年产万吨新型建筑铝型材项目
专项资金项目竣工验收报告

XXXXXX关于“新建年产XXX吨新型铝型材生产线项目”专项资金项目竣工验收报告根据呼经信服指发【XXXX】XX号文件《呼市经信委关于做好中小企业专项资金项目竣工验收准备工作的通知》,我公司对“新建年产XXX吨新型铝型材生产线"项目建设的有关情况进行了认真总结,现汇报如下:一、企业基本情况XXXXXX,是一家以生产新型节能铝合型材、铝合金门窗、铝合金幕墙、工业型材为主导产品,以室内外装饰、安装、施工等业务为辅,集研究开发、生产销售、工程装饰施工为一体的综合性生产型企业。
公司拥有国内一流的铝合金节能型材生产线,现已形成年生产各种节能铝合金型材XXX吨规模的生产能力,主要以生产45、50、55、60、63、68等门窗型材及100、110、120、130、140、150等幕墙型材为主.公司生产及加工设备先进、工艺精细、设计精美、资质齐全。
公司将一直秉诚着“以人为本、质量取胜"的企业精神,顺应社会大开发的时代潮流,为消费者提供质优价廉的产品和最满意的服务,为调整内蒙古地区产业结构,打造西部品牌节能铝合金产品基地做出积极的努力.二、项目的主要内容(一)产品技术现状根据国家发展规划,建筑业发展带动相关行业发展,铝合金门窗、幕墙市场需求量增加,新型铝合金产品的研发生产改变市场产品单一的现状,国内铝合金门窗幕墙产品结构将有较大改变.幕墙与铝合金门窗由良好的发展前景,铝合金双层、智能、遮阳板幕墙将逐步成熟和提高。
铝合金型材市场保持在XX%以上,产品结构有较大变化,受国家建筑节能政策和能源危机的影响,节能环保铝合金门窗、幕墙的使用比例将有较大提高。
(二)项目的必要性和可行性(比较优势和竞争力)分析;中国是铝的生产大国,近十年来,我国铝市场消费增长很快,特别是近几年基础建设的加快,更加刺激了铝的消费.我国铝制品消费量若要达到世界平均水平,其产量应达到400万吨;若要达到世界发达国家人平均消费量的17公斤,铝产量需达到2200万吨,我国铝合金产品具有庞大的发展空间。
百色市人民政府关于下达2024年国民经济和社会发展计划的通知

百色市人民政府关于下达2024年国民经济和社会发展计划的通知文章属性•【制定机关】百色市人民政府•【公布日期】2024.02.08•【字号】百政发〔2024〕3号•【施行日期】2024.02.08•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】行政法总类综合规定正文百色市人民政府关于下达2024年国民经济和社会发展计划的通知各县(市、区)人民政府,市人民政府各工作部门:《百色市2024年国民经济和社会发展计划》已经百色市第五届人民代表大会第五次会议审议通过,现印发给你们,请认真贯彻执行。
百色市人民政府2024年2月8日百色市2024年国民经济和社会发展计划一、2024年国民经济和社会发展预期目标2024年全市国民经济和社会发展主要预期目标为:地区生产总值同比增长6.5%以上,其中,第一、二、三产业增加值分别同比增长5%、8.5%、5%以上,规模以上工业增加值同比增长10%以上,建筑业总产值同比增长5%以上;一般公共预算收入同比持平;固定资产投资同比增长10%以上;社会消费品零售总额同比增长3%以上;外贸进出口总额同比增长10%以上;城镇居民人均可支配收入同比增长4%以上,农村居民人均可支配收入同比增长8%以上;常住人口城镇化率提升到47.5%;城镇调查失业率控制在5.5%以内;居民消费价格指数涨幅控制在3%以内;粮食产量稳定在113万吨以上;节能减排降碳控制在自治区下达目标范围内,万元地区生产总值能源消耗同比下降2%。
二、2024年经济社会发展重点任务(一)加快推进新型工业化,持续发展壮大工业经济。
1. 实施四大主导产业强链补链延链。
实施新一轮工业振兴三年行动。
深入实施一批投资大、牵引性强、利于构建产业发展新格局的重大产业标志性工程。
加快发展以铝产业链为核心的产业集群,全面开工建设大亚科技年产12万吨高端动力电池箔板带和4万吨高端动力电池箔等项目,推动澳泰铝业年产30万吨高性能铝板带箔及配套建设年产30万吨再生铝特种合金等项目投产。
中国建筑铝型材分布图
中国建筑铝型材分布图迄今为止,建筑类型材(建筑门窗、幕墙、遮阳、结构及装饰等)的产量在中国整个铝挤压行业中仍占着绝大的比例。
总体上来看,现在还是广东的铝型材厂家最多,达167家,占36.38%。
广东铝型材行业的水平被公认是中国铝型材行业水平的代表。
产业集群优势凸显铝型材是铝合金门窗幕墙的重要材料。
从1997年开始,中国铝型材工业随着铝合金门窗的发展结束了数量型高速发展期,进入了以效益为中心的结构调整期。
由于产能严重过剩,又面临塑料以及塑钢型材的步步紧逼,铝型材业出现了前所未有的激烈竞争,行业利润率大幅度下降,进口铝材生存空间被急剧压缩。
此外,一些竞争力弱的国产企业也纷纷退出市场,停产或转产工业型材,而一些竞争力强的大企业则通过资产重组与优化产品结构、扩大生产能力得到了更大的发展。
这些大企业包括亚洲铝业、兴发铝业、凤铝铝厂等。
2000年以后,中国建筑铝型材基本不再进口了。
中国的建筑铝型材企业实现了大量出口,成为了建筑铝型材生产的大国。
20世纪80年代至90年代,是中国铝型材极速发展的旺盛时期。
政策一放开,港资、乡镇企业、私人企业就纷纷兴建铝型材厂。
铝型材生产从国营企业扩大到乡镇集体和私营企业,从军用转向民用。
电子工业、新型建材、铝门窗以及随后的建筑幕墙的巨大需求,刺激了铝型材工业的发展。
铝型材企业和铝型材产量猛增。
目前,这批企业,包括乡镇企业,基本上都转为民营私人企业,成为当今中国建筑铝型材产业主力。
80年代末至90年代初,建筑铝型材进入发展高潮。
北方辽宁的大连铝材厂、台资苏州罗普斯金铝业有限公司、广东南海的兴发铝材厂,都是闻名于全国的明星乡镇企业。
在新环境中,国营企业生存及发展比较艰难。
不过,福建南平铝业有限公司和陕西西安飞机工业铝业股份有限公司却是顽强争存的国营企业,一直在持续发展壮大,并在行业中有着较高的地位和声誉。
与此同时,铝型材产业不断从广东沿海域向北延伸,从沿海向内地延伸。
广东毗邻港澳,借助于改革开放和地理位置的优势,建筑铝型材起步早,发展快。
铝型材年度总结报告(3篇)

第1篇一、前言随着我国经济的快速发展,铝型材行业作为国家重要的基础材料产业,近年来取得了显著的成绩。
本报告旨在总结过去一年铝型材行业的发展情况,分析存在的问题,并提出未来发展的建议。
二、行业发展概况1. 市场规模稳步增长:据统计,我国铝型材市场在过去一年保持了稳步增长的趋势,产量达到XX万吨,同比增长XX%。
其中,建筑型材、交通运输型材、装饰型材等细分市场均有所提升。
2. 技术创新不断突破:行业企业在技术创新方面取得了显著成果,如高性能铝合金、复合材料等新型材料的研发与应用,以及生产设备的升级换代。
3. 产业布局逐步优化:铝型材行业产业布局逐渐优化,区域集中度提高,优势企业不断扩大市场份额,产业竞争力增强。
三、存在的问题1. 原材料价格波动:受国际市场影响,铝锭等原材料价格波动较大,给企业生产带来一定压力。
2. 产能过剩:部分地区铝型材产能过剩,市场竞争激烈,导致产品价格下降,企业盈利能力减弱。
3. 环保压力:随着国家对环保要求的提高,铝型材企业面临较大的环保压力,生产成本上升。
四、应对措施1. 加强行业自律:企业应加强行业自律,共同维护市场秩序,避免恶性竞争。
2. 优化产品结构:企业应加大研发投入,提高产品附加值,拓展高端市场。
3. 提高资源利用效率:企业应采用先进的生产工艺和设备,提高资源利用效率,降低生产成本。
4. 加强环保治理:企业应加大环保投入,采用环保技术,减少污染物排放。
五、未来展望展望未来,铝型材行业将继续保持稳定发展态势。
随着国家政策的支持和市场需求的增长,铝型材行业有望实现以下目标:1. 市场占有率提升:铝型材在建筑、交通运输、装饰等领域的应用将更加广泛,市场占有率有望进一步提升。
2. 技术创新取得突破:企业将加大技术创新力度,开发更多高性能、环保型铝型材产品。
3. 产业格局优化:行业集中度将进一步提高,优势企业将占据更大的市场份额。
总之,铝型材行业在过去一年取得了显著成绩,但也面临着诸多挑战。
广西壮族自治区人民政府关于印发广西新材料产业发展规划的通知
广西壮族自治区人民政府关于印发广西新材料产业发展规划的通知文章属性•【制定机关】广西壮族自治区人民政府•【公布日期】2009.12.25•【字号】桂政发[2009]112号•【施行日期】2009.12.25•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】商务综合规定正文广西壮族自治区人民政府关于印发广西新材料产业发展规划的通知(桂政发〔2009〕112号)各市、县人民政府,自治区农垦局,自治区人民政府各组成部门、各直属机构:现将《广西新材料产业发展规划》印发给你们,请认真组织实施。
二○○九年十二月二十五日广西新材料产业发展规划新材料是高新技术发展的基础和先导。
当前,新材料技术已经渗透到国民经济、国防建设和社会生活的各个领域,支撑着高新技术产业的发展,对经济增长起着举足轻重的作用。
为加快广西新材料产业发展,促进产业结构调整,推进新型工业化进程,根据《中共广西壮族自治区委员会、广西壮族自治区人民政府关于做大做强做优我区工业的决定》,特制定本规划。
一、发展现状及面临的形势广西有色金属矿产资源丰富。
在已探明矿藏储量97种中,居全国前10位的有64种,居全国第一位的有12种,居全国第2-6位的有25种;铝土矿保有储量占全国总储量的18.37%;锰矿保有储量占全国总储量的39%;锡、锑、铟保有储量分别占全国的28%、33%和32%;铟产量占全世界产量的三分之一。
广西非金属矿产资源也十分丰富,石灰岩、高岭土、滑石、重晶石、膨润土等非金属矿储量均居全国前列。
2008年,全区十种有色金属产量超过100万吨。
这些都为我区发展新材料产业提供了基础和条件。
经过近年的发展,全区基本形成了以柳州、河池为核心区,以南宁、百色、桂林、来宾、梧州、贺州等市为集中区的产业布局,涌现出稀土铝绞线、ITO靶材、建筑铝型材、高纯铟、PS版印刷材料等一批有影响力的产品,其中稀土铝绞线曾获国家科技进步二等奖。
2008年全区新材料产业销售收入约为85亿元,工业增加值31亿元,约占同期工业增加值的1.18%。
宁东质监局服务宁东基地2024年新开工项目计划表

总经理
7500
5000
2024.5
综合科
业务科
24
宁夏中星显示材料有限公司新型液晶材料及医药中间体项目
新建
年产100吨有机硼酸、50吨液晶单体、40吨1,4-环己二酮单乙二醇缩酮、60吨有机硼酸及偶联类医药中间体
孟凡宁
总经理助理
35000
25000
2024.6
综合科
业务科
25
宁夏纽泰科新材料科技有限公司纳米填料/丁苯胶乳复合材料生产线项目
150000
2024.4
综合科
业务科
9
宁夏派可威生物科技有限公司3.2万吨精细化工产品项目
新建
年产3.2万吨精细化工品
王进世
总经理
67100
30000
2024.3
综合科
业务科
10
宁夏合成生物科技有限公司精细化工产品项目
新建
年产2000吨丁二酸酐、400吨N-羟基丁二酰亚胺、100吨N,N-琥珀酰亚胺碳酸酯、100吨9-芴甲基-N-琥珀酰亚胺碳酸酯、50吨苯甲氧羰酰亚胺碳酸酯、50吨O-苯并三氮唑-四甲基脲六氟磷酸盐、100吨L-苏糖酸钙、100吨水飞蓟素、100吨甜叶菊糖
2024.5
综合科
业务科
18
宁夏泓润沣新材料有限公司费托蜡精制及渣蜡精制项目
新建
年产10万吨费托蜡精制产品、2万吨渣蜡精制产品
鲁耀阳
经理助理
5000
2024.4
综合科
业务科
19
北京君磁科技有限公司新型高性能稀土磁性材料项目
新建
年产6500吨新型高性能稀土磁性材料
王新安
董事长
59000
河南省环境保护厅关于河南奋安铝业有限公司年产18万吨新型高档铝合金型材项目环境影响报告书的批复

河南省环境保护厅关于河南奋安铝业有限公司年产18万吨新型高档铝合金型材项目环境影响报告书的批复文章属性•【制定机关】•【公布日期】2014.09.18•【字号】豫环审〔2014〕354号•【施行日期】2014.09.18•【效力等级】地方规范性文件•【时效性】失效•【主题分类】环境影响评价正文河南省环境保护厅关于河南奋安铝业有限公司年产18万吨新型高档铝合金型材项目环境影响报告书的批复豫环审〔2014〕354号河南奋安铝业有限公司:你公司上报的由济源蓝天科技有限公司编制的《河南奋安铝业有限公司年产18万吨新型高端铝合金型材项目环境影响报告书》(以下简称《报告书》)收悉。
该项目审批事项在我厅网站公示期满。
经研究,批复如下:一、该项目位于焦作市产业集聚区西部工业园,项目分两期建设,以外购的铝锭为原料,经熔铸、浇铸、冷却、挤压成型等生产工业铝型材;部分工业铝型材分别经粉末喷涂、氧化着色、电泳涂装等得到建筑铝型材。
项目配套建设一台燃气锅炉和一座污水处理站。
二、该《报告书》内容符合国家有关法律法规要求和建设项目环境管理规定,评价结论可信。
我厅批准该《报告书》,原则同意你公司按照《报告书》所列项目的性质、规模、地点、采用的生产工艺和环境保护对策措施进行项目建设。
三、你公司应向社会公众主动公开业经批准的《报告书》,并接受相关方的垂询。
四、你公司应全面落实《报告书》提出的各项环境保护措施,各项环境保护设施与主体工程同时设计、同时施工、同时投入使用,确保各项污染物达标排放。
(一)向设计单位提供《报告书》和本批复文件,确保项目设计符合环境保护设计规范要求,落实防治环境污染和生态破坏的措施以及环保设施投资概算。
(二)依据《报告书》和本批复文件,对项目建设过程中产生的废水、废气、固体废物、噪声、振动等污染,以及因施工对自然、生态环境造成的破坏,采取相应的防治措施。
(三)项目运行时,外排污染物应满足以下要求:1.废气。
对各污染物产生环节采取有效的废气收集和治理措施,减少无组织排放。
铜川市人民政府关于印发《铜川市“十四五”工业高质量发展规划》的通知
铜川市人民政府关于印发《铜川市“十四五”工业高质量发展规划》的通知文章属性•【制定机关】铜川市人民政府•【公布日期】2021.06.29•【字号】铜政发〔2021〕20号•【施行日期】2021.06.29•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】发展规划正文铜川市人民政府关于印发《铜川市“十四五”工业高质量发展规划》的通知各区县人民政府,市新区管委会,市政府各工作部门、直属事业单位:《铜川市“十四五”工业高质量发展规划》已经市政府同意,现印发给你们,请认真贯彻执行。
铜川市人民政府2021年6月29日铜川市“十四五”工业高质量发展规划目录一、发展基础与面临形势(一)发展现状(二)面临形势二、总体思路(一)指导思想(二)基本原则(三)主要目标三、主攻方向(一)率先发展四大新型支柱产业(二)培育壮大三大新兴未来产业(三)优化提升三大传统优势产业四、重点任务(一)完善产业协同创新体系(二)提升产业链现代化水平(三)推动产业智能化升级(四)加快产业绿色化转型(五)培育优质企业梯队(六)加强质量品牌建设(七)推进两业深度融合(八)完善产业园区和集群(九)优化产业空间布局(十)提高开放合作水平五、保障措施(一)强化组织实施(二)加大资金支持(三)推动产融结合(四)加强人才培引(五)保障要素供给(六)优化营商环境“十四五”时期是乘势而上开启全面建设社会主义现代化国家新征程、向第二个百年奋斗目标进军的第一个五年,也是铜川市构建现代化工业体系新格局、促进工业聚能跨越发展的关键时期。
为加快推进铜川市工业提质增效,实现高质量发展,为全市经济转型做出更大贡献,根据《陕西省“十四五”制造业高质量发展规划》《铜川市国民经济和社会发展第十四个五年规划和二〇三五年远景目标纲要》,特制定本规划。
一、发展基础与面临形势(一)发展现状“十三五”期间,全市工信系统以习近平新时代中国特色社会主义思想和来陕考察重要讲话重要指示精神为根本遵循和动力源泉,在市委、市政府的坚强领导下,系统应对煤炭去产能、产业政策调整、治污降霾和新冠疫情等多重不利因素影响,攻坚克难、科学应对,统筹推进疫情防控和工业发展,全力实施稳煤增电救铝销水泥,稳固发展基石,大力推进新兴产业集群化发展,汽车及零配件、光电子集成电路、铝及深加工行业蓬勃兴起,建材行业面貌一新,中医药行业产业层次不断提升。
年产200万吨高精度特大规格铝及铝合金板带箔工程项目可行性研究报告

目录1 总论 (1)2 市场分析及预测 (21)3 建设规模及产品方案 (61)4 厂址与建设条件 (67)5 主要生产设施 (75)6 辅助生产与公用设施 (161)7 土建设施 (201)8 总图运输及仓贮设施 (211)9 节能 (223)10 环境保护 (235)11 劳动安全卫生 (249)12 消防 (261)13 企业组织与定员 (271)14 项目实施计划 (275)15 投资估算及资金筹措 (279)16 成本与费用 (299)17 财务分析 (303)18 不确定性与风险分析 (313)19 综合评价 (317)附图:附图1 区域位置图附图2 厂区总平面布置图附图3 1#(2#、3#)硬合金生产线熔铸车间工艺平面配置图附图4 1#(2#、3#)硬合金生产线板带车间工艺平面配置图附图5 软合金生产线熔铸车间工艺平面配置图附图6 软合金生产线板带车间工艺平面配置图附图7 软合金生产线铝箔车间工艺平面配置图1 总论1 总论1.1 项目名称及建设单位项目名称:年产200万吨高精度特大规格铝及铝合金板带箔工程项目性质:新建建设单位:天津忠旺铝业有限公司建设单位概况:天津忠旺铝业有限公司系辽宁忠旺集团有限公司全资子公司。
公司注册资金2亿元人民币,经营范围包括铝及铝合金材、铝及铝合金制品的研发、制造、加工、销售。
辽宁忠旺集团有限公司成立于1993年,主要从事研发、生产及销售工业铝型材产品。
经过18年的专注与努力,已拥有93条全球领先的生产线,成为全球第三、亚洲及中国最大的工业铝型材产品制造商。
该公司立足本地优势,坚持高科技、大规模、外向型的发展原则,在北京、上海、重庆、西安、昆明等地设立了四十余个分公司。
并在在洛杉矶、法兰克福、莫斯科等地建立海外分公司,形成了全球化的营销网络。
产品辐射全国,并远销美国、欧盟、俄罗斯、加拿大、阿联酋、日本、韩国等国家和地区,在国内外市场上享有良好的信誉。
2001年忠旺集团跻身中国大型企业500强行列,2009年5月8日成功在香港联交所主板挂牌上市(股票代码01333),融资高达近百亿港币,成为当时自2008年金融危机以来全球融资规模最大的IPO,引起全球金融领域的高度关注。
郴州市人民政府办公室关于下达郴州市2010年重点建设项目的通知-郴政办函[2010]92号
![郴州市人民政府办公室关于下达郴州市2010年重点建设项目的通知-郴政办函[2010]92号](https://img.taocdn.com/s3/m/53364be5c9d376eeaeaad1f34693daef5ef7134a.png)
郴州市人民政府办公室关于下达郴州市2010年重点建设项目的通知制定机关公布日期2010.04.22施行日期2010.04.22文号郴政办函[2010]92号主题类别城乡建设综合规定效力等级地方规范性文件时效性现行有效正文:---------------------------------------------------------------------------------------------------------------------------------------------------- 郴州市人民政府办公室关于下达郴州市2010年重点建设项目的通知(郴政办函〔2010〕92号)各县市区人民政府,市政府各部门、直属机构、部门管理机构,中省驻郴各单位:经市人民政府批准,2010年全市按合理工期组织建设的重点建设项目有71个,总投资572亿元,年计划投资156亿元。
其中产业发展项目28个,交通基础设施项目21个,社会发展项目20个,农业产业化项目2个;续建项目39个,新增项目32个。
另确定19个项目为2010年市级重点建设备选项目,总投资133亿元,年计划投资23亿元,待条件成熟后,再纳入重点建设项目管理。
各项目建设单位要按照《郴州市重点建设项目管理办法》要求,努力推进项目建设,为我市经济社会科学跨越发展作出积极贡献。
二○一○年四月二十二日附件1:2010年市级重点建设项目基本情况表序号项目名称项目业主项目地点建设性质建设内容及规模投资概算累计已完成投资2010年计划联系单位联系领导投资建设内容总计(71个)5721560 1473500 1557800(一)产业发展项目(28个)1398300340100508700电子类(5个)15720053500687001台达电子项目台达电子(郴州)有限公司郴州有色金属产业园区(郴州出口加工区)续建年产电子元器件6000万个1200080004000土建扫尾,设备安装郴州出口加工区戴道晋2LED产业化项目★湘煤华磊光电有限责任公司郴州有色金属产业园区(郴州出口加工区)续建上10台GaNMOCVD和配套芯电制备设施732003750035700MOCVD机台生产能力达20万个郴州出口加工区毕华3骏峰彩色平板显示器项目骏峰企业(香港)有限公司郴州有色金属产业园区(郴州出口加工区)新增建设彩色超扭曲及薄膜晶体管液晶显示器生产线各1条2700010000一期工程投产郴州出口加工区彭仕安4华康电子材料加工项目湖南华康电子材料有限公司资兴市江北工业园新增占地320亩,兴建终端有色金属材料加工生产线9条260008000完成土建工程、厂房、办公楼等基础设施建设资兴市周海林5高斯贝尔数字工业园二期工程高斯贝尔数码科技有限公司苏仙区白露塘镇续建新建厂房6.6万平方米,年产数字电视500万套19000800011000完成50条自动化生产线,二级配套设施苏仙区XXX有色金属类(13个)662400202600269000资兴铅锌及相关资源综合回收项目★湖南华信有色金属有限公司资兴市江北工业园续建年产铅锌各10万吨,硫酸30万吨1000002000080000贵金属、稀有金属生产线建成资兴市钟本强7新田岭矿区钨资源整合开发项目湖南有色新田岭钨业有限公司北湖区新田岭续建年产钨精矿5000吨11000060000160005月底前完成井下生产系统改造,6月份投产营运北湖区首建中8年产12万吨氟化铝生产线宜章弘源化工有限责任公司宜章县白石渡镇续建年产特一级氟化铝12万吨514001600010000兴建4条年产氟化铝2万吨的生产线宜章县向曙光9桂阳富氧铅冶炼技改项目湖南桂阳银星有色冶炼有限公司桂阳县工业园续建年产电铅10万吨2800020000完成设备安装并正式生产桂阳县何文君10资兴电解铅生产项目资兴展泰冶炼有限责任公司资兴市高码工业园续建新建铅电解生产线5条,银电解生产线1条750003000025000兴建厂房、车间、办公楼、宿舍楼等配套设施资兴市李评11中信兴光采选工程中信兴光矿业有限公司苏仙区白露塘镇新建日处理量700吨的钨选厂,600吨的锡钨选厂和1200吨铅锌选厂各1个28000200008000土建、设备购置及安装,井下开拓苏仙区毕华12云湘矿冶年产1万吨锡冶炼技改工程郴州云湘矿冶有限责任公司苏仙区桥口镇续建年产锡1万吨4900028008000生产线改造,购置设备市重点办首建中13百万吨矿产资源综合利用项目黄沙坪矿业公司桂阳县黄沙坪矿新增铅、钼、钨多金属采选,年处理原矿45万吨32000500012000完成设备安装,6月正式投产桂阳县戴道晋14柿竹园多金属矿伴生萤石回收及综合利用项目湖南有色郴州氟化学有限公司苏仙区桥口镇新增建设年产10万吨萤石综合回收、6万吨无水氟化氢生产装置36000600020000年底竣工投产苏仙区谭平15裕新多金属矿床技术改造项目瑶岗仙矿业有限责任公司宜章县瑶岗仙镇新增年产多金属矿115万吨32000200025000年底竣工投产宜章县刘广明16汝城茶山脚钨矿开发项目汝城丰达精细化工有限公司汝城县新增新建选矿生产线4条、尾矿库1座2000010000选矿生产线完工汝城县钟本强17永鑫微晶板生产项目永兴永鑫环境科技有限公司永兴县太和乡新增年处理废渣10万吨2000080015000完成厂房、车间、办公楼等建设,年底设备安装,试生产永兴县李荐国18桂阳宝山铜矿扩能提质项目宝山矿业有限公司宝山铜矿新增海拔-500米探矿、开采1200020000新建竖井一条桂阳县何文君建材类(3个)107000250006000019鑫阁铝型材生产项目资兴鑫阁铝业有限公司资兴罗围工业园续建年产铝型材6万吨1000010000年底竣工投产资兴市李评204000T/D水泥生产线项目南岭水泥有限公司嘉禾县车头镇续建年产150万吨新型干法水泥生产线及低温余热发电系统450001500020000一期工程完工投产嘉禾县刘光跃21安仁3200T/D新型干法水泥生产线项目湖南南方水泥集团有限公司安仁县平背乡年产干法水泥104万吨4200030000工程完工投产安仁县李荐国化工类(1个)40300300030000229.8万T/A化机浆改扩建工程郴州市裕农纸业有限公司桥口镇新增采用碱性过氧化氢法生产化学机械浆,新建生物锅炉,配套热电联户40300300030000主体工程完工,安装部分设备市经委廖跃贵电信类(1个)23郴州电信移动网络工程郴州电信公司县市区续建新建基站150个22000160006000完成150个基站建设及设备安装市重点办首建中其他工业类(5个)309400400007500024郴州烟厂仓库建设工程郴州卷烟厂本厂区及桂阳县城续建新建厂房、车间及烟叶仓库33000平方米210001000020000工程完工市经委首建中25资兴锂离子电池负极材料生产项目上海杉杉科技有限公司资兴工业园新增年生产锂离子电池7200吨30000200010000一期工程投产资兴市李评26君鑫物流园及农产品验放场建设工程★郴州市君鑫集团有限公司湘南国际物流园续建占地680亩,总建筑面积63万平方米614001200025000水产品、动物产品、食品、果蔬分区建设完工,蔬菜区试营业北湖区谭平李庭27湘南国际物流园基础设施建设工程郴州槐海投资公司湘南国际物流园续建开发面积209公顷1600001500015000完成道路工程3公里,标准厂房2万平方米,征地2000亩谭平李庭28湘南高新园标准厂房建设项目郴州福城高新投资有限公司北湖区市郊乡续建用地18公顷,建筑面积31万平方米3700010005000完成20万平方米建筑面积郴州经济开发区毕华李庭(二)交通基础设施项目(20个)3431100950800交通类(10个)306000089150054480029厦蓉高速公路郴州段建设工程★省高速公路管理局苏仙、北湖、桂阳等县区续建全长212公里1345000450000250000路基、桥涵、隧道工程市重点办首建中雷纯勇30衡武高速公路郴州段建设工程★省高速公路管理局桂阳、嘉禾、临武、宜章县续建全长131.89公里80000018000050000路基、路面市重点办李上德首建中31炎汝高速公路郴州段建设工程★省高速公路管理局桂东县汝城县续建全长100公里50000020000160000路基、路面市重点办首建中李永辉32宜凤高速公路建设工程★湖南宜连高速公路发展有限公司宜章县续建全长48.45公里,双向4车道,水泥混凝土路面,设计时速80公里1850001790006000竣工通车宜章县向曙光首建中李庭33衡茶吉铁路郴州段建设工程★衡茶吉铁路责任有限公司安仁县续建全长50公里6300050015000完成全部桥梁、涵洞及部分路基工程市国土资源局陈社招首建中34省道322线改建工程资兴市政府资兴市续建全长47公里,按国家二级公路标准22600160005800竣工通车资兴市35省道324线宜章段改建工程宜章宜临公路建设开发有限公司宜章县续建全长64.75公里,二级公路336001300020000路基全部建成宜章县向曙光首建中36107国道绕城公路建设工程郴州市环城公路建设有限责任公司北湖区苏仙区续建全长23公里,路基宽24.5米,设计时速80公里4920013200完成路基工程市交通局戴道晋陈社招廖跃贵樊忠达首建中37桂临公路建设工程北湖区万利城建投资有限责任公司桂阳城建投资有限公司临武县路通发展投资有限责任公司北湖区桂阳县临武县续建全长53.5公里,二级公路287001600010000年底竣工北湖区桂阳县临武县谭平何文君王碧元38槐万公路建设工程郴州市环城公路建设有限责任公司北湖区苏仙区新增全长14公里,路基宽24.5米,设计时速80公里32900380012000完成部分路基桥涵工程市交通局戴道晋廖跃贵首建中能源类(2个)300003500039仰天湖风电场★湖南华电有限公司北湖区仰天湖续建占地18万平方米,总装机规模3.63万千瓦390003000010000安装调试风机北湖区黄诚首建中40临武220千伏输变电工程★湖南省电力公司武水镇新增新建220千伏变电站一座及输送电网建设2800025000工程基本完工嘉禾县首建中城市基础设施(8个)3041002930020100041郴资桂大道城际段改扩建工程市城投公司市区、资兴市、桂阳县新增全长20公里,路基宽40-60米6000060000完成土地手续,工程完工市建设局戴道晋张成城42市会展中心建设工程市城投公司苏仙区白鹿洞镇新增总建筑面积4万平方米4000040000工程竣工市建设局何建湘43郴江河综合治理市城投公司市区续建治理河道1.5公里,建设沿江道路3000米383001600011000基本完工市建设局谭平44汝城大道建设工程汝城县城建开发公司汝城县新增按城市主干道建设标准,占地632亩,长13.3公里,路幅宽60米5500036000征地拆迁,完成6公里道路硬化汝城县钟本强45永兴县桃源路建设工程永兴县城投公司永兴县新增按城市主干道长标准建设,长10公里,路幅宽31米5500012000征地拆迁,道路硬化永兴县李荐国46相水路建设工程郴州市新天公司苏仙区续建全长3780米,宽30米230001000013000建设总长600米的路基,路面硬化市建设局张成城47郴州大道延伸段市城投公司苏仙区续建全长1100米,宽50米13000160011000完成路基及路面硬化工程市建设局戴道晋48香雪大道东段建设工程市永昇投资公司苏仙区续建全长3021米及白水立交桥1座198001700完成路面、绿化等工程市建设局刘湘娥(三)社会发展项目(21个)100095017560026830049市体育中心建设工程市城投公司苏仙区白露塘镇新增建设容纳5000人的综合体育馆、2万人的体育场,室外训练场及配套设施5230020000土建施工市建设局XXX王贤国50市第一人民医院扩改项目市第一人民医院市区续建总建筑面积24万平方米740004000030000主体工程完工市卫生局雷晓达王东51市中医院搬迁工程郴州市中医院苏仙区白鹿洞镇新增建筑面积4.8万平方米120005000完成土建主体工程市卫生局何文君雷晓达52东江水库移民避险搬迁项目资兴市政府资兴市白廊、滁口等地续建搬迁移民5627户17300人1200009000030000完成移民搬迁建购户扫尾及地质灾害点的工程治理等资兴市XXX陈敏53郴州技师学院建设工程郴州技师学院原湘南技校续建总建筑面积5万平方米1400020006000部分完工市劳动局毕华曹修松54郴州师范学校扩容建设项目郴州师范学校北湖区下湄桥新增征地270亩,总建筑面积5万平方米68003000完成艺术大楼、教学大楼、体育馆、实验大楼建设市教育局雷晓达55湘南学院附属医院临床教学综合楼及安置工程湘南学院附属医院湘南学院附属医院原教育学院新增总建筑面积8万平方米,其中临床教学综合楼4万平方米,安置面积4万平方米95003500土建工程市卫生局雷晓达56市广电演播中心工程市广电中心北湖区七里洞新增总建筑面积3.5万平方米120003000完成演播厅、拍摄基地建设市广播电视局雷晓达57苏仙区人民医院搬迁工程苏仙区人民医院苏仙区白露塘镇新增占地60亩,建筑面积5万平方米110003000土建施工苏仙区雷晓达58郴州十八泉老人公寓郴州十八泉老人公寓有限公司苏仙区坳上镇新增总建筑面积2万平方米50003000土建工程苏仙区陈海平59宝山工矿旅游景区开发项目湖南宝山矿业公司桂阳宝山矿续建兴建露采游览场、矿冶博览园、游客中心等设施47350150001000完成井下巷道清理和游览场建设,启动露采游览场、矿冶博览园建设桂阳县李荐国60小埠生态园建设项目郴州小埠古村生态园投资开发有限公司北湖区保和乡新增用地600亩,总建筑面积100万平方米30000050000完成道路设施及果园、牧场、草地和相关休闲健身设施建设北湖区毕华61北湖公园提质改造工程北湖公园管理处北湖公园新增完善新的景点50001200完成南门、南门广场、办公区改建及绿地景观改造市城管和行政执法局张爱国62智通科技产业基地及加州阳光苑建设项目郴州智通实业有限公司北湖区华塘镇、苏仙桥东北侧续建科技基地1.83平方公里;建筑面积8万平方米4700010005000拆迁,启动加州阳光苑工程北湖区刘广明陈社招63神憩国际大酒店建设项目郴州神憩国际有限公司苏仙区白鹿洞镇新增占地100亩,建筑面积20万平方米12000040000完成建筑面积5万平方米苏仙区肖地楚64湘南石博园建设项目郴州市龙新建设公司北湖区郴江镇新增总建筑面积30万平方米45000300015000展览馆交付使用市建设局张成城65金都汇大酒店建设项目郴州耀华建设有限公司桂阳县欧阳海广场新增28层5星级酒店2600015000完成主体工程桂阳县李庭66市五交化采购供应站改制搬迁开发项目郴州江山建筑有限公司市国庆北路新增建设福城立欣洲工程,总建筑面积11万平方米,其中安置面积4万平方米20000100010000主体建设市财政局毕华67桂东沤菜水库建设工程桂东县沤菜水库开发有限公司桂东县黄洞乡新增总路宽1038万立方米,兼顾供水、发电、灌溉154003000完成移民搬迁安置,大坝开工建设桂东县刘光跃陈海平68郴州市职工活动中心市总工会北湖区郴江镇新增建筑面积4.2万平方米110003000土建施工市总工会首建中69市药品检验所实验大楼及安置工程市药品检验所七里大道、郴州经济开发区新增建筑面积1.5万平方米36003600土建完工市药监局首建中(四)农业产业化项目(2个)25210126001000070邦尔泰油茶产业化项目郴州邦尔泰油脂公司苏仙区栖凤渡镇续建建设一条年产4万吨油茶籽冷榨生产线及深加工16个品种系列1961090008000基地建设、设备购置、土建工程苏仙区陈海平71舜华鸭业(北湖)三期扩建工程临武舜华鸭业有限责任公司北湖区万华岩镇续建年生产加工鱼及肉制品2000吨560036002000工程竣工投产北湖区何文君陈海平注:打“★”号为省重点项目。
眉山市人民政府办公室关于调整重点工业企业培育名单的通知
眉山市人民政府办公室关于调整重点工业企业培育名
单的通知
文章属性
•【制定机关】眉山市人民政府办公室
•【公布日期】2017.06.15
•【字号】眉府办函〔2017〕83号
•【施行日期】2017.06.15
•【效力等级】地方规范性文件
•【时效性】现行有效
•【主题分类】商务其他规定
正文
眉山市人民政府办公室关于调整重点工业企业培育名单的通
知
眉府办函〔2017〕83号各县(区)人民政府,市级各部门(单位):
根据《中共眉山市委办公室关于印发〈市四届二次党代会报告目标任务分解表〉的通知》(眉委办〔2017〕25号)精神,为进一步做好我市重点工业企业培育工作,在企业自愿申报、专家评审、综合筛选的基础上,结合工作实际,经市政府研究,决定对《眉山市人民政府办公室关于印发眉山市重点工业企业培育方案的通知》(眉府办函〔2016〕16号)中的重点工业企业培育名单作相应调整。
现将调整后的名单印发给你们,请根据全市重点工业企业培育目标任务,抓好2017年培育工作,确保目标任务圆满完成。
附件:1.2017年全市重点工业企业培育名单
2.全市重点工业企业2017—2021年培育目标表
眉山市人民政府办公室
2017年6月15日
附件1
2017年全市重点工业企业培育名单
附件2。
年产xx吨断桥铝型材项目实施方案

年产xx吨断桥铝型材项目实施方案投资分析/实施方案报告说明—铝型材行业上游市场主要是电解铝等原材料,下游为铝型材产品的具体应用。
该断桥铝型材项目计划总投资19169.35万元,其中:固定资产投资13563.50万元,占项目总投资的70.76%;流动资金5605.85万元,占项目总投资的29.24%。
达产年营业收入45464.00万元,总成本费用34929.69万元,税金及附加359.95万元,利润总额10534.31万元,利税总额12347.27万元,税后净利润7900.73万元,达产年纳税总额4446.54万元;达产年投资利润率54.95%,投资利税率64.41%,投资回报率41.22%,全部投资回收期3.93年,提供就业职位810个。
受国家建筑节能减排政策的影响,节能环保型幕墙的使用比例将大幅提高,根据《建筑装饰行业“十三五”发展规划纲要》,“十三五”期间预计建筑幕墙市场规模将由2015年的3,400亿元增长到5,500亿元,年均增幅在11%左右,从而带动幕墙用铝型材的应用较快提升。
目录第一章基本情况第二章项目投资单位第三章项目背景研究分析第四章市场调研第五章产品规划第六章选址科学性分析第七章项目工程方案分析第八章项目工艺技术第九章环境保护可行性第十章项目职业安全第十一章风险评价分析第十二章节能概况第十三章项目进度方案第十四章投资可行性分析第十五章项目经济效益第十六章项目综合评估第十七章项目招投标方案第一章基本情况一、项目提出的理由我国现代化铝型材工业可以追溯到上世纪50年代。
1956年以生产军工铝型材为目的的“东北轻合金有限责任公司”(原名哈尔滨铝加工厂)建成,标志着我国铝型材工业的起步。
之后,经过一段时间的发展,我国铝加工业在1985年以来进入飞速发展的30年。
我国铝挤压企业众多,截至2016年超过900家。
但其中,大部分企业生产能力较为薄弱,比如生产能力低于5万吨/年的企业数量超过800家。
湖州财政局
湖财企〔2019〕78号
湖州市财政局湖州市经济和信息化局关于下达2019年度湖州市工业发展专项资金
(第一批)的通知
市、区各有关部门:
根据《湖州市“中国制造2025”试点示范城市建设的若干意见》(湖2025发(2017)1号)、装备首台(套)产品推广应用意见(湖政办发〔2018〕71号)、军民融合产业发展政策(湖军融产(2018)1号)、小微企业发展意见(湖政办发〔2015〕100号)等文件精神,由企业申报,经区经发局、财政初审,市经信局、财政等部门审核,并报经市政府领导同意,现下达工业
投资和技术改造、绿色制造、智能制造、中小微企业发展、安全生产等2019年度湖州市工业发展专项资金(第一批)3588.852万元(详见附件)。
本次资金在湖州市工业发展专项资金中安排3436.352万元,在2018年省级新能源汽车推广应用财政奖补资金(浙财企〔2017〕90号)中安排新能源汽车产业相关补助152.5万元(湖州恩驰汽车有限公司、2018年国际电动车新型锂电池大会),由市财政局下达到各项目承担单位。
附件:2019年度湖州市工业发展专项资金(第一批)清单
湖州市财政局湖州市经济和信息化局
2019年3月28日
附件
2019年度湖州市工业发展专项资金(第一批)清单
单位:万元
湖州市财政局办公室2019年3月28日印发。
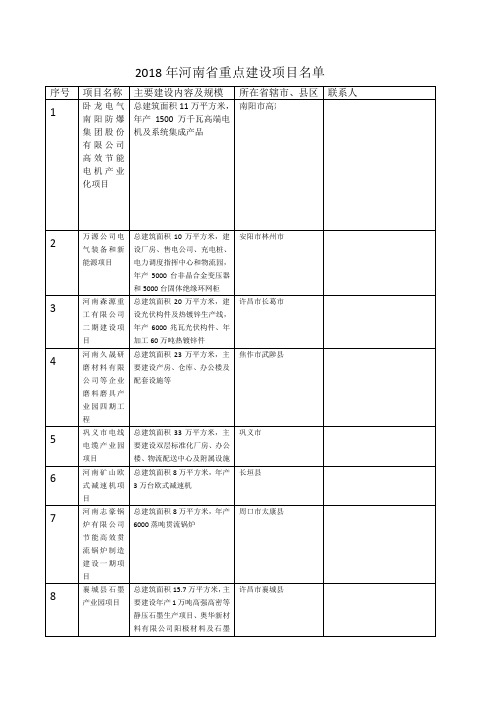
2018年河南省重点建设项目名单
29
河南徳威科技有限公司年产100万只铝镁合金汽车轮毂项目
总建筑面积2.3万平方米,主要建设冷轧、酸洗、板材加工、制品加工生产线及厂房、办公楼、科研检测楼等
许昌市长葛市
30
河南冠牌管业科技有限公司年产20万吨不锈钢管材生产项目
总建设面积2.4万平方米,建设318条特种不锈钢管材生产线及配套设施,年产20万吨
洛阳国家高新技术产业开发区
48
河南宝研金刚石磨料生产项目
总建筑面积10万平方米,主要建设生产车间仓库以及办公楼、宿舍楼、配电房等相关配套设施,年产白色人工培育钻石30万克拉、工业用细颗粒金刚石磨料20亿克拉
洛阳市伊川县
49
河南省康泰微粉有限公司优质金刚丝新型功能材料生产项目
总建设面积9万平方米,年产256万千米优质金刚丝生产线
安阳市林州市
3
河南森源重工有限公司二期建设项目
总建筑面积20万平方米,建设光伏构件及热镀锌生产线,年产6000兆瓦光伏构件、年加工60万吨热镀锌件
许昌市长葛市
4
河南久晟研磨材料有限公司等企业磨料磨具产业园四期工程
总建筑面积23万平方米,主要建设产房、仓库、办公楼及配套设施等
焦作市武陟县
5
巩义市电线电缆产业园项目
36
河南河阳鸿丰建材有限公司年产2万环地铁盾构管片项目
总建筑面积12万平方米,主要建设生产车间一栋及配套设施,年产2万环地铁盾构管片
洛阳市偃师市
37
襄城县硅材料产业园(二期)
建筑面积10万平方米,建设14条生产线,年产3GW高效单晶硅电池片;利用高纯硅烷气年产1500吨电子级多晶硅
许昌市襄城县
38
富士康兰考园区建设项目(二期)
铝型材市场调研报告
铝型材市场调研报告铝型材是一种具有轻质、强度高和耐腐蚀等特性的建材产品,广泛应用于建筑、航空、汽车、电子、家电等领域。
随着我国经济的飞速发展,铝型材市场逐渐开放,市场需求逐年增长。
本文将对中国铝型材市场进行调研,并就市场现状及趋势及行业发展提出建议。
一、市场概况据产业分析资料显示,2019年,中国铝型材的年生产量达到520万吨,同比增长了8.4%,其中建筑领域的应用量占据了铝型材总量的60%以上。
而未来几年,由于我国建筑、航空、汽车、电子等领域的需求不断提高,预计铝型材市场将保持稳定增长。
目前,中国铝型材市场主要以国内企业为主,如中国铝业集团有限公司、福建省铝业有限公司、天津市铝业有限公司等,其中中国铝业集团有限公司是我国最大的铝型材生产企业。
一些外资企业也开始进入我国市场,例如日本的三菱铝业、美国的阿尔科铝等。
但总体上,中国铝型材市场还存在着产能过剩、产品质量参差不齐、市场竞争激烈等诸多问题。
二、市场分析1. 市场需求增长随着人们生活水平的提高,住宅小区、学校、医院、商场等公共建筑及不动产的需求急剧增长,各种新型建筑材料的需求也随之增加。
铝型材这种轻质、强度高、耐腐蚀的建材,被广泛应用于建筑领域,如门窗、外墙幕墙、铝合金框架、舞台、标牌标识等,因此市场需求的增长对铝型材行业的发展有着至关重要的影响。
2. 产业链集成随着市场的需求不断提高,铝型材企业开始深入探索产业链的发展,加强与上下游企业的合作。
以建筑领域为例,随着轻钢龙骨体系的成熟和全墙保温的推广,铝型材企业逐渐涉足建筑装配式钢结构和装配式外墙挂板的生产。
在这个过程中,铝型材企业与高新科技企业、机器人厂家、钢结构企业、建筑企业等形成了紧密的合作关系,实现了产业链的集成。
3. 趋势分析目前,铝型材在各个领域的应用处于上升趋势,未来市场需求仍有可持续增长的空间。
随着高科技技术的成熟和推广,铝型材产品质量和性能将得到进一步提升,使得其应用范围更加广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新型建筑铝型材项目建议书一、总论(一)项目名称:新建年产5万吨新型建筑铝型材建设项目(二)项目单位情况:四川广元经济开发区管委会(三)项目拟建地址:四川广元经济开发区管委会(四)项目建设内容和规模:总投资6亿元,新建年产5万吨,建筑装饰材料铝合金型材生产线、全面投产后实现销售收入10亿元,创利税1亿元以上。
(五)项目建设年限:8—10个月二、项目建设的必要性和条件(一)项目建设的必要性四川省是一个人口大省,2009年全省人口数8860余万,据不完全统计,2009年全省商品房累计开发面积17609.17万平方米,年增13%。
农民自建房以及生产车间、厂房等面积不少于12000万平方米。
这样就需要建筑铝型材60余万吨。
加上旧房改造和其他用材,年需求量至少在70余万吨以上。
广元市2009年商品房开发面积虽然不多,但灾后重建以及农民自建房、生产厂房等,据不完全估计年总需求在4万吨以上。
随着社会经济的发展,人民生活水平的提高,居住条件的不断改善,建筑铝型材的需求量将更大。
从2009年《中国铝业企业大全》中了解到,全省在册的从事铝型材经营、销售、门窗制作、生产的共有336家,其中:从事经营的218家,门窗制作单位106家,生产铝材型材厂家11家,主要生产建筑铝型材的只家3家,而且生产规模小,产量低,预计年生产能力不足2万吨,根本不能满足当地市场的需求。
四川邻近的陕西、甘肃、青海、西藏、云南、贵州、重庆七省、自治区、直辖市铝型材加工业(特别是建筑铝型材加工业)也很不发达,其中甘肃、青海、贵州又是我国铝锭的优质主产区,原材料运输成本将大大减少。
目前,我省需要的建筑铝型材都是从广东佛山、浙江等外地生产基地采购的,从广东佛山到成都的运输费用整年最低要780元/吨,浙江到成都的运输费用整车最低要800元/吨,如果配车运输费用更大。
而且路上持续时间长,存在安全风险大。
经市场调查和与国外客户的接触,产品那出口到日本、美国、加拿大、法国、德国等国家。
广泛与外贸公司、外贸企业等合作,开发市场所需的产品,使企业保持较长的生命力。
(二)项目建设的条件广元1985 年建地级市,辖四县三区,共233 个乡镇(街道),幅员面积1.63万平方公里,总人口310万。
广元位于四川省北部、西部南北交汇线上、川陕甘三省结合部,处于成渝经济发展圈和关中—天水经济区之间,位于成都、西安、重庆、兰州四大西部城市之间的腹心地带,是四川盆地连接西安,直达京津塘的咽喉。
素有“蜀道咽喉”、“天府锁钥”、“川北门户”之称。
这里区位独特,交通便捷,距周边的巴中、汉中、陇南三个城市直线距离分别为105公里、130公里、137公里。
宝成铁路、成普铁路和108、212两条国道公路主干线在城区交汇,绵广高速(京昆高速绵广段)和广巴高速已经建成通车,广元机场恢复航运。
随着在建的广陕、广甘、广南3条高速公路和兰渝铁路、西安至成都高速铁路等一批重点项目的建成,以及嘉陵江全江渠化完成后,广元港将成为中国最靠西北部、腹地广阔、可通江达海的内河港口。
到2015年,广元境内将有5条高速公路(绵广、广南、广陕、广甘、广巴)、4条铁路(宝成复线、兰渝铁路和西安到成都高速铁路)、1个机场及广元经重庆直达上海的500吨船舶、1000吨级船队的西北最大内河港口。
全市所有县区都将通高速公路和铁路。
集水、陆、空于一体的立体交通格局,使广元处在一个扼水陆要冲、控南北咽喉的枢纽位置上,成为贯通南北、连接东西、通江达海的区域性次级交通枢纽。
有色金属产业是广元市重点发展产业。
我市规划了袁家坝有色金属工业园,规划面积7.6平方公里,目前已有启明星、华兴、金圣、安驭、金泰等铝业企业入驻,已形成年产电解铝12万吨、阳极碳素12万吨、铝合金棒5万吨、铝卷板1.2万吨、铝轮毂120万只的生产能力。
在广元投资铝产品加工项目,具有可以直接利用铝水进行加工、减少中间运输成本和二次熔化成本等优势。
为加大电解铝生产及其下游铝产品开发方面的引资力度。
“十二五”期间,我市将大力实施电解铝技改、阳极碳素扩产、铝工业型材深加工、热轧板、铝卷板冷轧生产线等项目。
重点发展热连轧、铝棒、铝型材等铝制品,形成年产电解铝50万吨、5万吨铝工业型材、5万吨热轧板、6万吨铝合金棒、10万吨冷轧制的深加工能力。
三、市场需求和建设规模(一)市场需求我国建筑铝型材起步较晚,始于1980年。
在改革、开放政策和国民经济快速增长的推动下,国内建筑市场迅速扩大,经济条件不断改善,一些宾馆、商场及公共建筑开始大量采用铝型材,从而使之迅速发展。
从90年代初开始,尤为明显,成为铝加工工业中一支异军突起的生力军。
经过引进新设备、新技术,加上老企业挖潜改造和新厂的建设,我国建筑铝型材的产能、产量都得到大幅度的增加,这一切都标志着我国建筑铝型材生产已得到巨大进步,成果令人可喜。
80年代中期是中国铝型材生产大发展时期,1984—1986短短两、三年时间内我国铝型材生产企业便由69家猛增至175个,生产能力由9.0万t/a增加到38.0万t/a,产量由2.0万t上升到6.0万t,年平均增长率为87.7%。
由此可见,我国建筑、装饰用铝型材的发展速度非常之快,尤其是在1991年后,中国又掀起一股建筑铝型材的生产高潮,发展势头更加迅猛。
目前,我国建筑铝型材的市场需求量在逐年增加、需求日渐旺盛,需要越来越多的铝型材生产企业加入到这个队伍之中来。
(二)建设规模根据市场需求预测,设备投入熔铸炉四台;各种规格挤压机十六台;瑞士进口金马静电粉末喷涂生产线三条;氟碳喷涂生产线一条,阳极氧化生产线二条,电流涂装生产线二条,隔热断桥生产线三条;注胶组桥生产线二条。
木纹生产线一条,形成年产5万吨的生产能力。
四、生产与设备(一)生产流程1、熔铸熔铸是铝加工的第一道工序,在这里,原铝及合金经过熔炼、熔铸成铝棒。
在配制铝合金时,每种元素所占百分比的上下限都控制在极窄的幅度内,保证了合金成分的稳定与均匀。
然后将配好的原材料按工艺要求加入25吨熔炼炉溶化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。
熔炼好的铝液在铸造前进炉前快速成分分析,达到产品牌号要求后进入铸造系统铸造成各种规格的圆铸棒。
然后进行均质化处理,以消除内应并使晶粒细化而均匀,以利于保证后道工序挤压和表面处理的质量,减少次品,提高成品率。
2、挤压挤压是型材成形的手段。
先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。
在挤压生产线配备淬火装置及其后的人工时效,以完成热处理强化。
不同牌号的铝合金采用不同的热处理制度。
3、粉末喷涂型材上架后就进入了立式粉末喷涂生产线。
先对型材表面进行表面预处理,使其表现形成一层能增强涂料与铝基体结合力的转化膜,然后进行立式粉末喷涂。
粉末喷涂是以聚酯为基材配以色料和其它添加剂的粉末状涂料。
喷涂过程也是在高压静。
电场的作用下用喷枪将粉末均匀地喷涂在型材的表面。
型材在进入固化烘道前先进行予固化处理,在该工序中,已喷涂上粉末的型材在无人为空气流动的情况下用均匀的红外加热将粉末初步固化,然后进入固化烘道,以防止进入固化工序后由于热风循环使粉末吹散而造成粉末浪费和固化烘道被污染而造成串色。
4、氟碳喷涂型材上架后就进入了立式氟碳喷涂生产线。
先对型材表面进行表面预处理,裸露出纯净的若何并成膜,成膜是型材在含有添加剂的环境中在型材表面形成一层钝态保护膜(又叫转化膜),它能使氟碳涂料与型材基体紧密结合在一起,增强氟碳涂料与型材的结合力,烘干后进行立式氟碳喷涂。
喷涂所用的设备是静电喷枪,在高压静电场的作用下将氟碳涂料均匀而牢固地吸附在型材表面,经过喷涂后的型材须经过流平,使涂料在型材表面平滑分布。
经过多道喷涂和流平的型材进入固化工序,使涂料在材表面固化,与型材的基体牢固地结合在一起。
5、氧化、着色、电泳型材上架后就进入了立式氧化电泳生产线。
先对型材表面进行表面预处理,裸露出纯净的基体,然后根据需要进行氧化—水封、氧化—着色—水封、气化—电泳、氧化—着色—电泳四种工艺。
阳极气氧化:生成一层致密、多孔、强吸附力的AL203膜层。
封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防染污、抗蚀和耐磨性能增强。
着色:氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。
电泳:主要控制好槽液固体分、PH值、电泳温度、电导率、电泳电压、电泳时间、极间距离和阳阴极面积之比(极比)等工艺参数,需要根据电泳涂漆设备的性能和电流漆的性质选择合适的电泳涂漆生产工艺。
6、穿条、注胶隔热铝合金型材进入穿条隔热型材料生产线。
先用硬质滚花轮在铝合金型材槽口内进行滚齿,再把隔热条穿到两块铝型材的工艺槽内,然后用3组硬质滚压轮,第一组导向及预压紧、第二组滚压、第三组校直将穿有隔热条的铝合金型材压合。
铝合金型材进入注胶式隔热型材生产线,一次性把浇注胶浇注到铝型材隔热槽内固化形成隔热桥,然后将铝合金型材开槽隔热。
由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高。
7、最后经过检查、包装后入库。
(二)设备生产工艺设备的选用以先进、高效、实用、节能、可靠为原则,铝合金生产设备应具有效率高、质量好、物料损耗少、自动化程度高、劳动强度小、噪音低的特点。
本项目挤压生产线、氧化、电泳生产线、喷涂、氟碳生产线等引进国际、国内先进设备,技术成熟、使用可靠、性能稳定,能确保企业产品高质量、生产高效率。
采用进口设备均不在国家规定的《国内投资项目不予免税的进口商品目录》之内。
主要设备通过招投标购置。
1、挤压机本项目需要不同挤压压力的挤压机共16台,以生产不同断面形状和尺寸的铝型材,其中2600吨挤压机1台、1800吨挤压机1台、1450吨挤压机3台,1000吨挤压机6台、660吨挤压机5台。
2600吨挤压机的挤夺能力大,运转平稳,自动化程度高,产品质量好,设备效率高,适用于大断面精密型材的挤压成型,是大截面工业型材必不可少的设备。
每台挤压机需配备铝棒热剪炉和模具加热炉各1台,冷却床、牵引机、矫直机和定尺机各1套。
2、粉末、氟碳喷涂(木纹)线粉末、氟碳喷涂(木纹)线关键设备喷枪以及控制器全部从士金马公司引进,热固烘道系统采用国内最先进的广州美图设备有限公司或浙江华立涂装设备有限公司等生产。
3、穿条机、注胶机穿条机、铸胶机采用广州精益机械公司生产的三步法穿条系统,尼龙条采用国产和进口两种。
适合市场的需求。
4、氧化、电泳线主要设备硅整流机1500A24V八套、交直流着色电源二套、烘干系统、冷却系统、循环系统、工业吊车以及净水处理系统、水漕若干只等。
五、投资估算及资金筹措(一)投资估算项目计划总投资6亿人民币,其中固定资产投资4亿元,流动资金2亿元。