智能生产线网络系统拓扑图(西门子版)
几种PLC网络的拓扑结构

几种PLC网络的拓扑结构如果把金字塔结构与NBS模型或ISO模型比较一下,就会发现,PLC及其网络发展到现在,已经能够实现NBS模型/ISO模型要求的大部分功能,至少可以实现4级以下的功能。
PLC要提供金字塔功能或者说要实现NBC/ISO模型要求的功能,采用单层子网显然是不行的。
因为不同层次实现的功能不同,所承担的任务的性质不同,导致他们对通信的要求也就不一样。
在上层所传送的主要是些生产管理信息,通信报文长,每次传输的信息量大,要求的通信的范围也比较广,但对通信实时性的要求却不高。
而在底层传送的主要是过程数据及控制命令,报文不长,每次通信量不大,通信距离也比较近,但对实时性及可靠性的要求比较高。
中间层对通信的要求正好居于两者之间。
由于各层对通信的要求相差甚远,如果采用单级子网,只配置一种通信协议,势必顾此失彼,无法满足所有各层通信的要求。
只有采用多级通信子网,构成复合型拓扑结构,在不同级别的子网中配置不同的通信协议,才能满足各层对通信的不同要求。
PLC网络的分级与生产金字塔的分层不是一一对应的关系,相邻几层的功能,若对通信要求相近,则可合并,有一级子网去实现。
采用多级复合结构不仅使通信具有适应性,而且具有良好的可扩展性,用户可以根据投资情况及生产的发展,从单台PLC到网络,从底层向高层逐步扩展。
下面具几个最有代表性公司的PLC网络。
一、A-B公司的PLC网络A-B公司是最大的PLC制造商,占据全美市场份额45%。
图1表示了A-B公司的PLC网络,采用的是3级总线复合型拓扑结构。
最底一级为远程I/O系统,负责收集现场信息,驱动执行器,在远程I/O 系统中配置周期I/O通信机制。
中间一级为高速数据通道DH+(或DH,DHⅡ),负责过程监控,在高速数据通道中配置令牌总线通信协议。
最高一级可选用Ethernet(以太网)或者MAP网,这一级负责生产管理。
在Ethernet网中配置以太网协议,在MAP网中配置MAP规约。
《HBHX-RCPS-C10型 工业机器人技术应用实训平台》系统说明书
《HBHX-RCPS-C10型工业机器人技术应用实训平台》系统说明书一、系统及其功能 (2)二、工业机器人系统 (5)2.1 HR20-1700-C10型工业机器人 (5)2.2外部工装 (6)2.3工业机器人的通信 (9)2.4示教器的使用步骤 (9)2.5安全护栏 (13)三、AGV机器人 (14)3.1 AGV结构 (14)3.2磁导条安装 (16)3.3 AGV操作步骤 (16)3.4电磁的保养与维护 (18)四、视觉系统 (19)4.1系统结构 (19)4.2 光源 (20)4.3 智能相机的安装 (21)4.4数字图像采集 (22)五、生产线系统 (31)5.1生产线结构 (31)5.2 控制系统结构 (32)5.3 控制系统程序 (36)六、立体仓库系统 (39)6.1 立库结构 (39)6.2 控制系统 (41)6.3 操作流程 (42)附录1 系统实物图 (45)附录2 HR20-1700-C10机器人机械使用维护手册 (45)附录3 HR20-1700-C10机器人电气维护手册 (45)附录4 HR20-1700-C10机器人编程手册 (45)附录5 x-sight使用手册 (45)附录6-1智能生产线网络系统拓扑图(施耐德版) (45)附录6-2智能生产线网络系统拓扑图(西门子版) (45)附录7-1 智能生产线电气图纸(施耐德版) (45)附录7-2 智能生产线电气图纸(西门子版) (45)附录8-1全国职院技能大赛工业机器人赛项函数说明书(施耐德版) (45)附录8-2全国职院技能大赛工业机器人赛项函数说明书(西门子版) (45)附录9 系统运行DEMO程序 (46)附录10工业机器人技术应用赛项平台程序 (46)附录11 HMI与PLC对接变量表 (46)《HBHX-RCPS-C10型工业机器人技术应用实训平台》系统说明书一、系统及其功能工业机器人技术应用实训平台由工业机器人、AGV机器人、托盘生产线、工件盒生产线、视觉系统和立体仓库等六部分组成,如图1-1所示,系统实物图见附录1。
几种PLC网络的拓扑结构
几种PLC网络的拓扑结构如果把金字塔结构与NBS模型或ISO模型比较一下,就会发现,PLC及其网络发展到现在,已经能够实现NBS模型/ISO模型要求的大部分功能,至少可以实现4级以下的功能。
PLC要提供金字塔功能或者说要实现NBC/ISO模型要求的功能,采用单层子网显然是不行的。
因为不同层次实现的功能不同,所承担的任务的性质不同,导致他们对通信的要求也就不一样。
在上层所传送的主要是些生产管理信息,通信报文长,每次传输的信息量大,要求的通信的范围也比较广,但对通信实时性的要求却不高。
而在底层传送的主要是过程数据及控制命令,报文不长,每次通信量不大,通信距离也比较近,但对实时性及可靠性的要求比较高。
中间层对通信的要求正好居于两者之间。
由于各层对通信的要求相差甚远,如果采用单级子网,只配置一种通信协议,势必顾此失彼,无法满足所有各层通信的要求。
只有采用多级通信子网,构成复合型拓扑结构,在不同级别的子网中配置不同的通信协议,才能满足各层对通信的不同要求。
PLC网络的分级与生产金字塔的分层不是一一对应的关系,相邻几层的功能,若对通信要求相近,则可合并,有一级子网去实现。
采用多级复合结构不仅使通信具有适应性,而且具有良好的可扩展性,用户可以根据投资情况及生产的发展,从单台PLC到网络,从底层向高层逐步扩展。
下面具几个最有代表性公司的PLC网络。
一、A-B公司的PLC网络A-B公司是最大的PLC制造商,占据全美市场份额45%。
图1表示了A-B公司的PLC网络,采用的是3级总线复合型拓扑结构。
最底一级为远程I/O系统,负责收集现场信息,驱动执行器,在远程I/O 系统中配置周期I/O通信机制。
中间一级为高速数据通道DH+(或DH,DHⅡ),负责过程监控,在高速数据通道中配置令牌总线通信协议。
最高一级可选用Ethernet(以太网)或者MAP网,这一级负责生产管理。
在Ethernet网中配置以太网协议,在MAP网中配置MAP规约。
自动化生产线安装与调试(西门子 S7-200 SMART系列)课件项目九 YL-335B自动化生产
计算机
输送站 S7-200 SMART PLC
(CPU ST40)
伺 服 驱 动 器
供料站
S7-200 SMART PLC (CPU SR40)
装配站Ⅱ S7-200 SMART PLC
(CPU ST40)
步 进 驱 动 器
分拣站 S7-200 SMART PLC
(CPU SR40)
USS通信
变 频 器
准备知识
③按下I1.2时,当M1.5\M1.6\V100.3为0时,变频器以VD52中指定的 频率百分比运行。 变频器运行时,Q1.0为1。
注意:a.实际运行频率= P2000中基准频率*VD52设定百分比。 b.VD52存浮点数,百分比输入应为小数。
c.若出现变频器报警,故障解除后,可按I1.3对变频器故障复位。
192.168.0.5,本地地址:VB1050, 远程地址:V1050。
图9-5对2号站的网络写操作
图9-6 对2号站的网络读操作
准备知识
③ 分配V存储器; 用户配置的每项网络操作都需要16个字节V 存储区, 在 GET/PUT 向导菜单中单击“存储器分配”,向导会自动 建议一个起始地址,可以编辑该地址,但一般选择建议 就好,如图9-7所示。 ④ 生成代码块
成如下功能:① 将1号站(主站)的I2.5的状态映射到2号站的Q0.7; ② 将2号站(从站)的I1.3 的状态映射到1号站的Q1.5;③ 将HMI(连接在主站)上按钮的状态映射到2号站的Q1.0。
(1)硬件系统构成
准备知识
(2)分配 Internet 协议 (IP) 地址 ①编程设备分配 IP 地址:192.168.0.9,子网掩码:255.255.255.0 ②然后为PLC分配地址 CPU1的IP地址为192.168.0.1,子网掩码为255.255.255.0 CPU2的IP地址为192.168.0.5,子网掩码为255.255.255.0
基于Profinet的电气设备IRT等实时控制研究
基于Profinet的电气设备IRT等实时控制研究梁永新【摘要】针对工业控制领域对现场总线技术在信息传输速率和传输实时性方面提出更高的要求,PROFINET实时协议应运而生,本文研究PROFIN软件编程组态,并用一套程序验证这个等实时性.ET实时协议中的最高等级等实时协议的应用,通过硬件配置,利用西门子博图.【期刊名称】《电气传动自动化》【年(卷),期】2018(040)005【总页数】3页(P15-16,4)【关键词】Profinet;等实时(IRT);PLC;远程IO;同步【作者】梁永新【作者单位】广州晟启能源设备有限公司,广东广州510445【正文语种】中文【中图分类】TP3121 引言PROFINET由PROFIBUS国际组织(PROFIBUS International,PI)推出,是新一代基于工业以太网的开放的现场总线标准(IEC61158中的类型10)。
PROFINET为自动化通信领域提供了一个勘称完整的网络解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等当前自动化领域的热点话题,并且,作为跨供应商的技术,可以完全兼容工业以太网和现有的现场总线(如PROFIBUS)技术,节省投资和时间。
2 应用PROFINET为能实现上述功能,主要定义了以下三种的通讯协定等级。
第一种TCP/IP通讯协定,是针对PROFINET CBA及工厂调试用,其反应时间约为100ms。
第二种RT(实时)通讯协定,是针对PROFINET CBA及PROFINET IO 的应用,其反应时间小于10ms,用于对实时性要求高的场合。
第三种IRT(等实时)通讯协定,其反应时间小于1ms,是最高等级,可用于对实时性有很高要求的场合,诸如重要数据的检测,某些重要事件的及时响应等。
在顺序控制系统中,一般的TCP/IP通讯协定,即可满足要求,对实时性无特别要求,但是在某些重要场合,诸如危险防爆区域,如果能将检测到的数据及时上传至处理器,并在出现非正常状况的时候及时给予处理,实时性就显得很有必要。
基于DP及以太网通信的智能化生产线系统
基于DP及以太网通信的智能化生产线系统刘岩(辽宁轨道交通职业学院,辽宁沈阳,110023)摘 要:针对原有生产线系统存在的通信效率低下等问题,本文开发一种基于DP现场总线及工业以太网的新的通信方式的智能化生产线系统。
主要分析模块化智能化生产线系统的结构和功能,并分析基于西门子最新PLC S7-1500为一级主站,TP700触摸屏为二级主站,七个西门子PLC S7-200为从站的DP通信方式、通信方法、通信步骤、程序结构和实现DP通信的程序设计方法等。
应用效果评估表明,基于DP及以太网通信的智能化生产线系统提高了系统的通信效率,简化了硬件接线,可通过触摸屏对系统进行实时监控。
验证了系统的可靠性、稳定性和抗干扰能力,使智能化生产线系统能够更加稳定、高效运行。
关键词:S7-1500;Profibus-DP;智能化生产线;以太网中图分类号:TP273 TP278文献标识码:A 文章编号:2095-8595 (2017) 04-120-005电子科学技术 URL: http// DOI: 10.16453/j.issn.2095-8595.2017.04.028DP and Ethernet Communication Based Intelligent Production Line SystemYa n L iu(Gui da oji aot ong Poly te c hni c Inst itute, Shenyang, L iaoni ng, 110023, China)Abstract: Aiming at the problems of low communication efficiency in the original production line system, an intelligent production line system based on DP field bus and industrial Ethernet is developed.Mainly analyzed are the structure and function of modular intelligent production line system, and analysis of the latest SIEMENS PLC S7-1500 is based on a master station, TP700 touch screen for two master, seven SIEMENS PLC S7-200 from DP communication station, communication method, program structure and implementation steps, communication program design method DP communication, etc. The application effect evaluation shows that the intelligent production line system based on DP and Ethernet communication can improve the communication efficiency of the system, simplify the connection of hardware, and can monitor the system in real time by touch screen. The reliability and anti-interference ability of the system are verified, and the intelligent production line training system can be operated more efficiently and stably.Key words: S7-1500; Profibus-DP; Automatic Production Line; Ethernet引言现场总线是20世纪80年代中后期在工业控制中逐步发展起来的。
采用西门子PLC控制的自动化生产线案例

采用西门子PLC控制的自动化生产线案例一、引言上海大众汽车有限公司引进的德国SCHULER 6000KN大型自动化冲压线主要用来生产PASSA T轿车4门2盖等中型冲压件,平均冲次可达6.7次/分钟。
SCHULER冲压线主要由6个压机单元和6个机械化单元组成,压机单元主要用来进行料片冲压,机械化单元主要采用吸盘方式进行料片拆垛、压机之间料片传送等任务。
SCHULER自动化压机线的控制设备采用先进的西门子控制设备,整个自动化控制网络分为两级,第一级为基础自动化网络,它主要包括现场层SIEMENS 可编程控制器SIMA TIC H1网络和操作员工作站WINCC网络;第二级为服务器控制管理层网络。
SCHULER压机线的整个工业控制网络系统较为复杂,由环形拓扑结构、星形拓扑结构、总线形拓扑结构三种拓扑结构类型的工业控制网络组合而成。
二、基础自动化网络2.1 现场层网络SCHULER 压机线现场层控制采用PLC和PROFIBUS现场总线控制。
每个压机单元和机械化单元各采用独立的PLC控制,PLC采用西门子S5-115U可编程控制器,整条压机线共使用了12个PLC进行控制。
2.1.1 PLC H1 网络服务器与现场层PLC通讯采用SIMA TIC H1以太网络,CSMA/CD协议,光缆介质,通信速率为10Mbps,环形拓扑结构。
每单元PLC都配置有CP1430通讯模块,通过相应的OLM(光电转换模块)上网通讯,服务器内置CP1413通讯模块通过第一单元OLM模块与PLC H1网通讯。
在此服务器起到参数的上传/下送作用,它与PLC之间的数据交换通过DDF(动态数据交换)来进行。
使用光纤网不仅满足了高速大容量的数据交换,也大大增强了抗外界电磁场干扰以及抗泄漏的性能,环形结构的好处是一旦光纤网链路发生断裂,仍可保持通信;此外,它完全与电位无关地运行,不必花费昂贵的等电位连接费用,且大大增强了网络的可靠性。
2.1.2 PROFIBUS 总线PLC与现场设备的通迅采用西门子公司的PROFIBUS-DP现场总线,PROFIBUS-DP总线是一种全分布式现场总线型现场控制网络,它通过ET200分布式输入/输出系统与现场设备之间实现双向串行多节点数字通信。
自动化生产线安装与调试(西门子 S7-200 SMART系列)课件项目六 分拣单元的安装与调试(OK
准备知识
⑴计数器控制信号 每个高速计数器需要1字节的控制信号,4个高速计数器控制字节详见表。
准备知识
⑵高速计数器寻址 每个高速计数器都有一个初始值和一个预置值,它们都是32位有符号整数。初始值是高速计数器计数 的起始值,预置值是计数器运行的目标值,当前实际计数值等于预置值时会触发一个内部中断事件。必 须先设置控制字节以允许装入新的初始值和预置值,并且把初始值和预置值存入特殊存储器中,然后执 行HSC指令使其有效。当计数值达到最大值时会自动翻转,从负的最大值正向计数。以HSCO为例,其当 前值是一个32位的有符号整数,从HCO读取。高速计数器当前值、初始值与预设值如表6-3所列。
⒊能在规定时间内完成分拣单元的安装和调整,进行程序设计和调试,并能解决安装 与运行过程中出现的常见问题。
项目描述:
分拣单元是YL-335B中的最末单元,完成对上一单元送来的成品工件分拣,使不同 属性的工件从不同的料槽分流的功能。根据实际安装与调试的工作过程,本项目主要考 虑完成分拣单元机械部件的安装、气路连接和调整、装置侧与PLC侧电气接线、变频器 参数的设置、以及PLC程序的编写,最终机电联调,实现设备总工作目标:完成对白色 芯、黑色芯和金属芯工件的分拣。 本项目设置2个工作任务:①装置侧机械部件的安装、气路连接和调整,以及电气接线。 ②PLC控制系统的设计与调试,最终实现分拣任务要求。通过完成这2个工作任务,使学 习者掌握G120C变频器、旋转编码器,以及高速计数器等相关知识和技能点。
项目六
目录
CONTENTS
01
准备知识
任务一 分拣单元装置侧的安装和调试
02
任务二 分拣单元的PLC控制实训
03
1
准备知识
分拣单元的结构和工作过程 认知旋转编码器 SMART系列PLC内置的高速计数器 西门子G120C变频器的使用
西门子无线通讯477

SCALANCE W 工业特性使用指南SCALANCE W User Guide For Industrial FeaturesUser GuideEdition (2008-02)摘 要 本文描述了SCALANCE W模块根据工业应用的要求所做的一些通用协议上的改进,例 如iQoS,iPCF和强制漫游。
并阐述了协议特性的基本原理。
而且通过一些具体的配置实例说 明配置这些工业协议的基本方法。
关键词 工业特性,iQoS,iPCF,强制漫游 Key Words Industrial features, iQoS, iPCF, Forced roaming on IP down.A&D Service & SupportPage 2-21目录1 iQoS.......................................................................................................................................... 4 1.1 概述..................................................................................................................................... 4 1.2 网络拓扑图 .......................................................................................................................... 4 1.3 网络组态及参数设置 ........................................................................................................... 5 2 iPCF.......................................................................................................................................... 6 2.1 概述..................................................................................................................................... 6 2.2 网络拓扑图 .......................................................................................................................... 9 2.3 网络组态及参数设置 ........................................................................................................... 9 3 强制漫游 ................................................................................................................................. 14 3.1 概述................................................................................................................................... 14 3.2 网络拓扑图 ........................................................................................................................ 14 3.3 网络组态及参数设置 ......................................................................................................... 14A&D Service & SupportPage 3-211 iQoS 1.1 概述 无线通讯是未来自动化的发展趋势之一,应用越来越广泛。
西门子SPPAT3000控制系统的应用及故障处理
西门子 SPPA T3000控制系统的应用及故障处理摘要:结合T3000系统长期维护经验以及用户需求,总结了西门子T3000系统在实际应用中的相关结构优化和故障设备改造方法,为T3000用户改造提出了建议,提高了T3000系统的可靠性。
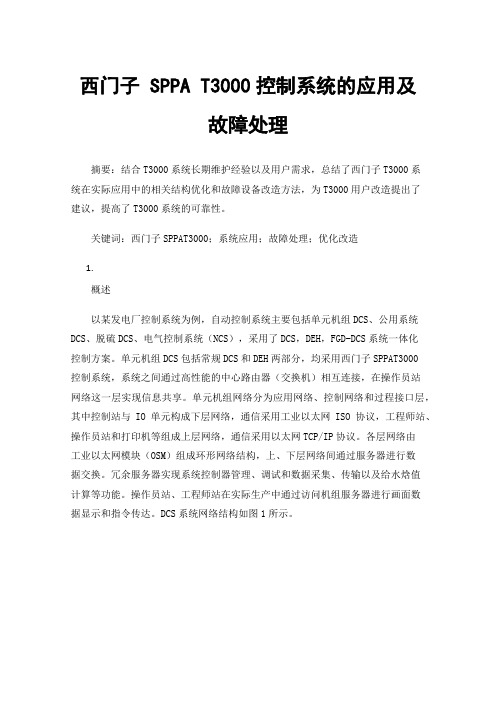
关键词:西门子SPPAT3000;系统应用;故障处理;优化改造1.概述以某发电厂控制系统为例,自动控制系统主要包括单元机组DCS、公用系统DCS、脱硫DCS、电气控制系统(NCS),采用了DCS,DEH,FGD-DCS系统一体化控制方案。
单元机组DCS包括常规DCS和DEH两部分,均采用西门子SPPAT3000控制系统,系统之间通过高性能的中心路由器(交换机)相互连接,在操作员站网络这一层实现信息共享。
单元机组网络分为应用网络、控制网络和过程接口层,其中控制站与IO单元构成下层网络,通信采用工业以太网ISO协议,工程师站、操作员站和打印机等组成上层网络,通信采用以太网TCP/IP协议。
各层网络由工业以太网模块(OSM)组成环形网络结构,上、下层网络间通过服务器进行数据交换。
冗余服务器实现系统控制器管理、调试和数据采集、传输以及给水焓值计算等功能。
操作员站、工程师站在实际生产中通过访问机组服务器进行画面数据显示和指令传达。
DCS系统网络结构如图1所示。
图1某厂#1#2机组网络拓扑图1.SPPA T3000系统的主要故障现象及处理西门子SPPA T3000控制系统(以下简称T3000系统)出现了诸多的问题和故障,本文从设备硬件故障、软件故障、通信故障等方面进行分析。
2.1硬件故障T3000系统硬件结构主要包括服务器、交换机、控制器、IO卡件、预制电缆及FIM卡件。
其中控制器由电源模块、CPU模块和网络模块组成,通过ProfiBus 总线与下层卡件进行通信和数据采集。
网络模件与CPU的通信通过背板总线进行并通过ProfiDP总线连接到下层网OSM通信模块,以实现服务器数据采集和传输的实时性。
S7-300_ProfinetIO网络拓扑2
AUTOMATE Technology (Shanghai) Co., Ltd.© 2014
弹出拓扑编辑器对话框,选择“Graphic view”可以看见在 PROFINET IO 系统中 的 IO 设备的端口连接关系。参考图 6 拓扑编辑器的设备。目前拓扑中仅存在上述设 备,还没有建立它们之间的连接关系。可以按照图 3 PN IO 系统详细的网络拓扑图手 动的进行端口一对一的连接。
分配Device name,然后下载硬件组态到PLC中,建立PN IO通讯。具体方法请 参考网上课堂的 /Download/Upload/AS/application/A0140.pdf。 使用鼠标右键点击 PROFINET 总线 Ethernet(1): PROFINET-IO-System(100), 选择“PROFINET IO Topology….”。参考图 5 选择 PROFINET IO 拓扑。
对于其它颜色的意义,请点击“Help”按钮查看帮助。参考图 7 离线与在线的比较。
图 7 离线与在线的比较
AUTOMATE Technology (Shanghai) Co., Ltd.© 2014
在右侧在线检测的设备栏内,点击“+”号进行展开,鼠标左键点击在“Partner port”含有连接信息的 Port 端口。这时“Apply”按钮,显示为高亮状态,点击该按 钮后,在离线侧出现了对应端口连接的信息。如图 8 应用连接信息。这时对象背景颜 色从黄色变为绿色,表示离线与在线设备全部匹配,包括端口连接信息。
图 3 PN IO 系统详细的网络拓扑图
AUTOMATE Technology (Shanghai) Co., Ltd.© 2014
基于机器视觉的工业机器人智能抓取系统设计

Science and Technology &Innovation ┃科技与创新2023年第24期·29·文章编号:2095-6835(2023)24-0029-03基于机器视觉的工业机器人智能抓取系统设计杨再恩1,李文骥2(1.台州科技职业学院,浙江台州318020;2.台州市英创智能科技有限公司,浙江台州318010)摘要:随着智能制造的发展,工业机器人在现代生产中的应用越来越广泛,尤其在产线零件的抓取上极大地提高了自动化程度,但是传统工业机器人基于固定点示教的方式,无法实时精准抓取复杂形状的零件。
提出将机器视觉与工业机器人技术相结合,基于康耐视智能视觉相机,赋能工业机器人,提高产线零件的抓取精度,提升工业生产效率。
结果表明,该系统具有良好的抓取稳定性,可以实现对零件颜色、形状、位置的精准识别与抓取,在工业生产中具有广阔的应用前景。
关键词:机器视觉;工业机器人;PLC ;智能抓取中图分类号:TP242.2文献标志码:ADOI :10.15913/ki.kjycx.2023.24.008在工业4.0与中国制造2025的双重时代背景下,工业机器人作为一种工业自动化设备,已被广泛应用于工业生产中,尤其在产线零件的抓取上发挥着越来越重要的作用。
传统的工业机器人抓取系统都是针对已知零件固定点位的示教方式,然而实际生产中的零件经常存在不同类型、颜色、形状等情况,导致难以实现对复杂形状物体的智能抓取[1]。
因此,如何实现工业机器人的智能抓取,成为了目前研究的一个重要方向。
当前机器视觉作为一种高级的检测技术,即机器代替人眼的感知能力,甚至超越人眼[2],可实现对物体的识别、检测、跟踪等操作,在智能制造中的作用越来越突出。
本文基于机器视觉与工业机器人技术,设计一种智能抓取系统,能够自动完成对多种形状和大小零件的识别,引导控制机械臂的运动,实现对零件的精准抓取与放置,具有一定的应用前景和研究意义。
工厂自动化网络结构现场总线
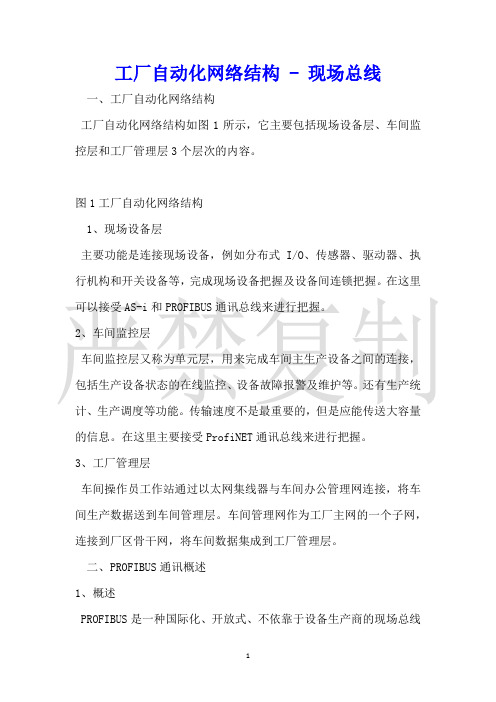
工厂自动化网络结构 - 现场总线一、工厂自动化网络结构工厂自动化网络结构如图1所示,它主要包括现场设备层、车间监控层和工厂管理层3个层次的内容。
图1工厂自动化网络结构1、现场设备层主要功能是连接现场设备,例如分布式I/O、传感器、驱动器、执行机构和开关设备等,完成现场设备把握及设备间连锁把握。
在这里可以接受AS-i和PROFIBUS通讯总线来进行把握。
2、车间监控层车间监控层又称为单元层,用来完成车间主生产设备之间的连接,包括生产设备状态的在线监控、设备故障报警及维护等。
还有生产统计、生产调度等功能。
传输速度不是最重要的,但是应能传送大容量的信息。
在这里主要接受ProfiNET通讯总线来进行把握。
3、工厂管理层车间操作员工作站通过以太网集线器与车间办公管理网连接,将车间生产数据送到车间管理层。
车间管理网作为工厂主网的一个子网,连接到厂区骨干网,将车间数据集成到工厂管理层。
二、PROFIBUS通讯概述1、概述PROFIBUS是一种国际化、开放式、不依靠于设备生产商的现场总线标准,它广泛适用于制造业自动化、流程工业自动化和楼宇、交通电力等其他领域自动化。
PROFIBUS 已被纳入现场总线的国际标准IEC 61158 和欧洲标准EN 50170,并于2001 年被定为我国的国家标准JB/T10308.3-2001。
PROFIBUS由三个兼容部分组成,即PROFIBUS-DP( Decentralized Periphery)、PROFIBUS-PA(Process Automation )和PROFIBUS-FMS (Fieldbus Message Specification )。
其中PROFIBUS-DP是一种高速低成本通信,用于设备级把握系统与分散式I/O的通信,使用PROFIBUS-DP可取代办24VDC或4-20mA信号传输。
而PROFIBUS-PA 是专为过程自动化设计,可使传感器和执行机构联在一根总线上,并有本征平安规范。
超实用的西门子S7-1200系列PLC全套接线图,拿走不谢!
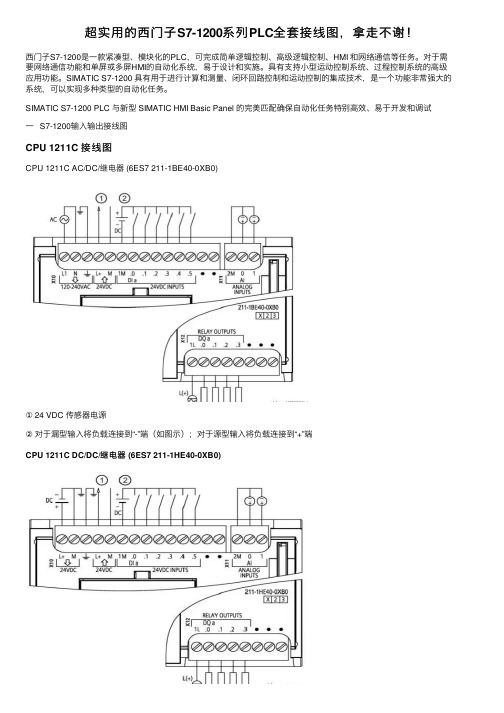
超实⽤的西门⼦S7-1200系列PLC全套接线图,拿⾛不谢!西门⼦S7-1200是⼀款紧凑型、模块化的PLC,可完成简单逻辑控制、⾼级逻辑控制、HMI 和⽹络通信等任务。
对于需要⽹络通信功能和单屏或多屏HMI的⾃动化系统,易于设计和实施。
具有⽀持⼩型运动控制系统、过程控制系统的⾼级应⽤功能。
SIMATIC S7-1200 具有⽤于进⾏计算和测量、闭环回路控制和运动控制的集成技术,是⼀个功能⾮常强⼤的系统,可以实现多种类型的⾃动化任务。
SIMATIC S7-1200 PLC 与新型 SIMATIC HMI Basic Panel 的完美匹配确保⾃动化任务特别⾼效、易于开发和调试⼀ S7-1200输⼊输出接线图CPU 1211C 接线图CPU 1211C AC/DC/继电器 (6ES7 211-1BE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1211C DC/DC/继电器 (6ES7 211-1HE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1211C DC/DC/DC (6ES7 211-1AE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1212C 接线图CPU 1212C AC/DC/继电器 (6ES7 212-1BE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1212C DC/DC/继电器 (6ES7 212-1HE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1212C DC/DC/DC (6ES7 212-1AE40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1214C 接线图CPU 1214C AC/DC/继电器 (6ES7 214-1BG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1214C DC/DC/继电器 (6ES7 214-1HG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1214C DC/DC/DC (6ES7 214-1AG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1215C 接线图CPU 1215C AC/DC/继电器 (6ES7 215-1BG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1215C DC/DC/继电器 (6ES7 215-1HG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1215C DC/DC/DC (6ES7 215-1AG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端CPU 1217C 接线图CPU 1217C DC/DC/DC (6ES7 217-1AG40-0XB0)① 24 VDC 传感器电源②对于漏型输⼊将负载连接到“-”端(如图⽰);对于源型输⼊将负载连接到“+”端③ 5V差分信号输⼊④ 5V差分信号输出常见问题1217C的 5V差分信号能不能当普通的DI/DO点使⽤?答:不能。
S7-300系列PLC作为DP从站的通讯
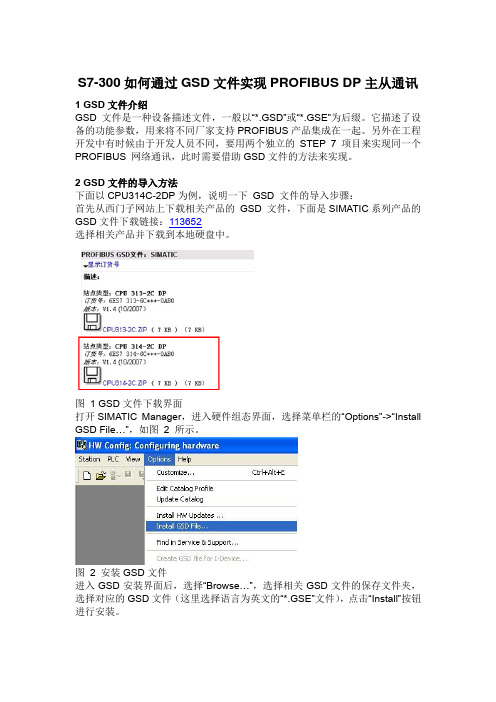
S7-300如何通过GSD文件实现PROFIBUS DP主从通讯1 GSD文件介绍GSD文件是一种设备描述文件,一般以“*.GSD”或“*.GSE”为后缀。
它描述了设备的功能参数,用来将不同厂家支持PROFIBUS产品集成在一起。
另外在工程开发中有时候由于开发人员不同,要用两个独立的STEP 7项目来实现同一个PROFIBUS 网络通讯,此时需要借助GSD文件的方法来实现。
2 GSD文件的导入方法下面以CPU314C-2DP为例,说明一下GSD 文件的导入步骤:首先从西门子网站上下载相关产品的GSD 文件,下面是SIMATIC系列产品的GSD文件下载链接:113652选择相关产品并下载到本地硬盘中。
图1 GSD文件下载界面打开SIMATIC Manager,进入硬件组态界面,选择菜单栏的“Options”->“Install GSD File…”,如图2 所示。
图2 安装GSD文件进入GSD安装界面后,选择“Browse…”,选择相关GSD文件的保存文件夹,选择对应的GSD文件(这里选择语言为英文的“*.GSE”文件),点击“Install”按钮进行安装。
图3 选择安装GSD文件安装完成后可以在下面的路径中找到CPU314C-2DP,如图4:图4 硬件目录中的保存路径3 CP342-5做主站采用GSD方法实现PROFIBUS DP 通信3.1网络拓扑介绍PROFIBUS DP主站由CPU314+CP342-5组成,其中CP342-5做主站。
PROFIBUS DP 从站由CPU314C-2DP组成,集成的DP接口做从站。
网络拓扑图如下:图5 网络拓扑图3.2 从站组态首先插入SIMATIC S7-300站,添加CPU314-2DP,双击DP接口,分配一个PROFIBUS地址,然后在“Operating Mode”中选择“DP salve”模式,进入“Configuration”标签页,新建两行通信接口区,如图6所示:图6 从站通信接口区注意:上述从站组态的通信接口区和主站导入的GSD从站的通信接口区在顺序、长度和一致性上要保持一致。
[生产管控知识]西门子网络在车桥生产线的应用
![[生产管控知识]西门子网络在车桥生产线的应用](https://img.taocdn.com/s3/m/38b17dbfa45177232e60a275.png)
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊分类号密级U D C 编号本科毕业论文(设计)题目PLC网络在车桥生产线上的应用院(系)机械与汽车工程学院专业机械设计制造及其自动化年级机制0912学生姓名郑元一学号2009116249指导教师吴何畏二○一三年五月┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊湖北文理学院学位论文原创性声明本人郑重声明:所呈交的学位论文是本人在导师指导下独立进行研究工作所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
本人完全意识到本声明的法律后果由本人承担。
学位论文作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保障、使用学位论文的规定,同意学校保留并向有关学位论文管理部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权省级优秀学士学位论文评选机构将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密□,在_____年解密后适用本授权书。
2、不保密□。
(请在以上相应方框内打“√”)学位论文作者签名:日期:年月日导师签名:日期:年月日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊PLC网络在车桥生产线上的应用摘要:汽车及装备制造业是襄阳市乃至湖北省的重要支柱产业,在整车生产中,车桥是至关重要的部件之一。
目前我市的车桥生产企业取得了显著的发展,但其焊装生产线仍存在自动化程度不高、生产效率低、数据采集和监控不完善的现象,因此在车桥生产线上实现自动化和网络化具有十分重要的现实意义。
本课题针对某企业车桥自动焊装线的现场设备和通讯网络进行设计,采用西门子TIA全集成自动化解决方案,构建PROFIBUS、PROFINET、INTERNET三层网络实现设备通讯和数据库访问,且具有信息共享和远程监控功能。