制程抽检日报表
制程检查日报表(二次加工课)

型号(机种)
时间
:
:
外观检查的
外 观
频率和外观 要求参照检 查指导书的
要求执行
pcs/ h
产品编号
XXXX有限公司
XXXX Co., LTD
制程检查日报表
产品名称
产品版 本
产品颜 色
拉线
工序名 首件编 检查日
称
号期
:
:
:
:
:
:
:
:
:
:
△L
△a
颜 色
△b
△E
光 规格(单位 泽 GU):
厚 规格(单位 度 um):Fra bibliotek其 它
生产数量 抽样数量 抽样不良数 抽样不良率 汇总 备 注:
班次生产总数
班次抽样不良数
总抽样不良率
注释: 1)外观栏:符合要求填写"OK",不符合要求填写"NG". 2)NG内容需在备注栏描述:不良原因等. 3)其它项需在备注栏说明.
4)颜色/光泽/厚度检测NG需在备栏说明措施.
5)抽样数需基于检查指导书或抽样水准的要求.
检查员: 白班_________晚班__________
审 核:___________________
制程检验表格(DOC模板)

制程检验表格(DOC模板)
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同);2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
六C09 制程异常通知书
编号:
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
说明:1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
2.依比率作顺位调整; 3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
200 151050 100 80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;2.检查记录使用符号:√良,△尚可,╳差。
SPS终测制程检查日报表
抽检数 不良数 不良率 处理状况
15 附件错误/漏装
序 号
时
段
备 01
02
制单 机种
主贴纸
异 常 单 NO
数量
条码序号
包
装
备
注
03
04 注 05
06
核 准:
审核:
生产主管:
填表:
SPS 终测制程检查日报表
日期:
线别:
NO:
项 目
不
良
现象
01 SOP与实际作业不相符 02 员工未按SOP作业
时
间
项 目
不
良
现
象
16
内盒/外箱/印刷不良.破 损
17 内盒,外箱用错
时
间
03 高压漏测
04 高压仪参数设定不正确
05 线材漏测/误测 终
06 ATE程序设定不正确
07 115V/230V 与制单不符 测 08 测试115V/230V档不正确
终 18 内盒,外箱标示错误 19 机内有异物
测 20 拆机检查不符
不 21 接地连通测试(TUV) 22 包装箱内有杂物
良 23 其它
09 上下盖刮伤.生锈.脏污.变形24Leabharlann 不 10 AC座.线材破损
25
11 AC座,切换开关装反 良 12 螺丝用错/漏锁/未锁紧
13 贴纸漏贴/破裂,脏污 14 条形码/唛头不正确
瓶坯、瓶盖制程巡检日报表
外观 时间 标准 外包装干净、无破 损;粒子清洁无杂质 1号机 2号机 3号机 4号机 1号机 2号机 应力线 3号机 4号机 应力线清 晰无异常 (整模)
PET
型号 批次
正确
瓶坯
落筐 温度
1号机 2号机 3号机 不高于55℃
4号机 装填瓶坯不高于铁筐 包装状况 口、绳子系紧 合格证 外观 颜色、填写正确 外包装干净、无破 损;粒子清洁无杂质 1号机
HDPE
型号 批次
2号机 正确 3号机 4号机
外观 1号机
外包装干净、无破 损;粒子清洁无杂质
色母粒
2号机 3号机 4号机
配比
型号 批次
1号机 落箱 温度 2号机 3号机 4号机 包装状况 绳子系紧、封箱牢固 合格证 卫生状况 颜色、填写正确 现场清洁、整洁 不高于35℃
瓶盖
备注 复核: 白班: 夜班:
ACCESSORY制程检查日报表

* *
实测 实测
能正常读取数据,热移除不造成计算机当机等异常 *
实测
条形码、唛头有无漏贴、脏污、破损等现象
@
目视
3 包装 附件品规格是否符合要求、有无漏装及多装现象
* 对照BOM
外箱有无脏污、破损、印刷不良等现象
@
目视
4 其它
备注:
判定 重检判定
唛头:
规范编号
不良率/缺点率
特采单号
判定
合格 不合格 特采
*
目视
1 外观 各组件配色无误
* 对照PI
塑料件有无刮伤、缺胶、缩水等现象
@
目视
外观有无脏污、变形、色差等现象
*
目视
LED灯是否与塑料件灯孔位置对到位
*
目视
各组件之间间隙是否符合标准
@ 厚薄规
螺丝无锁到位、锁歪、滑牙、锁暴等现象
@ 目视/扭力
按键有无功能、卡键现象,USB接口功能正常
*
实测
2
测试
图像色彩无偏差、水纹及干扰无黑屏、花屏现象 电性是否有无功能现象、LED灯是否亮、有无异色现
生产线
ACCESSORY制程检查日报表
制造单号
生别产数
检机验型数
SOP编号
制单数量
量
量
不良数/缺 点 数 时
序 检验项 号目
品
质
规
格
缺点 间
首
类 检验方法 件
PCB板有无赃污、破损现象
*
目视
组件有无空焊、浮焊、漏焊现象
*
目视
线材有无焊反、规格是否舆要求相符
* 对照BOM
ห้องสมุดไป่ตู้
脚垫有无漏贴、贴歪现象
IPQC制程巡检日报表
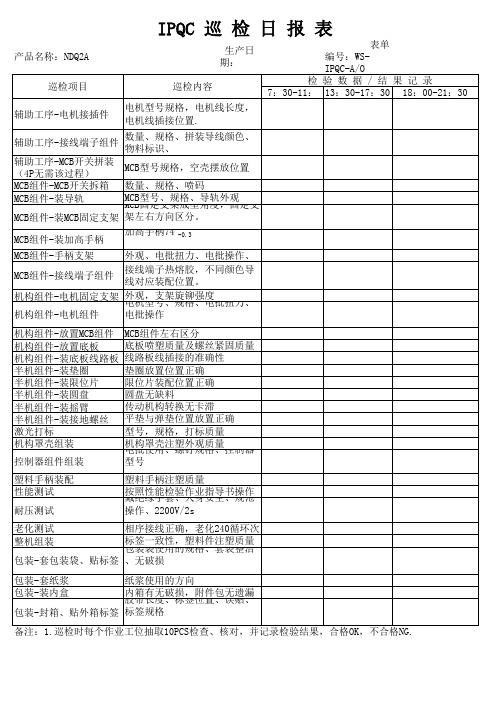
性能测试
按照性能检验作业指导书操作
耐压测试
戴绝缘手套、人身安全、规范 操作、2200V/2s
老化测试
相序接线正确,老化240循环次
整机组装
标签一致性,塑料件注塑质量
包装袋使用的规格、套袋整洁 包装-套包装袋、贴标签 、无破损
包装-套纸浆
纸浆使用的方向
包装-装内盒
内箱有无破损,附件包无遗漏
包装-封箱、贴外箱标签
IPQC 巡 检 日 报 表
产品名称:NDQ2A 巡检项目
生产日期:
表单编号:WS-IPQC-A/O
巡检内容
检验数据/结果记录 7:30-11:30 13:30-17:30 18:00-21:30
辅助工序-电机接插件
电机型号规格,电机线长度, 电机线插接位置物料标识、
外观、电批扭力、电批操作、
MCB组件-接线端子组件
接线端子热熔胶,不同颜色导 线对应装配位置。
机构组件-电机固定支架 外观,支架旋铆强度
机构组件-电机组件
电机型号、规格、电批扭力、 电批操作
机构组件-放置MCB组件 MCB组件左右区分
机构组件-放置底板
底板喷塑质量及螺丝紧固质量
机构组件-装底板线路板 线路板线插接的准确性
半机组件-装垫圈
垫圈放置位置正确
半机组件-装限位片
限位片装配位置正确
半机组件-装圆盘
圆盘无缺料
半机组件-装摇臂
传动机构转换无卡滞
半机组件-装接地螺丝 平垫与弹垫位置放置正确
激光打标
型号,规格,打标质量
机构罩壳组装
机构罩壳注塑外观质量
控制器组件组装 塑料手柄装配
电批使用、螺钉规格、控制器
FM824002制程检验日报表.doc

质检员:审核:批准:品味人生1、不管鸟的翅膀多么完美,如果不凭借空气,鸟就永远飞不到高空。
想象力是翅膀,客观实际是空气,只有两方面紧密结合,才能取得显着成绩。
2、想停下来深情地沉湎一番,怎奈行驶的船却没有铁锚;想回过头去重温旧梦,怎奈身后早已没有了归途。
因为时间的钟摆一刻也不曾停顿过,所以生命便赋予我们将在汹涌的大潮之中不停地颠簸。
3、真正痛苦的人,却在笑脸的背后,流着别人无法知道的眼泪,生活中我们笑得比谁都开心,可是当所有的人潮散去的时候,我们比谁都落寂。
4、温暖是飘飘洒洒的春雨;温暖是写在脸上的笑影;温暖是义无反顾的响应;温暖是一丝不苟的配合。
5、幸福,是一种人生的感悟,一种个人的体验。
也许,幸福是你风尘仆仆走进家门时亲切的笑脸;也许,幸福是你卧病床上百无聊赖时温馨的问候;也许,幸福是你屡遭挫折心灰意冷时劝慰的话语;也许,幸福是你历经艰辛获得成功时赞赏的掌声。
关键的是,你要有一副热爱生活的心肠,要有一个积极奋进的目标,要有一种矢志不渝的追求。
这样,你才能感受到幸福。
6、母爱是迷惘时苦口婆心的规劝;母爱是远行时一声殷切的叮咛;母爱是孤苦无助时慈祥的微笑。
7、淡淡素笺,浓浓墨韵,典雅的文字,浸染尘世情怀;悠悠岁月,袅袅茶香,别致的杯盏,盛满诗样芳华;云淡风轻,捧茗品文,灵动的音符,吟唱温馨暖语;春花秋月,红尘阡陌,放飞的思绪,漫过四季如歌。
读一段美文,品一盏香茗,听一曲琴音,拾一抹心情。
8、尘缘飞花,人去楼空,梦里花落为谁痛?顾眸流盼,几许痴缠。
把自己揉入了轮回里,忆起,在曾相逢的梦里;别离,在泪眼迷朦的花落间;心碎,在指尖的苍白中;淡落,在亘古的残梦中。
在夜莺凄凉的叹息里,让片片细腻的柔情,哽咽失语在暗夜的诗句里。
9、用不朽的“人”字支撑起来的美好风景,既有“虽体解吾犹未变兮”的执着吟哦,也有“我辈岂是蓬蒿人”的跌宕胸怀;既有“我以我血荐轩辕”的崇高追求,也有“敢教日月换新天”的豪放气魄。
33 我是一只蜜蜂,在祖国的花园里,飞来飞去,不知疲倦地为祖国酿制甘甜的蜂蜜;我是一只紫燕,在祖国的蓝天上,穿越千家万户,向祖国向人民报告春的信息;我是一滴雨点,在祖国的原野上,从天而降,滋润干渴的禾苗;我是一株青松,在祖国的边疆,傲然屹立,显示出庄严的身姿。
插件课鼠标制程检查日报表

机种:
项 不良现象
目
01 W/I为当前版本
02 员工按W/I作业
制 03 助焊剂比重:0.80~0.83
程 设 备
04 05 06
预热温度:150℃~200℃ 锡炉温度:245±5℃ 手动锡炉温度:245±5℃
07 静电环是否有佩带
处理状况
异 常 单 NO
01 PCB孔塞/未冲孔
02 LED歪斜不到位
03 PCB切割线不良
04 PCB孔小/有披锋 插 05 组件立卧不合要求
06 组件插反/漏插/插错 件 07 组件插脚氧化
不
08 09
组件脚未出 组件标示不清或错误
良 10 切脚不良 11 成型零件规格不符
12 折边后PCB破损
13 电容祼露
14 按钮不到位
抽检数
不良数
不良率
处理状况
异 常 单 NO
01 助焊剂发泡不良
02 焊点不良
备
注
核准:
订单:
时
插件课鼠标制程检查日报表
领料单: 制
入库单:
项
间
不良现象
目
03 烙铁烫伤物料
04 PCB板上有余锡
补 05 组件相碰短路
焊 不 良
06 07 08
补件错误 组件脚过长/未剪 缺件漏补
09 铜箔短路/断路
抽检数
不良数
不良率
处理状况
异 常 单 NO
电 01 XY轴不良 性 02 无功能 不 03 滑动有异音 良 04 书线不良
抽检数
不良数
不良率
处理状况
异 常 单 NO
包 01 包装贴纸错误 装 02 混装 不 03 包装短少 良
制程巡检日报表
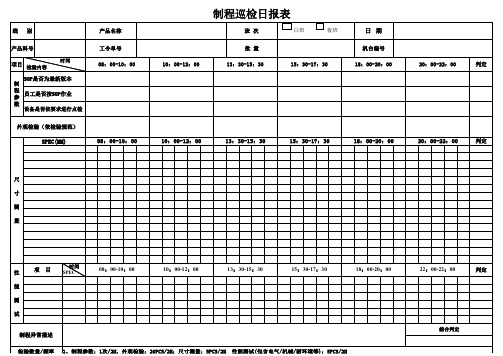
日期 机台编号 18:00-20:00
10:00-12:00
13:30-15:30
15:30-17:30
18:00-20:00
20:00-22:00
判定
20:00-22:00
判定
尺 寸 测 量
性
项目
时间 SPEC
能
测
试
08:00-10:00
10:00-12:00
13:30-15:30
15:30-17:30
线别
产品料号
项目 检验内容时间来自SOP是否为最新版本 制
程 参
员工是否按SOP作业
数 设备是否依要求进行点检
外观检验(依检验规范) SPEC(MM)
产品名称 工令单号 08:00-10:00
08:00-10:00
制程巡检日报表
班次
白班
夜班
10:00-12:00
批量 13:30-15:30
15:30-17:30
` 18:00-20:00
制程异常描述 检验数量/频率 1、制程参数:1次/2H,外观检验:20PCS/2H;尺寸测量:5PCS/2H 性能测试(包含电气/机械/耐环境等):5PCS/2H
22:00-22:00
判定
综合判定
检验数量/频率 1、制程参数:1次/2H,外观检验:20PCS/2H;尺寸测量:5PCS/2H 性能测试(包含电气/机械/耐环境等):5PCS/2H
核 准: 记录流转:IPQC→品管组长审核→异常时课长批准→品管部 保存部门:品管部
审 核: 保存期限:三年(汽车产品保存15年)
制 表: 表单编号:QA-MAG-002.11C
鼠标课制程检查日报表
08 叶片缺料现象
良 09 上下盖缝隙超过0.3mm
抽检数
不良数
不良率
处理状况
异 常 单 NO
结 01 漏打螺丝
构 02 按钮不灵活
不 03 线材不到位
良 04 少用,用错材料
05 螺丝滑牙
备
制单: 时
鼠标课制程检查日报表
机种:
间
项目不
良
现
象
抽检数
不良数
不良率
处理状况
异 常 单 NO
01 X 轴不良
线别:
项 目
不
良
现
象
01 W/I为当前版本
制 02 员工按W/I作业
程 03 测试治具不符
06 静电环配置
处理状况
异 常 单 NO
外 01 上下盖污点刮伤缩水
02 内有异物
观 03 线材异色,脏污
04 印刷不良
05 信号线卡槽卡得不适当
不 06 焊点不良
07 信号线用错(混用)
电 02 Y轴不良
03 X.Y轴不灵活
性 04 X.Y轨迹不良
05 X.Y轴失控
不 06 滑动时有卡嚓声
07 触感不良
良 08 无功能
抽检数
不良数
不良率
处理状况
异 常 单 NO
包 01 包装贴纸错误
装 02 混装
不 03 包装短少
良 04 唛头打错
抽检数
不良数
不良率
处理状况
异 常 单 NO
日期:
时
间
注 核准:
审核:
填表:
制程检验表格(doc模板)

六 C01制程检验标准书No.品名型号工序号工序名称品质标准作业标准书号项次项目规格检验方法备注厂长:主管:制表:说明 :1. 依据检验标准作为生产部门及检验部门之品质判定依据;2.依不同的工序制定。
六 C02作业标准书No.产品号工序检验标准工序名称号编图示操作说明及注意事项检验项目项项目规格检验方法次项次名称规格数量项次名称规格数量使用物料使用机具标准标准不良工时率制成符号①②③④部门品管制造技术制修发审核日期订订行签收核可修订者说明: 1.本标准书由技术部作成,经厂长认可(修订亦同);2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表日期:控制员:型检验抽检控制规格检验结果处理号数量项目时间X R± 3б说明: 1.控制产品可计量之项目,分析其准确度与精密度;2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表日期:项机种型号不良内容送修部门修理员使用时间使用部件次(分)12345678910111213141516合计六 C09制程异常通知书编号 :日期 :收文部门收文签认发文部门发文者主管确认要求反馈实际反馈时间时间异常情况(发文填)原因分析具体说明:□设计缺陷□规格、标准缺陷□制程及作业上缺陷□机器缺陷□模具、夹具缺陷□检查判定缺陷应急对策预定完成时间再发防止措施预定完成时间发文部门改善效果追踪追踪责任者日期主管确认日期厂长认可日期说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六C10 品质变异联络单No.日期:部门产品号变异情况原因追查现场措施应急处置发生日时分月时间工序号操作者品管研判意见责任者:时间月日时分处理者时间处理者说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六 C11月份层别统计表顺位产品不良数(件)占不良总数累积比率( %)比率( %)1A13066.72B3517.984.63C10 5.189.74D8 4.193.85其他12 6.2100合计195100n=19520084. 6%15066. 7%10050说明: 1.将当月份各不良项目统计;17. 9%2.依比率作顺位调整;5. 1% 4. 1%6. 2%3.针对重点项目采取改善措施。
喷漆课制程检查日报表

15 掉漆掉油
16 油迹,油污
17 漏喷 良 18 碰伤(刮伤)
19 变形
深浅度:L 对色 参数 红绿:A
黄蓝:B
20 缺料
抽检数
21 皱皮
不良数
22 多油流油
不良率
23 少漆少油
处理状况
24 飞油
异 常 单 NO
备
注
核准:
审核:
填表:
07 流纹
70 试装有困难
08 混色(色差)
80 咬试花装不缝均隙粗大糙(上下盖组装
观 09 银纹(气疮)
不 91 时)
10 夹水纹(水纹)
01 试装时过松或过紧
11 熔接线(结合线)
11 试装螺丝滑牙
12 披锋(毛边)
良 21 试装脱落
13 顶白/拉白
31 脚架试装过松过紧
不 14 缩水
4 脚垫槽试装大小合适
喷漆课制程检查日报表
日
机
机种:
订单:
领料单:
制单:
入库单:
NO:
期:
项不 良 现 象 目
时
间
项不 良 现 象 目0
时
间
01 多胶
10 键孔尺寸偏小或偏大
02 粘模
20 键孔错向/偏位
03 拉模
结30 断挂勾
04 模花(伤)
40 长条卡钩尺寸不符
外 05 污点
50 BOSS 柱尺寸不符
06 黑纹
构60 试打螺丝时孔裂开