开粗加工工艺规范
生产加工工艺通用规范

生产加工工艺通用规范一、引言生产加工工艺是制造业中不可或缺的环节,它涵盖了各种工艺流程和操作步骤。
为了提高产品质量、保证生产效率和安全性,制定和遵守生产加工工艺通用规范是非常重要的。
本文将介绍一些常见的生产加工工艺通用规范,以期提供指导和参考。
二、材料准备1. 材料选择:根据产品要求和设计规范,选用合适的材料及其数量。
2. 材料储存:材料应储存在干燥、通风和无腐蚀性气体的仓库中,避免阳光直射和潮湿环境。
3. 材料检验:对于每批材料,进行外观、尺寸、质量等方面的严格检验,确保符合标准要求。
三、工艺流程1. 工序划分:根据产品的设计和工艺要求,合理划分工序,明确每个工序的具体任务和顺序。
2. 工序操作规范:针对每个工序,制定详细的操作规范,包括工艺参数、设备设置、操作步骤等内容。
3. 工序监控:在生产过程中,对每个工序进行实时监控和记录,确保工艺的准确执行和结果的可追溯性。
四、设备使用和维护1. 设备选择:选用符合产品要求的设备,并确保其性能稳定、可靠。
2. 设备操作规范:制定设备操作规范,包括开机、关机、调整参数等操作步骤,要求操作人员按规范进行操作。
3. 设备维护:定期维护设备,保持其正常运转状态,及时修复故障,延长使用寿命。
五、质量控制1. 检验方法:制定符合产品特点和要求的检验方法,包括外观检查、尺寸测量、材料分析等。
2. 抽样原则:根据生产批次和数量,确定合适的抽样方案,确保样本的代表性和统计可靠性。
3. 不合格品处理:对于不合格品,制定相应的处理措施,如修复、返工或报废,并记录其处理过程。
六、安全生产1. 安全教育:对相关的岗位员工进行安全教育和培训,重点培养其安全意识和操作技能。
2. 安全设施:按照国家标准和规范,配置必要的安全设施,如防护网、灭火器等,确保生产现场的安全性。
3. 事故报告:对于发生的事故和安全事件,及时进行记录和报告,并采取措施防止类似事件再次发生。
七、环保要求1. 废物处理:制定废物处理方案,按照环保法规要求,分类处理废物,最大限度地减少对环境的污染。
粗糙加工操作规程
粗糙加工操作规程一、目的粗糙加工操作规程的目的是确保在进行粗糙加工过程中,操作人员能够正确、安全地进行相关操作,以达到预期的加工效果。
二、适用范围本规程适用于所有进行粗糙加工操作的操作人员。
粗糙加工涉及的工作包括但不限于:铣削、钻孔、锯切、磨削等操作。
三、安全要求1. 操作人员在进入加工区域前,必须佩戴符合要求的个人防护装备,包括安全帽、防护眼镜、口罩、耳塞等。
2. 确保加工设备、工具和加工件固定可靠,并检查其是否存在损坏和松动现象。
3. 加工设备的电源必须可靠接地,且电源开关应位于操作人员易于触及的地方。
4. 加工设备必须经过检查和维护,确保其正常运行。
5. 确保加工区域的通风良好,及时清除产生的粉尘、废料等杂物。
6. 操作过程中,禁止穿长袖衣物、手套等松散物品以及长发等,防止被卷入设备中。
7. 禁止在开机状态下接近或触碰旋转或快速运动的部件。
8. 严禁进行涉及禁止操作的活动,如饮食、抽烟、喧哗等。
四、操作步骤1. 准备工作a. 查看加工设备的操作手册,了解设备的基本操作和注意事项。
b. 检查加工设备和工具是否完好,并保持其清洁。
c. 将需要加工的工件放置在稳固的工作台上,并固定好。
2. 加工准备a. 根据具体加工要求,选用合适的刀具和配件,并进行安装。
b. 调整加工设备的加工参数,如转速、进给速度等。
c. 检查加工设备的辅助装置,如冷却液、吸尘装置等,确保其正常运行。
3. 加工操作a. 启动加工设备,待设备达到稳定工作状态后,进行操作。
b. 按照加工要求,采取适当的加工方式和手法进行操作。
c. 在操作过程中,时刻注意加工设备的运行状态,如异常噪音、振动等情况,及时停机检查。
d. 确保加工设备和工件之间保持适当间隙,以免发生卡料、夹伤等事故。
e. 加工过程中,及时清除产生的废料和粉尘,保持工作环境清洁。
4. 完成加工a. 加工完成后,关闭加工设备,并等待设备完全停止运行后方可离开。
b. 检查加工效果是否符合要求,如存在问题,及时处理或报告。
厨房粗加工操作规范

厨房粗加工操作规范1、工作程序1.1值班人员上班后,备齐所用餐具,并注意检查挑出破损清洗不彻底的餐具,统计昨日营业收入和菜品销售情况。
1.2面点厨师长或委托负责人验收当日所购原料,并及时送至厨房。
1.3清理卫生,检查冰箱,查看原料储备情况,报告缺货。
1.4领料员领齐所需调料,根据日常营业状况,按《标准菜谱》备齐当日所需的面和馅料。
1.5撤回展台菜品,重新布置展台,预制各种水饺、饼类等面食。
1.6开餐期间,按照菜单,制作好各种面点,装盘后送到划菜口,并在菜单的相应菜品后打“√”,表示此菜已走,并注明传菜员工号。
1.7餐后将各种原料储存好,摆放整齐,清理各区域卫生,填写“厨房采购申请单”。
1.8值班或夜宵人员下班前检查水、电、气设备的安全状况和保安人员交接,并填写“工作交接与值班表”。
2、工作要求:2.1验货时按《原料验收规范》执行,严禁不合格原料进入厨房。
2.2清理卫生时,必须按《厨房卫生要求》清理卫生。
2.3在布置展台时,按《展台菜品摆放规范》布台到位,自助餐菜品也应摆放到位。
2.4开餐期间各岗位要密切配合,团结协作,每道面点必须经厨师长(或代理厨师长)检验合格后方可上桌。
接单后水饺15分钟内,面点饼类10分钟之内上桌。
2.5餐中如发生催菜或换菜,必须首先制作,如有退菜按《不合格菜品退菜管理规定》处理。
2.6餐后原料储存,需按《原料存放管理规定》执行。
1、早8:30分进行验菜,对不符合要求与标准的青菜杜绝进入厨房,严把原料质量关。
2、每日上午11:00之前将各厨房的青菜原料按要求粗加工到位。
2.1大白菜、菠菜、油菜、卷心菜、生菜、韭菜、荠菜、椿头等叶类蔬菜,粗加工要求。
2.1.1将枯叶、老叶、老根、老帮、杂物等不能食用的部分摘掉剔除并清除泥沙。
2.1.2将经过摘剔整理蔬菜,放入清水浸泡一会儿,洗去蔬菜上的泥土,再反复清洗干净。
如叶片、叶柄上带有虫卵的蔬菜要先在2%浓度的食盐溶液中浸泡分钟后再洗。
热处理后开粗方法汇总

热处理后开粗方法汇总
在模具加工中,经常有大型的模具或者热处理的模具要进行二次加工,比如大型原身留模具先开粗留3MM左右做导柱孔然后光刀,热处理留0.5MM余量后光刀。
那我们二次加工采用什么方法用开粗,如果方法不合理容易断刀或者刀具损耗快,如下为大家汇总一下二次加工的开粗方法。
1方法一,简单的工件没有曲面平坦区域采用平面+等高加工,如下图:
2方法二,平坦区域过多的非平面区域用二次开粗的基于层或者3D IPW加工,开粗就会比较到位,后续刀具加工不容易损刀,如下图:
3方法三,用前面开粗加工完生产生的小平面体作为毛胚进行加工,与基于层或者3DIPW一样安全,如下图:
4方法四,用部件偏置作为毛胚材料进行加工,如下图:。
第二章粗加工规范

第二章粗加工规范一、粗加工流程准备工作———挑摘\打皮———原料、用具归位———清理现场粗加工流程说明准备工作切配组长根据菜品加工的先后顺序安排粗加工人员的工作挑摘\打皮①加工后的半成品,装入指定周转筐中;须泡水的原料装入盛水容器内。
②挑摘\打皮过程中如有边角料等垃圾落到垃圾桶中。
③垃圾哦盆中的垃圾装满,就立即倒入垃圾桶中。
④粗加工中途如需离开,须将各种用品用具及时到位。
原料\用具归位①板凳、垃圾盆等用具须放回指定位置。
②使用完的菜筐应整齐堆放到指定位置。
③未加工的原料要及时上架。
清理现场①加工完成后,菜筐,垃圾盆等用具要及时送到清洗间清洗,并摆放整齐到指定位置。
②未见过的原料及加工后半成品,须立即上架,摆放整齐。
③清理地面卫生,保持货架(或地架)的清洁整齐。
三、粗加工控制点(具体操作参照附件三:粗化工分类操作要点P12)1.卫生控制①安排专人负责监督粗加工的卫生。
②从周转筐内取放材料时,注意原料如有散落,应及时清理。
③边角余料若散落在地上,应该及时清理到垃圾盆内。
④工具用具用完后,应该清洁干净放回原处并摆放整齐。
2.成本控制①粗加工合理的要求选用粗加工工具:去皮处理工程中注意去皮时一定要薄。
(如土豆红薯等用小大皮刀,南瓜冬瓜用大打皮刀)②去蒂或去掉不可用部分时应该注意刀法,以免去太多(如芽眼应用刀尖剜去)。
③粗加工操作仅以恰好去掉不可用部分为准。
3质量控制①切配组长负责加工质量。
②.加工好的半成品一定要立即放入指定的干净周转筐内。
粗加工工作标准与流程

粗加工工作标准与流程英文回答:The standards and processes for rough machining work vary depending on the specific industry and application. In general, rough machining involves removing excess material from a workpiece to prepare it for further machining or finishing operations.Firstly, it is essential to select the appropriate cutting tools and machining parameters for the rough machining process. This includes considering factors such as the type of material being machined, the desired surface finish, and the required tolerances. For example, when rough machining a steel workpiece, a carbide insert with a high cutting speed may be used to efficiently remove material.Next, the workpiece must be securely clamped orfixtured to ensure stability during the rough machiningprocess. This is important to prevent vibrations or movement that could result in inaccuracies or damage to the workpiece. For instance, when rough machining a large aluminum casting, a sturdy fixture with multiple clamps may be used to hold the workpiece in place.Once the workpiece is properly set up, the rough machining operation can begin. This typically involvesusing a milling machine, lathe, or other machining equipment to remove material from the workpiece. Thespecific techniques and processes used will depend on the desired shape and dimensions of the final part. For example, rough milling may involve making multiple passes with alarge diameter cutter to remove large amounts of material quickly.During the rough machining process, it is important to regularly monitor the cutting conditions and make adjustments as necessary. This may include checking the cutting tool for wear or damage, adjusting the feed rate or cutting speed, or applying coolant or lubrication toimprove chip evacuation and tool life. For instance, if thecutting tool starts to show signs of wear, it may need tobe replaced or re-sharpened to maintain optimal performance.After the rough machining operation is complete, the workpiece may undergo additional machining or finishing processes to achieve the final desired shape and surface finish. This could include operations such as fine milling, drilling, grinding, or polishing. The specific sequence and techniques used will depend on the requirements of the particular part or component being machined.中文回答:粗加工工作的标准和流程因具体行业和应用而异。
粗加工操作规程

粗加工操作规程
《粗加工操作规程》
一、操作目的
粗加工是指对工件进行初步形状修整和粗加工,为后续精加工和装配提供基础。
本规程旨在规范粗加工操作,确保产品质量和生产效率。
二、操作要求
1. 操作人员必须经过专业培训和技术考核,持证上岗。
2. 确保设备和工具完好,定期进行维护保养,保证安全生产。
3. 严格按照工艺要求进行粗加工操作,确保尺寸精度和表面质量。
4. 对工件进行定位和夹紧时,确保牢固可靠,防止工件偏移或脱落。
5. 粗加工过程中,及时清理切屑和切削液,保持工作环境清洁。
三、操作流程
1. 根据工艺要求调整粗加工设备的参数和工具,确认设备状态和切削液充足。
2. 地面操作人员负责安全示意,并与设备操作人员进行沟通,确认操作流程和注意事项。
3. 装卸工件时,严格按照操作规程进行,确保操作人员安全。
4. 进行粗加工操作时,必须按照程序要求的刀具和切削参数进行,如有异常及时进行处理。
5. 在粗加工完成后,将工件进行清洁、检查和维护,保证下一道工序顺利进行。
四、安全注意事项
1. 操作人员必须穿戴符合要求的个人防护装备,如安全帽、护目镜、防护手套等。
2. 在粗加工过程中,禁止穿戴宽松衣物、长发等,以免发生危险。
3. 禁止在设备运转时随意接近或触摸设备,以免发生伤害。
4. 粗加工设备故障、异常情况发生时,及时停机处理,并向相关部门报告。
通过本规程的执行,可以有效规范粗加工操作流程,确保产品质量和生产安全,提高生产效率和工作效率。
粗加工管理制度范文
粗加工管理制度范文粗加工管理制度第一章总则第一条粗加工管理制度是为了加强对粗加工工艺和粗加工生产过程的控制和管理,提高粗加工质量和效率,确保企业的生产目标的实现而制定的规范性文件。
第二条本制度适用于所有从事粗加工工艺和生产的人员。
第二章粗加工流程管理第三条粗加工流程是指生产中将原材料从初加工到成品加工的整个流程。
第四条粗加工流程的具体步骤和工艺应在作业指导书中明确规定。
第五条进行粗加工的原材料应符合《原材料进货质量管理规定》,不符合质量要求的原材料不得进行粗加工。
第六条粗加工过程中的每一道工序应严格按照作业指导书、工艺流程以及操作规范要求进行操作,不得擅自修改工艺参数。
第七条粗加工过程中的检验和测试应符合《产品质量检验和测试管理制度》的要求。
第三章设备管理第八条粗加工所使用的设备应符合国家的安全标准和规定,定期进行检验和维护,确保设备的正常运行。
第九条设备操作人员应按照操作规范要求进行操作,不得超过设备的使用限制。
第十条设备的维护保养应按照设备维护管理制度进行,定期进行清洁和检修,保证设备的工作效率和使用寿命。
第四章人员管理第十一条所有从事粗加工工艺和生产的人员应具备相应的专业知识和技能,并严格按照操作规范要求进行操作。
第十二条进行粗加工操作的人员应接受相关的岗位培训和考核,合格后方可上岗操作。
第十三条进行粗加工操作的人员应定期进行身体检查,确保身体健康状态良好。
第十四条进行粗加工操作的人员应遵守作业纪律,不得进行违反操作规范和安全制度的行为。
第五章安全管理第十五条粗加工现场应设置明显的安全标识和警示标识,告知人员注意安全。
第十六条进行粗加工操作的人员应穿戴符合要求的个人防护用品,确保人身安全。
第十七条粗加工现场应定期进行安全巡查,及时发现和处理安全隐患。
第十八条对存在严重安全隐患的设备和工具应及时进行维修和更换,确保安全生产。
第十九条发生事故或异常情况时,应立即停止操作并报告相关部门,采取必要的紧急措施,保障人员的生命安全。
粗加工工作标准与流程
粗加工工作标准与流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!粗加工工作是制造业中的一项重要环节,对于产品的质量和生产效率起着至关重要的作用。
粗加工程序和标准
禽类的宰杀程序
1.杀口适当,放尽血液。
2.去净羽毛。
3.取出内脏,去除杂物,尽其用。
4.洗涤干净,刀工成型整齐,合乎规格要求。
1.根据宰杀需要,备齐禽类原料用具。
2.将禽类按烹调需要宰杀。
3.根据厨房的要求,进行分档取料,再洗净沥干。
4.将加工过的原料送切配处切配或用保鲜膜封好,分别放置在厨房冷库或冰箱中,待用。
2.香甜可口,形态美观。
3.成品外酥内松或内外绵软,具有弹性。
炸制品的程序
1.根据营业情况领取制品。
2.检查新用器具的安全、卫生情况,打开有关器具。
3.油达到一定温度时,下入制品。
4.制品成熟后迅速捞出。
5.清洁、整理工作区域和新用器具的卫生情况。
1.外脆里酥,美味可口。
2.色泽鲜明,层次张开而不碎裂。
(一)粗加工程序和标准
工作步骤
标 准 和 要 求
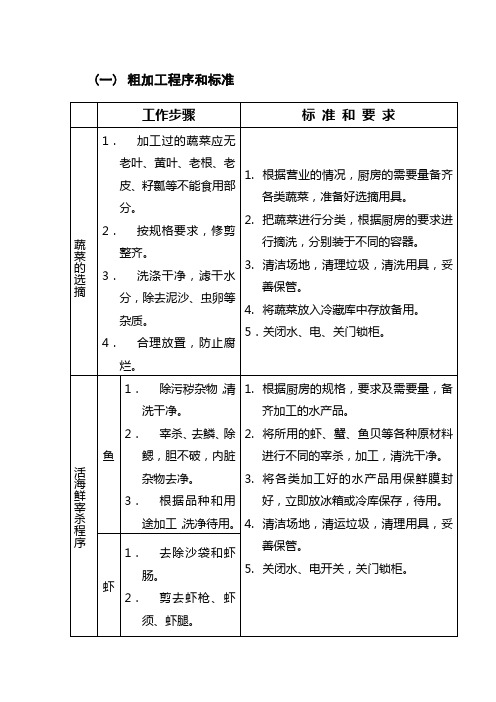
蔬菜的选摘
1.加工过的蔬菜应无老叶、黄叶、老根、老皮、籽瓤等不能食用部分。
2.按规格要求,修剪整齐。
3.洗涤干净,滤干水分,除去泥沙、虫卵等杂质。
4.合理放置,防止腐烂。
1.根据营业的情况,厨房的需要量备齐各类蔬菜,准备好选摘用具。
2.把蔬菜进行分类,根据厨房的要求进行摘洗,分别装于不同的容器。
5.清洁场地,清运垃圾,清理用具,妥善保管。
6.关闭水、电开关,关门锁柜。
各种肉类的选料程序
1.区别烹调不同要求,选择用肉部分。
2.除尽污秽、杂毛、筋腱。
3.加工后的半成品冷藏时间不宜过长。
1.根据营业用量,备齐加工肉类原料和用具。
2.根据厨房对肉类的规格要求将所用的猪、牛、羊等肉类原料进行不同的洗涤和切割。
粗加工管理制度

粗加工管理制度粗加工管理制度1. 引言粗加工是指对原材料进行初步加工的过程,包括切割、分拣、打磨等工序。
粗加工的管理对于生产过程的顺利进行和产品质量的保证非常重要。
本文档旨在制定一套科学有效的粗加工管理制度,确保粗加工工序的安全、高效和质量。
2. 粗加工管理流程2.1 原材料接收和检查- 原材料接收:由专门负责接收原材料的人员进行,并记录原材料的数量、品质等信息。
- 检查原材料:接收原材料后,负责检查原材料是否符合要求,如存在质量问题应立即通知相关部门处理。
2.2 器材准备- 确定所需器材:根据加工工序的要求,确认所需器材清单并进行准备。
- 检查器材:对已准备的器材进行检查,确保其完好无损,并及时修复或更换不合格的器材。
2.3 粗加工操作- 根据工艺要求,进行相应的粗加工操作,如切割、分拣等。
- 注意安全:在粗加工过程中,必须严格遵守相关安全操作规程,如佩戴防护手套、安全眼镜等。
2.4 质量检验- 进行粗加工后,应进行必要的质量检验,确保加工质量符合要求。
2.5 返工处理- 若质量检验结果不合格,需要进行返工处理,修复或重新加工不合格的产品。
2.6 成品存储和出库- 合格的粗加工产品应按照规定进行存储,并做好相应记录。
- 当需要出库时,应按照出库程序进行操作。
3. 管理要求3.1 岗位责任- 每个岗位应明确其职责和权限,并严格按照职责进行操作。
3.2 培训要求- 每位从业人员应经过相应的培训,了解粗加工管理制度,并保持相关技能的更新。
3.3 安全保障- 现场应配备相关的安全保护设施,包括防护网、安全警示标志等。
- 每位从业人员应经过安全操作培训,并严格按照操作规程进行操作。
3.4 文件管理- 所有相关文件、记录应进行规范管理,包括保存、归档等。
4. 管理评估与改善4.1 定期评估- 定期对粗加工管理制度进行评估,并对不符合要求的地方进行纠正和改进。
4.2 加强沟通- 定期组织相关人员开展工作总结和经验交流,及时发现问题并进行解决。
内环槽加工工艺规程

内环槽加工工艺规程
内环槽加工工艺规程如下:
1.材料准备:选择适当的材料进行内环槽加工,材料要求平整、无裂纹、无缺陷等。
2.准备设备:内圆磨床、普通车床、刀具、量具、夹具等。
3.测量:首先使用量具进行测量,确定加工内环槽的直径、深度等参数。
4.加工准备:将准备好的材料放置在加工设备上,并进行夹紧固定。
5.开粗加工:使用粗磨头进行内环槽的开粗加工,控制进给量、转速和深度,保证加工平滑。
6.开精加工:使用细磨头进行精细加工,保证内环槽的精度和表面光洁度。
7.检查:使用量具和目测进行内环槽的检查,看是否达到要求。
8.清理:清理加工过程中产生的废小、废屑等垃圾。
9.完成:内环槽加工结束,进行标志和归档管理。
以上是内环槽加工的基本工艺步骤,需要注意的是,每个厂家根据自己的实际情况,可以结合自己的经验和要求进行适当的调整和改进。
加工中心加工工艺规范

加工中心加工工艺规范一、龙门加工中心加工工艺规范操作者必须接受有关龙门加工中心的理论和实践的培训,并且通过考核获得上岗证,才能具备操作龙门加工中心加工的资格。
1、加工前准备1.操作者必须根据机床使用说明书熟悉机床的性能,加工范围和精度,并且熟悉机床及其数控装置和计算机各部分的作用及其操作方法。
2.检查各开头、旋钮和手柄是否在正确位置。
2、加工要求1.进行首件加工前,必须经过程序检查、轨迹检查、单程序段试切及工件检查等步骤。
2.加工时,必须正确输入程序,不得擅自更改别人的程序。
3.加工过程中,操作者必须监视显示装置,发现报警信号时,应及时停机排除故障。
4.加工中不得任意打开控制系统及计算机柜。
5.本工序是关键加工工序,所加工的工件经自检合格后,必须送检验员专检。
3、刀具与工件装夹1.刀具安装应注意刀具使用顺序,刀具安放位置须与程序要求顺序和位置一致。
2.工件装夹应牢固可靠,注意避免在工作中刀具与工件、刀具与刀具发生干涉。
4、加工参数设定1.主轴转速定义:N=1000*V/3.14*DN—主轴转速(rpm/min)V—加工速度(m/min)D—刀具直径(mm),加工速度在刀具资料中查出2•进给速度设定:F=N*M*F'F-进给速度(mm/min),N-主轴转速(rpm/min),M-刀具刃数值,F'-刀具加工量(mm/刃口)5、工件碰数对一件装夹好的工件,可以利用碰数头对其进行碰数定工件的加工零件,步骤如下:(机械式碰数头应在旋转状态下,转数450-600rpm/min)1•手动移动工作台X轴,使碰数头碰工件的一侧面,当碰数头刚碰到工件,红灯发亮,这时就设定这点相对座标值为零。
2•手动移动工作台X轴,使碰数头碰工件的另一侧面,当碰数头刚碰到工件,记下这时的相对座标值。
3.把这时的相对座标值除以2,所得数值就是工件X轴上的中间值。
4•再移动工作台到X轴上的中间数值,把这点的X轴的相对座标值设定为零,这一点就是工件X轴上的零位。
粗加工操作规程(正式)
粗加工操作规程(正式)Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
1、食品原料粗加工必须在粗加工间(区域)内操作,排水沟出口设置防鼠类侵入的网眼孔径小于6毫米的金属网罩,与外界直接相通的门和可开启的窗应设有易与拆洗且不生锈的防蝇纱网,有效消除老鼠、蟑螂、苍蝇及其他有害昆虫。
2、分设肉类、水产类、蔬菜原料加工洗涤区或池,并有明显标志。
食品原料的加工和存放要在相应位置进行,不得混放和交叉使用,加工肉类、水产类的操作台、用具和容器与蔬菜分开使用,并要有明显标志。
3、粗加工前应认真检查待加工食品,发现有腐败变质、超过保质期或者其他感官性状异常的,不得加工和使用。
4、蔬菜类食品原料要按“一择、二洗、三切”的顺序操作,彻底浸泡清洗干净,做到无泥沙、杂草、烂叶。
5、肉类、水产品类食品原料的加工要在专用加工洗涤区或池进行。
6、做到刀不锈、砧板不霉,定位存放,整齐有序,保持室内清洁卫生。
加工结束后及时清洁地面、水池、加工台、工用具、容器,切菜机、绞肉机等机械设备用后拆开清洗干净以备再次使用。
7、及时清除垃圾,垃圾桶每日清洗,保持内外清洁卫生。
8、不得在加工清洗食品原料的水池内清洗拖布。
请在这里输入公司或组织的名字Please enter the name of the company or organization here。
粗加工操作规程
粗加工操作规程粗加工操作规程一、操作流程1. 准备工作- 对于需要进行粗加工的原材料,根据工艺要求进行分类和整理,并确保原材料无损坏和受污染。
- 检查和准备所需的加工工具和设备,确保其正常运行和安全可靠。
2. 加工准备- 根据工艺要求,选择适当的加工方法和工具。
例如,使用切割机、砂轮机、钻孔机等进行切割、磨削、钻孔等操作。
- 根据加工要求和安全规定,佩戴个人防护装备,如安全帽、护目镜、手套、防尘口罩等。
3. 加工操作- 根据加工要求,将原材料放置在加工设备上,并固定好。
- 按照加工工艺流程,操作加工设备进行粗加工操作。
例如,根据切割图纸进行切割,根据磨削要求进行磨削等。
- 加工过程中,需要保持专注和注意力集中,严禁戴耳机、玩手机等会分散注意力的行为。
4. 加工检验- 完成加工后,对加工件进行检验。
检查其尺寸、平整度、表面质量等是否符合要求。
如有问题,需要及时进行修正或重新加工。
5. 清洁工作- 加工完成后,清理加工设备,将加工产生的废料和辅助材料进行分拣和处理,确保工作区域的整洁和安全。
- 对加工设备进行定期保养和维护,确保其正常运行和使用寿命。
6. 记录和报告- 对于每个加工操作,需要做好记录,包括加工时间、加工人员、加工设备、加工质量等信息。
- 如发现加工过程中的问题或安全隐患,应及时上报,协助解决和改进工艺流程。
7. 安全措施- 加工过程中,必须严格遵守安全操作规程,禁止穿着松散衣物和长发,以防被卷入或绞入加工设备中。
- 加工设备和工具应定期检查和保养,确保其安全可靠,禁止私自修改和改装。
- 加工作业结束后,关闭加工设备开关,断开电源,并做好设备的按序保管。
二、操作要点1. 加工前,需了解加工要求,明确工艺流程,选择合适的加工方法和工具。
2. 操作时需佩戴个人防护装备,严禁穿戴松散衣物和长发。
3. 加工过程中需保持专注和注意力集中,严禁分散注意力的行为。
4. 加工完成后,需对加工件进行检验,确保其质量符合要求。
开粗加工工艺规范标准

开粗加工工艺规范标准开粗加工工艺是制造业中常见的一项工艺过程,它通常用于将材料初始工件进行初步加工,为后续的精细加工和组装提供基础。
为了保证生产的质量和效率,制定一套开粗加工工艺规范标准是必要的。
本文将介绍开粗加工的基本概念、工艺流程以及规范标准。
一、开粗加工的基本概念开粗加工是指在加工材料的初始工件上进行粗加工,以消除工件的粗糙层和外观缺陷,获得符合后续加工要求的工件。
开粗加工通常包括以下工艺:锯切、铣削、车削、钻孔等。
开粗加工的目的是为了减少材料的浪费和后续精细加工的工艺难度。
二、开粗加工的工艺流程1. 工件准备:选择合适的初始工件,确保其尺寸、几何形状和材质符合要求。
清理工件表面的杂质和涂层。
2. 加工方案确定:根据工件的要求和技术要求,选择合适的加工方法、工艺和切削条件。
3. 机床设置:根据加工方案,对机床进行适当的准备工作,包括固定工件、装夹夹具、调整工具和刀具等。
4. 切削加工:按照预定的切削路径和刀具进给速度进行切削。
在整个加工过程中,加工人员应密切关注加工状态,及时调整参数和处理异常情况。
5. 工件检测:在加工过程中,抽样检测工件的尺寸、形状和表面质量,确保加工结果符合要求。
6. 加工完成:加工完毕后,清理工作现场,对切削工具进行维护和保养。
三、开粗加工的规范标准为了确保开粗加工的效果和质量,制定一套规范标准十分重要。
以下是一些常见的开粗加工规范标准:1. 工艺规程:详细列出开粗加工的工艺流程、加工方法、工具选择、参数设定和操作规范等,确保操作人员能够按照标准执行。
2. 工件尺寸要求:规定工件每个尺寸的公差范围,以及工件的表面平整度要求和允许的缺陷标准。
3. 机床要求:确定机床的类别、型号和性能参数要求,保证机床具备适用于开粗加工的功能和能力。
4. 切削工具要求:明确切削工具的材料、形状和尺寸要求,以及刃口的磨削和维护标准。
5. 加工参数要求:确定切削速度、进给速度、切削深度和切削液的使用等参数,以保证加工的效率和质量。
粗加工管理制度

粗加工管理制度第一章总则第一条:为了规范粗加工作业的流程和管理,提高生产效率和产品质量,制定本制度。
第二条:本制度适用于公司内所有从事粗加工作业的员工。
第三条:粗加工作业包括但不限于原材料的切割、磨削、打磨等工序。
第四条:本制度的内容包括作业流程、作业安全、设备使用、质量控制和培训等方面的规定。
第二章作业流程第五条:粗加工作业的流程应按照生产计划和工艺要求进行,包括切割、磨削、打磨等工序。
第六条:作业流程应及时调整,以适应生产需求和质量要求的变化。
第七条:作业流程的规定应与生产车间和相关部门进行沟通和确认。
第八条:作业流程的执行责任人为工艺部门的工艺工程师。
第九条:作业流程的执行应进行记录,包括作业时间、工艺参数、设备使用情况等。
第三章作业安全第十条:粗加工作业涉及的设备应符合相关安全要求,经过定期检查和维护。
第十一条:员工在进行粗加工作业前应进行安全培训,了解设备的使用方法和注意事项。
第十二条:作业现场应保持整洁,设备周围应设置防护装置,以确保员工的安全。
第十三条:作业现场应进行定期的安全检查,查出问题及时进行整改。
第十四条:在作业现场必须佩戴个人防护用品,如安全帽、护目镜等。
第四章设备使用第十五条:粗加工作业所使用的设备应经过合格的安装和调试。
第十六条:设备的使用应按照设备的操作手册进行,严禁超负荷使用或违规操作。
第十七条:设备使用过程中出现故障或异常情况应立即停止作业,并上报维修部门进行检修。
第十八条:设备的保养和维修应按照生产计划和维修计划进行。
第五章质量控制第十九条:粗加工作业的产品应符合相关标准和客户要求。
第二十条:作业过程中应进行严格的质量检查,包括尺寸、表面光洁度等。
第二十一条:发现质量问题时应立即停止作业,并通知质量控制部门进行处理。
第二十二条:粗加工作业的不良品应进行合理的分类、记录和处理。
第二十三条:对于重复出现的质量问题应进行分析和改进措施,防止再次发生。
第六章培训第二十四条:公司应为从事粗加工作业的员工提供必要的培训和学习机会。
餐饮部原料粗加工操作标准

餐饮部原料粗加工操作标准
1)粗加工要制定岗位质量管理职责,明确分工,明确工作标准,厨师长要不定期进行检
查,落实管理责任。
2)按提货单提取当日厨房所需的原料食品,注意产地、品种、数量、质量等符合需要。
3)检查、鉴别原料是否符合质量标准,并有权拒收不合标准的原料。
4)按涨发程序进行原料涨发,洗净泥沙,去掉杂物和内脏,检查各道工序涨发率。
5)做好综合利用工作,减少消耗,加工好的原料要及时投入使用,暂时不用的及时放入
冷库储存。
6)蔬菜类原料要去净杂菜、枯叶、泥沙、杂物,按照不同的要求去皮、筋、籽,并清洗
干净。
7)水产畜禽类原料宰杀时要放血、拔净水、去鳞和内脏、冲洗干净。
8)需要拆卸的肉类原料,按照各档取料标准和需要,分别采用拆卸、削剔等方法取料。
9)保证原料营养成份,尽可能先洗后切,减少存放时间,及时送往厨房各需处。
10)保证工作环境清洁卫生。
开粗加工工艺规范
1.目的规范工件开粗、调质、去应力加工工艺,防止工件变形,减少加工工步,提升加工效率。
2.适用范围本规范适用于江苏新泉模具有限公司3.引用文件无4.术语定义反中粗:为了避免工件在开粗和热处理后造成应力集中,二次加工变形而采用的机械加工工艺;5.职责分工5.1工程师职责要求:工程师下发开粗图形前必须做到以下5.1.1产品收缩率必须确定,产品数据必须是客户下达的可以开粗的数据;5.1.2热流道热嘴的位置必须确定;5.1.3产品柱位出司筒针、镶芯(未镶拼)的位置必须按照要求做出圆台;5.1.4产品落差大的斜面上的顶杆也必须留出圆台;5.1.5加工顺序为开粗后加工水路的,后续水路加工的平台必须留出;5.1.6必须保证精加工图不可以比开粗图多铁。
5.1.7对于硬模,热处理前,图形状态必须是达到精加工图状态,螺纹,水路,顶杆孔都加工完成。
5.2机加工主管职责要求:编制加工工艺卡:开粗、反中粗加工余量审核,特殊加工工艺要求的制定,生产计划按照作业规范安排;5.3 质量部按照平台稽核处理。
6.作业流程图无7.作业内容说明7.1开粗余量定义:7.1.1无需热处理的材料(2738、718等),开粗后,不需要调质、时效去应力,直接进行半精、精加工;余量设置(表一)7.1.2需热处理的材料(P20、S50C锻打、调质工件等),开粗后→调质→NC反中粗→去应力→精捆五面。
7.1.3硬模开粗余量300毫米以下工件,余量0.5毫米/单边300~600毫米工件,余量1毫米/单边600毫米以上工件,余量2毫米/单边7.2需热处理的材料(P20、S50C锻打、调质工件等)工件加工工艺规范:7.2.1 杀底面粗飞侧面加工调质吊环孔(公制粗牙螺纹:先比设计吊环孔加工小一号);7.2.2 型腔粗飞四面分中底面垫刀取数正面开粗(工件长度L≦1500mm开粗单边留5mm余量,工件长度﹥1500mm开粗单边留8mm余量,细长工件特殊指示),四周单边留5mm铣一段基准;7.2.3调质(调质处理包括:淬火加硬---高温回火去应力);7.2.4质检检测硬度;7.2.5 调质后NC反中粗,反中粗余量设置见上面表二,用反中粗图形加工(反中粗时对称检测型腔余量,并观察是否均匀,防止工件加工有偏差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
规范工件开粗、调质、去应力加工工艺,防止工件变形,减少加工工步,提升加工效率。
2.适用范围
本规范适用于江苏新泉模具有限公司
3.引用文件
无
4.术语定义
反中粗:为了避免工件在开粗和热处理后造成应力集中,二次加工变形而采用的机械加工工艺;
5.职责分工
5.1工程师职责要求:工程师下发开粗图形前必须做到以下
5.1.1产品收缩率必须确定,产品数据必须是客户下达的可以开粗的数据;
5.1.2热流道热嘴的位置必须确定;
5.1.3产品柱位出司筒针、镶芯(未镶拼)的位置必须按照要求做出圆台;
5.1.4产品落差大的斜面上的顶杆也必须留出圆台;
5.1.5加工顺序为开粗后加工水路的,后续水路加工的平台必须留出;
5.1.6必须保证精加工图不可以比开粗图多铁。
5.1.7对于硬模,热处理前,图形状态必须是达到精加工图状态,螺纹,
水路,顶杆孔都加工完成。
5.2机加工主管职责要求:
编制加工工艺卡:开粗、反中粗加工余量审核,特殊加工工艺要求的制定,生产计划按照作业规范安排;
5.3 质量部按照平台稽核处理。
6. 作业流程图
无
7. 作业内容说明
7.1开粗余量定义:
7.1.1无需热处理的材料(2738、718等),开粗后,不需要调质、时效
去应力,直接进行半精、精加工;
余量设置(表一) 模板长度
开粗余量 反中粗余量
﹥1500mm 2mm 1、原则上按照0.3mm 设置。
2、厂内加工工件由编程根据编程工艺、刀具选择等方面,可自
行更改。
3、外放工件由机加工主管根据
外协厂家资质把中粗余量交接到位。
≦1500mm 1mm
1000mm 以下 0.5mm 1、 工件(细长件、扁平件等)可适当增加开粗余量,放置工件变形 2、 开粗时顶杆和司筒孔要留台,水路留台
7.1.2需热处理的材料(P20、S50C 锻打、调质工件等),开粗后→调质→
NC 反中粗→去应力→精捆五面。
吊环孔 型腔开粗
反中粗余量 3D 设计 调质吊环孔 模板长度 开粗余量
M30 M24 保险杠A0 10mm 2mm M36 M30
M42 M36 >1500mm 8mm 1mm M48 M42
M56 M48 ≤1500mm 5mm 1mm
M64 M56
7.1.3硬模开粗余量
300毫米以下工件,余量0.5毫米/单边
300~600毫米工件,余量1毫米/单边
600毫米以上工件,余量2毫米/单边
7.2需热处理的材料(P20、S50C锻打、调质工件等)工件加工工艺规范:
7.2.1 杀底面粗飞侧面加工调质吊环孔(公制粗牙螺纹:先比设计吊环
孔加工小一号);
7.2.2 型腔粗飞四面分中底面垫刀取数正面开粗(工件长度L≦1500mm
开粗单边留5mm余量,工件长度﹥1500mm开粗单边留8mm余量,
细长工件特殊指示),四周单边留5mm铣一段基准;
7.2.3调质(调质处理包括:淬火加硬---高温回火去应力);
7.2.4质检检测硬度;
7.2.5 调质后NC反中粗,反中粗余量设置见上面表二,用反中粗图形加
工(反中粗时对称检测型腔余量,并观察是否均匀,防止工件加
工有偏差。
),铣精捆边四侧面底面基准(工件四角长100mm深20mm),
特例保险杠A0反中粗到2MM余量;
7.2.6 工件时效去应力:回火处理或振动;
7.2.7 精捆侧面和底面到净数,精捆工件底面需要考虑型腔反中粗Z向
抬起的1mm;
7.2.8 加工侧面吊装孔(三维图形要求);
7.2.9 检验出货(调质硬度、基准面垂直度、基准面平面度);
7.2.10工件检测合格后单边取数按正常工艺加工;
7.2.11 P20、S50C反中粗图形要求:
7.2.11.1设计工程师按照作业规范要求增加反中粗传图。
三维图形余量
设置要≦0.5mm,槽长*宽≧110*55需建腔,水路、顶杆孔、镶
芯孔、丝筒针孔按照规范预留凸台,保证精加工时没有大的金
属去除量,造成二次加工变形;设计更改过程中只允许减铁,
不允许加铁,若预计后续有改动,工程师可预留凸台。
7.2.11.2 反中粗图形时间节点:工件开粗后调质前提供反中粗图形。
7.3开粗预留平台案例
7.3.1顶杆留台
当H>D/2时需要留平台,平台按D1=D+10,H1=H+3进行设计;
如不留平台,如下不良案例,开粗没预留平台,顶杆孔后续SKZ无法加工。
7.3.2镶芯、司筒留台
D≦∮4的镶芯孔、司筒针孔,原则全部镶拼出来,由线割工序加工完成,特殊情况不能镶拼的要求由加工部进行工艺评审,镶拼形式如下图所示:
非镶拼类镶芯丝筒针孔SKZ全部从正面加工,留台同顶杆留台要求
7.3.3水路留台
如下图所示,如果开粗后加工水路,则开粗数据上必须留平台,避免开粗后再下工装加工水路
8.流程的内控点及防范措施
8.1 设计工程师按照加工要求增加反中粗图形,防止因图形问题造成加工变
形,造成质量事故;
8.2 工艺计划严格按照上述要求编排生产计划。
9.附件
无。