马达驱动器与PLC控制
plc控制伺服驱动器原理

plc控制伺服驱动器原理
PLC(可编程逻辑控制器)是一种数字化控制设备,它用于自动化生产线、机器人、航空电子设备、汽车、食品加工等众多领域。
伺服驱动器是一种高精度、高效率的电机控制系统,它可实现对速度、位置、加速度等参数的高精度控制。
本文将介绍PLC控制伺服驱动器的原理。
一、PLC控制
PLC控制指的是通过PLC控制器实现对工业生产过程中各种机电设备的控制。
PLC控制器由CPU、存储器、输入/输出模块、通信模块等组成,通过编程实现对生产过程的自动化控制。
PLC控制的优势在于成本低、可靠性高、维护方便、灵活度高等特点。
伺服驱动器是一种电机控制系统,它可实现对电机的高精度控制。
伺服驱动器的工作原理是:将输入信号(通常是PWM脉冲信号)经过数字信号处理器(DSP)处理后,输出电流控制信号,驱动电机旋转,从而实现对电机转速和位置的控制。
从PLC控制伺服驱动器的原理分析,可以看出PLC控制系统主要分为四个部分:输入模块、输出模块、处理器和通信模块。
其中,输入模块主要用于接收来自传感器、按钮等外部信号;输出模块主要用于发送信号到执行器、驱动器等外部设备;处理器用于处理输入信号并输出控制信号;通信模块用于与其他设备通信。
总之,PLC控制伺服驱动器是一种高效、高精度控制系统,能够满足各种工业生产环境中的自动化控制要求。
随着数字化技术的发展,PLC控制技术将会得到越来越广泛的应用,为各行各业的自动化生产提供更为可靠、高效的解决方案。
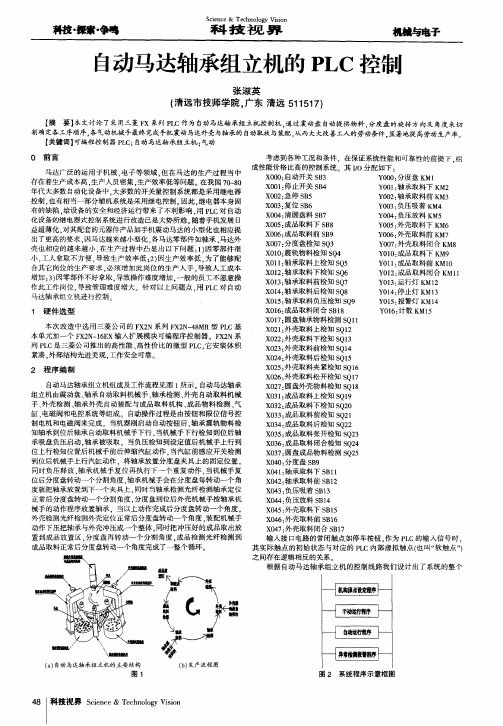
自动马达轴承组立机的PLC控制
2 程 序 编 制
自动马达轴承组立机组成及工作流程见图 1 所示 自动马达轴承 组立机 由震动盘 、 轴承 自动取料机械手 、 轴承检测 、 外壳 自动取料机 械 手、 外壳检测 、 轴承外壳 自动装 配与成品取料 机构 、 成 品物料检测 、 气 缸、 电磁 阀和 电控系统等组成 自动操作过程是 由按钮和 限位信 号控 制 电机和 电磁 阀来完成 。当机器刚启动 自动按钮后 . 轴承震 轨物料检 知轴承到位后轴承 自动取料机械手下行 。 当机械手下行检知 到位 后轴 承吸盘负压启动 . 轴承被吸取 当负压检知到设定值后机 械手上行到 位上行检知位置后机械手前后伸缩汽缸动作 . 当汽缸前感应 开关 检测 到位后机械手上行汽缸动作 .将轴承放置分度盘夹具上 的固定位置 . X 0 4 0: 分 度盘 S B 9 同时负压释放 . 轴承机械手 复位再执行 下一个重 复动作 . 当机械 手复 X 0 4 1 : 轴 承取料下 S B1 1 位后分度盘转动一个分割角度 . 轴承机械手会在分度盘每 转动一个角 X 0 4 2: 轴 承取料前 S B1 2 度就把轴承放 置到下一个夹具上 . 同时 当轴承检测光纤检测 轴承定位 X 0 4 3 : 负 压吸着 S B 1 3 正常后分度盘转动一个分割角度 . 分度盘到位后外壳机械 手按轴承机 X 0 4 4 : 负压放料 S B 1 4 械手 的动作程序放置轴承 .当以上动作完成后分度盘转 动一 个角度 . X 0 4 5 : 外 壳取料 下 S B 1 5 外壳检测光纤检测外壳定位 正常后分度盘转动一个角度 . 装配机械手 X I M6 : 外壳取料前 S B 1 6 动作下 压把轴 承与外壳 冲压成一个整体 . 同时把 冲压好 的成品取 出放 X 0 4 7 : 外壳取料闭合 s B 1 7 置到成品放置区 . 分度 盘再 转动一个 分割角度 . 成 品检测光纤 检测到 输入 接 口电路的常 闭触点如停 车按钮 . 作为 P L C的输入信 号时 . 成品取 料正常 后分度 盘转动 一个角 度完成 了一整个循环 其 实际触点 的初 始状态 与对应的 P L C内部 虚拟触点 f 也 叫“ 软触 点” 1 之间存在 逻辑相反 的关 系 根据 自动马达轴 承组立机 的控制线路我们设 计 出了系统的整个
plc控制伺服电机工作原理

plc控制伺服电机工作原理PLC控制伺服电机工作原理是现代工业生产中常见的一种控制方法。
它能够通过PLC控制模块对伺服电机进行精细的控制,使之能够准确、精细地进行调控,提高了工作效率和生产质量。
下面我将分步骤阐述PLC控制伺服电机的工作原理。
第一步,PLC控制模块对伺服电机进行控制。
PLC控制模块是一种可编程控制器,其具有集成的计算机元件和内部软件,用于控制和监测设备。
它是一个工业控制计算机,能够自主运行,准确地进行控制和监控。
第二步,PLC控制模块通过输出信号,传递给伺服电机的驱动器。
驱动器是一种电子设备,能够控制电机实现匀速或变速运转,从而满足不同的工作要求。
它通常由主控板、功率模块、信号采集芯片、继电器等多个部件组成。
第三步,伺服电机的反馈机制传递给PLC控制模块。
伺服电机是一种能够在精细控制下运动的直流电机,其具有高精度、高速度、高稳定性等优点。
在进行精确运动时,需要使用反馈机制来实现机器人的精密计算和精准运动。
在伺服电机内部设置有编码器或脉冲器等反馈部件,能够将电机旋转所产生的脉冲信号反馈给控制系统。
第四步,PLC控制模块根据反馈机制反馈回来的信息来计算电机的汇报位置和实际位置之间的偏差,并进一步校正电机的运动状态。
这包括速度、方向、加速度等方面,从而实现精确而稳定的运动。
通过以上的步骤,PLC控制模块最终能够完成对伺服电机的高精度控制,实现精细化的工业生产过程。
与传统的控制方法相比,使用PLC控制模块对伺服电机进行控制,不仅提高了生产效率和工作质量,同时也能够减少人为误差,因此得到了广泛的应用,成为现代工业制造的重要一环。
总之,PLC控制伺服电机的工作原理是一个相当复杂的系统,需要多个部件的相互配合。
通过精细化的控制手段,能够实现精准而稳定的运动,提高了工业生产的效率和质量。
PLC通过驱动器控制步进电机运转的方法
PLC作为一种工业控制计算机,具有模块化结构、配置灵活、高速的处理速度、精确的数据处理能力、PLC对步进电机也具有良好的控制能力,利用其高速脉冲输出功能或运动控制功能,即可实现对步进电机的控制。
对于那些在运行过程中移动距离和速度均确定的具体设备,山社电机工程师认为采用PLC通过步进电机驱动器来控制步进电机的运转是一种理想的技术方案。
步进电机的特点:(1)步进电机的角位移与输入脉冲数严格成正比,电机运转一周后没有累积误差,具有良好的跟随性。
(2)由步进电机与驱动器电路组成的开环数字控制系统,既非常简单、廉价,又非常可靠。
同时,它也可以与角度反馈环节组成高性能的闭环数字控制系统。
(3)步进电机的动态响应快,易于启停、正反转及变速。
(4)速度可在相当宽的范围内平滑调节,低速下仍能保证获得大转矩。
(5)步进电机只能通过脉冲电源供电才能运行,它不能直接使用交流电源和直流电源。
步进电机能响应而不失步的最高步进频率称为“启动频率”;与此类似,“停止频率”是指系统控制信号突然关断,步进电机不冲过目标位置的最高步进频率。
而电机的启动频率、停止频率和输出转矩都要和负载的转动惯量相适应。
有了这些数据,就能有效地对步进电机进行变速控制。
采用PLC控制步进电机,应根据下式计算系统的脉冲当量、脉冲频率上限和最大脉冲数量,进而选择PLC及其相应的功能模块。
根据脉冲频率可以确定PLC 高速脉冲输出时需要的频率,根据脉冲数量可以确定PLC的位宽。
脉冲当量=(步进电机步距角×螺距)/(360×传动速比);脉冲频率上限=(移动速度×步进电机细分数)/脉冲当量;最大脉冲数量=(移动距离×步进电机细分数)/脉冲当量。
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
plc是怎么控制伺服电机的?
plc是怎么控制伺服电机的?
PLC控制伺服电机中间需要加一个伺服驱动器或者驱动模块,以倍福为例:
1、硬件部分:PLC控制器通过网线与伺服驱动器相连,伺服驱动器与电机相连,电机的编码器反馈信号连接到驱动器形成闭环;
2、软件部分:通过twincat软件进行编程,软件中集成了倍福的运动控制功能块,通过用运动功能块的编程来实现电机的正反转、速度控制、位置控制等。
PLC是不能单独控制伺服电机的,中间都需要加伺服驱动器或者驱动模块,PLC控制伺服电机的原理是PLC发送脉冲给中间的驱动模块,驱动模块将脉冲转先换成速度再转换成电流,最后电流作用在电机上来驱动电机运转的。
PLC控制伺服电机介绍
PLC控制伺服电机介绍PLC(可编程逻辑控制器)是一种广泛应用于自动化控制系统的数字化电气装置。
它通过编程来实现各种控制功能,可以进行逻辑判断、运算处理、数据传输等操作,以控制各种设备或系统的工作状态。
在自动化控制领域,伺服电机是一种精密度高、响应快的电动机,它能够实现高精度的位置、速度和力矩控制。
在PLC控制系统中,伺服电机被广泛应用于各种自动化设备中,包括机械加工、印刷、包装、搬运等行业。
下面将详细介绍PLC控制伺服电机的原理、应用和优点。
首先,PLC控制伺服电机的原理是基于控制算法实现的。
PLC系统通过读取外部输入信号,例如传感器信号或用户输入信号,根据程序中的逻辑控制算法进行处理,然后输出控制信号到伺服电机。
伺服电机接收到控制信号后,根据设定的参数和控制算法实现精确的位置、速度和力矩控制。
控制过程通常包括位置反馈、速度环和力矩环等闭环控制。
其次,PLC控制伺服电机具有广泛的应用领域。
伺服电机广泛应用于各种自动化设备中,如自动装配线、机床、纺织设备、印刷设备、包装设备等。
PLC作为伺服电机的控制器,可以实现对伺服电机的高精度控制,提高设备的生产效率和质量。
另外,PLC控制伺服电机还可以应用于机器人系统中,实现机器人的精确运动和灵活性。
PLC控制伺服电机具有许多优点。
首先,PLC具有可编程性,可以根据不同的应用需求编写应用程序,实现各种不同的控制功能。
其次,PLC控制伺服电机具有较高的可靠性和稳定性,PLC系统通常采用冗余设计,即有备用的电源和输入输出模块,一旦出现故障可以即时切换。
此外,PLC还可以通过网络与其他设备进行通信,实现集中控制和监控。
最后,PLC控制伺服电机具有较高的灵活性,可以根据应用需求对伺服电机的控制参数进行调整,实现不同的运动控制模式。
在实际应用中,PLC控制伺服电机需要根据具体的应用需求进行参数设置和调试。
首先,需要根据伺服电机的性能指标选择合适的型号和规格。
其次,需要设置伺服电机的控制参数,如位置、速度和力矩等参数。
PLC如何控制步进电机

PLC如何控制步进电机PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的控制设备,通过输入/输出模块对各种机电设备进行控制。
在PLC系统中,步进电机是常见的执行元件之一,它具有准确的位置控制和高的加减速性能。
本文将介绍PLC如何控制步进电机,包括步进电机的驱动方式、PLC的控制原理及步进电机控制的程序设计。
一、步进电机的驱动方式1.串行通信驱动方式:步进电机通过串行通信驱动方式与PLC进行通信和控制。
首先,将PLC与串行通信模块相连,通过串行通信模块与步进电机控制器进行通信。
PLC通过串行通信模块发送指令,步进电机控制器接收指令后控制步进电机运动。
2.并行通信驱动方式:步进电机通过并行通信驱动方式与PLC进行通信和控制。
与串行通信驱动方式类似,首先将PLC与并行通信模块相连,通过并行通信模块与步进电机控制器进行通信。
PLC通过并行通信模块发送指令,步进电机控制器接收指令后控制步进电机运动。
3.脉冲驱动方式:步进电机通过脉冲驱动方式与PLC进行通信和控制。
在脉冲驱动方式中,需要PLC输出脉冲信号控制步进电机。
通常情况下,PLC将脉冲信号传递给步进电机驱动器,在驱动器中产生相应的控制信号,实现对步进电机的控制。
二、PLC的控制原理PLC作为控制器,一般采用扫描运行方式。
其运行原理如下:1.输入信号读取:PLC将外部输入信号输入到输入模块中,采集输入信号,并将其从输入模块传递给中央处理器(CPU)进行处理。
2. 程序执行:CPU根据事先编写好的程序进行处理,包括数据处理、逻辑运算和控制计算等。
PLC程序一般采用ladder diagram(梯形图)进行编写。
3.输出信号控制:根据程序的执行结果,CPU将处理好的数据通过输出模块发送给外部设备,用于控制和操作外部设备。
三、步进电机控制的程序设计步进电机的控制程序主要包括参数设定、模式选择、起停控制、运动控制等部分。
下面以一个简单的例子来说明步进电机控制的程序设计过程:1.参数设定:首先需要设定步进电机的一些参数,如电机型号、步距角度、运动速度等。
plc控制步进电机工作原理
plc控制步进电机工作原理PLC(Programmable Logic Controller)是一种特殊的计算机控制设备,用于自动化系统中对机械或生产设备进行控制。
步进电机是一种常用的电动执行器,其工作取决于外部控制信号和内部的步进电机驱动器。
PLC控制步进电机的工作原理可以分为以下几个步骤:1.PLC输入信号:PLC通过输入模块接收来自传感器或开关的信号,如按钮的状态、光电传感器的输出等。
这些输入信号将被用作步进电机的控制信号。
2.PLC程序:PLC程序是预先编写的软件代码,用于处理输入信号并生成相应的输出信号。
在PLC程序中,可以使用逻辑运算、计数器、定时器等功能块来处理输入信号和生成输出信号。
3.步进电机驱动器:PLC输出信号将通过步进电机驱动器来控制步进电机的运动。
步进电机驱动器是一种专门设计用于驱动步进电机的电子设备,它接收PLC输出信号并将其转换为适合步进电机的控制信号。
4.步进电机运动控制:步进电机驱动器将PLC输出信号转换为适合步进电机的控制信号后,将其发送给步进电机。
步进电机根据接收到的控制信号执行相应的步进运动。
5.输出信号反馈:在步进电机运动期间,PLC可以通过输出模块接收来自步进电机的反馈信号,如位置信息、传感器状态等。
这些反馈信号可以用于进一步的控制决策或监测步进电机运动的状态。
总体而言,PLC控制步进电机的工作原理是将输入信号经过PLC程序处理后生成输出信号,输出信号经过步进电机驱动器转换为步进电机的控制信号,步进电机根据接收到的控制信号执行相应的步进运动,从而实现对步进电机的精确控制。
PLC控制步进电机的工作原理可以更加具体地描述如下:1.从PLC输入模块接收信号:PLC通过输入模块接收来自传感器或开关的信号,如按钮的状态、光电传感器的输出等。
这些输入信号将作为步进电机的控制信号。
2.PLC程序处理输入信号:PLC程序中的逻辑运算、计数器、定时器等功能块将处理输入信号,并根据处理结果生成相应的输出信号,用于步进电机的控制。
伺服控制器与PLC的联动控制技术

伺服控制器与PLC的联动控制技术伺服控制器与PLC的联动控制技术是现代工业自动化领域中重要的技术之一。
伺服控制器是一种专门用于电机定位控制的装置,可以精确控制电机的位置、速度和力矩,而PLC(可编程逻辑控制器)则具有逻辑控制、数据处理和通信等功能,被广泛应用于工业自动化系统中。
将这两种控制器进行联动控制,可以实现更高级别的自动化生产过程,提高生产效率和产品质量。
在伺服控制器与PLC联动控制技术中,主要有三个方面需要考虑:通信接口、数据传输以及控制策略。
首先,通信接口是伺服控制器与PLC进行信息交换的关键。
目前常用的通信接口协议有串行通信协议和以太网通信协议。
串行通信协议常见的有RS-232和RS-485,具有简单和稳定的特点;而以太网通信协议具有传输速度快、可靠性高的优点。
选择适合系统需求的通信接口协议,是保证伺服控制器和PLC联动控制的基础。
其次,数据传输是伺服控制器与PLC之间信息交互的重要环节。
在联动控制中,PLC需要将控制信号传输给伺服控制器,伺服控制器将实时反馈的电机状态信息传输给PLC。
数据传输可以通过点对点连接、总线通信或者以太网通信等方式实现。
具体的传输方式可以根据系统结构和需求进行选择,以保证数据传输的实时性和稳定性。
最后,控制策略是伺服控制器与PLC联动控制的核心。
控制策略应根据具体的生产需求来进行设计。
通常,PLC负责整个生产线的逻辑控制、生产计划和数据处理等任务,而伺服控制器则负责电机的精确控制。
通过定时、协议、信号触发等方式,PLC可以发送指令给伺服控制器,实现对电机位置、速度和力矩的精细控制。
同时,伺服控制器可以实时感知电机的状态,并将反馈的信息传输给PLC进行数据处理和决策。
在伺服控制器与PLC联动控制技术的应用中,有很多成功的实际案例。
例如,在机械加工行业中,传统的数控加工中心通常使用伺服控制器和PLC单独进行控制,但通过联动控制技术,可以实现电机位置和刀具路径的动态匹配,提高加工精度和加工效率。
PLC如何控制伺服电机(伺服系统设计实例)
PLC如何控制伺服电机(伺服系统设计实例)PLC(可编程逻辑控制器)通常用于控制伺服电机的运动,伺服电机通过PLC的输出信号来控制其位置、速度和加速度等参数。
本文将以一个伺服系统的设计实例来说明PLC如何控制伺服电机。
假设我们需要设计一个简单的伺服系统,实现一个沿直线轨道移动的小车。
伺服系统由PLC、伺服电机、编码器和开关等设备组成。
步骤1:设计控制电路首先,我们需要设计一个控制电路,包括PLC、伺服电机和编码器之间的连接。
PLC通常具有数字输出端口,可用于输出控制信号来驱动伺服电机,同时也需要设置一个数字输入端口来接收编码器的反馈信号。
步骤2:连接电路将PLC的数字输出端口与伺服电机的控制输入端口连接起来。
通常,伺服电机的控制输入端口包括位置命令、速度命令和加速度命令等信号。
确保正确连接这些信号,以便PLC可以向伺服电机发送正确的控制指令。
步骤3:编程PLC使用PLC编程软件,根据系统的需求编写控制程序。
通常,需要编写的程序包括接收编码器反馈信号、计算位置误差、生成控制指令以及输出控制信号等。
步骤4:设置伺服电机参数伺服电机通常具有各种参数设置,如最大速度、加速度和减速度等。
在PLC程序中,需要设置这些参数,以确保伺服电机的正常工作。
这些参数通常可以通过与伺服电机连接的调试软件进行设置。
步骤5:运行系统完成PLC程序和伺服电机参数的设置后,可以通过PLC进行系统测试和调试。
运行系统并观察小车的运动是否符合设计要求。
如果需要调整运动轨迹或控制参数,可以修改PLC程序和伺服电机的参数设置。
通过以上步骤,我们可以实现一个简单的伺服系统,通过PLC控制伺服电机的运动。
当PLC接收到编码器的反馈信号时,它会计算出位置误差,并生成相应的控制信号发送给伺服电机。
伺服电机根据接收到的指令,调整自身的位置、速度和加速度等参数,实现沿直线轨道移动的小车。
需要注意的是,PLC控制伺服电机还可以实现更复杂的运动控制,如直线插补、圆弧插补等。
用PLC控制步进马达的问题

经常看到有的工控朋友问起用PLC控制步进马达的问题,在这里我举个最简单的例子,只能提供思路,更深入的研究就靠大家自己了。
如图所示:1、2为步进电机驱动器的电源 3为控制电源正极 4为脉冲输入 5为方向控制步进电机的步距角为1.8度,驱动器有细分的功能,考虑到精度和速度的问题,我们选用了半步运行的方式。
丝杆的螺距为5mm,即步进电机旋转一周,它所拖动的工件移动5个mm,PLC则输出400个脉冲,即每毫米需要输出80个脉冲。
5号脚高电平则电机正转,反之亦反。
设计的要求是这样的:在人机界面上输入工件要到的位置(以mm为单位),输入完成后工件自动运行到指定位置停下。
如果设定的位置大于实际的位置,则工件正向运转到位,反之亦反。
D200:人机界面输入的工件要求位置D202:工件的实际位置D204:实际位置与设定位置之差值程序如下:LDD> D200 D202DSUBP D200 D202 D204 ;将差值送到D204SET Y2 ;如果设定值大于实际值则正转LDD<= D200 D202DSUBP D202 D200 D204 ;将差值送到D204RST Y2 ;如果设定值小于实际值则反转LDD<> D200 D202 ;设定值与实际值不等PLS M0ANI M0DPLSY K1000 K206 Y0 ;以1000赫兹的频率输出脉冲所需的脉冲数LD M0DMUL D204 K80 D206 ;所需输出的脉冲数LD M8029DADDP D202 D204 D202 ;脉冲输出完成后实际位置与设定位置一样END这是最简单的控制了,希望对大家有一定的启发,没有上机调试,应该是没什么问题了。
看在同行的份上,大家不要扔臭鸡蛋哦。
还要注意一下:这段程序其实有个缺点:当工作台移动的时候,屏幕上的工作实际位置值(D202)并没有随着工作台的移动而改变,它只是在工作台移动完成后才变为实际位置值。
好比现在工作台的实际位置为200,要求位置是300,当工作台移动的时候,实际值(200)并没有随着工作台的移动而201,202……的增加,而是工作台移动到300的位置后直接变为300,因此这段程序不能实时的反映工作台的移动情况。
PLC控制步进电动机运行案例
PLC控制步进电动机运行案例PLC(可编程逻辑控制器)是一种用于自动化控制系统的工业电子设备,通过程序控制各种工业设备的运行和逻辑控制。
步进电动机是一种精密控制的电动机,可以根据脉冲信号的输入旋转指定的角度。
本文将介绍如何使用PLC控制步进电动机的运行,并给出一个实际的案例。
1.系统设计:要实现PLC控制步进电动机运行,首先需要设计一个系统,包括PLC 控制器、步进电动机、电源和传感器等。
PLC将通过编程控制步进电动机的旋转方向、速度和位置,从而实现精确的运动控制。
2.PLC编程:在PLC编程软件中,我们首先需要设置输入和输出点,用于连接步进电动机和传感器。
然后编写程序,通过控制输出点发送脉冲信号控制步进电动机的旋转。
例如,我们可以设计一个简单的程序,使步进电动机按照固定的角度旋转,然后停止。
步骤如下:1)设置输入点:连接PLC与步进电动机的控制信号线,用于接收启动和停止信号。
2)设置输出点:连接PLC与步进电动机的脉冲信号线,用于控制步进电动机的旋转方向和速度。
3)编写程序:在PLC编程软件中编写程序,设置脉冲信号的频率和方向,控制步进电动机按照指定的角度旋转。
4)调试程序:在调试模式下测试程序,验证步进电动机是否按照设计的参数正确运行。
3.实际案例:假设我们要控制一个步进电动机旋转180度,然后停止。
以下是一个简单的PLC程序示例:1)设置输入点I0为启动信号,输入点I1为停止信号;2)设置输出点Y0为脉冲信号控制步进电动机的旋转;3)编写程序如下:```LDI0OUTY0DELAY1000OUTY0NOP```4)启动程序后,PLC将检测I0信号,如果为高电平(启动信号),则输出Y0脉冲信号控制步进电动机旋转180度;然后延迟1秒后,停止输出脉冲信号,步进电动机停止旋转。
通过以上案例,我们可以看到如何使用PLC控制步进电动机的运行。
PLC具有灵活的编程功能和稳定的性能,可以实现精确的运动控制和自动化生产。
PLC控制伺服电机介绍

PLC控制伺服电机介绍PLC控制伺服电机是一种广泛应用于自动化系统的电机控制方式。
PLC(Programmable Logic Controller)即可编程逻辑控制器,是一种专门用于工业控制自动化的计算机控制设备,通过编程可以实现对电气信号的逻辑控制和运算。
而伺服电机则是一种能够精确控制位置、速度和转矩的电机。
传统的PLC控制方式通过数字量输入输出模块实现对电机的控制,但在一些需要更高精度的应用场景中,PLC控制伺服电机能提供更好的性能。
PLC控制伺服电机主要通过使用专门的伺服驱动器与PLC进行通信,以实现对伺服电机的精确控制。
下面将介绍PLC控制伺服电机的工作原理、优势和应用。
首先,PLC控制伺服电机的工作原理。
伺服电机使用编码器等传感器反馈实时位置、速度和转矩信息给驱动器或控制器,PLC可以通过接收这些反馈信号来实时调整电机的运行状态。
PLC与伺服驱动器之间的通信可以通过不同的通信协议实现,如Modbus、EtherCAT和CANopen等。
其次,PLC控制伺服电机相比传统控制方式的优势。
首先,PLC具有更强大的计算和处理能力,可以支持更复杂的控制算法和逻辑。
其次,PLC可以与其他外部设备和系统进行通信,实现更高级的控制功能。
例如,可以与触摸屏、计算机或上位机进行数据交互和监控。
此外,PLC的编程灵活性使得控制策略更易于修改和调整,提高了系统的可靠性和灵活性。
最重要的是,PLC具有良好的可靠性和稳定性,能够满足工业控制的需求。
PLC控制伺服电机在许多领域有着广泛的应用。
首先,它常用于机械加工和自动化生产线中。
伺服电机能够实现高精度的定位和运动控制,广泛应用于数控机床、组装机器人、搬运设备等。
其次,PLC控制伺服电机在纺织、印刷和包装行业中也得到广泛应用。
它可以实现高速运动和快速响应,提高生产效率和品质。
此外,PLC控制伺服电机还可以用于运动模拟设备、风洞试验等领域,实现高精度的模拟运动。
总结起来,PLC控制伺服电机是一种在工业自动化中广泛应用的电机控制方式。
PLC如何控制伺服电机

PLC如何控制伺服电机PLC(可编程逻辑控制器)是一种用于控制工业设备和机器的计算机系统。
伺服电机是一种精密控制设备,可以通过PLC进行控制以实现精确的位置和速度控制。
本文将探讨PLC如何控制伺服电机的工作原理和步骤。
伺服电机是一种能够根据外部反馈信号来调整输出位置或速度的电动机。
它包括电动机、编码器和控制器三部分。
编码器用于检测电动机的位置和速度,并将反馈信号发送给控制器,控制器根据反馈信号来调整电动机的输出。
PLC可以通过与伺服电机的控制器进行通信,并发送指令来控制伺服电机的运动。
下面将详细介绍PLC如何控制伺服电机的步骤:1.配置PLC和伺服电机的通信:首先需要在PLC上配置与伺服电机相关的通信参数。
这些参数包括通信速率、通信地址等。
根据伺服电机的型号和规格,设置正确的通信参数。
2.编写PLC程序:PLC程序是用于控制伺服电机的指令序列。
根据具体的应用需求,编写PLC程序来实现伺服电机的运动控制。
PLC程序可以使用编程软件(如梯形图、函数图等)来编写。
4.接收反馈信号:伺服电机运动过程中,编码器将不断发送反馈信号给控制器。
PLC将接收并处理这些反馈信号,以调整伺服电机的输出。
5.调整参数:根据反馈信号,PLC可以根据需要调整伺服电机的工作参数。
例如,可以通过调整电流、速度和位置参数来实现精确的运动控制。
6.监控伺服电机状态:PLC可以通过监测伺服电机的状态来确保其正常工作。
如果发现故障或异常,PLC可以进行相应的报警和处理。
总结起来,PLC通过与伺服电机控制器的通信,发送指令并接收反馈信号来控制伺服电机的运动。
通过调整参数和监控状态,PLC可以实现对伺服电机的精确控制。
这种控制方式在工业自动化领域得到广泛应用,可以实现高效、精确的运动控制。
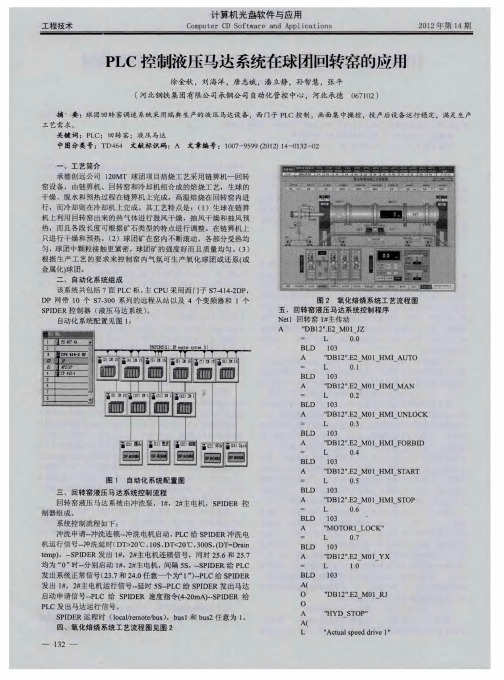
PLC控制液压马达系统在球团回转窑的应用
因 为一旦 出现 这种 故 障,则 所有 的信 号都 将会 终止 。 因此 ,在 出
现这 种故 障 的时候 ,我 们处 理 的方法 只有 通过 光 时域 反射仪 进行
计 算机 光盘 软件 与应 用
2 1 年第 1 02 4期
L
<=R
C m u e DS f w r n p l c t o s o p t rC o ta e adA p ia in
A L
SD
工程技术
0.O 00 e 0 0 0 0 +0 0
” O TOR2 M RUN 0K” S5 5S T撑
非常 重要 的一 项工 作 ,虽然 这个 工作 难度 不高 ,但 是其技 术要 点 比较 多 ,在我 们 的工作 中容 易有 所忽 略 ,因此 ,我们 还应 加强 学 习 、加 强 实践 ,只有 这样 才 能切切 实实 的做好 这 一工作 。
参考 文献 :
『 21 年 5月省级 卫视 全 国、六 大地 区各级有 线 电视公 共 网 1 01 1
m oo u k : = M 0T tr r n o ” 0R1 RUN OK ”
NOP
Nt e 2液压 马达 申请 启动信 号
( 上接 第 1 1 ) 页 3
此线 路 ,进而 确定 故障发 生 的大 致位 置,此 后 ,再通 过现 场检 测 确定 具体 的位 置 。第 二 步则 是对 所确 定的位 置进 行检 测 ,并根 据 断裂 的情 况进 行修 复 。当然 ,我 们在对 光 缆进行 铺设 的过程 中 , 应记 录好 光缆 距离 ,这 不仅 能够 有效 地减 少我们 日 处 理故 障 的 后 工作 量 ,还能够 避 免光缆 出现 断裂 扩大 的情 况 。 ( )由于光 缆熔接 的记 录不 准确 而导 致 的故障 五
PLC与步进电机在自动化马达生产流水线机械手的应用
目录(catalogue)内容摘要一,提出问题(contents sammary)1,机械手的简介(the brief introduction of machine hand )2,项目的要求(the request of item)二,生产流程分析(the prduction process is analytical)1,产品分析(the product is analytical)2,控制流程分析(control process analysis)3,确定机器的程序设计方案(make sure the program desigh project of machine )三,解决问题(woke out problem)1.系统方案(system project )1,1开环系统分析(open wreath system analysis)1,2步进电机的步距角分析(tread into treading of electrical engineering to be apart from cape analysis )1,3步进电机驱动器的参数分析(the parameter analysis that treads into an electrical engineering actuator)1,4步进电机的接线方法(tread into connection of electrical engineering line method)1,5 机械手的机构分析(the orgamization of machine hand is analytical) 2,PLC的选型分析(PLC of chosen analysis)2,1 PLC控制系统的设计原理(PLC control the design principle ofsystem)2,2 确定I/O数量(certain I\O anout)2,3确定PLC的单元(make sure PLC unit )3,控制箱的接线及说明(the control box connects line and ecucidation)4,安装与软件设计的调试(the adjusting of gearing and software design tries)四,装机调试应该注意的问题(pack machine to adjust to try the problem that should motice)五,整机在自动化的生产流中的分析(the whole machine flows mediam analysis at the production automating )六,结束语(end language)参考文献及资料(含梯形图)附录一(梯形图)内容摘要:(contens summary )可编程控制器(PLC)以其结构紧凑、体积小、重量轻、抗干扰能力强、编程简单、可变等优点广泛用于各种工业控制领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC控制器与马达驱动器
卞凤彪 2004年11月1前言
要说清楚控制器与马达驱动器的关系,先要对各类马达原理做一个简介。
2常用马达分类
2.1步进马达
2.2伺服马达
3步进马达原理
步进电机是一种将电脉冲转化为角位移的执行机构。
通俗一点讲:当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(及步进角)。
您可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时您可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。
4伺服马达原理
4.1伺服电机是一种将电脉冲转化为角位移的执行机构。
4.2伺服电机内部的转子是永磁铁,驱动器控制的U/V/W三相电形成电磁
场,转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给
驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。
伺服电机的精度决定于编码器的精度(线数)。
4.3伺服马`达分类
5马达驱动器介绍
5.1步进马达驱动器:步进马达动作的是脉冲信号,发出具体动作状态指
示的是『控制器』,而使信号增幅的则是『驱动器』。
由控制器发出脉冲信号,然后由驱动器将信号传送给马达。
也就是说,
假如把马达比作扩音器,那么驱动器便是放大器(即增幅器),而控制
器则好比CD放送机,而用户自备的可程控器则相当于启动开关。
5.2伺服马达驱动器
5.2.1步进马达和伺服马达最基本的差别是:依照输入信号回转、停止
的是步进马达,而伺服马达本身附有速度及位置检知功能,对于控
制器的指令能完全的遵从。
5.2.2伺服马达驱动器包含:速度控制,电流控制,位置控制等。
5.2.3马达的运动情况:运转与停止,加减与减速,正向与反向
5.2.4伺服驱动器控制方式:正弦波PWM控制,電流控制方式
5.2.5反馈部分:为了纠正电机转速的偏差,采用600线/转的光电编码
器作反馈元件,与电机同轴安装,就可以准确测出电机的转速。
因
为光电编码器是由激光照射光珊发出脉冲的,而光珊安装在光电编
码器的转轴上,转轴每转一周(3600)编码器就产生600个脉冲,
该脉冲只与转轴速度有关,而与温度无关。
因此,只要准确测出光
电编码器的脉冲个数,就可确切知道电机的转速。
6 马达驱动器举例
6.1 松下驱动器简介
6.2 三菱驱动器简介
7 PLC 与马达驱动器间联系(示意图)。
一般作为一个典型的完整的伺服系统,其组成必须包含命令控制器,驱动器,执行元件(马达),反馈元件。
作为PLC 系统,其命令控制器是PLC,中文解释为可编程逻辑控制器;驱动器分为步进驱动器和伺服驱动器。
从图中,我们可以看到其中一个部件没有介绍,那就是脉冲发生器。
对于PLC 产品的不同,有些PLC 内置脉冲发生器,而作为模块化的产品, 脉冲发生器与CPU,I/O 等是分开的,所以必须选配。
PLC 的作用:
接受外界输入量的变化,按照程序步骤,执行输出
脉冲发生器的作用:可以将其看成一中间变量,PLC 将脉冲指令存放于此,就执行了写的动作;要用的时候,PLC 对其进行读操作,这时就产生脉冲给伺服驱动器了。
1. 将PLC 的指令变成实际的脉冲输出到伺服驱动器
2. 输出量有速度,位置,运动量(以脉冲的数量和频率来表示)
3. 控制零点返回
a) 程序控制,PLC 执行到该程序,原点返回
b) 其外部接有sensor 作为感应,当sensor 动作后,马上停止发送脉冲,并清零 反馈元件:
反馈元件即光电编码器,其检测电机实际所产生的脉冲数,并将反馈脉冲传输到伺服驱动器
伺服驱动器构成:
1. 将脉冲放大处理
2. 对交流进行整流处理,将其变成平滑的直流电
3. 在电路控制上,以PWM 的形式提供给马达
4. 偏差比较:对接受的脉冲和反馈的脉冲作比较,如果偏差不为零,则马达动作,直到偏差为零.
在位置控制方式下,伺服驱动器接收控制器发出的位置指令信号脉冲,经电子齿轮分倍频后,在偏差可逆计数器中与反馈脉冲信号比较后形成偏差信号。
位置偏差信号经位置环的复合前馈控制器调节后,形成速度指令信号。
速度指令信号与速度反馈信号与位置检测装置相同 比较后的偏差信号经速度环比例积分控制器调节后产生电流指令信号,在电流环中经矢量变换后,由SPWM输出转矩电流,控制交流伺服电机的运行。
位置控制精度由光电编码器每转产生的脉冲数控制。
永磁式交流伺服马达的工作原理
马达的工作原理可以「弗莱明左手定则」来说明,弗莱明左手定则可用来判断一根载有电流的导线置于磁场中时其受力的方向。
若以左手之食指表示磁场方向,中指表示电流方向,则大姆指表示此导线受力的方向,如图2所示之电流方向,则环状线圈受磁场之作用,将顺正时钟方向旋转,产生之扭矩T可以下式表示
(1)
其中K为比例常数,I 为流经线圈之电流,B 为永久磁铁所造成之磁场强度。
图2 马达之工作原理。