGIWIN建 MIS人员议)---------------------------------------------------------------最新资料推荐------------------------------------------------------ 库存管理模块仓管人员稽核/会计人员项目顾问师 MIS人员请购/采购人员质量部门人员稽核/会计人员项目顾问师 MIS人员生管/物管人员质量部门人员项目顾问师 MIS人员销售人员稽核/会计人员项目顾问师 MIS人员质量部门人员项目顾问师 MIS人员销售人员、物控人员项目顾问师 MIS人员培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN 建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)培训文档受训人员指派建议表(DIGIWIN建议)采购管理模块生产管理模块销售管理模块6系统教育咨询顾问质量管理模块训练 IQC/PQC/FQC/OQCMRP计划模块生产管理、工艺与工作站、项目顾问师模具管理 MIS人员应付管理模块财务人员项目顾问师 MIS人员财务人员应收管理模块、票据资金管项目顾问师理模块 MIS人员财务人员会计总账模块、固定资产管项目顾问师理模块 MIS人员3/ 15成本管理模块财务人员项目顾问师 MIS人员培训文档受训人员指派建议表(DIGIWIN建议)各部门相关模块MIS人员部门KEY MAN / 系统操作手册 KEY USER项目负责人料件、产品结构系统作业流项目实施小组成现有作业流程图程模拟员项目负责人销售管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人 APS计划排程作业流程模拟项目实施小组成现有作业流程图员项目负责人库存管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人生产管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人模具生产管理系统作业流程项目实施小组成现有作业流程图项目经理模拟员基本操作项目实施练习项目负责人小组成员采购管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人质量管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人应收应付帐款系统作业流程项目实施小组成现有作业流程图模拟员项目负责人票据管理系统作业流程模拟项目实施小组成现有作业流程图员项目负责人固定资产管理系统作业流程项目实施小组成现有作业流程图模拟员项目负责人会计总帐管理系统作业流程项目实施小组成现有作业流程图模拟员7---------------------------------------------------------------最新资料推荐------------------------------------------------------ 项目负责人现有作业流程图成本会计系统作业流程模拟项目实施小组成会计科目架构确定员 8 作业流程拟定业务蓝图汇报项目经理项目负责人向企业高层及项目组做最终公司业务蓝图文项目实施项目实施小组成业务蓝图件小组成员员项目经理项目实施最终版SOP敲定小组成员项目经理现有差异分析报告项目负责人项目实施小组成公司 SOP文件员业务部门主管项目阶段性报告项目实施小组成 (DIGIWIN) 员项目实施小组成员(DIGIWIN服务人员)910 进度报告系统差异 11 分析及修改咨询顾问系统差异分析料件基本资料搜集整理库存基本资料搜集整理产品结构基本数据搜集整理采购管理基本资料搜集整理销售管理基本资料搜集整理生产管理基本数据搜集整理*各项基本数据搜集 12 整理及转档资料讨论项目实施小组成模具管理基本数据搜集整理客户相关员业务部门 APS计划排程基础数据整理部门Key User 主管成本会计基本数据搜集整理实际作业User MIS人员品管基础数据搜集整理会计总账基本资料搜集整理应收应付帐款基本资料搜集整理票据资金基本数据搜集整理固定资产基本资料搜集整理项目实施小组成各项基本各项基本数据输入及数据导员基础数据清单 13 数据输入/ 咨询顾问入文件部门Key User / 数据导入程序导入 MIS人员执行料件系统作业流程仿真库存系统作业流程仿真产品结构系统作业流程仿真采购管理系统作业流程仿真销售管理系统作业流程仿真生产管理系统作业流程仿真 14 作5/ 15业流程上机仿真咨询顾问模具管理系统作业流程仿真项目实施小组成基础数据清单标准作业流程图 APS计划排程作业流程仿真员---------------------------------------------------------------最新资料推荐------------------------------------------------------ 14作业流程上机仿真咨询顾问品管系统作业流程仿真成本计算系统作业流程仿真会计总账系统作业仿真应收应付账款系统作业仿真票据资金系统作业仿真固定资产系统作业仿真料件基本资料余额验收库存基本资料余额验收产品结构基本资料余额验收生产管理基本资料余额验收项目实施小组成基础数据清单员标准作业流程图*15各项余额资料验收项目实施小组成模具管理基本资料余额验收员公司相采购管理基本资料余额验收部门Key User 关业务部实际作业User 门主管销售管理基本资料余额验收 MIS人员总帐会计基本资料余额验收项目顾问师应收应付帐款基本资料余额验收票据管理基本资料余额验收成本会计基本资料余额验收库存,财务,成本起初余额,未结案的客户订单,采购订单,在制工单信息。
MPS管理系统

TIPTOP 使用手冊MPS管理系統使用手冊 (USER MANUAL)目 錄一 產品介紹1.1 前言....................................................... 1-1 1.2 目的....................................................... 1-2 1.3 系統介面................................................... 1-3 1.4 系統架構表................................................. 1-4二 系統簡介2.1 程式總覽................................................... 2-1-1 2.2 檔案總覽................................................... 2-2三 參數說明....................................................... 3-1四 參數設定MPS系統參數設定(amss010).................................. 4-1五 建檔作業時距資料維護作業(amsi102).................................. 5-1 MPS 模擬PLM/PLP調整作業(amsi510).......................... 5-3 資源項目維護作業(amsi601).................................. 5-5 每日資源維護作業(amsi610).................................. 5-7 工單日期調整作業(amsi620).................................. 5-9目 錄六 查詢作業MPS 模擬彙總查詢(amsq500)................................. 6-1MPS 模擬彙總供需查詢(amsq501)............................. 6-3 QR(Quick Response)查詢(amsq502)............................ 6-5 MPS 模擬明細查詢(amsq510)................................. 6-7MPS 版本記錄查詢(amsq520)................................. 6-9MPS 執行Log查詢(amsq530).................................. 6-10MPS 訂單異動Log資料查詢(amsq600).......................... 6-11 資源耗用明細查詢(amsq610).................................. 6-12七 報表作業MPS 模擬彙總表(amsr500)................................... 7-1MPS 模擬明細表(amsr510)................................... 7-3MPS 模擬明細表(二)(amsr512)................................ 7-5MPS 請採購資料調整明細表(amsr513)......................... 7-7MPS 採購/工單建議表(依料號)列印(amsr520)................... 7-9MPS 採購/工單建議表(行動日)列印(amsr522)................... 7-11MPS 交期調整表(amsr530)................................... 7-12MPS 交期取消表(amsr540)................................... 7-13 資源別產能負荷分析表(amsr610).............................. 7-14 資源別產能負荷明細表(amsr611).............................. 7-15 MPS 呆滯料報表(amsr800)................................... 7-16MPS 庫存預測報表(amsr810)................................. 7-18八 處理作業主排程執行計劃作業(amsp500)................................. 8-1 MPS 工單產生作業(amsp520).................................. 8-5 每日資源產生作業(amsp610)................................... 8-6 粗略產能規劃作業(amsp620)................................... 8-8 MPS 計劃工單產生作業(amsp630).............................. 8-10TIPTOP 使用手冊1.1 前言TIPTOP在主生產排程是希望透過電腦MPS的計算再加上粗略產能(R.C.C.P) 的考量,以達到合理性的物料規劃與瓶頸產能資源相互配合,另外最終目標 希望能透過電腦化輔助,而達到QR(Quick Response) ,加以提高企業的競爭力。
TIPTOP GP5.30-制程与工作站管理
工单制程 明细数据维护 aeci710 工单check in asft710
NO
转嫁效率数据 asft710
当站下线维护 asft700
工单转出 asft700
制程PQC aqct650 Hold release asft720 工单完工入库 asft620
工单制程 数量状态查询 aecq700 制程移转下站
TA143046801 506170602600R-A说明书(312P) 106000132 157G紫兴双面铜版纸 工艺段:封面 102000112 70G晨鸣云镜全木浆双胶纸 工艺段:内文一 102000112 70G晨鸣云镜全木浆双胶纸 工艺段:内文一
19-J224B C/RVL-USZ-1 说明书周转箱
产品工艺(说明书)
*工艺段:工序的集合,主要功能是体现工序集间关系, 没有任何属性,不能报工。 *工序:一个工艺段内作业的先后顺序,具有多种属性,可报工。
制程具有分段发料功能 A产品制程
射出 发料 B C
检包
印刷 发料 D
喷漆 发料 E
包装
于BOM 定义 下阶备料属于 何作业编号
13
***提供完整制程数量状态查询 良品转入/重工转入 良品转出/重工转出 当站报废/当站下线/Bonus量 委外加工量/委外完工量 Check in 量/盘点量/WIP量
18
A
委外制程转采购单 asfp700
委外采购单 apmt590 委外收货 apmt200
yes 检验否 no
生产日报表 asft700 委外入库单 apmt730 Card 管理流程图
工单维护 asfi301 工单制程追踪维护 aeci700 工单制程 明细数据维护 aeci710
TOP GP介绍PDF

物料 采购单号
供应商
采购执行状况 物料 预计交货日 采购数量 已交数量
进货单号 物料
验收数量 待验数量
工单单号 订单单号
产品 客户
采购发票 开票日期 开票金额 付款日期 付款金额
预计产量 预计开工日 生产状态 产品 预计交货日 订货数量
采购进度实时跟催,即时满足生产配套需求。
效率化采购、质量管理
不断力求改善
工应用
MIS
生产问:
有没有直觉好用的 报工工具?
TOP GP系统的技术平台
触控屏幕应用-现场报工
人性化的制程移转报工
TOP GP系统的技术平台
虚拟化,云端化布署方案
TOP GP系统的技术平台
一次开发同时满足多种设备、多种浏览器
开发端
AP
相同的代码
Theme 风格转换器
JavaScript CSS…
用0与1来表达数据与程序指令。0代表计算机内部电 流不通,1则代表通。
1stGL
(Machine Language)
TOP GP系统的技术平台 Genero全球代表用户
Kmart在美国超过1500家门市,用Four J‘s 产品建置 门市现金管理系统,目前有22,000 使用者上线使用
DHL因为运用电子商务与物流解决方案来传送文件与包裹而成为家 喻户晓的公司。DHL决定改善全球性服务,经由取代既有的服务中 心应用,改由Genero 工具发展的具前瞻性的临柜解决方案
价格条件 收款条件
估价计算 订单统计 销货预测 潜在客户 船期安排 订单追踪 产品序号 出货统计
客诉管理
产品管理
估价单 报价单 销售订单
出货 通知单 出货单 开立发票 销退作业 折让作业
电化学工作站十大品牌简介
十大品牌概述
品牌7
以高品质和良好的用户体验著称,产品在高 端市场表现优秀。
品牌8
在某些特定应用领域具有明显优势的品牌, 产品性能稳定可靠。
品牌9
技术创新能力强,不断推出新产品和技术, 引领行业发展。
品牌10
以性价比高和良好的售后服务赢得用户口碑 ,市场份额逐年增长。
品牌分布情况
国内品牌
品牌2、品牌5、品牌8
品牌四:品质保证
总结词
该品牌对产品质量严格把控,确保每一 台电化学工作站都符合高标准的质量要 求。
VS
详细描述
该品牌建立了完善的质量管理体系,从原 材料采购、生产过程到成品检验等各个环 节都进行严格的质量控制。其电化学工作 站产品通过了多项国际和国内认证,确保 了产品的可靠性和稳定性。
品牌五:客户体验至上
详细描述
该品牌拥有专业的研发团队,不断投入巨资进行技术研发和产品创新,掌握了 一系列核心技术,并获得了多项专利。其电化学工作站产品在性能、稳定性和 可靠性等方面均表现出色,得到了广大用户的高度认可。
品牌二:服务优质
总结词
该品牌注重客户体验,提供全方位、专业化的服务,确保客户在使用过程中得到及时、有效的支持。
国际品牌
品牌3、品牌6、品牌9
其他
品牌1、品牌4、品牌7、品牌10
市场占有率分析
• 排名前五的品牌占据了约70%的 市场份额,其中排名前三的品牌 占据了约50%的市场份额。国内 品牌的市场占有率逐年增长,但 与国际知名品牌相比仍有一定的 差距。
02
品牌特色与优势
品牌一:技术领先
总结词
该品牌在电化学工作站领域拥有卓越的技术实力,不断创新和突破,始终保持 行业领先地位。
7ASF-RUNCARD管理介绍
-本字段缺省为系统日期。
-本字段录入时不可小于开工日期。
-本字段值=完日期/时间 -开工日期/时间。
-标准机器生产时间(秒)。 -表示在该生产程序/作业,所需标准机器生产花费时间,其字段值,表示每一 单位所需花费机器工时多少小时去生产,且需依所属的工作站的成本计算基准, 决定为 单位/时 或 或 时/单位。 -若该生产程序/作业,所属工作站为产能类型。
-描述该工艺序之作业说明。
-上工艺转入单位。
-本工艺加工后转出之单位。 108
-default WIP 数量。 -录入时不可为零且不可大于 WIP 数量。
114
TIPTOP GP3.0
教育培训手册
5.5.6
1.主画面
1.使用本作业之目的在于将工艺中可委外的生产站自动生成采购单。 2.本作业不更新工艺上的数量,于采购单审核时才更新。
115
TIPTOP GP3.0
教育培训手册
122
TIPTOP GP3.0
教育培训手册 工艺序 移转单号
开工日期 报工日期 投入工时 员工编号 工单编号
工作站 线班别 下工艺 行序 缺点码 责任归属
-本字段祇作显示,不能直接录入或更改。
-本栏实际上应分二部份录入,第一部份(1-3码)为单别, 第二部份(5- 10)为单号,第四码固定为" - " 用以区分单别及单号,不必录入。单据之编 号不得重复,否则不予接受。 (1).单别。 -且系统为'asf',单据性质为「9.移转单」者。 (2).单号 。 -单据编号。可使用系统自动编号或由用户自行录入编号。 -若录入单别 3 码后立刻按<CR>,且在[单据性质设置档]中设置此单据为自动 编号,则会自动以[已用编号]加 1 显示,但可做更改。
AQC_品质管理(PPT74页)

品质管理系统(QC) TIPTOP咨询部
让 ERP 在中国普遍成功
课程大纲
一. 教育训练目的
5Min
二. 系统功能及效益简介 10Min
三. 纵览品管系统架构 10Min
四. 品管基础资料管理 60Min
五. 日常业务流程管理 60Min
六. 重要查询和报表
30Min
让 ERP 在中国普遍成功
C=0抽样方式直接根据送验批量和AQL等来确定抽验数 量,接受数量=0,拒绝数量=1
4 C=0检验水准样本代码维护
送验批量
可接受质量检水验平级数,抽检样验数 程度的级别,共 分为4个级别。
四、品管基础资料管理
检 验
1 材料类型检验项目AQL别设置
水 准
2 料件检验项目AQL别设置
及 3 站别检验项目AQL别设置 项
五、日常业务流程管理
1 IQC管理流程 2 FQC管理流程 3 PQC管理流程 4 仓库QC管理流程 5 OQC管理流程
2
FQC管理流程
FQC FQC:final quality control,即成品质量控制
FQC流程是指生产过程结束后的成品检验或半成 品检验,经检验员检验合格的成品方能完工入 库。
1
IQC管理流程
IQC
IQC:incoming quality control,即来料质量控 制,简称来料控制
IQC流程是指从供应商采购到货的物料须经由专业 质检人员检验合格后方能入库的流程。
参数设置
设置了这个参数后 将启用IQC管理流程
1
IQC管理流程
收货作业 apmt110/apmt200
六. 重要查询和报表
半导体gp cmp工艺

半导体gp cmp工艺英文回答:Semiconductor GP CMP (Global Planarization Chemical Mechanical Polishing) is a critical process used in the semiconductor industry to achieve planarization and remove excess material from the wafer surface. As a semiconductor engineer, I have extensive experience working with GP CMP processes and can provide insights into its requirements and operation.GP CMP involves the simultaneous application of chemical and mechanical forces to remove material from the wafer surface. The process typically starts with the application of a slurry, which contains abrasive particles suspended in a chemical solution. The slurry is spread across the wafer surface, and a polishing pad is used to apply mechanical force and facilitate material removal.One of the key requirements in GP CMP is achievinguniform planarization across the entire wafer surface. This is crucial for ensuring the proper functioning of the semiconductor devices fabricated on the wafer. To achieve this, the process must be carefully controlled, considering factors such as slurry composition, pad properties, and polishing parameters. Any variation in these factors can result in non-uniform planarization, leading to device performance issues or even failure.For example, if the slurry composition is not optimized, it may lead to uneven material removal rates across the wafer surface. This can cause dishing or erosion, where some areas of the wafer are polished more than others. Such non-uniformity can affect the electrical performance of the devices, resulting in reduced yield and reliability.Another important aspect of GP CMP is the removal of defects, such as scratches or particles, from the wafer surface. These defects can negatively impact device performance and yield. The polishing process musteffectively remove these defects without introducing new ones. This requires careful selection of slurry and padmaterials, as well as proper control of process parameters.To illustrate, let's consider an example where a wafer has a scratch on its surface. During the CMP process, the slurry and mechanical forces work together to remove the scratch and smoothen the surface. However, if the slurry particles are too abrasive or the pad is too rough, they may cause additional scratches or damage to the wafer surface. This highlights the importance of optimizing the slurry and pad properties to ensure defect-free surfaces.中文回答:半导体GP CMP(全球平坦化化学机械抛光)是半导体行业中一项关键工艺,用于实现平坦化并去除晶圆表面的多余材料。
高性能计算工作站购置技术要求

高性能计算工作站购置技术要求
2.乙方于合同签订后30天内完成供货安装调试并交付使用。
安装地点:西安石油大学理学院指定地点,所有产生费用乙方负责。
3、乙方提供的设备质保期限为3年(从安装完成经甲方验收合格之日算起),终身维护。
质保期内乙方接到甲方反映电话后,2小时内响应,24小时内派技术人员到现场,48小时解决问题,如出现超过48小时未维修好,乙方应向甲方提供同类新产品替代,以保证甲方的正常使用。
质保期外,乙方只收取材料费。
安装调试后,乙方免费为甲方提供现场操作培训,通过培训使用户人员了解设备工作原理,熟悉设备的安装及使用、维护方法,掌握各种设备的初始化及故障诊断、定位和排除技能。
4.签订供货合同,货到完成安装调试验收合格后付合同总价的95%,留合同总价5%质保金,质保金在产品正常使用满一年且无质量问题后一次无息付清。
GPP芯片成型工艺方法
GPP芯片成型工艺方法GPP芯片(General-purpose Programmable Processor)是一种通用可编程处理器芯片,具备较高的灵活性和可编程性。
GPP芯片的成型工艺方法是制造这类芯片的过程,本文将详细介绍GPP芯片的成型工艺方法。
首先,芯片的设计是芯片制造的基础。
设计人员根据芯片功能和性能的需求,绘制出全球客户的理论设计。
这个设计包括核心处理器单元、存储单元、输入/输出接口以及其他必要的模块。
芯片设计根据不同的应用需求选择适当的算法和数据结构。
然后,掩模制作是将设计好的芯片图形转化为实际的硅片图形的过程。
掩模采用光刻工艺制作,将芯片图形投射在掩模上,再通过掩模光刻技术将图形实现在光刻胶上。
掩模制作需要高精度的设备和技术支持。
接下来,晶圆制备是将芯片图形转移到硅片上的过程。
晶圆制备是将硅块切割成薄片,并进行平整化和清洗等处理。
然后在硅片上附着光刻胶,并将掩模对准光刻胶覆盖的区域。
掩模和光刻胶形成的图形会通过光刻曝光和蚀刻的过程转移到硅片上。
薄膜沉积是指在硅片上覆盖一层薄膜,用于保护掩模图形或提供特殊功能。
常用的薄膜材料有二氧化硅、氮化硅、金属等。
薄膜沉积可以采用物理气相沉积(PVD)或化学气相沉积(CVD)等方法。
然后,蚀刻是通过化学或物理方法去除部分薄膜和硅片材料,以形成芯片设计所需的结构。
蚀刻根据需要进行选择,可以是湿法蚀刻、干法蚀刻或等离子体蚀刻等。
蚀刻会形成不同的结构和孔洞。
离子注入是将特定的杂质注入到硅片中,改变其电性能。
通过控制注入的能量和杂质类型,可以在硅片中形成不同的掺杂区域,实现器件的特定功能。
电镀是通过电化学方法在芯片上沉积金属层,以形成导线和连接器。
常用的电镀材料有铝、铜、金等。
电镀可以采用多种方法,如电解沉积、电化学蚀剥等。
切割是将硅片切割成单个芯片的过程。
切割通常使用切割盘和钻孔等工具,在硅片上切割出单个芯片,并进行边缘处理。
最后,封装是将芯片连接到引脚和外部电路的过程。
topcon电池结构及其制备工艺的制作方法
文章标题:探究topcon电池结构及其制备工艺的制作方法在当今社会,能源问题一直备受关注。
随着科技的不断发展,太阳能作为一种清洁可再生能源,逐渐成为人们关注的焦点之一。
而在太阳能领域,topcon电池结构及其制备工艺的制作方法备受关注,其高效率和良好的稳定性为太阳能光伏产业的发展提供了新的方向。
一、topcon电池结构1. 硅基太阳能电池的发展历程人们对太阳能的利用始于19世纪,但直到20世纪70年代,硅基太阳能电池才正式投入商业化生产。
而topcon电池结构作为硅基太阳能电池的一种,其结构和制备工艺一直备受关注和研究。
2. topcon电池结构的特点topcon电池采用了双面接触技术和背面散热技术,使得电池的吸光面积得到了最大化利用。
其结构设计合理,能够有效减少光伏电池的损耗,提高光电转换效率。
3. topcon电池结构的电池工艺从材料的选择到制备工艺的优化,topcon电池结构的制备工艺需要综合考虑多种因素,包括光伏材料的性能、电池的工艺流程等。
二、topcon电池结构的制备工艺1. 材料选择在制备topcon电池结构时,首先需要选择合适的硅片材料。
硅片的纯度和晶格结构对电池的性能有着直接影响,因此在制备工艺前需要对硅片的质量进行严格检测和筛选。
2. 生产工艺流程topcon电池的制备工艺包括清洗硅片表面、多晶硅沉积、n型多晶硅扩散、p型多晶硅沉积、背面照射等多个步骤。
这些工艺步骤间的协调和优化对电池的性能影响深远。
三、个人观点和总结在我看来,topcon电池结构及其制备工艺的制作方法是当今太阳能领域的一个重要研究方向。
其结构设计合理,制备工艺复杂,但一旦技术突破,将为太阳能光伏产业的发展带来巨大的推动力。
希望我们在不断探索和研究的过程中,能够不断优化制备工艺,提高电池的光电转换效率,为清洁能源事业作出更大的贡献。
在本文中,我们全面探讨了topcon电池结构及其制备工艺的制作方法,从其结构特点、制备工艺流程到个人观点和总结,为你提供了一份全面、深入和有价值的文章。
BOM-产品结构

五、BOM建立作业流程
料件基本资料维护 (aimi100)
产品结构资料维护 (abmi600)
产品结构组件 资料维护(abmi605)
组件取替代资料维护 (abmi604/abmi6041)
采购料件市价 数据维护(abmi607)
【重要说明】
字段名称
说明
工单开立展 开选项
-工单开立展开选项: 1.不展开-只展至下阶。 2.不展开,但自动开立工单- 下阶半成品会自动开立工单 。
3.展开-展至尾阶。 4.开窗询问是否展开-开立工单时,展至此组件时再询问 是否往下展。
参考附录示范:SAMPLE_wo_expa
ECN 单号
-记录工程变异管理而生成或异动的产品结构组合之工程 变异单据。
(5.2)、产品结构元件资料维护(abmi605)
【重要说明】
字段名称 插件位置 消耗特性
投料时距
说明
-录入该下阶组件在组合时的插件位置。 -此字段数据会由[BOM插件位置维护作业(abmi601)] 之插件位置字段带出出。
-录入该组件在该产品结构中是否为消耗性料件。 -此字段缺省值由[料件基本数据主档]消耗性料件字 段带。 -录入时,检查组件为消耗性料件(料件基本数据主 档)才可设置为消耗性料件。
MPS
料件基本资料维护 BOM之建立 MRP
标准成本之计算 销售管理
生产管理
采购管理
库存管理
【重要说明】
「产品结构」的料件基本数据必须存在于料件基本数据 管理系统中的「料件基本数据主档」之中, 而且录入产 品结构时有些字段的初始缺省值是由料件主档提供的。
「物料需求」管理系统利用「产品结构数据」与「组件 投料时距」来决定, 何时需要多少数量的何种料件来满 足排定的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六、工艺与工作站基本资料
(6.1.1)、机器资料维护aeci670 机器成本率:运转1hr需耗机器成本(折旧 及维护成本) 机器产能:一天可运转时数(算使用效率) 生产员工数:此机器需操作人数 人工小时 机器小时 指定机器置于特定工作中心
(6.1.2)、机器资料维护aeci670
某一成品或半成品所需经过的一连串作业程序,
例如制作O-RING的过程如下:
1.压出
2.初检
3.手工
4.品检
5.加硫
6.包装
O-RING(成品)
详细说明每一作业程序所需要的数据, 包括经过的
工作站,使用的机器设备,所须耗用的作业时间 (含设置 时间, 生产时间),定义是否委外加工, 工艺质量检验等.
维护标准产品工艺数据, 以利于工单开立时, 自动生成
工艺序而非 工艺编号
(8.6.1)、Run Card 工艺调整作业(asfp311)
提供3中变更工艺的方式,其中插入 FLOW即为插入一组设定好的工艺 组,仅在用Run Card的方式时可 以用工艺调整作业
(8.6.2)、Run Card 工艺调整作业(asfp311)
【作业目的】 在实际生产的过程中,根据实际生产状况可 能对既定的工艺过程做调整,此作业可实 现工艺调整,可以增加或删除某工艺,亦 可增加一组工艺 【作业时机】
根据缺省工艺料 号和工单上 的工艺编号 展工艺资料
(6.6.4)、料件基本资料维护-生管资料(aimi104)
工单输入的时候可带入 缺省工艺编号
(6.6.5.1)、工单工艺追踪维护作业(aeci700)
(6.6.5.2)、工单工艺追踪维护作业(aeci700) 【作业目的】 维护工单的制作工艺过程及每个工艺 的执行状况,如是否外包,是否需过 程检验,是否Check in 【作业时机】 在工单维护完和工艺的基本资料准备好之 后即可产生工单工艺
工单工艺数据, 以提供生产系统于生产日报报工时,记 录包括投入量, 转出量, 下线量,及报废量的变化。
二、工艺与工作站功能架构
工作站资料 机台资料 作业资料 单元工时资料
产品制程资料 工单开立 Run card 资料 工单制程追踪 制程转委外 制程check in 制程PQC
Run card 合并
「系统参数设定作业- 制程管理(asms280) 」 制程否为’Y’才能使用制程功能。
5
工单制程流程范例
工单
制程追踪档
厂內制程
委外制程
厂内制程
入庫
委外单
6
制程具有分段发料功能 A产品制程
射出
检包
印刷
噴漆
包裝
发料 B C
於BOM 定义下阶 备料属于何作业 编号
发料 D
发 料 E
7
工作站资料维护流程图
(6.6.6)、工单工艺数量状态查询(aecq700)
可查询到每一站 的各种状态 产品的数量
七、工艺与工作站日常作业
工艺作业处理
工艺Check in 作业 工艺移转报工(Check out作业)
当站下线处理功能
Bonus处理 Backflush处理 自组检验管理分析 完整制程委外处理流程
10
A
委外制程转采购单 asfp700 委外采购单 apmt590 委外收货 apmt200
yes 检验否 no
生产日报表 asft700 委外入库单 apmt730 应付账款流程
IQC检验 aqct110
11
三、系统特色介绍 (1)
提供「共享」制程功能
主制程料件
提供「多」制程
主制程 副制程
人工产能工作站 机器产能工作站 厂外加工工作站
提供不同的产能单位
单位小时 小时单位
三、系统特色介绍 (4)
制程下每一生产作业可以指定在 「那一台机器」执行 根据工作站与机器来计算机器及人工的产能 提供委外作业制程与成本 工作站可以使用不同的工作行事历
公司行事历 ck out hold release
品质异常报告表 品质异常记录状况明细表
四、工艺与其他系统的关联(1)
料件基本资料
生产管理
工艺与工作站
产品结构
成本会计
四、工艺与其他系统的关联(2)
料件:工艺管理中产品工艺所定义的料件, 必须是 料件主档中的料件,料件上可维护缺省工艺料号和 工艺编号 成本:维护正常工作中心, 厂内/ 厂外加工工作中 心之标准成本, 缺省成本数据, 以及相关之成本 会计科目数据。
TIPTOP GP 教育训练
工艺与工作站
课 程 大 纲
1.工艺与工作站基本概念 2.工艺与工作站流程介绍 3.系统特色介绍 4.工艺与其他系统的关联 5.工艺管理与工单管理的不同 6.工艺与工作站基本资料说明 7.工艺与工作站日常作业 8.Run Card管理作业 9.报表及查询
一、工艺与工作站基本概念 工艺与工作站管理系统 : 详细记录制造或组合完成
(6.6.2)、工单制程追踪 工单依产品制程而展出的制程追踪asfp600 可依实际需求加以维护 是否有委外 是否要有PQC 是否要有Check in 是否有Check in hold 是否有Check out hold 若有需要可定义到单元
(6.6.3)、工单维护作业(asfi301)
Run card 分割
生产报工
完工入库
4
制程维护 产品制程(by 制程序)
移转
射出 检包
移转
印刷
移转
噴漆
移转
包装
工作中心 机 台 A Check in Check in 留置 Check out 留置 PQC
工作中心 机 台 B
委外制程
工作中心 机台C1/C2
工作中心 机 台 D
人工/ 制費 by成本中心工时 收集 / 分摊
提供个别独立的制程的时间数据
三、系统特色介绍 (2)
提供制程的变更管理
有效期间 料件版本(工程变异版本)
具有产品制程复制功能 提供制程前置时间累积计算
可选择自动更新料品基本文件的制造前置时 间
三、系统特色介绍 (3)
提供对每一生产作业制定「损耗率」 提供不同的工作性质区分之工作站
(8.2)、Run Card维护作业(asfi310)
每张Run Card可已单独 维护工艺资料
(8.3)、Run Card Check in维护作业(asfi710)
(8.4)、Run Card 生产日报维护作业(asfi710)
(8.5)、Run Card 工艺委外转采购单作业(asfp710)
生产:生产管理所开立发放的工单可循着既定的工 艺, 在不同的工作站间移转完成 BOM:生产工单备料时, 由产品结构系统可缺省各 料件之投入时机, 而在发料时可以依所指定发料 工艺作工单发料
五、工艺管理与工单管理的不同
工单: 用料生产入库之观念 工艺: 工艺路线加工之观念 在制进度之深度不同 工单: 领料单未入库即在制材料 工艺: 深入每一工艺了解工艺进度及在制状况 效率衡量之基础 工艺以标准工时及产能了解生产工作负荷,以 标准工时及实际工时了解作业率。 编号方式不同 工艺管理者产品进度之管理乃由「品号」加 「工艺顺序」,可提高物料编号及管理之效率。
料件基本资料 生管资料维护 aimi104
產品制程 资料维护 aeci100
产品制程 单元资料维护 aeci102 制程资料维护 aeci610 制程资料 作业说明维护 aeci612
9
工单制程管理流程图
工单维护 asfi301
A
YES
委外製程
NO
工单制程 追踪维护 aeci700 工单制程生产 生产日报表 asft700
(6.2)、工作中心工作历维护aeci800
设定每日工作时数 设定每日工作效率
(6.3.1)、工作中心资料维护aeci600 工作中心可以使用不同的工作行事历 工作中心区分2种型态(机器/人工) 产能型态:此WS的瓶颈是机器或人工 工作中心作业效率调整
(6.3.2)、工作中心资料维护aeci600
(7.1)、工单check in维护作业(asfi700)
本站的接收的量 即check in 的数量
(7.2.1)、生产日报维护作业(asft700)
记录实际工时, 可用于成 本计算
(7.2.2)、生产日报维护作业(asft700) 【作业目的】
将各工艺间数量作移转,以利在途之管 制、效率分析
三、系统特色介绍 (5)
提供对于每一工单,独立制定调整其制程 作业数据 提供对于每一作业可制定作业重迭、作业 分割、效率调整
三、系统特色介绍 (6)
提供制程留置功能
Check in
hold
Check out hold Check in hold release
品质异常处理记录维护功能
员工应投入工时维护 aeci651
工作中心工作历维护 aeci800
班次资料维护 aeci650
异常例外属性 aeci021
工作站资料维护 aeci600
异常例外代号 aeci020
机器资料维护 aeci670
8
产品制程资料维护流程图
单元工时资料 维护 aeci010 作业资料维护 aeci620 留置原因 维护 aeci030
【作业时机】
工单状态为已发放而尚未到结案,在制品 从一个工艺状态转至下一个工艺状态
(7.3)、转稼效率资料维护作业(asft700)
(7.4.1)、工艺委外工单转采购作业(asft700)
工艺序而非作 业编号
采购单别,币别,厂商和数量是选 择好后会带入产生的委外采 购单中,然后再进入采购单维 护相关资料