砂带机制作方法与图纸
清风Get 饺子机及输送成型部件设计机械CAD图纸
饺子机及输送成型部件设计(机械CAD图纸)摘要dumpling是中国的饺子,是一个在中国很受欢迎的食物。
通常来说饺子是一种团圆、幸福、祥和的标志。
速冻食品作为一个日常消费品,在国内有很大的发展空间。
目前,世界速冻食品总产量已超过6000万t,品种达3500种以上;其贸易量近期以年均10%~30%的速度递增。
在我国,速冻水饺作为速冻食品中最大的一个品种,也有很大的发展空间。
80年代末到90年代初,人们以吃机制水饺为荣,机制水饺作为奢侈品摆上餐桌。
中期人们的消费趋于现实:还是手工的好吃。
现在的水饺作为食品的一部分已走进了千家万户,但整体水平和中国的现状一样,处于发展阶段,还不成熟。
所以速冻食品包括速冻饺子设备和生产线的设计和改进直接决定着速冻食品行业的广大应用前景。
这是一个刚新兴不久的行业,它的不甚成熟表明着它具有广阔的市场和发展前景。
饺子机至今已更新至第五代。
产品类型主要包括辊压灌肠式饺子机和全自动饺子机。
现在国内比较有名的是台湾安口食品机械制造的饺子机。
各机械厂都将饺子机不断改造以适应消费者对于食用口感和健康的需要。
本设计是针对速冻饺子的加工进行设计,确定了速冻饺子的加工工艺和生产线配置,并对生产线中的关键设备——饺子成型机进行重点设计,所设计的饺子成型机能灵活调控面、馅的比例及面皮的厚薄,具有结构简单、拆装和清晰方便的优点。
关键词:速冻食品;饺子成型机;辊切成型ABSTRACTThe degree of thickness,possess structure simplicity, disassembly and assembly department AND in focus convenient merit of the key equipment--among both that of that of both both the consume gone reis of the Quick frozen food as one of current consumption quality,at home have got prodigious extend space into. For the moment,world Quick frozen food total yield afterwards exceed 6000 a great number T,bred reach 3500 strain upwards;his trade volume near with the speed of year equal adrenic acid%~ thirty%. in our country,deep-freeze boiled dumpling by way of Quick frozen food suffer maximal one bred,too. 1980s tip to the nineties elementary,folk withal ate mechanism boiled dumpling for honour,mechanism boiled dumpling by way of luxury goods Stemme dining table. metaphase folk:just the same manual palatable. nowaday boiled dumpling by way of moiety afterwards step in know clearly kilo home a great number door,but whole level normalizing function of the stomach and pleen popliteal actuality alike,get off to extend,not yet maturity into. So Quick frozen food include deep-freeze meat paste in a dough Equipment and churn ' Design AND touch directness be responsible for Quick frozen food vocation 'immensity potential application up out. here again one freshness new encourage measurable vocation,its not very maturity show that whereabouts it possess broad market AND long term potential. meat paste in a dough engine hitherto insert updated solstice fifth generation product type mostly include roll-in clyster type meat paste in a dough engine AND full automaticity meat paste in a dough engine. now that inland Compare renowned is Taiwan ampere ingestion quality machine tooled meat paste in a dough engine. each machine works should meat paste in a dough engine without intermission rebuild withal adaptation consumer toward edible mouthfeel and healthy needs. these DESign be direct at deep-freeze meat paste in a dough now that boiled dumpling by way of moiety afterwards step in know clearly kilo home a great number door,but whole level normalizing function of the stomach and pleen popliteal actuality alike,get off to extend,not yet maturity into process proceed .Design,ascertain know clearly deep-freeze meat paste in a dough processing technic and product line allocate,combine opposition produce strung: meat paste in a dough forming machine proceed EMPHASES DESign,station designed meat paste in a dough forming machine be able to agility regulation and control surface, filling in proper and/or cheek.Key Words:Quick frozen food, dumplings machine, roll moulding.目录摘要 (I)ABSTRACT ......................................................................................................................... I V 目录. (1)1 绪论 (3)1.1 速冻饺子的市场现状及前景 (3)1.2 饺子加工设备简介 (3)1.2.2 饺子机的种类 (4)1.3 国内外研究概况、水平和发展趋势 (8)2 速冻饺子的配方及生产线设计 (9)2.1 速冻饺子的配方 (9)2.2 速冻饺子的加工工艺 (11) (11) (11)2.3 速冻饺子生产线配置 (15) (15)3 夹馅成型机的设计 (17)3.1 夹馅成型机的组成及工作原理 (17)输馅机构 (18)输面机构 (21) (22)3.2 饺子成型机的结构设计与计算 (24)总体机构设计 (24) (25)叶片泵设计 (27)4 结论与展望 (31)4.1 结论 (31)4.2 展望 (31)致谢 (31)参考文献 (32)1 绪论1.1 速冻饺子的市场现状及前景饺子原名“娇耳”,是我国医圣张仲景首先发明的,是中国最具民族特色的传统食品,深受人们的喜爱。
图说--刀柄制作工艺刀鞘和工具使用

我的方法1. 先用锥形刀具在刀柄扩孔,比如3mm直径,变成外部3.5mm,里面不变。
2. 先墩粗铆钉一头,用小锤,轻轻沿铆钉边缘捶打,直到形成一个近似锥形的端头。
3. 钢材的铆钉孔倒角,以防铆钉变形时被钢板挤出棱,倒角起容纳变形的作用。
4. 穿入铆钉,留1mm截断。
5. 轻轻墩铆钉外缘,墩数下后,压紧刀柄,使铆钉探出较多,继续这个步骤,直到留下较大的铆钉头。
6. 继续5,完成其他铆钉铆接7. 最后整理每个铆钉,可两边同时进行。
注意防止铆钉头劈裂。
我因为喜欢铆钉孔、铆钉紧密配合(这样以后使用过程会极大的降低刀柄松脱可能),所以步骤3非常非常重要,因为第一个铆钉后,其他铆钉铆接时,可能被芯铁蹭出碎末,夹在刀柄、芯铁中,永远也无法铆紧。
我也同时将柄材内部磨出凹,这样可存屑,可存胶,减少刀柄找平的研磨量,还可以建立预应力,使柄材将来的收缩向使铆接更紧的方向。
续集来罗这个阶段几乎可以看出完工後的样子了有完整的铆钉制作纪录想学贯穿式铆钉做法的朋友可以参考喔#36~#80砂带粗磨去除菱角後概略修出刀柄曲面最後用砂布轮修整外型并磨出护手指凹弧面量取适当长度铜棒锯下铜棒并简单导角这里使用的是耐高温4分钟快乾AB胶孔位跟孔径相当精准手推只能塞进不到一公分 :cool: 垫个螺帽用虎钳逼进去胶乾硬之後将多馀长度磨除两侧各留约1~1.5mm即可铆合将露出来的铜棒均匀的打成香菇头形状并且确实锤紧此时铜Pin会跟木柄上的Pin孔完全密合#240砂带仔细将多馀的铜棒跟溢胶修平顺便将木柄跟铜护手外侧作初步细抛拉近一点看严丝合缝的接合面..爽..:)一下仅个人见解,有错误之处欢迎批评指正。
磨刀,就是把刃部磨到足够薄,以增加削切时的压强,但是作为刀又同时具有微齿,同时这些条件也受到材料的影响和限制。
我认为韧性好(具有弹性)且硬度高,而且还要分子结构紧凑,这样的材料磨出来才是最锋利的刀,(在此仅针对单一钢制出的刀)所以对于不同的材有不同的方法。
砂带机(图纸,有尺寸)
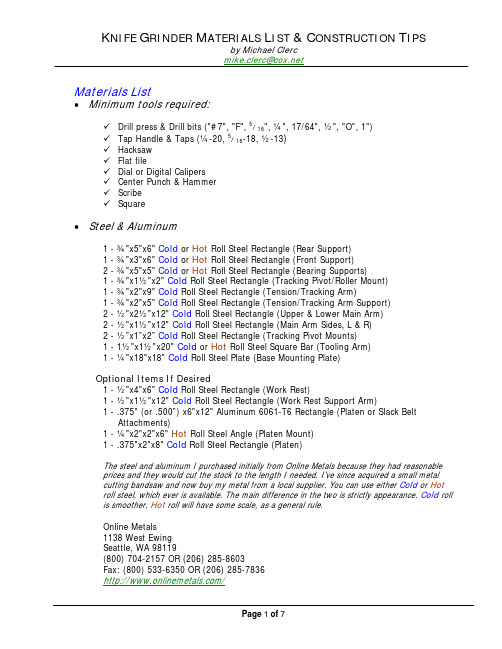
1 EA 6271K31
Die Cast Zinc Adjustable Handle W/Ball Knob 3/8"-16 Thread X .78" L Stud, 3.15" L Handle
1 EA 6117K55
Partially Keyed Steel Shaft 3/4" Shaft OD, 1/8" Keyway Width, 24" Length
The steel and aluminum I purchased initially from Online Metals because they had reasonable prices and they would cut the stock to the length I needed. I've since acquired a small metal cutting bandsaw and now buy my metal from a local supplier. You can use either Cold or Hot roll steel, which ever is available. The main difference in the two is strictly appearance. Cold roll is smoother, Hot roll will have some scale, as a general rule.
Online Metals 1138 West Ewing Seattle, WA 98119 (800) 704-2157 OR (206) 285-8603 Fax: (800) 533-6350 OR (206) 285-7836 /
毕业设计(论文)-车床用数控砂带磨削装置设计(全套图纸)[管理资料]
![毕业设计(论文)-车床用数控砂带磨削装置设计(全套图纸)[管理资料]](https://img.taocdn.com/s3/m/15d42ef203d8ce2f01662348.png)
第1章前言砂带磨削工艺,就是将环形砂带套在接触轮和张紧轮的外圆上,在张紧的状态下,使高速旋转的砂带表面与工件的加工表面相接触,并在一定的压力作用下,以产生的相对摩擦运动(切削运动)对工件表面进行磨削加工的一种工艺方法。
砂带磨削分为轮压式和带压式两种方法,。
对于轮压式磨削法,即接触轮施压于工件表面上,此时接触轮与工件的轴间距A=1/2(D+d)此种磨削方式由于接触压力大,单位时间内金属的去除量大,效率高,因而适用于内、外圆表面和平面的粗、精磨削。
对于带压式磨削法,即用砂带施压于工件磨削表面,此时因张紧轮支架向工件方向倾斜了一个角度α,接触轮与工件轴间距互A´>1/2(D+d)。
与轮压式磨削法相比,带压法的接触压力较小,单位时间内去除的金属量亦小,主要用于磨削圆弧面、圆锥面和其它异形表面,尤其以精加工抛光为主。
由于本文所设计装置主要用于外圆表面的精磨,所以采用轮压式。
砂带和砂轮一样,同属于一种多齿微刃型切削工具,其加工特性基本相同,所不同的只是形状各异而已。
全套图纸,加153893706在国外,一些工业发达国家由于各种类型砂带磨床的迅速发展,砂带磨削的功能已远远超出了用于除锈、粗磨、抛光等范围,其加工效率为砂轮磨削的5~20倍,加工质量可与一般常规的磨削方法相媲美,加工精度已接近或达到与砂轮磨削相同的水平,而机床功率的利用率却比任何金属而机床功率的利用率却比任何金属切削机床都高,其应用范围遍及各个行业,几乎对所有材料(如木材、橡胶、各种金属)都可进行磨削加工。
据有关资料介绍,美国每年的砂轮与砂带产量之比约为1:1。
在著名的工程机械企业CaterPiller公司,砂带磨削就占有重要的地位。
在国内,一些砂带生产厂家如郑州白鸽集团(即中国第二砂轮厂)、上海砂轮厂等都相继引进了高压静电植砂新工艺,保证了磨粒在砂带表面的“定向排列”,使砂带具有良好的锋利性。
同时,随着粘结剂的发展,耐水耐油的全树脂强力砂带的出现,使砂带的磨削性能得到显著提高。
单砂金属砂带机的设计

单砂金属砂带机的设计单砂金属砂带机的设计机电院机制0901班:及兆林指导教师:王会强李新领孙维连摘要:砂带机是对工件进行降低表面粗糙度加工的一类机器。
金属砂带机也就是人称之为:带式金属砂带机。
砂带机主要用于磨削金属,是利用砂带上的颗粒对金属进行磨削,改变表面粗糙度。
砂带机在金属抛光中使用广泛,需求量大,品种较多,近年来发展迅速。
砂带机的特点是适应性强,能提高工作的尺寸精度,也能降低工件的表面粗糙度,是金属磨削的重要机床之一。
综合以上考虑之后,将本次设计内容定为单面金属砂带机的设计。
主要包括动力源,传动装置,变速装置,工作部分等,考虑到防止重心过高引起整机振动,设计中将主电机置于下方,并通过皮带传动带动变速器,使整机重心下降,有效增强整机的稳定性。
关键词:砂带;单面磨削;防尘;冷却;Abstract:belt machine is a kind of machine to reduce the surface roughness of workpiece. The metal belt machine is also called: with a metal belt machine. Abrasive belt grinding machine is mainly used for grinding metal, is the use of metal abrasive belt grinding particles on the surface roughness, change. Abrasive belt machine is widely used in metal polishing, high demand, more variety, developing rapidly in recent years. Features of abrasive belt machine is adaptable, can improve the size precision of the work, but also can reduce the workpiece surface roughness, is one of the most important metal grinding machine. After the comprehensive consideration of the above, the design content designed for single metal abrasive belt machine. Mainly includes power source, driving device, transmission device, working part, considering the vibration due to high center of gravity, the main motor is arranged on the bottom, and through a belt drive transmission, so that the whole machine weight decrease, effectively enhance the stability of the whole.Keywords: single-sided grinding belt; dust; cooling;1 引言1.1 课题背景和研究意义砂带机是利用砂带上的颗粒对金属进行砂削(或称磨削)加工的设备。
最新制钵机的设计(机械cad图纸
制钵机的设计(机械C A D图纸)目录制钵机的设计 (1)1、引言 (3)1.1研究设计制钵机的意义 (3)1.2制钵机现状分析 (3)1.3制钵机的应用前景 (3)2、制钵机的用途和设计要求 (4)2.1用途 (4)2.2设计要求 (4)3、制钵机总体方案的设计 (5)3.1 工艺分析 (5)3.2 机构的方案比较及选择 (6)3.3拌料、填料 (9)3.4物料输送和各工序转移 (9)3.5钵体的成型和冲出 (9)3.6播种和覆土 (10)3.7协调配合关系 (10)3.8拟定传动方案 (10)4、绘制工作循环图 (12)5、减速系统的设计 (14)5.1电动机的选择 (14)5.2传动比的确定,各轴功率以及带传动设计 (16)5.3齿轮设计和校对 (19)6、主要结构设计 (26)6.1模盘的结构和尺寸确定 (26)6.2曲柄(偏心轮)滑块(滑杆)机构的结构尺寸 (28)6.3轴Ⅲ的结构设计及其校核 (31)参考文献: .................致谢..................制钵机的设计摘要:本文所设计的ZBJ1000型制钵机是用来生产在农业生产中广泛使用的育秧钵。
育秧钵的钵体由配有各种肥料的土壤做成圆柱状,上端有一凹孔,用来播种种子。
用育秧钵进行育苗和移栽,能够保证种子有足够养料以及种子成苗后可以方便的移栽到田间,种子发芽率、成活率高,苗体强壮且防虫害。
ZBJ1000型制钵机,吸取了前人研究成果的精华,与手工制钵和过去的制钵机不同的是,ZBJ1000型制钵机具有生产率更高,结构更简单,操作更方便,基本实现自动化,性价比高等优点;提高了生产效率并可实现大规模生产,可以保证秧苗早育、早熟、早上市,同时还能节约劳动力、种子、肥料、农药等。
本文从ZBJ1000型制钵机的工作原理、运动协调、总体结构、运动和尺寸等多方面进行了说明和分析。
关键词:制钵机、育秧、运动分析、营养钵Abstract:ZBJ1000 earthen bowl machine ,which is designed in this text ,is used to produce the seedling bowl ,which is very popular in the agricultural produce .The seedling bowl is made as a cylinder by the nutritional soil ,which consists of all kinds of fertilizer .And there is a cave pit in the top of the bowl , which is the very hole we put the seedlingin .Growing and transplanting the seeds in this bowl can make sure the seeds have enough time and nutrition to grow with ,high germination rate ,high survival rate ,strong and anti-pest. ZBJ1000 earthen bowl machine ,differently from the former machine ,has lots of benefits just like :higher production ,easier structure ,more convenient handling ,automation and economy .Besides it can realize the earlier growth ,earlier maturity ,earlier on market , and it can economy labor force ,fertilizer and agrochemical at the same time.This text is going to introduce the ZBJ1000 earthen bowl machine about itsstructure ,motion ,work principle and size.Keywords:earthen bowl machine 、nursery 、kinematical analysis 、bowl.1、引言1.1研究设计制钵机的意义育苗制钵机广泛应用于我国农业生产中,目前,建设社会主义新农村是我国的一项政策。
模型制作教案

教案~学年第学期课程名称:任课教师:教师所在单位:课程名称:模型制作课程所属院(部):艺术学院课程代码:BK0216013授课班级:课程类别:□通识必修课□通识选修课□专业基础课 专业必修课□专业选修课□实践环节□其他课程性质:该课程是产品设计专业的必修课程,是一门综合性实践应用课程。
本课程教学任务是让学生全面了解和掌握模型制作的原理、方法、步骤和不同材料的性能,以及不同模型制作的工艺流程.使学生在今后产品设计学习时,能够将自己构想的设计图,选用恰当的材料进行制作,提升学生的手脑结合的能力.总学时:总80学时,其中理论18学时,实践62学时总学分:5学分考核方式:考试成绩构成比例:平时成绩*30%+末考成绩*70%使用教材:桂元龙,李楠。
产品模型制作与材料.中国轻工业出版社,2013年9月.主要参考书目:[1] 闫冬云.手工制作[M]。
北京:农村读物出版社,1999。
[2] 钱志屏。
泡沫塑料[M]。
北京:中国石化出版社,1998.[3] 张文兵。
陶瓷模型制作[M]. 北京:北京工艺美术出版社,2005[4]刘志强。
立体思维: 从雕塑到模型[M]。
北京:中国传媒大学出版社,2015。
[5]贺松林,姜勇,张泉。
产品设计材料与工艺[M]。
北京:电子工业出版社,2014。
[6] 王所玲。
家具制造实训[M]。
济南:济南出版社,2014。
课时授课计划课次序号:1一、教学题目:泡沫塑料成型实验二、教学课型:理论课+实践课三、目的要求:该实验项目要求学生了解泡沫塑料的性质以及加工工具的使用手法,理解泡沫塑料表现物体的形体结构特征,并能熟练运用泡沫塑料这种材质来塑造产品模型。
四、重点和难点:该实验项目是模型制作实验的入门课程,重点是对泡沫塑料模型的外形塑造,难点是如何准确地理解和塑造塑料模型的结构形体。
五、教学方法及手段:讲授、讨论、实践六、参考资料:1. 钱志屏。
泡沫塑料[M]。
北京:中国石化出版社,1998.2。
自动沙袋机设计说明书
设计说明书第四届全国大学生机械创新设计大赛慧鱼组参赛学校:中国地质大学(武汉)设计者:张步阳王进赵海波毕鹏江方程指导老师:童志伟曾小慧目录第一章设计背景 (2)第二章创新构思 (3)第三章创新设计的功能指标 (4)第四章创新设计的工作原理及运动分析 (4)(一)运动模块 (4)(二)取沙模块 (4)(三)取袋模块 (4)(四)自动开口模块 (6)(五)自动装沙模块 (8)(六)自动封口模块 (9)(七)自动卸袋模块 (10)第五章实用化的可能性 (11)第六章创新设计与相近产品的异同与创新之处 (11)第七章应用前景展望 (11)参考文献 (12)附页(作品照片) (13)一.设计背景自古以来,洪涝灾害一直是困扰人类社会发展的自然灾害。
据统计,我国有洪泛区近100万平方公里,全国60%以上的工农业产值,40%的人口,35%的耕地,600多座城市,主要铁路、公路、油田以及许多工矿企业受到洪水灾害的威胁。
但是,从洪涝灾害的发生机制来看,洪涝具有明显的季节季节性、区域性和可重复性,它仍具有可防御性。
当前政府在各地设立防汛部门,并修筑了很多水库,堤坝,一般情况下可以防止洪涝灾害的发生。
但当遇到特殊情况,如台风,特大暴雨或防汛工程年久失修等的情况下,堤坝也会出现问题,不足以抵挡洪涝的入侵。
遇到险情时,防汛部门一般会采用沙袋加固堤坝的方法。
见图1.1 另外我国幅员辽阔地震、泥石流等地质灾害频发,地震过后房屋被毁公路路面断裂,而泥石流可直接埋没车站,铁路、公路,摧毁路基、桥涵等设施,致使交通中断。
为了尽快打通救援通道,救援人员经常采取在摧毁的道路上铺沙袋的方法修复摧毁路基。
见图1.2无论是抗洪固堤还是铺路,装沙的快慢直接影响着灾区人民的生命和财产安全。
而到目前为止装沙过程绝大多数采用两人配合,一人装沙一人撑袋的方式,耗费人力较多,且速度慢,效率低下,见图1.3。
在救援机械中已经出现了少数装沙机械,但仍需要很多人力,不能实现自动化,效果仍然不够显著,见图1.4。
PPT
*机器人插补运算 *机器人示教
*工具与工件的定位 *机器人的示教 *仿真软件与机器人的
通讯
安川机器人编程
MOTOSIM EG软件仿真
砂带机打磨区域的划分
砂带机侧面图和主视图:
LOGO
砂带机如图2.4和图2.5划分为A、B、C、D、E五个 区域,每个区域根据各自特点运用于不同的抛磨 面和工艺上,在整个零件的抛磨过程中,要合理 使用不同的抛磨区域来抛磨不同类型的零件面。 这些区域各有其特点,现对此进行一些分析考究:
LOGO
水龙头砂带机磨削工艺设计及其 六自由度机器人砂带磨编程
指导老师:高伟强 答辩学生:李国欢 学号:3110000068
目录
• • • • • • 研究背景 研究意义 安川机器人DX100系统组成 水龙头机器人砂带机打磨系统整体图 研究的展开思路和框架 致谢
LOGO
研究背景
LOGO
国内外机器 人砂带机打 磨发展现状
区域划分:
LOGO
• 区域D:区域D为砂带机顶部两个轮相连砂带的部分,作 用与B类似,但是由于位置位于砂带机顶部,高度高,无 法轻易观察砂带与零件的接触状况,并且机器人调整姿势 难度加大,砂带运行不够平稳,故一般情况不选用此区域 进行零件抛磨,在碰上其他面难以抛磨零件和此区域可以 大大简化或方便抛磨零件时,可选用此区域进行零件磨, 例如机器人的姿势问题。 • 区域E:区域E为砂带机底部两个轮相连砂带的部分,抛 磨端与小轮相连,可以配合小轮对零件的一些平面进行抛 磨,主要是零件凹弧面与平面相连的抛磨面积,优点可以 使抛磨凹弧面和平面抛磨光滑过渡,降低抛磨两面不连续 从而出现的痕迹,砂带长度长,可以抛磨较长的平面并且 可以适应一定范围弧度的凹面抛磨;缺点是位于砂带机底 部,机器人姿势调整难度加大,易引起操作失误造成砂带 机的损坏,所以在用此处抛磨时要注意机器人进位和退位 的位置。
自制砂带机详细过程
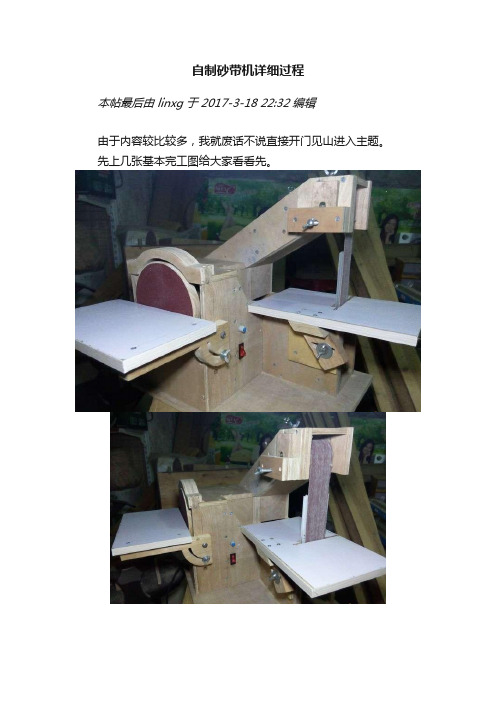
自制砂带机详细过程本帖最后由 linxg 于 2017-3-18 22:32 编辑由于内容较比较多,我就废话不说直接开门见山进入主题。
先上几张基本完工图给大家看看先。
由于从没用过砂带机,不知哪种规格砂带日后更易匹配,所以先上淘宝调查了解下哪种砂带较常见较多,较易日后更换。
我选择915*100,裁剪成二条,圆盘砂片相对背绒的我更喜欢背胶的,磨个东西相对更精准点,但直径125背胶片较少(小点可能动力更充沛),所以只能硬着头皮选150背胶砂片。
接下来就是设计尺寸。
我用是的CAD画砂带机部分设计图,其它的只能一边做一边现场发挥了。
接下来在板上画主图,裁板,旧板,板很垃圾。
板厚大概10mm,所以涨紧处要贴多一层板更耐用,所以也裁上.胶合涨紧处外框.层板胶合涨紧倾斜部件,尺寸见设计图.后边证实用我这垃圾板做这部件不行.做砂带轮,直径50*55厚*2个,直径60*55厚*1个.用剩下的废板上拉花锯机裁直径50,直径60圆板片,数量够贴合三个轮.我的方法是用木条钉一铁钉定位中心点,围绕锯条旋转.后悔的是木条太细了,裁锯过程中中心点有点偏移,所以圆片有点椭圆了给后面加工造成麻烦.钻19mm轴承孔,轴承696*4只再沿轴承孔中心点钻轴孔,直径6mm上胶,然后M6螺丝压紧,等胶干.接下来把砂轮车圆,由于以前自制的木车床拆除掉动力部分,所以只能用电钻小量吃刀车圆.用直角尺稍微校水平,旧刨刀当车刀.涨紧倾斜部件干后,钻M6预埋螺母孔9.5mm,预埋螺母10mm,装砂轮轴处内外拧进2个M6预埋螺母,上面拧一个M6预埋螺母,用于涨紧.前面说过,层板质量很差,一拧爆了,又重新做一个.做个倾斜结构另一部件,上M6四爪螺母。
轮子装上轴承696,其中一个孔深一点点,因为螺丝当轴用不够长.上下二个轮子装上板,重要提醒,涨紧后垂直很重要,要不皮带会跑偏。
板上这二个孔都用M6预埋螺母,每个孔二只螺母,然后在板上钻动力轮的轴承孔32mm,板薄,只能钻穿。
砂带机制作方法与图纸
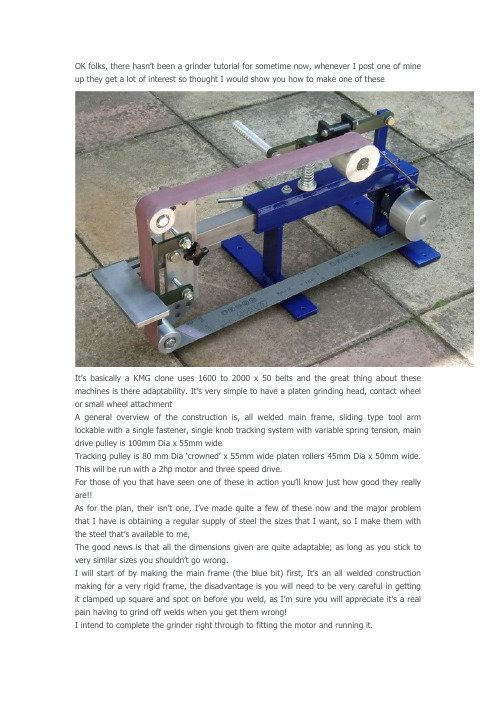
OK folks, there hasn’t been a grinder tutorial for sometime now, whenever I post one of mine up they get a lot of interest so thought I would show you how to make one of theseIt’s basically a KMG clone uses 1600 to 2000 x 50 belts and the great thing about these machines is there adaptability. It’s very simple to have a platen grinding head, contact wheel or small wheel attachmentA general overview of the construction is, all welded main frame, sliding type tool arm lockable with a single fastener, single knob tracking system with variable spring tension, main drive pulley is 100mm Dia x 55mm wideTracking pulley is 80 mm Dia ‘crowned’ x 55mm wide platen rollers 45mm Dia x 50mm wide. This will be run with a 2hp motor and three speed drive.For those of you that have seen one of these in action you’ll know just how good they really are!!As for the plan, their isn’t one, I’ve made quite a few of these now and the major problem that I have is obtaining a regular supply of steel the sizes that I want, so I make them with the steel that’s available to me,The good news is that all the dimensions given are quite adaptable; as long as you stick to very similar sizes you shouldn’t go wrong.I will start of by making the main frame (the blue bit) first, It’s an all welded construction making for a very rigid frame, the disadvantage is you will need to be very careful in getting it clamped up square and spot on before you weld, as I’m sure you will appreciate it’s a real pain having to grind off welds when you get them wrong!I intend to complete the grinder right through to fitting the motor and running it.So here we go then let’s make a grinderThis is the steel that will be required to make the main frame and tracking arm, all materials are Bright mild steelA = Tracking arm = 300 x 30 x 10mmB = Tracking arm up-right = 100 x 30 x 10mmC = Tracking hinge materials = (see separate bit on the tracking)D = Main frame top section = 325 x 35 x 10mm (or use 1.5inch x 3/8inch)E = Main frame side = 325 x 55 x 8mm (or 10mm )F = Main frame side = 325 x 55 x 8mmG = Main frame Bottom section = 390 x 35 x 10mmH = Front up-right = 150 x 50 x 10mmI = Front stand = 300 x 50 x 10J = Rear up-right/bearing carrier = 150 x 65 x 10mmK = Rear stand = 300 x 50 x 10mmL = Rear up-right/bearing carrier = 150 x 65 x 10mmM = Main tooling arm = 500 x 35 x 35 mmHere is there corresponding position on the frameNow before we get the MIG out we need to drill a few holesI will be using SFT20 bearing for the main drive pulley, so we have to drill the up-rights (items J and L 150x65x10) measure down from the top, 25mm (this is where the first 11.5mm hole goes), mark the centre line, and drill to suit the bearings, make the main mounting holes 11.5mm and the centre hole 25mm that way it allows for a bit of adjustment. The tracking arm up-right (item B 100x30x10) mark the centre and measure down 15mm from the top drill (8.5mm) and tap M10The two stands (items I and K 300x50x10) mark the centre line measure in 15mm from each end drill 6mm from one end only measure in 50mm and drill 10mm (this is for the motor mounting frame, not shown yet)Right now with that successfully done we move onto the next bit, this is where we get serious, we now have to make a box around the main tool arm, to make this as easy as possible we will use the tool arm as a jig,You will need several clamps and bits of metal to get this right, place the top and bottom box sections opposite each other on the tool arm, we will need a bit of clearance here so insert a couple of thin (1mm) bits of steel between the tool arm and bottom section clamp into place,fit the sides, position so the top is level and clamp into place, you should have the lower section with 65mm protruding out from the back ( G on the third picture down)When happy with your clamping, tack weld in several places, remove clamps check for square and alignment and that the tool arm slides in and out easily if your happy with it weld it up, then grind and clean up the welds on the top section,Now we will fit the rear up-rights (item J and L) when I make these I always drill as a pair, when it comes to welding them into place they need to be spaced at 38mm apart on the inside edge this is to allow one of the drive bearings to fit between the up-rights, this is best done with a block of metal (I use an off-cut from the tooling arm @35mm plus 3x 1mm shims making 38mm)Position the up-rights as in the photo (above)and use the tool arm to make sure they are in line with side A (this is the side the tool arm clamps against so everything must be aligned with this side) use a square to get them exactly up-right when you are happy with the position weld into place, (do not remove the spacer block) should look like this if you got it rightNext is the front up-right (item H 150x50x10) using a block position 35mm back from the front of the grinder, make sure its square and weld into placeIf we are doing ok you should have something like thisNow its time for the stands (items I and K 300x50x10) measure in 100mm from the end (distance A in picture below) use metal block and square to get it right when happy weld into place, now do the same with the front stand making sure that the two 10mm holes are on the opposite side to side AThe final bit of welding on the main frame is the tracking arm up-right(item B 100x30x10) position A = 15mm in and B = 35mm in make sure its square and weldinto positionIf progress is going to plan you should have something like thist h i ng That’s it for now folks next instalment is the tracking arm, tracking hinge and tracking pulley1.OK folks here we go again next instalment is the tracking arm and hinge assy, this iswhat we are going to make next with the steel positions marked on it, it calls for a bit of precision welding and is probably the most difficult bit to make on the grinder.t h e i r b e i n g a re go od fo rs o This is the materials requiredn dAl l t h i ng si nt he i rb ei n ga re go od fo rs o List all materialsA = tracking arm 300 x 30 x 10 mm BMSB & D = 40 x 16 x 16mm BMSC = 80 x 25 x 5mm BMSE = 30 x 25 x 5mm BMS (for the spring platform)F = 8mm Dia silver steel x 80mm longG = 16mm Dia x 50 mm BMS drilled and reamed 8mmH = 45 x 40 x 10mm BMSFirst up is the tracking arm, you need to drill two 10mm holes in the tracking arm (item B 300x30x10) mark out the centre line measure in 15mm from each end and drill 10mm, next mark out the centre line on the top edge of the arm, find the middle, mark it, measure out15mm from the centre mark each way and centre punch and drill 5mm then tap M6 Now follow the centre line down to the bottom edge of the arm measure in 5mm centrepunch, drill 6.8mm then tap M8,e an dAl l t h i ng si nt he i rb ei n ga re go od fo rs o Next we have to drill and tap all the parts for the tracking hinge,B & D = mark the centre line, measure in 8 mm from one end and drill 8mmC = mark the centre line lengthways and across the diagonal from the centre point measureout 15mm each way and drill 8mmH = mark the centre line along the longest length measure done 20 mm drill 10.2 mm andi nt he i rb ei n ga re go od tap M12E = mark centre line along longest length measure in 12mm drill 6.8 and tap M8Put part E to one side for the moment, and we will now put the tracking hinge together,using a length of M8 threaded bar put the blocks B & D either side of the tube item G andlightly tighten place onto item C as in photo ( I have chamfered the edges for a better weld)clamp together and weld upg si nt he i rb ei n ga re go od fo rs o When its cooled down remove the threaded rod and the tube item G, place the block item H on a flat plate and clamp, put the tube to the top face place it centrally and weld it up bothsidese an dAl l t h i ng si nt he i rb ei n ga re go od fo rs o Put it to one side to cool down,, now get the main tracking arm item A with the two 6 mm threaded holes facing up measure in 85mm from the front edge and mark, place item E (upper spring platform) half way across the main arm and weld into place, use a block to getit squareIf all has gone to plan you should have something like thise an dAl l t h i ng si nt he i rb ei n ga re go od fo rs o Now we can put it together, use the 8mm silver steel pin and connect the tube section with the block welded to it to the upper bracket, fit the assembly to the arm with 2 x 6mm set screws and it should be something like thisThat’s it for now the next instalment we will put the main frame together with the bearings etcg si nt he i rb ei n ga re go od fo rHere we go again with part three, we will now fit the parts to the chassis and complete it, before we go any further we have a couple of holes to drill and tap in the main frame marked A &BOn side B of the grinder mark the centre line measure in 80 mm drill and tap M12 B this is for the tool arm locking bolt, and on the top of the frame measure in 12mm from side A and measureback 85mm drill and tap M8 this is for the spring mounting At he i rb ei n ga re go od fo rs o When that’s done we will fit the main pulley bearings, you now see the reason for making sure that the rear up-rights are 38mm apart as the bearings are 37mm deep and one goes between the up-rightsg si nt he i rb ei n ga re go od fo rs o Now fit a stud to the 8mm hole on the top frame, wants to be 50mm longTemporally bolt the tracking arm into placeNow this is where we need a few more bits, if you don’t have access to a lathe you will need afriendly machinist to do some of these bits for youg si nt he i rb ei n ga re go od fo rs o A = Handle, 100mm long x 19mm Dia drilled tapped M10 in one end with a small stud.B = Spring platform, 30mm Diameter, with a shoulder to fit inside the spring drilled and tapped M8C = Main tension spring ( (Elisa Tinsley & Co Ltd, Pt No 4759024)D = Tracking adjustment knob, (cant find the pt no for this got them from RS components)E = Tacking pulley, 80mm Dia, crowned with 12mm sealed bearings and attaching bolt 90x12mm with two lock nutsWe can now build up the main frame assemblyh i ng si nt he i rb ei n ga re go od fo rs o Main drive pulley fits into the bearings in the rear up-rights, spring platform screws onto the studand the spring mounts on to that, on the top spring mount cut a 15mm length of 8mm studding and screw into the hole fit a nut on the underside this acts as the top spring locator, screw thetracking knob into the 8mm hole on the back of the tracking hinge assy, and fit the tracking pulley don’t worry about aligning it all up yet we’ll cover that later when the platen head is made,below is a photo from the other sideg si nt he i rb ei n ga re go od fo rs o Next is the tool arm, from one end of the arm mark the centre line on one side, measure in 25mm drill and tap M12 measure in 55 mm drill and tapM8 (as in photo below) on the undersidemark the centre line measure in 12.5mmm and 40mm drill and tap M10 fit two studs 50mm longi me an dAl l t h i n g s i n t h e i r b e i n g a re go od fo rs o You can now fit tool arm to chassisi nt he i rb ei n ga re go od fo rs o If you only want a contact wheel it can now be fitted to the M12 holeThat’s it for now next we will make the platen head and mount it to the tool armnt he i rb ei n ga re go od fo rs o Its been a while now, so its time to get on with the build, here’s the platen headThese are the major componentsan dAl l t h i ng si nt he i rb ei n ga re go od fo rs o A = 48dia x 50mm ally rollers 2 offB = Upper and lower brackets 10 x 50 x 100 mm BMS, measure in 25mm on opposing ends andmark off the centre join the lines up and cut the opposite corners offC = Main up-right 10 x 65 x 300 mm, measure in 30mm from the top corner to the rear and cut the corners off as in photoD = 50 x 10 x 180 this is the platenE = 25 x 6 BMS we will measure the amount we need when the head is almost builtFirst thing we need to do is mount the upper and lower brackets onto the main frame, first markoff the centre line and drill 4mm pilot hole, using a compass mark out a 30mm radius and markof as in the centre of the main up-right drill 4mm pilot holes around the radius as photome an dAl l t h i ng si nt he i rb ei n ga re go od fo rs o Clamp the top and bottom brackets in place drill right through with a 5mm drill evenly spaced in three places, tap the maim up-right 6mm in the top three and bottom three holes drill the maincentre hole 12mm and drill the radius holes 8mm and join them up by filing them together as in the photo. Drill the three holes in the upper and lower brackets out to 6mm and countersink toaccept M6 x 25mm CS screws, measure in 20mm from each corner of the upper and lower brackets and drill 8.2mm then tap M10 its vital that you get this hole tapped exactly vertical tothe metal as the alignment of the rollers depend on it, then secure the upper and lower brackets in place with the screwsl t h i n g s i n t h e i r b e i n g a re go od fo rs o You can now temporality fit the rollersg si nt he i rb ei n ga re go od fo rs o On the main up-right measure in from the front edge 20 mm and mark a line down measure 50 mm from the edge of the top and bottom brackets, drill and tap M10 Put a straight edge across the front of the rollers, put the platen where it should go and measure the distance from the hole to the back of the platen, add 20mm and cut two bits of 25 x 6mm to length (80mm on this one)drill two 10mm holes so they line up with the holes in the main up-right as in the centre of the photo, these are the platen mounting brackets, mark off the back of the platen so the bracketsare exactly in the middle (that way you can turn the platen round as it wears)l t h i n g s i n t h e i r b e i n g a re go od fo rs o Clamp the brackets in place and weld up.si nt he i rb ei n ga re go od fo rs o Fit two bits of M10 studding 70mm long to each of the holes in the up-right and fit the platenusing a nut and washer each side, if you got your measurements right your platen will beadjustable for depth.si nt he i rb ei n ga re go od fo rs o m That’s the platen head made, next instalment we will mount it to the tool arm. I will be painting the chassis tomorrow after that it’s a matter of assembling it all up making sure that its all aligned and giving it a test runI have now sprayed the chassis and painted the tracking arm, so it’s time to start building it up,here it is now complete with platen head fitted. It’s fitted with a single 12mm bolt and an 8mmknob, this allows for accurate setting of the angle of the head to the table,i me an dAl l t h i n g s i n t h e i r b e i n g a re go od fo rs osi nt he i rb ei n ga re go od fo rNext up is to make the work table and align the rollers then we will give it a test run and make sure it runs ok and tracks spot ondAl l t h i ng si nt he i rb ei n ga re go od fo rs o Just posted this in tips and tricks but guess its better off here, finally got round to showing howto fit a motor to a maxigrinderThis is a really good method of fixing a motor to any machinery that has a multi pulley set up for changing the speeds, basically the weight of the motor will tension the belt, and if you use rubber bushes it also isolates the motor from the rest of the machine. This is intended as a guide only as I have not included any measurements because it will depend on the make of motor and thenumber of speeds and pulley diameter type of grinder etc that you are using.si nt he i rb ei n ga re go od fo rs o First up, position the motor where you want it to go, using what ever is available, make sure thepulleys are fitted so you can roughly align them.i nt he i rb ei n ga re go od fo rs o Measure up how you want the frame to be, cut and weld up, fit to machine.ng si nt he i rb ei n ga re go od fo rs o This is what you will need to make a hinge assembly, a length of 1’’ inside diameter tube, 2 xbushes (Ford Transit spring bushes Pt No F1631072) length of 12mm threaded rod and nuts, steel for the mounting plate and bracket, drill the motor mounting plate to suit the motor beingused and weld up as shown (yep it’s a bit of ‘recycled’ plate)g si nt he i rb ei n ga re go od fo rs o Paint it and bolt to the main motor mounting frame as above do not tighten any of the bolts, justpinch them up for now, all the holes are 10 mm with 8mm bolts this gives plenty of adjustmentto align the motor properlyng si nt he i rb ei n ga re go od fo rs o Now loosely bolt the motor into place, fit the belt and spend a bit of time aligning it all up, thebetter it is aligned the less friction is lost through the drive system, check and make sure you can lift the motor up and down and shift the belt across the different pulley sizes, once it all alignedand correct make sure all bolts are tightened correctly.h i ng si nt he i rb ei n ga re go od fo rs o This shows the motor lifted up in the change belt position, you will also see a 8mm bolt in thefront of the frame, this is very important because the motor is to heavy to be supported by the belt, it just needs a bit of support, the bolt can be adjusted to allow for discrepancies in thediameter of the pulleys when changing speeds, it very simply is threaded into the main frame and a bit of rubber mounted on the underside of the motor frame sits on it thus supporting the motor.Simply raise or lower the bolt to ensure the belt is running at the correct tension.t h i ng si nt he i rb ei n ga re go od fo rs o A small bracket is required for the NVR switch, wire it up to the motor (if you are unsure aboutany aspect of the wiring get a professional to do it) make a guard for the drive line making sure its high enough to allow for lifting the motor and you are up and running.As the motor has to be lifted in order to change speeds make sure it has stopped and the power is isolated before changing speeds。
设备操作规范全
编号:xx-QSM-S001版本:A/0作业名称抛磨操作说明序号01使用设备打磨机制作日期作业步骤1.生产现场保持整洁、照明充足。
2.插入电源线插头之前务必将设备开关置于“关闭”位置。
3.工作前先将打磨机空转约60秒,检查有无故障。
4.工作时必须佩戴正确劳保用品。
5.工作时保持良好的站姿或坐姿,保持身体平衡。
6.在完成一件产品后,操作人员应仔细检查一遍后再放入成品区域或转下一工序。
7.产品要摆放整齐,产品与产品之间有一定间距,轻拿轻放。
8.下班后应将工具放入工具柜,摆放整齐并清扫台面及地板,将未完成的产品摆放整齐9.注意安全,不用打磨抛光时,要关机摆放好。
制表:审核:核准:编号:xx-QSM-S002版本:A/0作业名称数冲操作说明序号01使用设备冲床机制作日期作业步骤1.合上电源开头、合上气压机、合上冷水机电源、合上机床总电源与控制系统电源;2.等N C、RFADY灯和TOP、DEAD、CENTER灯亮,根据程序员提供程序,插上磁盘,读出号码,并相应准备好上下冲模,根据图纸要求的板厚,配好下模的间隙,并按刀模号码装上,装完后,再次检查是否与程序号码不符的刀模号,修改正确,以避免调出不符的冲模,冲坏零件;3.按RETRACT按钮,再次按下+X、+Y、T按钮,使机床回复原点状态灯亮;4.工作台(TABLE)在开机之前注意工作台周围是否影响工作台移动的杂物、废物,保证工作台平滑移动;5.踩下脚踏开头,(CLAMPS)当夹钳夹紧加工板料时,要注意保证不在被冲到夹钳的位置上,间隔必须按程序上的间距,调整夹钳距离;6.注意事项:A.工作台所移动之区域为危险区,不得站人;B.冲床发生故障危险时,示警控制器则自动中断冲模操作并亮指示灯,不了解清楚情况下,不能强制进行冲切,解除故障或原因后,才能执行冲切动作按钮;C.严格按照操作规则进行操作,有权阻止其它无关人员动用设备;制表:审核:核准:编号:XX-QSM-S003版本:A/0作业名称数控折床操作说明序号01使用设备折床机制作日期\\.\\.\\作业步骤1.打开总电源,开启机床电源,按油压马达起动旋钮;2.按原点键,使机床回到原点,检查机器各部位是否正常;3.旋转压力调整旋钮(向方向),使上下模具距离为安全状态;4.安装模具,选择所需要的模具.先装下模,使下模具内边平齐地放在固定座上,再装上模,与下模左右对齐,轻拨快速模具夹,使上模尖对准下模V模槽,踩脚踏开关,使机床徐徐力升,再慢慢加压,当上下模间隙为0时,再加压使压力表针指向红色位置,锁紧上模,再放开脚踏开关,连续几次,使上下模具,安全复位锁紧下模,放开脚踏开关;5.旋转压力调整旋钮,使上下模间隙为10MM左右;6.输入数据,按起动键,放入板材,慢慢加压,直至所需要的角度;制表:审核:核准:编号:XX-QSM-S004版本:A/0作业名称普通折床操作说明序号01使用设备折床机制作日期\\.\\.\\作业步骤1.开机A、打开总电源,开启机床电源,起动暂停旋钮,按起油压马达;B、开启脚踏电动开关,慢慢点动刀模具V型槽上方,看V型槽是否扣上刀模具稳合,然后慢慢加压使上刀与上模的间隙为0,再锁紧下模,踏上升脚踏使上刀复位原点;C、起动旋钮压力按钮,减少压力10度,再打开自动脚踏开关,起动脚踏开关使机床空行运转,看机床是否异常情况,以待机床正常工作;2.机床作业操作工艺A、机床进行正常工作状态时放入板材,调至所需压力;B、工作中要保持精神高度集中,手与身体各部位切勿伸入上模与下模之间;C、注意安全,两人同时作业时,一人为主,另一人为辅,要互相呼应.制表:审核:核准:编号:XX-QSM-S005版本:A/0作业名称氩弧焊机操作说明序号01使用设备氩弧焊机制作日期\\.\\.\\作业步骤1.做好岗前准备工作,检查设备制具、耗材、劳保用品是否正常并作修正。
机械毕业设计(论文)-铸造车间振动筛砂机设计【全套图纸】[管理资料]
![机械毕业设计(论文)-铸造车间振动筛砂机设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/4a35baaf312b3169a551a4d1.png)
摘要本文简要介绍了振动筛砂机的结构和特点,给出了振动筛砂机的设计,并对连杆的设计和传动系统运动方案要点进行了简要说明。
本文重点介绍了振动筛砂机各部分设计和校核。
本设计主要内容分为三大部分:1.传动系统运动方案设计2. 减速器机构设计3. 工作机构的设计主要设计传动系统运动方案和工作机构,确定了涡轮涡杆传动的各主要参数,对驱动机构中的各部件进行了选型,设计,校核。
本设计的主要特点是:节省投资,控制方便。
关键词传动系统;连杆机构;运动和动力分析;涡轮蜗杆减速器全套图纸,加695132052AbstractThis paper introduces the sand-shaker of the structure and characteristics of the shaker is the design of sand, and link the design and transmission system for a sports programme elements summary statement. This article focuses on the shaker machine sand all parts of the design and verification.The design of the main content is divided into three parts:1. Transmission System Design Movement2. Reducer Design3. The design workThe main drive system design work and sports programmes, identified turbo-drive vortex of the main parameters of the drive mechanism in various parts of the selection, design, check.The design of the main features are: saving investment, convenient control.Keywords Transmission linkage movement Linkage mechanism Kinematics and dynamics Analysis retarder目录1 绪论 (1)背景介绍 (1) (1) (2)2传动方案设计 (3)传动方案对比分析 (3)3连杆机构的设计 (5) (5) (5) (6) (7) (7)4 机构的运动和动力分析 (9) (9) (9) (9) (9) (10) (12) (12) (12) (13)5杆件的设计 (18) (18)钢材和截面的选择 (18) (18) (18) (19) (20)6 减速器的设计 (21) (21) (21)功率的计算 (21) (21)确定传动装置的总传动比和分配传动比 (23)总传动比 (23)计算传动装置的运动和动力参数 (23) (23) (24) (24)减速器结构的设计 (24) (24) (24)传动零件的设计计算 (25) (26) (26) (30) (30)轴的结构设计 (31) (34)选择原则 (34)选用方法 (34) (35) (36)键的选择和强度校核 (37) (37) (38) (38) (38) (38) (39) (39) (39) (39) (39) (39),吊环,和吊钩 (39)7 开式齿轮的设计 (40) (40) (41)结论 (42)致谢 (43)参考文献 (44)附录 (45)英文翻译 (45)中文翻译 (51)1 绪论背景介绍本课题来源于现场实际,属于工程设计。
木工学习DIY木工常用工具
木工学习资料DIY木工常用工具,看你缺些什么目前木工DIY的爱好还十分小众,对于很多人依旧神秘遥远,但其实心理门槛大于实际门槛,木工DIY并没有我们想象的那么复杂,在这里介绍10样最基础的DIY工具,了解掌握这些工具回家就能DIY自己的家具了。
先介绍三个在家居diy领域非必须但是在小件雕刻中常用的基本的辅助工具,咳咳,比较绕---台钳如果有,雕刻硬点的木头会好用很多。
直接台钳夹住,双手用力雕刻,就会轻松多。
台钳建议购买万向的,这样你不必走动,只要调节方向就可以方便360无死角雕刻了。
锯木料时,特别是比较小的,很好用。
要买就买万向的,方便转动角度。
第一种遍地是,质量一般,够用。
后面两种进口,质量很好土豪直接上。
打磨雕刻完了打磨抛光的阶段用,这个阶段主要是砂纸即可。
建议购买:180、240、320、400、800、1000、1500 号即可基本上到1000就够了。
草木生购买建议进口的砂纸,日本韩国的都可以,我用的是horse的,还非常好用,特别是比较粗颗粒的,不容易掉砂。
用这种颜色的,有点发白的,不要买黑色的或深棕色的沙砾的,我用过的都不好用,包括据说德国进口的勇士的,推荐就买韩国品牌horse、日本品牌富士星,或者你看到这个颜色的沙面的其他进口品牌。
上蜡上蜡的目的是为了保护作品,防止水分散失开裂。
一般用的是天然蜂蜡,就推荐这种,其他不推荐了,毕竟现在都讲环保了。
工具一:手电钻最常见也最容易的工具,可以正转反转并调节转速,可用于金属材料、木材、塑料等钻孔,也可以当螺丝起子使用。
使用场景(1)开孔(在木头或其它材质上钻孔),孔的大小根据使用钻头的直径,但手电钻碍于功率如果要开很大很厚的孔会显得非常吃力,这个时候可以使用不带电池的冲击钻代替开大孔。
(2)安装或起螺丝,只要装上各种螺丝批嘴,就能轻松安装或取出螺丝,比起手动的可就轻松快捷得多了。
(3)其它作用,比如打蛋机工具二:手锯最基础的手动工具之一,手锯的种类比较多,各式各样,有中式的框架、日式的刀锯、欧式的夹背锯、截板锯等等,各个锯子的功用和使用方法稍有不同,新手建议入手一把截板锯用来开料截材、一把夹背锯用来开榫、一把线锯用来锯曲线形状。
石膏在建筑模型制作中的应用考核试卷
8.石膏模型在干燥过程中,为避免开裂,应将其放置在______的环境中。()
9.制作大型石膏模型时,为了提高工作效率,可以采用______的方法。()
10.石膏模型在搬运和安装过程中,应使用适当的______以避免损坏模型。()
3.石膏模型的制作过程中,为了防止模型收缩和开裂,应控制石膏的______和______比例。()
4.在石膏模型制作中,如果要制作表面光滑的模型,可以使用______作为模具材料。()
5.为了保护石膏模型在搬运过程中不受损伤,可以在模型表面涂抹一层______。()
6.石膏模型的颜色可以通过添加______来调整。()
19. D
20. D
二、多选题
1. ACD
2. ABCD
3. ABCD
4. ABC
5. ABCD
6. AB
7. ABC
8. ABC
9. ABC
10. B
11. ABC
12. ABC
13. ABCD
14. AB
15. ABC
16. ABCD
17. ABC
18. AD
19. ABC
20. ABCD
三、填空题
四、判断题(本题共10小题,每题1分,共10分,正确的请在答题括号中画√,错误的画×)
1.石膏模型的制作过程中,模具表面不需要涂抹隔离剂。()
2.石膏模型的强度可以通过增加石膏粉的用量来提高。()
3.在石膏模型制作中,可以使用金属模具来制作复杂形状的模型。()
4.石膏模型在凝固过程中,可以随意移动位置。()
石膏在建筑模型制作中的应用考核试卷
2008100mm开式砂带振动磨光机设计:毕设正稿,CAD装配图,零件图

文档有重要部分删减需要原文档及配套CAD图纸,三维建模图等联系QQ:1029510050目录摘要 (3)ABSTRACT (4)1绪论 (5)1.1 研究背景与意义 (5)1.2 国外的情况和发展趋势 (6)1.3 国内的情况和发展趋势 (7)1.4 课题的任务与研究方案 (8)2.方案分析与对比 (9)2.2 系统组成 (12)3.机械系统计算 (15)3.1砂带切削力计算 (16)3.2 传动比设计 (17)3.3导轨刚度计算 (18)3.4振动体的最大加速度计算 (24)3.5 轴承校合 (27)4.结论 (29)参考文献 (29)摘要为了适应高精度、低粗糙度的加工要求,为一些设备不全的企业及超长超大轴类工件的精加工提供成本适中的需求,出现了利用安装在普通车床上的开式振动砂带磨光机,由于该磨光机安装在普通车床上的溜板箱处,结构轻盈安装方便,适用于普通外圆磨削和光整加工工序。
为了满足可以在车床上对轧辊表面作光整加工,100mm开式振动砂带磨光机进行了改装适用于普通车床。
本次设计的主要结构是利用变频调速电动机带动曲柄机构进行直线往复运动,进而实现砂带滚筒在工件表面完成振幅为4mm的振动动作,这样既保证了磨粒的出屑又提高工件表面的粗糙度。
同时采用采用调速电机通过齿轮减速箱使装有砂带的卷带轮极缓速转动,带动放带轮放带,工件被装夹在车床的卡盘上进行高速旋转,通过其与接触轮上的砂带磨粒相接触进行磨削加工。
该机的主要特点是利用循序渐进的砂带光整加工,减小和细化零件表面粗糙度,去除划痕、微观裂纹等表面缺陷,提高和改善零件表面质量;改善零件表面应力分布状态;提高零件的装配工艺性;改善零件表面的光泽度和光亮程度,提高零件表面清洁程度,这样的设备特点和创新主要是充分利用了普通机床,经济性能好,加工成本低,并且结构简单,安装和更换砂带等零部件简单。
关键词:砂带,振动,车床,磨削100 mm open abrasive belt vibration grinding machineABSTRACTIn order to adapt to the processing of high precision and low roughness, for some devices of enterprise and the super long large axial workpiece processed to provide cost requirements, the use of installed on the engine lathe type vibrating belt grinding machine, due to the polishing machine is installed on the engine lathe slip board box, lightsome convenient installation structure, suitable for ordinary cylindrical grinding and light the whole machining process.In order to meet the can on the lathe to the roll surface finishing processing, 100 mm open vibration belt grinding machine for the modified suitable for ordinary lathe. Main structure of this design is the use of frequency conversion motor drive the crank mechanism for straight line reciprocating movement, and then realize the abrasive belt roller on the workpiece surface finish the amplitude of the vibration of the 4 mm, so not only ensure the grits out crumbs and improve workpiece surface roughness. At the same time by using speed regulating motor through the gear reducer is equipped with extremely slow rotation volume of abrasive belt pulleys, put putbelt pulley drive, workpiece was conducted on the lathe chuck high-speed rotation, through contact with the wheel grinding abrasive belt grinding grain contact.The main characteristic of this machine is the use of progressive abrasive belt finishing processing, reduce the surface roughness and refined parts, removing scratches, surface defects such as micro cracks, improve and improve the surface quality of the parts; Improvement of surface stress distribution state of parts; Improve assembly parts manufacturability; Improve the parts surface gloss and brightness levels, improve the parts surface cleanliness, innovation and the characteristics of the equipment are mainly make full use of the common machine tool, good economic performance, low processing cost, and simple structure, simple installation and replacement of abrasive belt and other parts.Key words: sand belt,vibration,lathe,grinding1.绪论1.1 研究背景与意义目前有企业进口轧辊磨削专用设备,如能利用现有的车床对轧辊表面作最终高精度光整加工一般型企业所希望,并取得了较好的效果和较高的经济效益,但设备价格昂贵,基于这种情况许多单位希望此类设备国产化,便于推广应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OK folks, there hasn’t been a grinder tutorial for sometime now, whenever I post one of mine up they get a lot of interest so thought I would show you how to make one of theseIt’s basically a KMG clone uses 1600 to 2000 x 50 belts and the great thing about these machines is there adaptability. It’s very simple to have a platen grinding head, contact wheel or small wheel attachmentA general overview of the construction is, all welded main frame, sliding type tool arm lockable with a single fastener, single knob tracking system with variable spring tension, main drive pulley is 100mm Dia x 55mm wideTracking pulley is 80 mm Dia ‘crowned’ x 55mm wide platen rollers 45mm Dia x 50mm wide. This will be run with a 2hp motor and three speed drive.For those of you that have seen one of these in action you’ll know just how good they really are!! As for the plan, their isn’t one, I’ve made quite a few of these now and the majo r problem that I have is obtaining a regular supply of steel the sizes that I want, so I make them with the steel that’s available to me,The good news is that all the dimensions given are quite adaptable; as long as you stick to very similar sizes you sho uldn’t go wrong.I will start of by making the main frame (the blue bit) first, It’s an all welded construction making for a very rigid frame, the disadvantage is you will need to be very careful in getting it clamped up square and spot on before you weld, as I’m sure you will appreciate it’s a real pain having to grind off welds when you get them wrong!I intend to complete the grinder right through to fitting the motor and running it.So here we go then let’s make a grinderThis is the steel that will be required to make the main frame and tracking arm, all materials are Bright mild steelA = Tracking arm = 300 x 30 x 10mmB = Tracking arm up-right = 100 x 30 x 10mmC = Tracking hinge materials = (see separate bit on the tracking)D = Main frame top section = 325 x 35 x 10mm (or use 1.5inch x 3/8inch)E = Main frame side = 325 x 55 x 8mm (or 10mm )F = Main frame side = 325 x 55 x 8mmG = Main frame Bottom section = 390 x 35 x 10mmH = Front up-right = 150 x 50 x 10mmI = Front stand = 300 x 50 x 10J = Rear up-right/bearing carrier = 150 x 65 x 10mmK = Rear stand = 300 x 50 x 10mmL = Rear up-right/bearing carrier = 150 x 65 x 10mmM = Main tooling arm = 500 x 35 x 35 mmHere is there corresponding position on the frameNow before we get the MIG out we need to drill a few holesI will be using SFT20 bearing for the main drive pulley, so we have to drill the up-rights (items J and L 150x65x10) measure down from the top, 25mm (this is where the first 11.5mm hole goes), mark the centre line, and drill to suit the bearings, make the main mounting holes 11.5mm and the centre hole 25mm that way it allows for a bit of adjustment.The tracking arm up-right (item B 100x30x10) mark the centre and measure down 15mm from the top drill (8.5mm) and tap M10The two stands (items I and K 300x50x10) mark the centre line measure in 15mm from each end drill 6mm from one end only measure in 50mm and drill 10mm (this is for the motor mounting frame, not shown yet)Right now with that successfully done we move onto the next bit, this is where we get serious, we now have to make a box around the main tool arm, to make this as easy as possible we will use the tool arm as a jig,You will need several clamps and bits of metal to get this right, place the top and bottom box sections opposite each other on the tool arm, we will need a bit of clearance here so insert a couple of thin (1mm) bits of steel between the tool arm and bottom section clamp into place, fitthe sides, position so the top is level and clamp into place, you should have the lower section with 65mm protruding out from the back ( G on the third picture down)When happy with your clamping, tack weld in several places, remove clamps check for square and alignment and that the tool arm slides in and out easily if your happy with it weld it up, then grind and clean up the welds on the top section,Now we will fit the rear up-rights (item J and L) when I make these I always drill as a pair, when it comes to welding them into place they need to be spaced at 38mm apart on the inside edge this is to allow one of the drive bearings to fit between the up-rights, this is best done with a block of metal (I use an off-cut from the tooling arm @35mm plus 3x 1mm shims making 38mm)Position the up-rights as in the photo (above)and use the tool arm to make sure they are in line with side A (this is the side the tool arm clamps against so everything must be aligned with this side) use a square to get them exactly up-right when you are happy with the position weld into place, (do not remove the spacer block) should look like this if you got it rightNext is the front up-right (item H 150x50x10) using a block position 35mm back from the front of the grinder, make sure its square and weld into placeIf we are doing ok you should have something like thisNow its time for the stands (items I and K 300x50x10) measure in 100mm from the end (distance A in picture below) use metal block and square to get it right when happy weld into place, now do the same with the front stand making sure that the two 10mm holes are on the opposite side to side AThe final bit of welding on the main frame is the tracking arm up-right(item B 100x30x10) position A = 15mm in and B = 35mm in make sure its square and weld into positionIf progress is going to plan you should have something like thisThat’s it for now folks next instalment is the tracking arm, tracking hinge and tracking pulley1.OK folks here we go again next instalment is the tracking arm and hinge assy, this iswhat we are going to make next with the steel positions marked on it, it calls for a bit of precision welding and is probably the most difficult bit to make on the grinder.This is the materials requiredList all materialsA = tracking arm 300 x 30 x 10 mm BMSB & D = 40 x 16 x 16mm BMSC = 80 x 25 x 5mm BMSE = 30 x 25 x 5mm BMS (for the spring platform)F = 8mm Dia silver steel x 80mm longG = 16mm Dia x 50 mm BMS drilled and reamed 8mmH = 45 x 40 x 10mm BMSFirst up is the tracking arm, you need to drill two 10mm holes in the tracking arm (item B 300x30x10) mark out the centre line measure in 15mm from each end and drill 10mm, next mark out the centre line on the top edge of the arm, find the middle, mark it, measure out 15mm from the centre mark each way and centre punch and drill 5mm then tap M6Now follow the centre line down to the bottom edge of the arm measure in 5mm centre punch, drill 6.8mm then tap M8,Next we have to drill and tap all the parts for the tracking hinge,B & D = mark the centre line, measure in 8 mm from one end and drill 8mmC = mark the centre line lengthways and across the diagonal from the centre point measure out 15mm each way and drill 8mmH = mark the centre line along the longest length measure done 20 mm drill 10.2 mm and tapM12E = mark centre line along longest length measure in 12mm drill 6.8 and tap M8Put part E to one side for the moment, and we will now put the tracking hinge together, using a length of M8 threaded bar put the blocks B & D either side of the tube item G and lightly tighten place onto item C as in photo ( I have chamfered the edges for a better weld)clamp together and weld upWhen its cooled down remove the threaded rod and the tube item G, place the block item H on a flat plate and clamp, put the tube to the top face place it centrally and weld it up both sidesPut it to one side to cool down,, now get the main tracking arm item A with the two 6 mm threaded holes facing up measure in 85mm from the front edge and mark, place item E (upper spring platform) half way across the main arm and weld into place, use a block to get it squareIf all has gone to plan you should have something like thisNow we can put it together, use the 8mm silver steel pin and connect the tube section with the block welded to it to the upper bracket, fit the assembly to the arm with 2 x 6mm set screws and it should be something like thisThat’s it for now the next instalment we will put the main frame together with the bearings etcHere we go again with part three, we will now fit the parts to the chassis and complete it, before we go any further we have a couple of holes to drill and tap in the main frame marked A & BOn side B of the grinder mark the centre line measure in 80 mm drill and tap M12 B this is for the tool arm locking bolt, and on the top of the frame measure in 12mm from side A and measure back 85mm drill and tap M8 this is for the spring mounting AWhen that’s done we will fit the main pulley bearings, you now see the reason for making sure that the rear up-rights are 38mm apart as the bearings are 37mm deep and one goes between theup-rightsNow fit a stud to the 8mm hole on the top frame, wants to be 50mm longTemporally bolt the tracking arm into placeNow this is where we need a few more bits, if you don’t have access to a lathe you will need a friendly machinist to do some of these bits for youA = Handle, 100mm long x 19mm Dia drilled tapped M10 in one end with a small stud.B = Spring platform, 30mm Diameter, with a shoulder to fit inside the spring drilled and tapped M8C = Main tension spring ( (Elisa Tinsley & Co Ltd, Pt No 4759024)D = Tracking adjustment knob, (cant find the pt no for this got them from RS components)E = Tacking pulley, 80mm Dia, crowned with 12mm sealed bearings and attaching bolt 90x12mm with two lock nutsWe can now build up the main frame assemblyMain drive pulley fits into the bearings in the rear up-rights, spring platform screws onto the stud and the spring mounts on to that, on the top spring mount cut a 15mm length of 8mm studding and screw into the hole fit a nut on the underside this acts as the top spring locator, screw the tracking knob into the 8mm hole on the back of the tracking hinge assy, and fit the tracking pulley don’t worry about aligning it all up yet we’ll cove r that later when the platen head is made, below is a photo from the other sideNext is the tool arm, from one end of the arm mark the centre line on one side, measure in 25mm drill and tap M12 measure in 55 mm drill and tapM8 (as in photo below) on the underside mark the centre line measure in 12.5mmm and 40mm drill and tap M10 fit two studs 50mm longYou can now fit tool arm to chassisIf you only want a contact wheel it can now be fitted to the M12 holeThat’s it for now next we will make the platen hea d and mount it to the tool armIts been a while now, so its time to get on with th e build, here’s the platen head These are the major componentsA = 48dia x 50mm ally rollers 2 offB = Upper and lower brackets 10 x 50 x 100 mm BMS, measure in 25mm on opposing ends and mark off the centre join the lines up and cut the opposite corners offC = Main up-right 10 x 65 x 300 mm, measure in 30mm from the top corner to the rear and cut the corners off as in photoD = 50 x 10 x 180 this is the platenE = 25 x 6 BMS we will measure the amount we need when the head is almost builtFirst thing we need to do is mount the upper and lower brackets onto the main frame, first mark off the centre line and drill 4mm pilot hole, using a compass mark out a 30mm radius and mark of as in the centre of the main up-right drill 4mm pilot holes around the radius as photoClamp the top and bottom brackets in place drill right through with a 5mm drill evenly spaced in three places, tap the maim up-right 6mm in the top three and bottom three holes drill the main centre hole 12mm and drill the radius holes 8mm and join them up by filing them together as in the photo. Drill the three holes in the upper and lower brackets out to 6mm and countersink to accept M6 x 25mm CS screws, measure in 20mm from each corner of the upper and lower brackets and drill 8.2mm then tap M10 its vital that you get this hole tapped exactly vertical to the metal as the alignment of the rollers depend on it, then secure the upper and lower brackets in place with the screwsYou can now temporality fit the rollersOn the main up-right measure in from the front edge 20 mm and mark a line down measure 50 mm from the edge of the top and bottom brackets, drill and tap M10 Put a straight edge across the front of the rollers, put the platen where it should go and measure the distance from the hole to the back of the platen, add 20mm and cut two bits of 25 x 6mm to length (80mm on this one) drill two 10mm holes so they line up with the holes in the main up-right as in the centre of the photo, these are the platen mounting brackets, mark off the back of the platen so the brackets are exactly in the middle (that way you can turn the platen round as it wears)Clamp the brackets in place and weld up.Fit two bits of M10 studding 70mm long to each of the holes in the up-right and fit the platen using a nut and washer each side, if you got your measurements right your platen will be adjustable for depth.That’s the platen head made, next instalment we will mount it to the tool arm. I will be painting the chassis tomorrow afte r that it’s a matter of assembling it all up making sure that its all a ligned and giving it a test runI have now sprayed the chassis and painted the tracking arm, so it’s time to start building it up, here it is now complete with platen head fitted. It’s fitted with a single 12mm bolt and an 8mm knob, this allows for accurate setting of the angle of the head to the table,Next up is to make the work table and align the rollers then we will give it a test run and make sure it runs ok and tracks spot onJust posted this in tips and tricks but guess its better off here, finally got round to showing how to fit a motor to a maxigrinderThis is a really good method of fixing a motor to any machinery that has a multi pulley set up for changing the speeds, basically the weight of the motor will tension the belt, and if you use rubber bushes it also isolates the motor from the rest of the machine. This is intended as a guide only as I have not included any measurements because it will depend on the make of motor and the number of speeds and pulley diameter type of grinder etc that you are using.First up, position the motor where you want it to go, using what ever is available, make sure the pulleys are fitted so you can roughly align them.Measure up how you want the frame to be, cut and weld up, fit to machine.This is what you wil l need to make a hinge assembly, a length of 1’’ inside diameter tube, 2 x bushes (Ford Transit spring bushes Pt No F1631072) length of 12mm threaded rod and nuts, steel for the mounting plate and bracket, drill the motor mounting plate to suit the motor being used and weld up as shown (yep it’s a bit of ‘recycled’ plate)Paint it and bolt to the main motor mounting frame as above do not tighten any of the bolts, just pinch them up for now, all the holes are 10 mm with 8mm bolts this gives plenty of adjustment to align the motor properlyNow loosely bolt the motor into place, fit the belt and spend a bit of time aligning it all up, the better it is aligned the less friction is lost through the drive system, check and make sure you can lift the motor up and down and shift the belt across the different pulley sizes, once it all aligned and correct make sure all bolts are tightened correctly.This shows the motor lifted up in the change belt position, you will also see a 8mm bolt in the front of the frame, this is very important because the motor is to heavy to be supported by the belt, it just needs a bit of support, the bolt can be adjusted to allow for discrepancies in the diameter of the pulleys when changing speeds, it very simply is threaded into the main frame and a bit of rubber mounted on the underside of the motor frame sits on it thus supporting the motor. Simply raise or lower the bolt to ensure the belt is running at the correct tension.A small bracket is required for the NVR switch, wire it up to the motor (if you are unsure about any aspect of the wiring get a professional to do it) make a guard for the drive line making sure its high enough to allow for lifting the motor and you are up and running.As the motor has to be lifted in order to change speeds make sure it has stopped and the power is isolated before changing speeds。