加工中心常见报警及解决方法
加工中心全部的报警说明.

2007/2/12 Page:1/5MITSUBISHI 刀臂式机器警报讯息2007/2/12 Page:2/52007/2/12 Page:3/52007/2/12 Page:4/52007/2/12 Page:5/5FANUC LH 警報訊息說明2008/01/17臥式ATC原點校正臥式ATC PMM GEAR PARAMETER設定PMM參數P105=0,P179=36000,P141=36000P106=?EXAMPLE:刀庫總刀數P68=40,60刀庫齒輪轉一圈刀庫位移十(九)把刀,BT50每位移一把刀,馬達所需轉速,速比1:120(1:108)位移一把120/10=12(108/9=12), P106=(刀庫總刀數40 )X 12(位移一把=12)=480 (刀庫總刀數60 )X 12=720BT40每位移一把刀,馬達所需轉速,速比1:90位移一把90/9=10, P106=(刀庫總刀數60 )X 10(位移一把=10)=600若P106值太大則P179=360000,P141=360000(PMM417Alarm), 刀庫總刀數P68=60,P31=-111P11#0=1 APC,P12#1=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10(刀庫總刀數=60 )P1#4=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000(刀庫總刀數=40 )P1#4=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.開機1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 3502.K13.0=1用手輪移動一個以上刀套(P9989#1=1 PMM,MPG FUN.)MAG-KEY 在Manual位置關機再開目前用此方式K13.2=1 JOG Mode,X5.2=1(MAG Key=manual),用X5.3(MAG CW)X5.4(MAG CCW)移動一個以上刀套MAG-KEY 在Manual位置關機再開用JOG移動校正OK(JOG速度P41=5~10)PMM PARAMETER->11#0設1關機再開K13.2=0正常MAG JOG One pitch移動每位移一把刀,馬達所需轉速,BT40速比1:100位移一把100/10=10(刀庫總刀數60 )X 10=600->P106值=100P105值=0, P179值=3600003.ALARM 1078消失用手輪移動校正OKPMM PARAMETER->11#0設1關機再開4.ALARM 1077消失K13.0=05.PMM 950 alarmDC24V由ON/OFF RELAY 控制AC220V由K1A 控制1. A.Function=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=ST(T-code)B.Function=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-x(Jog one pitch)K2.1=0押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-correct POS.(連續運轉)K2.1=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-nocorrect POS.(one pitch step by step)C.Function=4 Data=1 Y72=65 Mode=Jog Y70=101 Start= STK13.2=1,K15.4=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開Mag. Return to 1 POS. D2=1D.Function=4 Data=15 Y72=79 Mode=Jog Y70=101 Start= STK13.2=1,K15.5=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開Mag. PMM 000 alarmP11#0=1setting HOME OKE.Function=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-xK13.2=1押Mag.CW-key Run, 押W-key Stop錯誤修正K13.2=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop(注意D2不會更動)+X K13.2=1押W-key Run, 放開W-key Mag. Stop(注意D2不會更動)-X用PMM#41=5 JOG移動刀庫取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO臥式APC手動找尋O9000程式號碼,且自動跳至自動執行G7.2(ST)=1P6300#4(ESR)=1P3202#6(PSR)=1D100=90D101=00P6071=6(M6 ARM換刀)O9001P6072=100(M100 APC自動更換)O9002P6073=101(M101 APC PA-IN更換)O9003P6074=102(M102 APC PB-IN更換)O9004 O9000(APC-MAN.)(D100=90,D101=00)#3003=1G4IF[1013EQ1]GOTO99(MLK)M98P9002N99#3003=0M30O9001(M6-ATC)(P6071=6)#3003=1G4IF[#1008EQ1]GOTO99 (TF=SP)IF[#1013EQ1]GOTO99 (MLK)#130=#4003#131=#4006G91G30Z0G30X0Y0M6M88(DOOR CLOSE)G#130G#131M05(M05取消M03記憶)N99#3003=0M99O9002(M100-APC)(P6072=100)#3001=1G4IF[#1013EQ1]GOTO99 (MLK)M71(APC CHECK)#130=#4003#131=#4006G91G30Z0IF[#1011EQ1]GOTO2(ZP4 OK)IF[#1012NE1]GOTO1(1=0.001 Degree)M41G91G28B0M40GOTO2N1G91G28B0N2M40M72(PALLET UNCLAMP)G4X2.M74(PALLET UP)G4X1.IF[#1009EQ1]GOTO3(PA NOW IN)M76(PA->IN)G4X1.GOTO4N3M77(PB->IN)G4X1.N4M75(PALLET DOWN)G4X1.M73(PALLET CLAMP)G#130G#131N99#3003=0M99O9003(M101-PA-in)(P6073=101)#3003=1G4IF[#1013EQ1]GOTO99IF[#1009EQ1]GOTO99M98P9002N99#3003=0M99O9004(M102-PB-in)(P6074=102)#3003=1G4IF[#1013EQ1]GOTO99IF[#1010EQ1]GOTO99M98P9002N99#3003=0M99EXE M100若停在M74(APC-UP)因APC-UP(X11.2)APC-DOWN(X11.3)同時為1把K11.0=1(解除APC-SOL自保)K14.0=1(解除APC-NOT READY)K14.7=1(解除APC-OK ENABLE)關電再開使APC回位OK後K11.0=0,K14.0=0,K14.7=0X12.1=0 M72 APC UNCLAMPX12.1=1 M73 APC CLAMPX12.1(接1.2 NO)X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEANX11.7(接1.3 NO)氣密檢知K14.1=1X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEAN ON X11.7=1(有風)X12.1=1 M73 APC CLAMP Y7.6=0 AIR CLEAN OFF X11.7=0(無風)若X11.7沒有0->1->0則AL1048 AIR TIGHT ALARMK14.0=1(解除APC-NOT READY)不可設1否則AL1048 AIR TIGHT ALARM不會出現X11.7有風無1則AL1048 AIR TIGHT ALARM Y7.6=1 AIR CLEAN ONK14.2=1解除AL1048 AIR TIGHTDATA BCD,BIN選擇由PMCRPM設定D0~D1024 Bit可作斷電自保COUNTER BCD,BIN選擇由Ladder3設定臥式位置開關保護K15.2=1取消位置開關保護3-AXIS 皆入設定範圍則保護+X.-X,-Y,-Z G132.0,G134.0,G134.1,G134.2=1不保護+Y,+Z G132.1,G132.2=0P6930,P6950=X(0,-700000)P6931,P6951=Y(-500000,-650000)P6932,P6952=Z(-400000,-650000)。
加工中心常见报警及解决方法

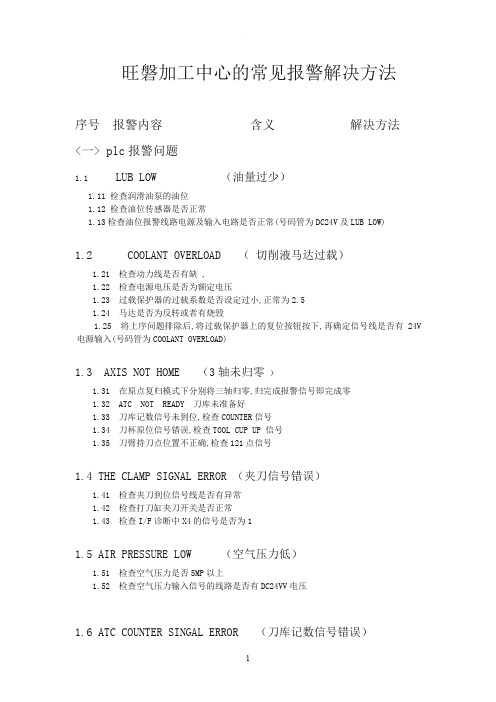
旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心刀库位置错误报警怎么办

加工中心刀库的自动换刀,实现了加工过程的完成自动化,只需要工件装夹完成,就可以加工完成成品。
刀库使用,提高了生产效率。
但作为在生产作业里频繁运动,所以故障率出现也会较高。
如刀库位置错误问题,除了第一时间反应按归零键,但还是不会回零要怎么办呢?加工中心刀库位置错误要怎么办?除了利用机床的报警信息和自诊断功能。
可以从下面几方面逐一对机床圆盘式刀库问题的检查:1、检查连接电机轴及蜗杠联轴器松动情况,紧固联轴器上的螺钉,还有就是刀杯的气缸气压不够,可以调试气缸上的调节阀。
2、气缸内部是否有问题,是否是电磁阀有损坏。
3、使用刀具是否超重,一般刀具质量不得超过规定值。
4、刀位编码用组合行程开关,接触开关等元件损坏,接触不好或灵敏度降低,这种情况必须更换损坏元件。
5、换刀时主轴箱没有回到换刀点或换刀点发生漂移,解决方法,重新操作主轴箱运动,使其架到换刀点位置并重新设置换刀点。
除了上述检查,问题尚得不到解决,此时最好专业的维修人员来检查,进一步排查问题。
扩展资料:加工中心刀库分类和用途:刀库系统是加工中心自动化加工过程中需储刀和换刀的一种装置,主要由刀库和换刀机构构成。
刀库主要提供储刀位置,并能依程式控制正确选择刀具加以定位,以进行刀具交换。
换刀机构则是执行刀具交换的动作。
刀库和换刀机构必须同时存在。
二者相辅相成,缺一不可。
根据刀库的容量、外形。
和取刀方式可以慨分为以下几种:一、斗笠式刀库1、斗笠式刀库简述:斗笠式刀库是数控加工中心最常见的一种刀库,其刀库形状像个大斗笠而得名。
一般储刀的数量不能太多,8-24把最好,具有体积小,安装方便,故障率少等特点,所以在立式加工中心应用比较常见。
但换刀需要的时间4S-6S左右。
2、斗笠式刀库换刀过程:斗笠式刀库在换刀时整个刀库向主轴平行移动,首先取下主轴上面原有的刀具,当主轴上面的刀具进入刀库卡槽时,主轴向上移动脱离刀库,然后刀库转动,目标刀具对准主轴正下方,主轴下移,使刀具进入主轴锥孔内,刀具加紧后,刀库退回,完成整个换刀过程。
津上fanuc加工中心va报警一览表精编WORD版
津上fanuc加工中心va报警一览表精编WORD版津上f a n u c加工中心v a报警一览表精编W O R D版IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】内容:在正面门打开的情况下,按了循环启动键。
处理:请把正面门关上再按循环启动按钮PS:或者K参数K4.6 0改1 开着门也可以按启动按钮内容:在左侧门打开的情况下,按了循环启动键。
处理:请把左侧门关上再按循环启动按钮PS:或者K参数K4.7 0改1 开着门也可以按启动按钮内容:气压不足,空压低下处理 : 调节气压阀,增加气泵PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低处理 : 1. 添加切削液,加到水箱水位2/3以上2. 如果还是报警,请调节水箱上面的液位感应灯3. K参数 K4.5 0改1 可屏蔽此报警内容:油路压力不足处理 : 1. 检查用油是否太快,油管接头是否漏油检查导轨油加油时间的频率是是否正常(比如:一周添加一次)2. 在没有漏油,加油频率正常的情况下K参数 K13.2 0改1 可屏蔽此报警内容:导轨油油箱液位不足处理 : 请添加导轨油PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。
PS:一般不会出现这个报警。
PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。
PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。
2.一个程序段不能出现3个以上的M指令内容:刀库位置异常W轴机械坐标位置不对0° 18° 36° 54° 72° 90° 108° 126° 144° 162° 198° 216° 234° 252° 180° 270° 288° 306° 324° 342°PS:刀库轴W轴位置只会在这20个位置上才算是正常的处理:手动旋转刀库,手动正转几下,手动反转几下,或者按刀库回零都可以PS:如果刀库旋转按了没有反应,可以先把急停拍了,再按准备按钮,再旋转刀库试试PS : w轴坐标与以上坐标相差2°以上的时候,如果手动旋转刀库没反应,可以修改K参数K40.1 0改1 按手轮*100,再按四轴,再看W轴机械坐标,手轮摇到上记20个坐标都可以消除2022报警。
台森精机加工中心机使用过程报警处理方法1

台森精机加工中心机使用过程报警处理方法1台森精机加工中心机使用过程报警处理方法1报警号一1、NC、A LARM2、A LARM、SERO3、ALARM报警原因1、NC异常2、伺服未完准备好处理方法1、先看各人服务器是否有电源输入。
2、看控制器和服务器驱动的LED显示字符。
3、请与台森精机售后服务部联系。
报警号二1、EMG2、EMERGENCY SWITCH PRBSSED报警原因1、紧急停止来放开2、某一错过行程3、伺服或控制器有问题或者外部互锁处理方法1、放开紧急停止开关。
2、按行程释放键,将超行程的行程的轴移到中间。
3、请与台森精机售后部联系。
报警号三1、MA GAZINE NOT REFERBNCB BOME2、MA GAZNE NOT IN-POSLION3、MA GAZINE MOTOR OVEFLOAD4、MA G LTTTZRHTLA RALLT5、ATC NOT RRA0Y6、ARC ODA7、ATC A RM NOT LN-ORIGNA L POSHION8、ARM TO HOME TLMEOUT9、APM TO SPNDLE TIMEOOT报警原因刀库未准备好处理方法1、将刀盘或刀臂回到原始位置上。
2、观看刀库的信号灯是否亮。
3、检查刀库开关是否坏了。
4、重新开机,手轮移动出现M01报警,但停止没有报警,留意是否刀库开关没有完全接通。
报警号四DOOR EAS BEEN OPENED报警原因安全门已打开(一般用在欧洲的机床上)处理方法1、将门关好。
2、将信号线短接。
报警号五1、TOOL CLAMP TIMEOUT2、TOOL NOT CLAMP3、TOOL UNCLAMP TEMEOUT4、TOOL CLAMP/UNCLAMP SWITCH BROKEN5、TOOL CHANGE TYPE ERROR6、POT TURN VERTICAL TIMEOUT7、POT TURN HORIZONTAL TLMEOUT8、TOOL CLAMP/UNCLAMP LS FAULT报警原因刀具套刀/松刀时间过长及卡刀处理方法1、检查气压是否足够6KG,请加大气压。
加工中心常见报警及解决方法

会存在其他报警因素,请根据该报警内容进行处理
。
T01 0103报警 复位中
关闭复位输入信号。
检查复位开关是否由于故障原因一直停留在打开位置上。
检查PLC程序。
T01 0104报警 进给信号打开
调整进给保持开关。
进给保持开关B接点
检查进给保持信号线是否破损。
检查PLC程序。
T01 0105报警 超过硬件行程极限
若轴端发生超过行程极限,通过手动操作使轴移动。
检查超过行程极限信号线是否破损。
检查超过行程极限开关是否有故障。
T01 0106报警 超过软件行程极限
用手动使轴移动。若不是轴端,则确认参数内容。2013,2014
T01 0107报警 无法运转类型
选择自动运转类型。
,1222BIT3位设定为0,在此情况下准备参数区域的参数可以自由设定;②,R1896
设定为0,1222BIT3位设定为1,此时准备参数中的参数被锁定,不能更改.
〈四〉传输问题
P460纸带输出错误读带机发生报警
检查电缆线焊接是否正确
接头是否有松动
COM1端口
电脑主机插头是否为
机床参数及电脑传输软件参数 否为标准值参考(参考下图)
100
9107
3
9115
0
9108
3
9116
10
8109
0
电脑软件传输速度
19200BIT
电脑端口
COM1
,P462纸带输出错误
检查电缆线焊接是否正确
接头是否有松动
COM1端口
电脑主机插头是否为
机床参数及电脑传输软件参数是否为标准值参考(参考上图)
加工中心常见报警解决办法

加⼯中⼼常见报警解决办法
f a n u出现101 p/s 报警怎么解决报警信息是不是这样的:“P L E A S E C L E A R MEMORY”。
如果是这样的,同时按下
出现这个问题是在⽤程序编辑或改写存储器时,电源断电了。
加⼯中⼼报警代码1031 以断定是电⼦问题主轴定位这个信号有问题. 临时的修理⽅法就是彻底断电.将NC电源切断以后把总电源关掉.即将旋钮搬到"0"的位置.多等待⼀会,10分钟到半个⼩时左右,重新开机然后回参考点.即可正常⼯作.不过隔⼀段时间还会出现类似报警并且停⽌加⼯的... 长久办法是查看⼀下PMC,⼿动判断⼀下信号问题到底是出现在那个回路.控制器对于主轴停⽌功能都是闭环系统.需要专业⼈员来判断.的缩写,"报警"的意思.
ATC是AUTOMATIC TOOL CHANGE 的缩写"⾃动⼑具交换"的意思法那科1015号报警是什么问题1000号以上的报警是PMC报警,不同于1000号以下的NC报警。
NC⽽PMC报警则是机床制造商在编制PMC程序(梯形图)时设置的,只能看⼚家的说明书,或者根据具体报警内容判断,打开PMC梯形图监控可以找到具体原因。
机床加工中心的常见故障与排除

机床加工中心的常见故障与排除机床加工中心作为一种高效、高精度的加工设备,广泛应用于工业生产中。
然而,由于长时间的使用或操作不当,机床加工中心也会遇到一些故障问题,影响其正常工作。
本文将介绍机床加工中心常见的故障,并提供相应的排除方法。
一、电气故障1. 电机无法启动- 检查电源线路是否正常连接;- 检查电机线路是否短路或断路;- 检查电机过载保护装置是否触发,若触发应及时复位或更换保险丝。
2. 伺服系统异常- 检查伺服电机与驱动器的连接是否良好;- 检查伺服驱动器参数设置是否正确;- 检查伺服电机与驱动器之间的反馈装置是否损坏。
3. 控制系统故障- 检查控制系统的电源和信号线路是否正常;- 检查控制系统中的传感器和开关是否故障;- 若控制系统出现软件故障,可尝试重启或重新安装控制软件。
二、液压故障1. 液压系统漏油- 检查液压管路连接处是否松动,若有松动应及时紧固;- 检查液压缸密封件是否老化或破损,如有问题应及时更换;- 检查液压系统中的油封是否泄漏,若泄漏应更换油封。
2. 液压系统压力异常- 检查液压泵是否正常工作,若不正常应及时修理或更换;- 检查液压系统中的溢流阀是否故障,如有问题应修理或更换;- 检查液压缸的工作行程是否正常,若不正常应调整液压缸的行程。
三、机械故障1. 导轨、滑块卡滞- 清洁导轨和滑块表面的污垢,确保其光滑;- 检查导轨和滑块的润滑系统是否正常;- 如有需要,可考虑更换磨损严重的导轨或滑块。
2. 主轴异响或振动- 检查主轴箱内的润滑油是否充足,若不足应及时添加;- 检查主轴和主轴箱是否磨损或搭扣,如有问题应修理或更换;- 检查主轴的动平衡是否合格,如不合格应进行动平衡校正。
3. 机床加工精度下降- 检查机床工作台和主轴的调整是否准确,对不准确的部分进行调整;- 检查刀具是否磨损或松动,如有问题应及时更换或紧固;- 如有必要,可对机床进行重新校准。
四、其他故障1. 冷却系统故障- 检查冷却液是否充足,若不足应及时添加;- 检查冷却泵是否正常工作,如有问题应修理或更换;- 如发现冷却系统漏水,应检查管路连接处是否松动或密封件是否老化。
加工中心常见15种故障与对策
加工中心常见15种故障与对策一、手轮故障原因:1、手轮轴选择开关接触不良2、手轮倍率选择开关接触不良3、手轮脉冲发生盘损坏4、手轮连接线折断解决对策:1、进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换开关即可解决2、进入系统诊断观察倍率开关对应触点情况(连接线完好情况),如损坏更换开关即可解决3、摘下脉冲盘测量电源是否正常,+与A,+与B之间阻值是否正常。
如损坏更换4、进入系统诊断观察各开关对应触点情况,再者测量轴选开关,倍率开关,脉冲盘之间连接线各触点与入进系统端子对应点间是否通断,如折断更换即可.二、XYZ轴及主轴箱体故障原因:1、YZ轴防护罩变形损坏2、YZ轴传动轴承损坏3、服参数与机械特性不匹配。
4、服电机与丝杆头连接变形,不同轴心5、柱内重锤上下导向导轨松动,偏位6、柱重锤链条与导轮磨损振动7、轴带轮与电机端带轮不平行8、主轴皮带损坏,变形解决对策:1、防护罩钣金还2、检测轴主,负定位轴承,判断那端轴承损坏,更换即可3、调整伺服参数与机械相互匹配。
(伺服增益,共振抑制,负载惯量)4、从新校正连结器位置,或更换连接5、校正导轨,上黄油润滑6、检测链条及导轮磨损情况,校正重锤平衡,上黄油润滑7、校正两带轮间平行度,动平衡仪校正8、检测皮带变形情况损坏严重更换,清洁皮带,调节皮带松紧度三、导轨油泵,切削油泵故障原因:1、导轨油泵油位不足2、导轨油泵油压阀损坏3、机床油路损坏4、导轨油泵泵心过滤网堵塞5、客户购买导轨油质量超标6、导轨油泵打油时间设置有误7、切削油泵过载电箱内断路器跳开8、切削油泵接头漏空气9、切削油泵单向阀损坏10、切削油泵电机线圈短路11、切削油泵电机向相反解决对策:1、注入导轨油即可2、检测油压阀是否压力不足,如损坏更换3、检测机床各轴油路是否通畅,折断,油排是否有损坏。
如损坏更换4、清洁油泵过滤网5、更换符合油泵要求合格导轨油6、从新设置正确打油时间7、检测导轨油泵是否完好后,从新复位短路8、寻找漏气处接头,从新连接后即可9、检测单向阀是否堵塞及损坏,如损坏更换10、检测电机线圈更换切削油泵电机11、校正切削油泵电机向,即可四、加工故障原因:1、XYZ轴反向间隙补偿不正确2、XYZ向主镶条松动3、XYZ轴承有损坏4、机身机械几何精度偏差5、主轴轴向及径向窜动6、系统伺服参数及加工参数调整不当7、客户编程程序有误8、XYZ轴丝杆,丝母磨损解决对策:1、千分表校正正确反向间隙2、调整各轴主镶条松紧情况,观测系统负载情况调整至最佳状态3、检测轴承情况,如损坏更换4、大理石角尺,球杆仪检测各项目几何精度,如偏差校正5、修复主轴内孔精度,主轴轴承窜动间隙,如不能修复更换6、调整伺服位置环,速度环增益,负载惯量比,加工精度系数,加减速时间常数7、优化,调整编程工艺8、借助激光干涉仪进行丝杆间隙补偿五、松刀故障故障原因:1、松刀电磁阀损坏2、主轴打刀缸损坏3、主轴弹片损坏4、主轴拉爪损坏5、客户气源不足。
哈斯加工中心报警表
电动机控制器的自测试失败。请与你的经销商联系。
内部电路板问题。这也可能是由于面板的膜片键区短路引起。请与你的经销商联系。
芯轴不能正确定向。这要么是矢量驱动器的问题,要么是没有矢量驱动器的机器的机械问 题。在芯轴进行定向期间,芯轴要一直旋转到定位销落入;但定位销始终没有落入。参数 66、70、73和74可调节延迟和芯轴的定向速度。此警报可由断路器CB4跳闸、失去气压、 或与定向销摩擦过大而引起。 齿轮箱不能进入高速档。在向高速档转换的过程中,在芯轴慢速旋转的同时气压被用于换 档,但未能及时检测到高速档传感器。参数67、70和75可调节延迟。检查气压、气压螺线 管的断路器CB4、以及芯轴驱动器。 齿轮箱不能进入低速档。在向低速档转换的过程中,在芯轴慢速旋转的同时气压被用于换 档,但未能及时检测到低速档传感器。参数67、70和75可调节延迟。检查气压、气压螺线 管的断路器CB4、以及芯轴驱动器。 输入的线电高于最大值。芯轴、刀具交换装置、以及冷却剂泵将停止。如果此情况持续下 去,在参数296规定的时间过去之后自动停机将启动。 气压在参数76规定的时间里降到低于80 PSI。气压一下降屏幕就会出现LOW AIR PR(低气 压)警报,过了一段时间之后就会出现此警报。核对你的输入气压至少为100 PSI并确保调 节器被设定在85 PSI。
移)按钮打开或关闭警报记录显示。
请注意刀具交换装置警报可以很方便地纠正,方法是首先纠正任何机械问题,按RESET(复位)直到警报被清除,选择 ZERO RET(归零)模式,然后选择AUTO ALL AXES(所有轴自动执行)即可。有些信息会在编辑过程中显示,以告诉
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容V—> PlC报警问题1.1 LUB LOW1.11检查润滑油泵的油位含义(油量过少)解决方法1.12检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有电源输入(号码管为COOLANT OVERLOAD)24V1.3 AXlS NOT HOME (3 轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER 信号1.34 刀杯原位信号错误,检查TooL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SlGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与OV点之间电压是否为24V,I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BITo位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1 位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心常见报警及解决方法
旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺 ,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心出现报警概要

加工中心常见报警解决办法fanuc 加工中心出现101 p/s 报警怎么解决报警信息是不是这样的:“PLEASE CLEAR MEMORY”。
如果是这样的,同时按下[PROG]和[RESET]。
报警会解除。
出现这个问题是在用程序编辑或改写存储器时,电源断电了。
加工中心报警代码1031以断定是电子问题主轴定位这个信号有问题. 临时的修理方法就是彻底断电.将NC电源切断以后把总电源关掉.即将旋钮搬到"0"的位置.多等待一会,10分钟到半个小时左右,重新开机然后回参考点.即可正常工作.不过隔一段时间还会出现类似报警并且停止加工的... 长久办法是查看一下PMC,手动判断一下信号问题到底是出现在那个回路.控制器对于主轴停止功能都是闭环系统.需要专业人员来判断.至于操作面板上的AL 就是ALARM的缩写,"报警"的意思. ATC是AUTOMATIC TOOL CHANGE 的缩写"自动刀具交换"的意思. 加工中心法那科1015号报警是什么问题1000号以上的报警是PMC报警,不同于1000号以下的NC报警。
NC报警是数控系统内置的报警,通过查NC手册就可以找到具体原因。
而PMC报警则是机床制造商在编制PMC程序(梯形图)时设置的,只能看厂家的说明书,或者根据具体报警内容判断,打开PMC梯形图监控可以找到具体原因。
哈挺加工中心换刀报警怎样解除按复位右边的第二个蓝色的键(刀库管理)然后一直按Y吧自动更新刀库解除报警数控加工中心报警假如现在主轴上是1号刀,我在MDI方式下或程序里连续出现两次以上的T1M6,就会报警。
报警内容为:NEW T CODE AT SPINDLE(所选刀具与主轴相同)机床是北京的工研精机卧加。
该怎样解除?假如某程序只用一把刀,程序开始时要写入T1M6(假设这把刀是1号),然后执行第一遍,会正常的把1号刀换上去,接下来做第二件的时候,因为1号刀已经在主轴上了,所以就会报警。
亚威立式加工中心报警大全
亚威立式加工中心报警大全亚威立式加工中心报警大全亚威立式加工中心是一种高精度、高效率的机械设备,广泛应用于金属加工行业。
然而,在使用过程中,由于各种原因,可能会出现报警情况。
本文将介绍一些常见的亚威立式加工中心报警,以及可能的原因和解决方法,以帮助操作员及时处理这些问题。
1. 报警代码:E001报警内容:主轴温度过高原因与解决方法:主轴温度过高可能是由于切削液供应不足、主轴轴承润滑不良或故障等原因造成的。
应检查切削液供应系统,确保切削液正常供应;同时,检查主轴润滑系统,清洁或更换润滑油。
2. 报警代码:E002报警内容:刀具破损或失效原因与解决方法:刀具破损或失效可能是由于过度磨损、切削力过大或切削条件不合理等原因引起的。
操作员应检查刀具状态,如有损坏或磨损严重,应及时更换刀具;同时,检查切削参数,适当调整切削条件。
3. 报警代码:E003报警内容:进给速度过高原因与解决方法:进给速度过高可能是由于程序设置错误、伺服系统故障或操作错误等原因造成的。
应检查程序设置是否正确,并调整进给速度;同时,检查伺服系统,确保其正常工作。
4. 报警代码:E004报警内容:通信故障原因与解决方法:通信故障可能是由于通讯接口连接不良、电缆故障或通讯协议不匹配等原因引起的。
操作员应检查通讯接口连接情况,确保连接牢固;同时,检查电缆是否损坏,如有损坏应更换电缆。
5. 报警代码:E005报警内容:电源故障原因与解决方法:电源故障可能是由于电源供应不稳定、电源线路故障或电源模块故障等原因造成的。
应检查电源供应情况,确保稳定供电;同时,检查电源线路和电源模块,如有故障应及时修复或更换。
总之,亚威立式加工中心报警可能涉及多个方面,包括温度、刀具、进给速度、通信和电源等。
对于报警情况,操作员应及时分析原因,并采取相应的解决措施,以确保设备正常运行和生产效率。
同时,定期进行设备维护和保养也是预防报警的重要措施,操作员应遵循设备使用手册和操作规程,确保设备长期稳定运行。
数控加工中心出现限位报警的原因及解决措施
数控加⼯中⼼出现限位报警的原因及解决措施稍有机械加⼯常识的朋友都知道,机床“限位”是做什么⽤的。
简单来说,它是为了避免机床因超程⽽出现“撞车”事故的⼀种安全措施。
早在普通设备上就安装有这种安全装置。
⼀般通过加装⼀个⾏程开关或者限位开关,来实现“限位”功能。
安装有限位开关的限位我们称之为“硬限位”,利⽤系统限位功能设置的限位我们称之为“软限位”。
这两种限位任何⼀种出现问题时,都会在系统显⽰屏上出现“限位报警”。
本⽂就简单介绍⼀下,经济型数控加⼯中⼼出现限位报警的原因及其解决办法。
CNC数控系统是数控加⼯中⼼的核⼼部件,根据控制形式不同,分为增量控制和绝对值控制。
绝对值控制的CNC数控系统稳定性较⾼,机床⽆需每次开机都需要回零,也⽆需加装限位开关。
但价格较⾼,⼀般应⽤于⾼端⼀些的数控加⼯中⼼上;增量控制的CNC数控系统,价格较低,操作便利,⼀般应⽤于经济型的机型上。
不过,这种控制形式的数控加⼯中⼼每次开机都要先进⾏回零操作,⼀般都配置有软限位和硬限位两道“防线”。
出现限位报警的原因是多⽅⾯的。
最常见是下⾯⼏种:⼀是限位开关损坏或者控制电路短路;⼆是回参考点故障引起的限位;三是坐标系或者程序引起的限位;四是操作不规范或机床失控造成的限位;五是外界电磁⼲扰造成的系统参数丢失引起的限位等⼏个⽅⾯。
下⾯我们分析⼀下,这⼏种故障引起的原因及其解决措施:⼀、限位开关损坏或者控制电路短路造成的限位故障限位开关或者⾏程开关等“硬限位”元件对环境使⽤有⼀定要求,外界环境越差,越容易造成故障,如机械碰撞、积尘、腐蚀、摩擦等因素的影响,易于导致相关限位开关本⾝损坏及控制电路断路,同时产⽣数控加⼯中⼼CNC数控系统的“限位报警”信息。
这类故障的处理⽐较直接,把损坏的开关、导线修复好或更换即可解决。
如果导线断路或者接触不良时相对复杂⼀些,需要借助于量表仔细的校线和观察才可找到短路的线路。
⼆、回参考点故障引起的限位对于配置增量控制的经济型数控加⼯中⼼每次开机都要回参考点,也就是回“零点”操作。
兄弟加工中心报警【大全】
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0064(conv)
5064(nc)
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0066(conv)
5066(nc)
* servo(***)
*司服问题(***)
发生在M轴,原因视乎(***)
警报号码
讯识
原因
解决方法
0000(conv)
5000(nc)
Watch dog(main)
检测到问题(主板)
主板出现错误
通知有关人仕
0001(conv)
5001(nc)
Watch dog(slave)
检测到问题(副板)
副板出现错误
通知有关人仕
0002(conv)
5002(nc)
Watch dog(local)
0055(conv)
5055(nc)
Ram error(main-loc3)
缓存器问题
电子板问题
0056(conv)
5056(nc)
Servo relay1 error
司服relay1问题
1/司服电源供应relay1激活
2/司服电源供应relay1只关了一半
0057(conv)
5057(nc)
Servo relay2 error
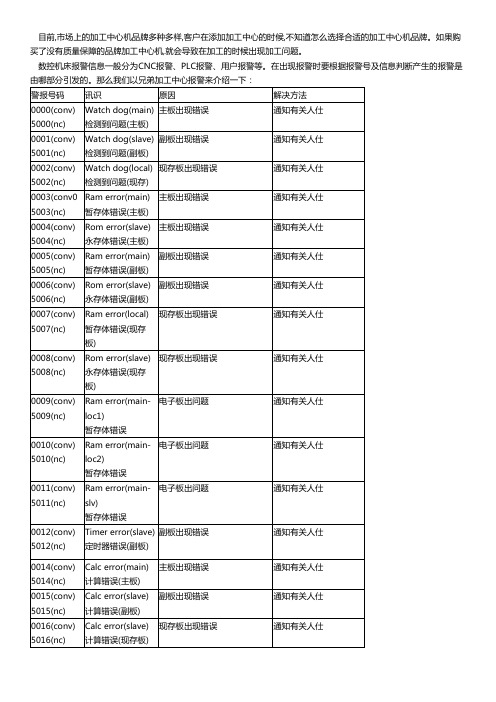
目前,市场上的加工中心机品牌多种多样,客户在添加加工中心的时候,不知道怎么选择合适的加工中心机品牌。如果购买了没有质量保障的品牌加工中心机,就会导致在加工的时候出现加工问题。
数控机床报警信息一般分为CNC报警、PLC报警、用户报警等。在出现报警时要根据报警号及信息判断产生的报警是由哪部分引发的。那么我们以兄弟加工中心报警来介绍一下:
加工中心常见故障解除

加工中心常见故障解除加工中心常见故障分析和排除方法1. 机床机械零点(XYZ轴,转台)丢失现象和重置零点方法。
前言:所谓加工中心参考点又名原点或零点,是机床的机械原点和电气原点相重合的点,是原点复归后机械上固定的点。
每台机床可以有一个参考原点,也可以据需要设置多个参考原点,用于自动刀具交换(ATC)或自动拖盘交换(APC)等。
参考点作为工件坐标系的原始参照系,机床参考点确定后,各工件坐标系随之建立。
所谓机械原点,是基本机械坐标系的基准点,机械零部件一旦装配完毕,机械原点随即确立。
所谓电气原点,是由机床所使用的检测反馈元件所发出的栅点信号或零标志信号确立的参考点。
为了使电气原点与机械原点重合,必须将电气原点到机械原点的距离用一个设置原点偏移量的参数进行设置。
这个重合的点就是机床原点。
在加工中心使用过程中,机床手动或者自动回参考点操作是经常进行的动作。
不管机床检测反馈元件是配用增量式脉冲编码器还是绝对式脉冲编码器,在某些情况下,如进行ATC或APC过程中,机床某一轴或全部轴都要先回参考原点。
当数控机床更换、拆卸电机或编码器后,机床会有报警信息,提示编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数(1815)进行设置,这个重合的点就是机床原点。
加工中心常见报警及解决方法(精编文档).doc

【最新整理,下载后即可编辑】旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW) 1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题LUB LOW (油量过少)检查润滑油泵的油位检查油位传感器是否正常检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUBLOW)1.2 COOLANT OVERLOAD (切削液马达过载)检查动力线是否有缺 ,检查电源电压是否为额定电压过载保护器的过载系数是否设定过小,正常为马达是否为反转或者有烧毁将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)AXIS NOT HOME (3轴未归零)在原点复归模式下分别将三轴归零,归完成报警信号即完成零ATC NOT READY 刀库未准备好刀库记数信号未到位,检查COUNTER信号刀杯原位信号错误,检查TOOL CUP UP 信号刀臂持刀点位置不正确,检查121点信号THE CLAMP SIGNAL ERROR (夹刀信号错误)检查夹刀到位信号线是否有异常检查打刀缸夹刀开关是否正常检查I/F诊断中X4的信号是否为1AIR PRESSURE LOW (空气压力低)检查空气压力是否5MP以上检查空气压力输入信号的线路是否有DC24VV电压ATCCOUNTERSINGALERROR (刀库记数信号错误)检查是否为记数信号接再刀库的144点上。
检查DC24电源144点与0V点之间电压是否为24V,确定I/F诊断中的X1E点信号是否正常!THE SP-MOTOR OVERLOAD (主轴马达过载)主轴马达过载,检查回升电阻AL1与AL2间是否为通路检查PLC输入信号是否有24VPLC计时器不能工作参数被锁住将6449BIT0位参数设定为0PLC计数器不能工作参数被锁住将6449BIT1位参数设定为0PLC报警无法显示为用户定义形式参数锁住将6550BIT0位和BIT2位设定为1主轴无法转动(无信号显示)如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
如果上述情况皆到位,还不转动,请检查参数是否设定正确,如:屏蔽参数3024是否关闭。
程序无法启动三轴是否回零完成检查报警界面是否有报警,如果有依照报警信息将其解决。
检查启动时的模式是否正确,允许在EDIT,MDI,MEMORY以及DNC模式下启动加工程序〈二〉EMG报警问题EMG紧急停止,EXIN或PLC报警取消紧急停止输入信号。
检查急停开关接线,看连线是否破损。
检查紧急停止开关常闭点是否接触良好检查控制急停线的EMG紧急停止,SPIN检查主轴放大器中紧急停止信号和准备信号的信号输入。
检查主轴放大器的回授线是否破损。
EMG紧急停止,33号报警过电压PN总线电压超过了400V.调整参数如:3219,3255等。
检查回升电阻是否烧坏,或更换大功率的回生电阻。
EMG紧急停止,3A号报警过电流检查三轴动力线是否短路。
调整参数。
(2220,2210,2211,2212)EMG 紧急停止 PLC紧急停止(带行程开关式)取消紧急停止输入信号。
检查急停开关接线,看连线是否破损。
检查急停开关常闭点是否接触良好检查机床是否过行程检查各轴行程开关连接线路是否正常2.6EMG紧急停止 LINE/ SRV查电缆线的连接方法是否正确(判定方法是CN1B为终端,可随意选择一轴,连线再由接有终端的驱动器的CN1A出发,连接到另外一轴的CN1B,依此方法连接完各轴,最后回到基本I/O板上的SV1接口2.62查驱动器上的旋转开关位置是否正确。
2.63查伺服驱动器之间的连接线以及伺服驱动器与I/O板之间的连线及I/O板与主机间的连线是否有松动或异常,如果连线无问题则更换新电缆线试试EMG紧急停止是机床在使用过程中发生紧急情况的一种保护功能,引起这种情况发生的因素很多,上面讲的紧急停止状态,亦是为了防止机床误动作而产出的保护状态。
〈三〉系统操作错误报警3.1 M01操作错误,外部互锁 0003号报警参考点返回方向错误因选择的参考点返回方向与设定的返回方向不一致,选择正确的返回方向即可3.2 M01操作错误 0004 轴互锁技能有效在加装了刀库的时候检查刀库计数信号及原点信号是否正常,打刀缸位置是否在夹刀点位置,一切正常后即解除互锁。
检查是否将面板上面的MACHINE LOCK键按下,如果有将此按钮关闭即解除互锁3.3 M01操作错误,内部互锁 0005号报警伺服关闭功能有效,请解除伺服OFF功能。
对轴取出有效状态的轴发出了指令,请进行正确操作。
发出了与手动跳过打开方向相同的指令,请惊醒正确操作。
在手动/自动同时类型期间,自动类型指令轴成为了手动操作轴。
请关闭指令轴的手动/自动有效信号。
请再次接通电源,并完成绝对位置初始化。
3.4 M01 操作错误,0006 超过硬极限(此情况在三点式形成开关时常发生)机床超过硬体极限,在手论方式下将发生过行程的轴向相反的方向移动检查发生过行程报警的轴的线路或电源是否有故障检查发生过行程轴的行程开关常闭点是否有故障3.51操作错误0007软件极限保护将发生报警的轴在手轮方式下或者快速移动的方式下进行超极性相反的方向移动检查2013,2014参数是否设定正确3.3M01操作错0024绝对位置报警中请执行绝对位置基准点初期设定后再确定绝对坐标行程位置,然后再执行原点复归3.4 M01操作错误, 0101 无操作模式检查输入模式信号线是否有破损检查I/F诊断中是否有输入信号检查模式选择开关是否有故障检查PLC程序3.5 M01操作错误,0102切削进给率为零检查面板进给倍率开关是否为零档位检查进给倍率开关线路是否有故障检查进给倍率开关是否有故障检查PLC程序3.6 M01 操作错误,0103外部进给速度为零在手动移动过程中,请确认手动倍率开关为非零值,如果手论倍率开关已经为非零值,请确认信号线是否有异常请检查PLC程序Y90主轴无信号,主轴编码器信号错误检查主轴编码器的反馈电缆线和编码器Z51ROM错误参数为正常写入ROM时发生,再次执行同一操作时如果产生报警,即为硬件故障,请与服务中心联系。
Z52电池不足插入NC控制装置的电池的电压已下降更换NC控制装置用电池。
对电池处理之后,检查加工程序。
Z53过热控制器或操作板温度超过规定值需要冷却措施。
切断控制器电源,或用冷却器降低温度等。
Z55RIO通信中断控制器与远程输入/输出装置间的通信出错。
检查并更换电缆。
检查电源(是否供电,有电压)更换远程I/O模块。
Z59加减速时间加减速时间常数太大#1206G1bF参数的设定值加大。
#1207G1btl参数的设定值减小。
p430 有未回归原点的轴对未作参考点复归的轴做发出了参考点复归以外的指令,对正在轴取出的轴发出的了指令。
执行手动参考点复归将已经取出的轴恢复其功能Y05 初期参数错误确认1001,1002及1039参数是否设定正确根据报警信息所提示的参数号码,设定正确值。
3.15M90参数设定方式参数设定方式被打开R1896被设定成为了1 ,同时参数1222BIT3设定为1,此时即出现参数设定方式报警,针对此情况可以将以上两个参数设定为两组形式,①,R1896设定为一,1222BIT3位设定为0,在此情况下准备参数区域的参数可以自由设定;②,R1896设定为0,1222BIT3位设定为1,此时准备参数中的参数被锁定,不能更改.〈四〉传输问题P46 0纸带输出错误读带机发生报警检查电缆线焊接是否正确接头是否有松动电脑主机插头是否为机床参数及电脑传输软件参数 否为标准值参考(参考下图),P 462纸带输出错误检查电缆线焊接是否正确接头是否有松动机床参数及电脑传输软件参数是否为标准值参考(参考上图)传输过程中发生异常中断检查传输线是否有松动检查客户所编写的程序后处理是否正常(判定方法是去掉程序开头的一部分说明,直接用程序部分传送看是否能正常传输,如果可以则证明为后处理问检查电脑主机是否中病毒,将主机杀毒后,更换传输软件再试。
如果电脑为XP系统,重装成98系统更换电脑主机检查地线是否接线良好传输过程中出现不能识别的代码根据程序执行时所停顿的单节,相对应的删除代码或者更改正确的代码指令再重新传送即可传输过程中出现乱码,机床无法识别加工检查电脑传输参数是否与机床传输传输一致给系统杀毒,更换传输软件检查接地是否完好更换主机在线加工程序老出错检查外部有无大功率电感设备干扰。
PC机有无接地。
传输参数有无正确。
可以降低传输速度。
参数,梯图传入时,E86输入错误当新机通电时,都需要进行参数的格式化,以除去原先的一些参数,但请注意:格式化时,不要对基本参数进行格式化。
否则将出现此类报警。
,出现此类报警时,我们可以用备份卡去备份后,然后拿到新机台释放,即可。
可以摘录基本参数到新机台,然后就可以新机参数的输入,同时亦可将梯形图输入到机床系统中。
〈五〉时间暂停报警T01自动起不可表示试图从停止状态执行自动运转时无执行动运转的状态。
T01 0101报警轴在移动中在全部轴停止后再重新起动。
T01 0102报警 NC未准备会存在其他报警因素,请根据该报警内容进行处理。
T01 0103报警复位中关闭复位输入信号。
检查复位开关是否由于故障原因一直停留在打开位置上。
检查PLC程序。
T01 0104报警进给信号打开调整进给保持开关。
进给保持开关B接点检查进给保持信号线是否破损。
检查PLC程序。
T01 0105报警超过硬件行程极限若轴端发生超过行程极限,通过手动操作使轴移动。
检查超过行程极限信号线是否破损。
检查超过行程极限开关是否有故障。
T01 0106报警超过软件行程极限用手动使轴移动。
若不是轴端,则确认参数内容。
2013,2014T01 0107报警无法运转类型选择自动运转类型。
确认自动运转类型(内存,纸带,MDI)的信号线是否有破损。
T01 0108报警运转操作类型重复检查类型选择信号线(记忆,DNC,MDI)是否有短路。
检查开关是否有故障检查PLC程序。
T01 0110报警 DNC呼叫中在完成DNC呼叫之后进行自动起动操作。
T01 0113报警温度报警发生中NC温度超过规定温度请采取冷却措施。
T01 0191报警无法自动起动请在文件删除/写入完成后再自动起动。
T02进给保持 0201报警超过硬件行程极限通过手动操作将轴从超过行程极限开关处离开需要修改加工程序。
工件坐标不能抄数操作面板的钥匙未打开将操作面板上的数据保护钥匙旋转到1状态如果数据保护钥匙处于打开状态,还是不能抄数的话,则检查此时状态的钥匙输入信号线是否有破损检查PLC程序〈六〉伺服报警问题Z55I/O未连接I/O模块信号错误检查I/O板电源是否正确检查I/O板输入电压是否为DC24V检查CF10电缆线是否接触良好或是否有破损检查I/O板输入输出发光二极管是否工作正常,标准是两个灯必须为亮,且显示为淡绿色。