铸铁件的生产
铸造生铁生产工艺流程

铸造生铁生产工艺流程Iron casting production process is a crucial industrial procedure that involves the melting of iron and pouring it into molds to create various products. The process starts with the selection of raw materials, typically scrap iron and pig iron, which are then melted in a furnace at high temperatures. The molten iron is then poured into molds to solidify and take the desired shape. This process requires skilled workers to ensure the quality of the final product.铸造生铁生产工艺流程是一个至关重要的工业过程,涉及将铁熔化并倒入模具中,制作出各种产品。
这个过程始于原材料的选择,通常为废铁和生铁,然后在高温下在炉子中熔化。
熔化的铁然后倒入模具中凝固并取得所需的形状。
这个过程需要技术娴熟的工人来确保最终产品的质量。
One of the key steps in the iron casting production process is the preparation of the molds. Molds are crucial as they determine the final shape and quality of the product. The mold making process involves creating a cavity in which the molten iron will be poured. Various techniques such as sand casting, investment casting, and die casting are used to create molds of different shapes and sizes. Thequality of the mold directly impacts the final product, so it is essential to pay attention to detail during this step.铸造生铁生产工艺流程中的一个关键步骤是模具的准备。
铸造生铁生产工艺

铸造生铁生产工艺铸造生铁是将铁矿石经过一系列的冶炼处理,最后加热熔化、浇铸而成的铁材料。
下面将介绍铸造生铁的生产工艺。
铸造生铁的生产工艺主要分为矿石选矿、焙烧和球团烧结、高炉冶炼以及铸造四个主要步骤。
矿石选矿是将采集的铁矿石根据其品位和化学成分进行分选,去除掉杂质,使其适合冶炼生铁的要求。
常用的选矿方法有磁选、重选和浮选等。
焙烧和球团烧结是将选矿得到的铁矿石经过一定程度的加热处理,以便更好地发挥其冶炼性能。
焙烧是将铁矿石加热到500-700摄氏度,使其分解、热动力学反应活化,并去除掉其内部的结晶水和二氧化硅等杂质。
球团烧结是将焙烧后的铁矿石颗粒在高温下进行烧结,使其变得坚固耐用,便于高炉冶炼。
高炉冶炼是将球团烧结后的铁矿石与焦炭和石灰石等燃料和还原剂一起放入高炉中,通过高温下的还原反应使铁矿石中的铁氧化物还原为金属铁。
高炉内的矿石和燃料在高温下熔化并形成熔融的铁水和富铁渣,通过不同区域的物理和化学反应逐渐分离。
高炉顶部的燃料与空气的混合反应生成燃烧气,提供炉内所需的热量。
在高炉下部,矿石被还原,并逐渐形成金属铁。
高炉的产物包括生铁、富铁渣和燃烧气。
铸造是将高炉产出的生铁和其他合金元素(如硅、锰等)进行调合后,加热到适当的温度,并倒入铸造模具中,冷却后得到所需的铸铁件。
铸造生铁可以分为灰铁和球墨铸铁两种类型,其主要区别是球墨铸铁中的碳以球墨状存在,能够提高材料的强度和韧性。
以上就是铸造生铁的生产工艺,通过选矿、焙烧和球团烧结、高炉冶炼以及铸造等步骤,将铁矿石转化为铸造生铁,并按需求进行铸造加工,最终得到所需的铸铁件。
这一系列的工艺对于铸造生铁的生产至关重要,能够提高材料性能,并且广泛应用于各个行业。
铸造生产的工艺流程
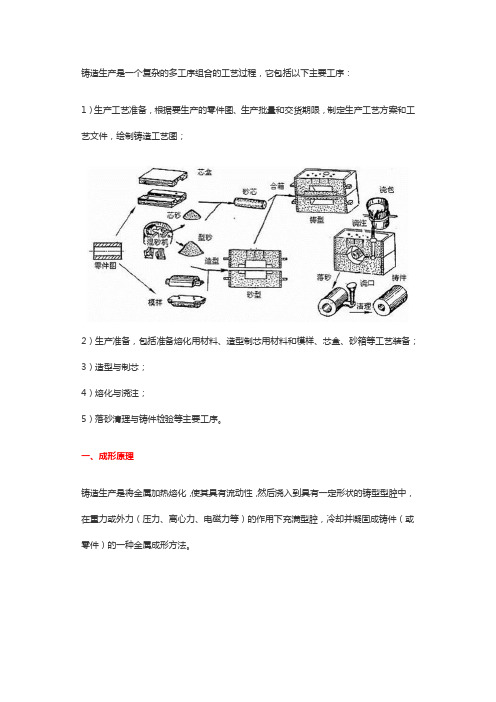
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
球墨铸铁生产工艺流程

球墨铸铁生产工艺流程1. 材料准备球墨铸铁的主要成分是铁、碳、硅和镁。
一般来说,球墨铸铁的成分控制在3.5%-3.9%的碳,2.2%-2.8%的硅,0.03%-0.06%的镁。
在制备球墨铸铁的过程中,需要准备精炼铁水、回炉铁、进口硅铁合金、球化剂等原材料。
2. 炉前工作在球墨铸铁的生产过程中,首先需要对电炉进行检查和清理,确保设备运行正常。
同时,检查原材料的质量和数量,确保可以满足生产需求。
此外,需要准备好炉前操作所需的工具和设备,以便顺利进行下一步工作。
3. 铁水处理将铁水倒入电炉中加热,同时加入进口硅铁合金和球化剂,经过一段时间的加热和充分搅拌后,将炉内的铁水进行处理。
通过添加进口硅铁合金和球化剂,可以改善铁水的流动性和液相组织,有利于球化铁水形成球墨体。
4. 浇注铸造在铁水处理完成后,将炉内的铁水倒入铸造模具中,待冷却后形成球墨铸铁坯件。
在浇注过程中,需要注意控制浇注速度和温度,以确保铸件质量。
同时,需要对浇注后的铸件进行冷却处理,以确保铸件的内部结构均匀和稳定。
5. 除砂清理在球墨铸铁的生产过程中,铸件表面通常会附着一层砂壳,需要进行除砂清理。
除砂清理的方法有机械清理、水压清理、化学清理等。
通过除砂清理,可以将铸件表面的砂壳去除,为后续的加工和装配工作提供条件。
6. 热处理球墨铸铁在生产过程中需要进行热处理,以提高其机械性能和耐磨性。
热处理的方法包括正火、淬火和回火,具体的热处理工艺参数需要根据不同的材料和要求进行调整。
通过热处理,可以改善球墨铸铁的硬度、强度和耐磨性。
7. 检验和包装最后,需要对球墨铸铁进行质量检验,包括化学成分分析、力学性能测试、金相分析等。
只有通过检验合格的球墨铸铁才能被包装出厂。
在包装过程中,需要注意保护铸件表面不受损坏,并标注清晰的产品信息,以便后续的使用和销售。
综上所述,球墨铸铁的生产工艺流程包括材料准备、炉前工作、铁水处理、浇注铸造、除砂清理、热处理、检验和包装等步骤。
v法铸造工艺生产球墨铸铁件的技术总结

v法铸造工艺生产球墨铸铁件的技术总结
球墨铸铁是一种高强度、高韧性、高耐磨性的铸铁材料,广泛应用于机械制造、汽车制造、航空航天等领域。
而v法铸造工艺是球墨铸铁生产中常用的一种工艺,下面就来总结一下v法铸造工艺生产球墨铸铁件的技术要点。
v法铸造工艺的特点是在铸造过程中加入镁、稀土等元素,通过化学反应使铸铁中的石墨球化成球状,从而提高铸铁的强度和韧性。
在具体操作中,需要注意以下几点:
1. 铸型设计。
铸型的设计应考虑到球墨铸铁的特点,如热膨胀系数、收缩率等,以保证铸件的尺寸精度和表面质量。
2. 铸造温度。
球墨铸铁的铸造温度一般在1350℃左右,需要控制好铸造温度,以保证铸件的组织和性能。
3. 镁、稀土的添加。
镁、稀土的添加量应根据铸件的要求进行调整,一般在0.03%-0.05%之间。
4. 浇注方式。
球墨铸铁的浇注方式应尽量采用自由浇注或低压浇注,以避免铸件内部产生气孔和夹杂。
5. 热处理。
球墨铸铁的热处理一般采用正火+回火的方式,以提高铸件的强度和韧性。
除了以上几点,还需要注意铸造过程中的其他细节,如铸造速度、浇注时间、浇注位置等。
只有在严格控制每个环节的情况下,才能生产出高质量的球墨铸铁件。
v法铸造工艺是球墨铸铁生产中常用的一种工艺,通过控制铸造温度、添加镁、稀土等元素,以及严格控制铸造过程中的各个环节,可以生产出高质量的球墨铸铁件。
铸造生产的工艺流程

铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图 1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。
型砂结构,如图 2 所示。
图 2 型砂结构示意图工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从 0.5 毫米到 1 米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
铸铁铸造厂生产工艺流程
铸铁铸造厂生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!铸铁铸造厂生产工艺流程主要包括以下几个步骤:1. 配料:根据所需的铸铁成分,准确称量生铁、废铁、焦炭、石灰石等原料,并将其放入熔炼炉中进行熔炼。
铸铁铸件生产操作流程

铸铁铸件生产操作流程
铸铁铸件是工业生产中常见的一种零部件,具有良好的强度和耐磨性,因此在各种机械设备和设施中都有广泛的应用。
下面将介绍铸铁铸件的生产操作流程。
1. 原料准备
铸铁铸件的生产首先需要准备好原料,主要包括铸铁合金、各种添加剂和辅助材料。
铸铁合金通常是通过高炉冶炼得到的,而添加剂可以根据铸件的要求来确定,比如硫、镍、铬等。
辅助材料包括石膏、水和砂等。
2. 模具制备
模具是铸造过程中必不可少的工具,它决定了铸件的最终形状和尺寸。
通常情况下,模具采用砂型铸造,需要先设计好铸件的结构和尺寸,然后将砂型制备成相应形状。
3. 熔炼
铸铁合金和添加剂先经过熔炼炉加热,熔化后的液态金属被倒入模具中,在模具中冷却凝固,最终形成铸铁铸件。
在熔炼的过程中,要控制好炉温和熔化时间,确保熔液的质量和稳定性。
4. 脱模
铸铁铸件在冷却凝固后,需要将模具拆除,取出铸件。
脱模时要注
意操作,避免使铸件变形或产生损坏。
有些情况下,还需要对铸件进
行清理、修整和表面处理。
5. 检验
铸铁铸件生产完毕后,需要对其进行质量检验。
主要包括外观质量、尺寸精度、化学成分、力学性能等方面的检测。
只有合格的铸铁铸件
才能投入使用。
6. 收尾工作
最后,对生产过程中产生的废渣和废料进行处理,保持生产现场的
整洁和环境卫生。
同时,对生产设备进行维护保养,为下一次铸铁铸
件的生产做好准备。
通过以上的铸铁铸件生产操作流程,可以保证铸件的质量和稳定性,满足不同工程项目的需要。
希望以上内容对您有所帮助。
铸铁的工作原理
铸铁的工作原理
铸铁是一种通过铸造方法制备而成的铁合金材料。
其工作原理是将熔化的铁水倒入特定的铸型中,经过冷却、凝固和固化过程,最终得到铸铁制品。
首先,铸造过程开始前需要准备好铸型。
铸型可以是金属模具,也可以是砂型或陶瓷型。
铸型的设计根据所需制品的形状和尺寸来确定。
然后,将熔化的铁水倒入准备好的铸型中。
在铁水倒入铸型的过程中,由于熔融状态的铁水和铸型之间的接触,热量会从铁水传递到铸型中,使铁水逐渐冷却、凝固和固化。
这个过程称为凝固收缩,即铁水在冷却过程中体积逐渐减小。
凝固收缩会引起铸件内部和外部的应力,但合理的设计和工艺控制可以将这种应力控制在可接受的范围内。
随着铁水的冷却,凝固态的铸铁逐渐形成。
铸型内部的结构以及冷却速率决定了铸铁的组织和性能。
通常情况下,铸铁的组织较粗大,其中包含了不可避免的一些夹杂物和孔隙。
这些缺陷会对铸铁的强度和韧性造成一定影响,因此在使用铸铁制品时需要考虑其力学性能和使用环境。
最后,完成凝固和固化后的铸铁制品需要从铸型中取出,并进行后续的加工和处理。
这包括切割、修整、研磨、热处理等工艺,以达到所需的形状、尺寸和性能要求。
总的来说,铸铁的工作原理是通过将熔化的铁水倒入铸型中,
经过冷却、凝固和固化过程来制备铸铁制品。
铸造过程中的铸型设计和工艺控制对于最终产品的质量和性能至关重要。
铸铁生产工艺

铸铁生产工艺铸铁是一种常见的铸造材料,广泛应用于各个领域,如机械制造、建筑、汽车、船舶等。
它具有强度高、刚性好、耐磨性强等优点,因此在许多工程上都扮演着重要的角色。
下面我将介绍一下铸铁的生产工艺。
首先,铸铁的生产材料主要是生铁和废铁。
生铁通常是通过高炉法冶炼获得的,经过净铁窑炉的净化处理,去除其中的杂质和炉渣,得到优质的生铁。
废铁主要是回收利用的废旧机械设备和废铁件,在经过回收和熔化后,得到废铁块。
其次,铸铁的生产工艺一般包括熔炼、浇注、冷却和处理等环节。
在熔炼环节中,生铁和废铁块被投入到高炉中进行熔炼,熔化后的铁液流入钢包中,进行调成合金。
然后,在浇注环节中,将合金铁液倒入预先制作好的铸型中,待铁液冷却凝固后,便得到了铸铁件。
在冷却环节中,通过自然冷却或水冷却的方式,使得铸铁件的温度降低,从而达到固化的目的。
最后,在处理环节中,对铸铁件进行表面处理,如打磨、涂漆等,以提高其加工和外观质量。
在铸铁的生产过程中,还需要注意以下几点。
首先,要严格控制合金元素的配比,以确保铸铁的质量稳定。
铁液的成分有助于决定铸铁件的力学性能和耐蚀性能,因此必须准确计算合金元素的投入量。
其次,在铸造时,要根据铸铁件的形状和大小,确定浇注的方法和浇注速度,以防止产生缺陷。
同时,还要进行均匀的浇注,避免出现铁液的紊流和渣浮现象。
最后,在冷却和处理过程中,需要合理控制温度和时间,以保证铸铁件的物理性能和外观质量。
总结来说,铸铁的生产工艺经历了熔炼、浇注、冷却和处理等环节,其中每个环节都需要注意控制合金成分、浇注方法和温度等因素,以确保铸铁的质量。
只有通过严格的生产工艺和质量控制,才能生产出优质的铸铁产品,满足工程和用户的需求。
铸铁作为一种重要的金属材料,在工程领域将继续发挥着重要的作用,其生产工艺也将不断改进和创新。
铁铸件制作配方介绍

铁铸件制作配方介绍全文共四篇示例,供读者参考第一篇示例:铁铸件在工业生产中扮演着非常重要的角色,它们被广泛应用于汽车、机械设备、建筑物以及其他领域。
铁铸件的制作过程需要严格遵循一定的配方,并且需要经过多道工艺流程来完成。
本文将介绍铁铸件制作的配方和工艺流程,帮助读者了解铁铸件的制作过程。
铁铸件的主要成分是铁和碳,其中碳的含量通常在2%~4%之间。
铁铸件通常通过熔铁炉熔炼铁水,然后倒入铸型中进行冷却凝固,最终制成所需形状的铁铸件。
下面将详细介绍铁铸件的制作配方和工艺流程。
1. 铁铸件的配方包括铁水、造型砂、脱模剂等材料。
铁水是最重要的原材料,其含有铁和碳,通过添加其他合金元素来改变铸件的性能。
造型砂是模具的主要材料,用于制作铸件的外形和内部结构。
脱模剂用于减少砂型和铸件之间的粘附力,便于取出铸件。
2. 制作铁铸件的工艺流程包括模具制作、熔炼铁水、浇铸、冷却凝固、清理等步骤。
首先在模具中制作出铸件的外形和内部结构,然后将铁水熔铸到模具中,待冷却凝固后取出铸件,最后清理表面和修整尺寸。
3. 铁铸件的制作过程需要严格控制制度参数,包括铁水的温度、流速和压力,模具的温度和湿度,冷却速度等。
这些参数直接影响铸件的质量和性能,需要经验丰富的操作人员进行控制。
4. 铁铸件的质量和性能受到许多因素的影响,如原材料、工艺流程、设备等。
在选择配方和制度参数时需要考虑这些因素,以确保铁铸件的质量达标。
铁铸件制作是一个复杂的工艺过程,需要严格遵循配方和工艺流程,并且需要经验丰富的操作人员来进行控制。
只有在掌握了铁铸件制作的技术要点和经验后,才能生产出质量优良的铁铸件,满足各种工业领域的需求。
希望本文能够为读者提供一些关于铁铸件制作配方和工艺流程方面的参考,帮助读者更好地了解铁铸件的制作过程。
【2000字】第二篇示例:铁铸件,又称为铸铁件,是一种由铁水铸造而成的金属零部件,它广泛应用于机械设备、汽车工业、建筑工程等领域。
铁铸件具有成本低廉、制造工艺简单、性能稳定可靠等优点,因此在工业生产中得到了广泛的应用。
铸铁件的生产工艺特点

铸铁件的生产工艺特点
铸铁件是一种常见的金属制品,其生产工艺特点主要包括以下几个方面:
首先,铸铁件的材料选择广泛,可根据不同的使用需求选择不同种类的铸铁材料,如普通灰铁、球墨铸铁等。
这些材料具有较高的强度、硬度和耐磨性能,适用于各种重载、耐磨和耐腐蚀等工作环境。
此外,铸铁材料价格相对较低,生产成本较低。
其次,铸铁件的形状复杂多样,适用于各种不同的特殊工件的生产。
铸造工艺可以通过更改模具设计和调整冷却速度等方式,快速适应不同形状和尺寸的铸铁件的生产需求。
再次,铸铁件的生产工艺相对简单,生产过程中不需要高度复杂的设备和技术。
铸造过程主要包括模具制备、熔炼铸造、冷却和去砂、加工等步骤。
其中,模具制备过程较为关键,需要根据铸铁件的形状和尺寸进行精确设计和制造。
熔炼铸造过程可以根据需要选择不同的熔炼设备和操作方法,如砂型铸造、金属型铸造等。
冷却和去砂过程主要是为了确保铸铁件的质量和表面光洁度,可以通过合理的冷却和清理工艺来实现。
最后,通过加工工艺,可以进一步对铸铁件进行表面处理和加工,以满足不同使用要求。
最后,铸铁件生产工艺具有较高的生产效率和较低的生产成本。
由于铸造是一种批量生产过程,可以同时生产多个铸铁件,并且可以在较短的时间内完成整个生产过程。
此外,铸造工艺对材料要求较低,可以充分利用再生材料和废旧铸铁进行生产,
降低生产成本。
综上所述,铸铁件的生产工艺特点包括材料选择广泛、形状复杂多样、工艺简单易行、生产效率高和成本较低等方面。
这些特点使得铸铁件在各个领域具有广泛的应用前景。
铸铁模具制造操作流程
铸铁模具制造操作流程铸铁模具制造是一项关键的工艺,广泛应用于金属铸造行业。
本文将介绍铸铁模具制造的操作流程,以帮助读者了解该过程的详细步骤。
一、模具设计与准备在进行铸铁模具制造之前,必须进行详细的模具设计和准备工作。
设计人员应根据零件的形状、尺寸和要求绘制出相应的模具图纸,并确定模具的材料和尺寸。
二、材料选择与准备铸铁模具的制作材料通常选择高硬度、高耐磨损的材料,如工具钢或合金钢。
在开始制作模具之前,需要将所选材料进行热处理,以增加其硬度和强度。
同时,还需要将材料切割成适当的尺寸和形状,以便进一步加工和组装。
三、模具加工与装配1. 零件加工:根据模具图纸,将模具的各个零件进行加工。
通常采用机械加工的方法,如铣削、刨削、车削等,以使各个零件的形状和尺寸达到要求。
2. 零件组装:将加工好的模具零件按照设计图纸的要求进行组装。
通常使用螺栓、螺母等连接件固定零件,确保模具的整体结构牢固可靠。
四、表面处理与调试完成模具的加工与组装后,需要进行表面处理和调试。
表面处理包括打磨、抛光等工序,以消除模具表面的毛刺和凹凸不平。
调试过程中,需要对模具进行功能测试和精度调整,确保其能够满足预定要求。
五、模具试产与调整在模具制造完成后,需要进行试产和调整。
通过使用模具进行铸铁零件的生产,测试其表面质量、尺寸精度和结构可靠性。
如果发现问题,需要进行调整,直到模具能够满足生产需要。
六、模具维护与保养铸铁模具在使用过程中需要定期进行维护和保养,以延长其使用寿命和保证生产质量。
维护工作包括模具清洁、润滑、防锈等,保养工作包括定期检查、磨损部件更换等,确保模具始终处于良好状态。
七、模具淘汰与更新随着时间的推移,模具可能会因为磨损、老化等原因导致其性能下降。
当模具达到一定程度的磨损或无法修复时,需要进行淘汰和更新。
新的模具将根据实际需要进行再设计和制造,以满足生产的需求。
综上所述,铸铁模具制造操作流程包括模具设计与准备、材料选择与准备、模具加工与装配、表面处理与调试、模具试产与调整、模具维护与保养以及模具淘汰与更新。
根据GB9439-88铸铁件技术规范
根据GB9439-88铸铁件技术规范
本文档旨在根据GB9439-88铸铁件技术规范提供一份简要概述。
1. 引言
GB9439-88铸铁件技术规范是中国标准化协会发布的标准,适
用于铸铁件的生产和质量控制。
该规范为确保铸铁件的性能和质量,提供了一系列的技术要求和检验方法。
2. 技术要求
根据GB9439-88规范,铸铁件应满足以下技术要求:
- 化学成分:铸铁件的化学成分应符合规定的限制范围。
- 机械性能:铸铁件应具备一定的机械性能,如抗拉强度、屈
服强度、伸长率等。
- 外观质量:铸铁件的外观应符合规范的要求,不应有明显的
缺陷和瑕疵。
- 尺寸和公差:铸铁件的尺寸应符合规定的公差要求。
3. 检验方法
为确保铸铁件的质量,GB9439-88规范提供了以下的检验方法:
- 化学成分检验:可通过化学分析仪器对铸铁件的化学成分进
行检验。
- 机械性能检验:可通过拉伸试验、硬度测试等方法对铸铁件
的机械性能进行检验。
- 外观质量检验:可通过目视检查和放大镜观察等方法对铸铁
件的外观质量进行检验。
- 尺寸和公差检验:可使用测量仪器对铸铁件的尺寸和公差进
行检验。
4. 结论
GB9439-88铸铁件技术规范对铸铁件的生产和质量控制提供了
明确的要求和指导。
企业应依据该规范进行生产和检验,以确保产
品的质量和性能符合标准要求。
注意:此文档为简要概述,详细内容请参阅GB9439-88铸铁件技术规范原文。
第四章常用合金铸件的生产介绍

缺口作用系数
β= σw/ σ’w 1.0 1.5
17
σb(Mpa)
270 440
115 155
《热加工工艺基础》第四章 17/58
2、灰口铸铁的性能特点
5)铸造性能和切削加工性能好。 6)其他工艺性差 焊接性差;热处理性能差;不 能锻造和冲压。
《热加工工艺基础》第四章 18/58
18
四、常用铸铁的性能及生产
《热加工工艺基础》第四章 34/58
34
5、蠕墨铸铁
1) 组织特征: 金属基体+蠕虫状G。 2) 性能特点:
机械性能比灰口铸铁高。 壁厚敏感性比灰口铸铁小。 导热性、减震性和耐热疲劳性 比球墨铸铁高。 工艺性能良好。
《热加工工艺基础》第四章 35/58
35
两种铸铁抗拉强度对壁厚的敏感性 比 较
《热加工工艺基础》第四章 26/58
26
3、可锻铸铁( 韧性铸铁、玛钢 ) 4 ) 牌号 KT 300 – 06
延伸率δ 6% 抗拉强度 σb 300Mpa 可锻铸铁
《热加工工艺基础》第四章 27/58
27
4、球墨铸铁
1 )工艺特点: 铁水需经过球化 处理和孕育处理 。
2 ) 球化处理: 往铁水中加入球 化剂 , 球化剂是 稀土镁合金。
38
一、铸钢的分类
1. 碳素铸钢: ZG15~ZG55 等。
2. 低合金铸钢: ZG40Mn、ZG40Cr、 ZG30CrMnSi 等。
3. 高合金铸钢: ZGMn13、ZG1Cr13、 ZG1Cr18Ni9 等。
《热加工工艺基础》第四章 39/58
39
二、铸钢的铸造工艺特点
铸钢的铸造性能 生产铸钢件的工艺措施 铸钢件的热处理 铸钢的熔炼
铸铁铸件制造操作流程

铸铁铸件制造操作流程铸铁铸件是一种常见的金属零件,应用广泛于各行各业。
铸铁铸件的制造操作流程十分重要,在生产过程中需要严格按照规范来进行操作,才能保证产品的质量和生产效率。
下面将详细介绍铸铁铸件的制造操作流程。
1. 铸铁铸件的设计首先,铸铁铸件的制造流程始于设计。
设计是整个生产过程中最为关键的一环,决定了产品的质量和性能。
在设计阶段,需要考虑产品的形状、尺寸、结构和材料等因素,以满足产品的使用要求。
2. 模具制造接下来,需要制作用于铸造铸铁铸件的模具。
模具是铸造过程中的关键工具,直接影响产品的成型质量。
模具制造包括模具设计、模具加工和组装等环节,其中要求对模具的精度和表面质量有严格要求。
3. 铸造准备在进行铸造之前,需要进行铸造准备工作。
这包括准备熔炉、铸造设备和原材料等,确保生产过程的顺利进行。
同时,在准备阶段还要对模具进行检查和保养,以确保模具在铸造过程中的稳定性和可靠性。
4. 熔铁和浇注当准备工作完成后,接下来就是熔铁和浇注工艺。
首先需要将原材料铁水加热至一定温度,然后通过浇注工艺将熔铁注入模具中。
在浇注过程中,需要控制好浇注速度和温度,以确保产品的密度和结构均匀。
5. 冷却和固化铸铁铸件在浇注完成后需要进行冷却和固化。
冷却过程中需要注意控制冷却速度和温度,避免产生裂纹或变形。
同时,固化过程中还需要对产品进行处理,如去除表面氧化皮等工艺,提高产品的表面质量。
6. 清理和检验最后,铸造完成后,需要对铸铁铸件进行清理和检验。
清理工作包括去除模具和余渣等杂质,确保产品的外观和尺寸符合要求。
同时,还需要进行质量检验,包括外观检查、尺寸测量和性能测试等,确保产品的质量和功能符合标准。
通过以上步骤,铸铁铸件的制造操作流程就完成了。
每个环节都需要严格按照规范来进行操作,确保产品的质量和生产效率。
铸铁铸件作为一种重要的金属零件,在各行各业都有广泛的应用,其制造操作流程的重要性不言而喻。
只有严格按照规范来进行操作,并不断优化改进,才能生产出高质量、高性能的铸铁铸件,满足市场和客户的需求。
铸铁铸件生产操作流程

铸铁铸件生产操作流程铸铁铸件是一种常见的工业零部件,广泛应用于各种机械设备中。
为了确保铸铁铸件的质量和准确性,需要按照一定的操作流程进行生产。
本文将详细介绍铸铁铸件的生产操作流程。
1. 设计及准备阶段在开始铸铁铸件的生产之前,首先需要进行设计和准备工作。
设计人员根据需求和规格要求,绘制出铸铁铸件的图纸。
同时,还需要确定铸件的型号、尺寸、材料等相关参数,并准备好生产所需的原材料和设备。
2. 模具制造铸铁铸件的生产需要使用模具进行成型。
在模具制造阶段,首先需要选择适合的模具材料,例如铝合金、铁合金等。
然后,根据铸件的形状和尺寸,利用数控机床或手工制作成型模具。
制造完成后,进行严格的检查和测试,确保模具的质量和精度。
3. 铸造准备铸铁铸件的铸造准备包括熔炼原料和准备炉料。
首先,将所需的原材料根据比例混合,并放入熔炼炉中进行高温熔化。
同时,根据设计要求预热炉料,以提高铸件的热处理效果。
4. 熔铁浇注当熔融铁水达到合适的温度和流动性时,即可进行熔铁浇注。
铁水通过浇注设备或流道系统,进入已准备好的模具中。
浇注时需要注意浇注速度、浇注角度和浇注位置等参数,以确保铸铁铸件的成型质量。
5. 铸件冷却浇注完成后,需要等待铸件冷却至适当温度。
根据铸件的大小和复杂程度,冷却的时间会有所不同。
冷却过程中,需要防止铸件受到外部冷却介质的过度影响,以免产生不均匀收缩和内部应力。
6. 修磨加工铸铁铸件在冷却后会有一定程度的凹凸不平和表面粗糙。
因此,需要进行修磨加工,以提高铸件的平整度和精度。
修磨加工可以采用手工研磨、机械加工或其他加工方法,对铸件进行修整和抛光。
7. 热处理热处理是铸铁铸件生产中不可忽视的一环。
通过控制铸件的加热和冷却过程,可以改变铸件的内部结构和性能。
常见的热处理方法包括退火、淬火、正火等。
选择适当的热处理方法,可以提高铸铁铸件的强度和耐磨性。
8. 表面处理为了保护铸铁铸件的表面免受腐蚀和损坏,需要进行表面处理。
第二篇 第二章 常用合金铸件的生产
思考:某产品上的灰铸铁件壁厚有5mm、25mm两种,力学 性能全部要求抗拉强度为220MPa,若全部选用HT200,是否 正确?
二、可锻铸铁
可锻铸铁又称玛铁(钢)。它是将白口铸铁经石墨化 退火而成的一种铸铁。抗拉强度得到显著提高,且有着相 当高的塑性与韧性(但不可锻)。
(3)缺口敏感性小 由于石墨已使金属基体形成了大量缺口, 因此,外来缺口对灰铸铁的疲劳强度影响甚微,从而增加了
零件工作的可靠性。
(4)铸造性能优良,切削加工性好 灰铸铁的含碳量近于共 晶,流动性好。由于铸铁在结晶过程中伴有石墨析出,石墨 的析出所产生的体积膨胀抵消了部分铁的收缩,故收缩率甚 小。
2.影响铸铁组织和性能的因素
铸铁中的碳以石墨形式析出的过程称为石墨化。在铁碳合金中 ,碳有两种存在形式:其一是渗碳体,其中w(C)=6.69% ;其二是石墨,用符号G表示,其w(C)=100%。石墨具有特 殊的简单六方晶格,如图所示。
一、灰铸铁
金属基体+片状石墨
(1)灰铸铁的化学成分 灰铸铁的化学成分大致是: w(C)=2.5%~4.0%,w(Si)=1.0%~2.5%,w(Mn)=0.5%~1.4%, w(S)≤0.15%,w(P)≤0.3%。 (2)灰铸铁的显微组织 由于化学成分和冷却条件的综合影 响,灰铸铁在室温下的显微组织有三种类型:铁素体(F)+ 片状石墨(G);铁素体(F)+珠光体(P)+片状石墨(G);珠光 体(P)+片状石墨(G)。
灰铸铁的抗压强度受石墨的影响较小,并与钢相近。
图 2-12 灰铸铁的显微组织
铸造性能好,价格低、 生产简单,强度低, 减磨,耐磨,减振, 石墨膨胀,作承受压 力的机床底座,床身 和不重要的构件、零 件如:端盖、凸轮等 导轨、缸体