空调压缩机SQE审核要点SQSW Air Compressor
空气压缩机产品生产许可证企业生产条件审查要求

空气压缩机产品生产许可证企业生产条件审查要求空气压缩机是一种广泛应用于工业和民用领域的设备,为了确保生产出符合质量标准的产品,需要获得相关的生产许可证。
企业在申请空气压缩机产品生产许可证之前,需要满足一系列的生产条件审查要求。
以下是针对空气压缩机产品生产许可证企业生产条件审查要求的详细内容。
1.企业基本情况与管理体系审查机构将对企业的基本情况进行了解,包括企业的名称、注册地址、法定代表人、组织机构设置、生产规模等。
同时,还会对企业的管理体系进行审查,包括质量管理体系、环境管理体系、职业健康安全管理体系等。
2.生产场所和设备审查机构将对企业的生产场所和设备进行检查。
企业的生产场所应当符合相关的建筑和消防安全规定,设备应当为符合国家标准的压缩机设备。
此外,企业还需要具备相应的检测设备和试验设备,以确保产品的质量。
3.压缩机产品质量控制审查机构将会检查企业的质量控制体系,包括产品设计、采购、生产、售后服务等环节。
企业需要拥有具备相应资质的质量检测人员,并配备完善的质量保证设备。
此外,企业还需要建立相应的产品质量管理文件,包括生产记录、非合格品处理记录等。
4.压缩机产品使用说明和标志标识审查机构将对企业的产品使用说明进行审查,确保使用说明清晰明确,能够保障用户安全使用产品。
此外,企业的产品还需要配备相应的标识和标志,如产品型号、标志标识等。
5.压缩机产品环境保护措施审查机构将对企业的环境保护措施进行检查。
企业需要符合国家相关的环境保护标准,采取相应的污染防治措施,包括废气、废水、固体废物的处理和处置。
6.生产计划和产品跟踪溯源审查机构将会检查企业的生产计划和产品跟踪溯源情况。
企业需要建立健全的生产计划体系,并能够进行产品的跟踪溯源,以确保产品质量。
7.压缩机产品安全性能试验审查机构将检查企业的压缩机产品安全性能试验情况。
此环节包括产品的强度试验、安全装置试验、运行试验等。
8.压缩机产品检测报告企业在申请生产许可证时,需要提供相应的压缩机产品检测报告。
压缩机产品认证实施规则

压缩机产品认证实施规则压缩机是一种重要的工业设备,用于将气体压缩成高压气体或液体。
为了确保压缩机的质量和性能达到国际标准,需要进行产品认证。
产品认证是通过按照特定的标准和规则对产品进行检验和评估,确认其符合相关技术要求的过程。
压缩机产品认证实施规则包括以下几个方面:1.认证机构的资质要求:认证机构需要具备一定的资质和实力,包括具备国际标准认证的能力、专业的技术人员、适当的实验设备等。
认证机构需要通过相关的认证和评估,获得合法的身份和权威性。
2.认证标准的制定:认证机构需要参考国内外相关的标准和技术规范,制定适用于压缩机产品的认证标准。
标准包括对产品性能、质量控制、安全性等方面的要求。
标准应具备科学性、准确性和可操作性,确保认证结果的可靠性。
3.申请和评估过程:认证机构接收压缩机制造商的认证申请,对其生产工艺、质量管理体系进行审核,评估其是否符合认证标准的要求。
评估包括现场考察、样品测试等环节,确保认证的客观性和可靠性。
4.认证结果的发布:认证机构根据评估的结果,对符合认证标准的压缩机产品进行认证,并发布认证证书。
认证证书可以作为产品质量的保障,为制造商提供市场竞争力和消费者信任度。
5.认证结果的监督和更新:认证机构对已经认证的压缩机产品进行监督和抽查,以确保产品质量的持续符合标准要求。
制造商需要根据认证机构的要求进行质量管理体系的持续改进和更新,以保持产品的认证有效性。
压缩机产品认证实施规则的制定和执行,有利于推动压缩机制造业的健康发展,提升产品质量和技术水平。
认证标准的制定需要与国际接轨,借鉴国际先进标准和经验,使认证结果具有国际通用性和公信力。
同时,认证机构需要独立、公正地执行认证工作,确保认证过程公开透明,结果可靠。
制造商应积极参与产品认证,提高产品质量,拓宽市场渠道。
消费者也可以通过认证结果来选择合格、可靠的产品,保障自身权益和人身安全。
总之,压缩机产品认证实施规则的制定和实施,对于保障产品质量、推动产业发展具有重要的意义。
SQE时的审核方法技巧精选文档

SQE时的审核方法技巧精选文档SQE (Software Quality Engineer) 是软件质量工程师的缩写,他们在软件开发过程中负责质量控制和验收工作。
在这个职位上,审核是SQE 最重要的一项任务之一、下面是一份精选的文档,介绍了SQE在审核过程中的方法和技巧。
一、审核目标和原则1.1目标:-确保软件产品满足规定的质量要求和标准;-帮助项目团队发现并纠正缺陷;-提供可靠的软件产品给最终用户。
1.2原则:-审核过程必须以事实为基础,客观公正;-审核必须按照规定的程序和步骤进行;-审核结果必须准确、全面、及时。
二、审核准备2.1确定审核范围:-确定审核对象的边界和关键功能模块;-根据项目计划和需求规约,确定审核所涵盖的文档和代码。
2.2确定审核方法:-审核方法可以包括代码审核、文档审核、测试用例审核等;-根据项目特点和需要,选择适合的审核方法。
2.3设定审核标准和指标:-制定审核标准和指标,以确保审核过程的一致性和可比性;-对于不同的审核方法,可以制定不同的标准和指标。
三、审核过程3.1审核计划:-制定详细的审核计划,包括审核的时间、地点和参与人员;-确定审核的具体内容和重点。
3.2审核准备:-阅读相关的文档和代码,了解项目的背景和要求;-准备审核工具和检查清单,以帮助进行系统性的审核。
-根据审核计划和准备,按照规定的程序和步骤进行审核;-采用结构化的方法,逐项审查软件产品的功能和性能。
3.4记录问题和缺陷:-在审核过程中,记录发现的问题和缺陷;-对于每个问题和缺陷,标注其严重程度和优先级。
四、审核报告4.1整理审核结果:-汇总和整理审核中发现的问题和缺陷;-对问题和缺陷进行分类和归档,以便后续的处理和跟踪。
4.2编写审核报告:-根据整理的结果,编写审核报告;-报告应该包括所审核的文档和代码的概述、问题和缺陷的列表,以及改进措施的建议。
4.3分发审核报告:-将审核报告分发给项目团队的相关成员,以便他们进行后续的处理和跟踪;-确保审核报告的准确性和及时性。
空气压缩机检测要求
空气压缩机检测要求空气压缩机是一种将空气压缩至高压的机械设备。
它在工业生产和日常生活中有着广泛的应用,如汽车维修、建筑工地、制冷与空调系统等。
为了确保空气压缩机的正常运行和安全使用,有一些检测要求需要遵守。
对于空气压缩机的检测,需要注意以下几点要求。
首先是机器本身的外观检查,包括机器是否有明显的损坏、机器是否有松动的零部件等。
其次是检查机器的电源和电气线路是否正常,以确保机器的供电正常。
此外,还需要检查机器的冷却系统,确保冷却系统的冷却效果良好。
在进行空气压缩机的检测时,还需要注意对机器的压力进行检测。
首先是对压力表的检测,确保压力表的准确性。
其次是对机器的压力控制装置进行检测,以确保机器能够根据需要进行压力的控制。
同时,还需要检测机器的安全阀是否正常工作,以确保机器在出现异常压力时能够及时释放压力,避免发生事故。
除了对机器本身的检测,还需要对机器的冷却系统进行检测。
冷却系统是空气压缩机运行过程中的重要组成部分,它能够有效地降低机器的温度,保证机器的正常运行。
因此,在进行空气压缩机的检测时,需要对冷却系统进行检测,包括冷却水的循环是否通畅、冷却水的温度是否正常等。
还需要对空气压缩机的噪音进行检测。
噪音是机器运行过程中产生的一个重要参数,它不仅影响机器的正常运行,还会对周围环境和工作人员的健康产生影响。
因此,在进行空气压缩机的检测时,需要对机器的噪音进行检测,确保噪音符合相关的标准要求。
对于空气压缩机的检测,还需要对机器的维修和保养进行检测。
维修和保养是保证机器正常运行和延长机器使用寿命的重要环节。
因此,在进行空气压缩机的检测时,需要对机器的维修和保养情况进行检测,包括机器的润滑情况、零部件的磨损情况等。
空气压缩机的检测要求包括对机器的外观、电源和电气线路、冷却系统、压力控制装置、安全阀、噪音以及维修和保养等方面的检测。
通过对这些方面的检测,可以确保空气压缩机的正常运行和安全使用,提高机器的工作效率和使用寿命。
空调压缩机检测流程
空调压缩机检测流程英文回答:Air Conditioner Compressor Testing Procedure. Materials:Multimeter.Ammeter.Pressure gauge.Thermometer.Leak detector.Refrigerant recovery equipment.Safety Precautions:Wear personal protective equipment (PPE), including gloves, safety glasses, and a respirator.Handle refrigerant with care and dispose of it properly.Disconnect power to the air conditioner before servicing.Discharge any residual refrigerant before opening the system.Visual Inspection:Check for any visible damage or leaks on the compressor body or connections.Inspect the compressor terminals for any loose or burned connections.Check the oil level in the compressor sight glass, ifpresent.Electrical Tests:Continuity Test: Use a multimeter to check continuity between the compressor terminals and ground. There should be no continuity between any terminals and ground.Resistance Test: Measure the resistance between the compressor terminals. The resistance should be within the specified range provided by the manufacturer.Current Draw Test: Use an ammeter to measure the current draw of the compressor when it is running. The current draw should be within the specified range provided by the manufacturer.Pressure Tests:Suction Pressure Test: Attach a pressure gauge to the suction line. Start the compressor and measure the suction pressure. The suction pressure should be within thespecified range provided by the manufacturer.Discharge Pressure Test: Attach a pressure gauge tothe discharge line. Start the compressor and measure the discharge pressure. The discharge pressure should be within the specified range provided by the manufacturer.Temperature Tests:Suction Temperature Test: Measure the temperature of the suction line near the compressor. The suction temperature should be within the specified range providedby the manufacturer.Discharge Temperature Test: Measure the temperature of the discharge line near the compressor. The discharge temperature should be within the specified range providedby the manufacturer.Leak Detection:Use a leak detector to check for any refrigerant leaks.If a leak is detected, repair it immediately.Additional Tests:Capacity Test: Measure the cooling output of the compressor by using a thermometer to measure the temperature drop across the evaporator. The cooling output should be within the specified range provided by the manufacturer.Efficiency Test: Measure the power consumption and cooling output of the compressor to calculate its efficiency. The efficiency should be within the specified range provided by the manufacturer.Maintenance and Troubleshooting:Replace the compressor if any of the tests fail or if it is damaged beyond repair.Check the refrigerant charge and adjust it as necessary.Clean the condenser coils and fins regularly.Lubricate the compressor bearings as recommended by the manufacturer.中文回答:空调压缩机检测流程。
压缩机验收合格标准(一)
压缩机验收合格标准(一)压缩机验收合格标准一、引言压缩机作为重要的工业设备之一,在各个行业都扮演着关键的角色。
为了确保压缩机的质量和性能,制定了一系列的验收合格标准,方便生产企业进行评估和选择。
二、验收标准类型1.外观验收标准–外观整洁,无明显变形或损伤–表面无结露、腐蚀及异味–电线的安装整齐且接地良好2.性能验收标准–压缩机的额定流量和压力稳定–过载运行时,温度上升能控制在合理范围–压缩机的噪音不超过规定标准3.工作环境验收标准–压缩机的安装位置符合要求,通风良好–压缩机的周围无易燃、易爆物品三、验收方法1.外观验收方法–目视检查外观是否完好–确认产品标识和铭牌是否清晰可见–查看压缩机的密封性能2.性能验收方法–使用专业测试仪器对压缩机的流量和压力进行测量–运行一段时间,观察温度是否达到标准–使用噪音测试仪器测量压缩机的噪音值3.工作环境验收方法–检查压缩机的安装位置和通风情况–确认周围是否有易燃、易爆物品–检查电源和接地等安全措施是否妥善设置四、判断结果1.合格判断–外观完好,符合标准要求–性能稳定,未出现异常情况–工作环境符合安全要求2.不合格判断–外观存在明显缺陷或损伤–性能测试结果超出规定范围–工作环境存在安全隐患五、结论在压缩机的验收过程中,按照相应的标准进行外观、性能和工作环境的检查,能够确保压缩机的质量和安全性。
只有通过严格的验收,才能选购到合格的压缩机,为生产过程提供可靠的支持和保障。
以上是关于压缩机验收合格标准的简要介绍,希望能为压缩机购买者提供一些参考和帮助。
空调设计方案审核要点

空调设计方案审核要点一、室内空调系统设计:1、室内负荷:重点校核高大空间、玻璃幕墙多的房间和空气渗透量大的房间的负荷。
2、气流组织:2.1 送风口形式:空间3.5以下,可采用散流器、条形双层百叶风口;在3.5—4.5之间,可采用条缝风口; 高于4.5以上的空间采用旋流风口;高于8米以上的空间,采用旋流风口和球型风口。
对冬季采暖要求严格的空间,超过3米的空间尽量避免采用散流器送风。
2.2 回风口不应设在射流区内, 避免送回风短路。
并保证送风和回风为同一空间的气流。
2.3 要避免送、回风风速过高对舒适度的影响。
2.4 进深过大的房间,要避免送风死角。
3、风管:3.1 校核风机的静压,保证风机的静压能克服风管阻力,保证风口的送风量。
3.2 同一风系统中,如风口超过2个以上,在风管上要加设风阀调节送风量或选择带风量调节阀的风口。
3.3 对于风量和噪音较大的风系统,在送风和回风风管上要加消声降噪装置。
4、内机安装:4.1 所有内机的送、回风口必须接风管,不允许吊顶内回风,也不允许使用帆布软接做变径。
低静压内机(30Pa)的出风口与内机的距离不允许超过6米。
4.2 高静压(超过50Pa)的内机必须接符合静压要求的一定长度的风道,不允许直接送风。
二、新风和排风:1、新风:1.1按暖通设计规范要求,所有房间应设置新风和排风系统。
如甲方提供的图纸上设计新排风系统,应要求在图纸设计上加上“新排风系统由甲方另行委托”的字样。
1.2在没有自然通风的房间,尤其是餐饮和娱乐场所,要重点考虑新风的供应量是否满足要求。
1.3新风口的设置应保证室内新风供应的均匀,并避免新排风短路。
1.4室外新风口要加设防雨百叶。
1.5在寒冷地区,新风机(水系统)要加设自动关闭阀,避免新风机冻裂。
2、排风:2.1 在房间内存在新风口时,为避免房间内的静压过大,新风送不进来的问题,要考虑室内的排风。
2.2 餐饮和娱乐场所的房间内的排风必须有效和可靠.2.3 卫生间等存在异味的房间,排风量要大于新风量,维持负压状态,避免异味外溢。
空调用制冷压缩机节能产品认证技术规范

空调用制冷压缩机节能产品认证技术规范《空调用制冷压缩机节能产品认证技术规范》(送审稿)编制说明中国质量认证中心2008年8月1.背景空调技术的发展依靠于压缩机技术水平的提高,诸如提高空调能效比以及发展高端的新冷媒空调和变容量空调,其核心都在于压缩机技术的研发。
压缩机作为空调的核心部件,早年生产规模一直难以匹配空调产能的扩张,供求缺口逐年加大,成为抑制空调产业发展的瓶颈,自2003年开始,空调压缩机企业掀起投资高潮,而为了摆脱供给瓶颈,一些空调整机企业也斥资收购或新建压缩机生产线,目前空调用压缩机的产量已达到8000万台/年。
空调最核心的部件非压缩机莫属,一台压缩机可以占到整台空调成本的30,,40,,能耗占整个空调的能耗约80,90%,加之其本身又具有较高利润空间,因此强势空调企业均涉足压缩机业务。
蓬勃发展的中国经济、高速增长的需求、节能产品的美好市场前景以及空调市场需求增加,技术的进步推动了制冷空调压缩机制造业的发展。
各企业为适应市场需求开发不同性能要求制冷压缩机,但是由于没有评价压缩机能效的国家标准和行业标准,各厂家都在按各自的企业标准生产,且各标准既不规范、又不统一,如各厂家选定的名义工况(压缩机冷凝温度及蒸发温度)各有各的说法,让客户无所适从,然而随着近几年空调行业的高速发展,社会及消费者对空调的能效性能的关注度大大提高,要求空调的心脏——压缩机能效进一步提高,而且我们国家的压缩机也存在着巨大的节能潜力,因此制定压缩机的节能认证技术规范、尽快开展压缩机节能产品认证,保证广大压缩机用户权益和最终用户权益,提高厂家制造水平,规范行业竞争秩序,以及促进完善压缩机技术的发展是十分必要的。
2.工作过程综述2.1成立工作组2006年10月正式组成技术规范起草小组,负责技术要求的具体编写工作。
技术要求起草单位:组长单位:原中标认证中心(08年2月合并入中国质量认证中心)组员单位:合肥通用机械研究院、大金机电设备(苏州)有限公司、西安大金庆安压缩机有限公司、烟台冰轮股份有限公司、约克无锡空调冷冻设备有限公司、丹佛斯(上海)自动控制有限公司、上海汉钟精机股份有限公司、大连三洋压缩机有限公司、松下?万宝(广州)压缩机有限公司、麦克维尔空调制冷(苏州)有限公司、上海日立电器有限公司。
压缩机验收合格标准

压缩机验收合格标准1. 外观合格要求:1.1 外观无明显变形、划痕和磨损。
1.2 涂装均匀、无起泡、剥落和裂纹。
1.3 各部件安装牢固,无松动。
2. 工作性能合格要求:2.1 压力:压缩机在额定工作条件下,输出压力稳定,与设计要求相符。
2.2 温度:压缩机在额定工作条件下,运行温度稳定,不超过设计限额。
2.3 噪音:压缩机运行噪音符合国家标准或技术协议要求。
2.4 油品消耗:压缩机在额定工作条件下,油品消耗量符合设计要求。
2.5 效率:压缩机输出功率与输入功率之比符合设计要求。
3. 安全性能合格要求:3.1 电气安全:压缩机的电气系统符合国家电气安全标准。
3.2 安全阀:压缩机应具备安全阀,能够保证系统的安全压力不超过设计限额。
3.3 过热保护:压缩机应具备过热保护装置,能够有效防止过热情况的发生。
3.4 漏电保护:压缩机应具备漏电保护装置,确保使用过程中不会发生漏电事故。
3.5 过载保护:压缩机应具备过载保护装置,能够有效防止过载工作,保护设备安全。
4. 可靠性合格要求:4.1 寿命:压缩机的设计寿命符合国家标准或技术协议要求。
4.2 可维修性:压缩机各部件易于拆卸和更换,具备便捷的维修保养。
5. 环境友好合格要求:5.1 噪音控制:压缩机的运行噪音应符合国家标准或技术协议要求。
5.2 能耗控制:压缩机在工作过程中应控制能源的消耗,尽量减少能源浪费。
5.3 污染控制:压缩机的排放物应符合国家环境保护标准或技术协议要求。
以上为压缩机验收合格标准的主要要求,供参考。
具体的验收标准可根据实际情况进行调整和完善。
sqe审核的内容和步骤
sqe审核的内容和步骤SQE审核的内容和步骤SQE(Software Quality Engineer)是软件质量工程师的缩写,负责软件开发过程中的质量控制和质量保证工作。
SQE审核是一种重要的质量控制手段,通过对软件开发过程中的各个环节进行审核,确保软件质量符合要求。
本文将介绍SQE审核的内容和步骤。
一、SQE审核的内容1. 需求审核:通过对需求文档的审核,验证需求的可行性和准确性,确保需求与用户需求一致,并能够为软件开发提供正确的方向。
2. 设计审核:对软件设计文档进行审核,验证设计的合理性和可行性,确保设计符合软件质量标准和规范,并且能够满足用户需求。
3. 编码审核:对软件源代码进行审核,验证代码的规范性和可维护性,确保代码符合编码规范和最佳实践,并且能够提高软件的可靠性和可测试性。
4. 单元测试审核:对单元测试用例进行审核,验证测试用例的覆盖率和准确性,确保单元测试能够有效地发现软件中的缺陷和问题。
5. 集成测试审核:对集成测试计划和用例进行审核,验证测试计划的完整性和有效性,确保集成测试能够测试软件系统的整体功能和性能。
6. 系统测试审核:对系统测试用例进行审核,验证测试用例的覆盖率和准确性,确保系统测试能够验证软件系统是否满足用户需求和质量要求。
7. 验收测试审核:对验收测试计划和用例进行审核,验证测试计划的完整性和有效性,确保验收测试能够验证软件系统是否满足用户的最终需求和质量要求。
8. 文档审核:对软件开发过程中生成的各类文档进行审核,验证文档的完整性和准确性,确保文档能够为软件的使用和维护提供必要的支持。
二、SQE审核的步骤1. 制定审核计划:根据软件开发的进度和需要,制定SQE审核的计划,明确审核的内容、时间和人员安排。
2. 进行审核准备:准备审核所需的相关文档和工具,明确审核的目标和标准。
3. 进行审核:按照审核计划,对相应的内容进行审核,对发现的问题进行记录和分析。
4. 提出问题和建议:根据审核的结果,提出问题和改进建议,并与相关人员进行沟通和讨论,确保问题得到解决和改进。
空气压缩机产品生产许可证企业生产条件审查要求.

标识和可追溯性
1) 企业应规定并实施产品在各过程中标识 的具体方法,以保证只有通过了规定的检 验和试验的产品才能接收、转序或装配; 2) 企业应保证压力容器、安全阀、连杆大 头螺母的锁紧和其他重要零部件的加工、 安装、调试、检验过程的追溯性,并有相 应的记录。
2018/9/27 32
标识和可追溯性(审核要求)
1) 查阅企业有关产品标识的管理文件。 2) 是否明确了产品标识的具体方法和保护 措施?如何表示检验和试验状况?是否贯 彻执行? 3) 查现场标识的管理状况。检查压力容器、 安全阀等重要零部件的追溯性。
2018/9/27 33
过程控制
1) 应对重要的工艺过程进行控制; 2) 生产过程中使用合适的设备并安排适宜 的环境。必要时,对工序和设备能力进行 鉴定; 3) 严格按照工艺文件的规定进行操作。 4) 对特殊工序的作业人员应经培训并取得 资格。 5) 对热处理、焊接、电镀等特殊过程进行 监控。 6) 应对关键过程进行控制和管理。
2
2018/9/27
审查工作程序
审核部根据企业申请资料制定审核 工作计划 委派培训合格的审核员及专家组成 审核组 指定审核组组长
2018/9/27
3
文件审查
时机:审核组长应至少一周前完成对受审核方质量
体系文件的审查工作。
审查重点:1.企业的体系文件是否含盖了有关标
准规定的全部内容 2. 企业的组织结构、生产场地和生产过程
2018/9/27
14
不通过的条件
质量体系尚未建立; 质量体系虽基本建立,但执行不严、不能 对产品的质量进行有效控制; 审核中发现的不合格项不能在 90天内进行 有效整改
SQE工作方法线束审核要点SQSW Hardware Rev 3
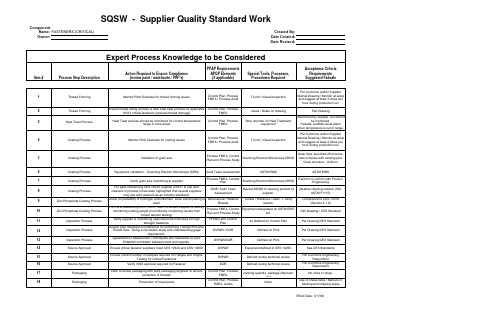
SQSW - Supplier Quality Standard Work
Created By: Date Created: Date Revised:
Item #
Expert Process Knowledge to be Considered
used.
Results
results.
Compliance to CES 74018 (Section 4.1.8)
10
Zinc Phosphate Coating Process
For Parts referencing CES 74013, SQIE to ensure supplier is directly monitoring coating weight (not indirectly monitoring results from torque tension testing)
Control Plan, Process FMEA
Strip recorder on Heat Treatment equipment
be monitored. Failsafe: Audible/visual alarm
when temperature is out of range.
4
Coating Process
8
Coating Process
For parts referencing CES 74020, supplier is NOT to use acid cleaners in process (it has been highlighted that several suppliers
压缩机的维修质量控制及其要求
压缩机的维修质量控制及其要求随着我国工业的迅猛发展,压缩机在各个领域的应用越来越广泛,如化工、制冷、能源等行业。
压缩机作为工业领域的重要设备,其发生故障会对生产造成很大的损失。
因此,压缩机的维修质量控制成为了非常重要的一环。
为了确保压缩机维修质量的可靠性和稳定性,必须重视和加强压缩机的维修质量控制及其要求。
本文将分别从维修前的检查准备、维修过程中的细节操作、维修后的质量检查等方面,详细阐述压缩机维修质量控制及其要求。
一、维修前的检查准备1、检查客户提供的资料在维修压缩机之前,需要检查并收集客户提供的资料,如故障现象、故障部位、故障出现的时间等信息。
有关公司的规章制度文件、设备资料、参数及安装图也应该要尽量准确地收集,以此为依据对维修计划进行详细的制定和计划,能够更好地把握维修进度。
2、检查维修工具及测量仪器的准备维修压缩机需要一定的工具和测量仪器支持,如万用表、指示表、压力表、压力传感器、温度探针等。
维修前要确保这些工具的准备情况,并检查其工作状态是否正常。
同时,还需要为维修人员准备好个人防护装备,如耳塞、眼罩、手套等。
3、对压缩机本机进行检查维修前必须进行彻底的检查,以确定压缩机的故障种类和原因。
核查压缩机的机体、管路、气体状态、电气系统、控制系统等方面的情况,并取下对应的故障代码和报警信息,帮助修理人员分析故障原因,规划修理方案。
二、维修过程中的细节操作1、按优质维修标准进行维修在维修的整个过程中,要严格遵守压缩机的维修标准。
在压缩机的维修过程中,应该对每一个维修环节、细节都进行标准化的控制,确保每个操作都符合最佳维修标准。
并在过程中记录每个具体维修环节的数据,包括动作时刻、维修人员姓名及维修项目,以此把握维修质量。
2、确保维修人员操作规范维修人员的操作规范是维修质量控制的关键。
为确保维修人员具有操作规范性,还可以采用标准化的维修操作和各种工艺操作指南。
同时,在维修过程中应该坚持尽量使用原装或者同等等级的零部件来完成维修工作。
SQE心得SQE工作方法起动机审核要点SQSW Starter Motor
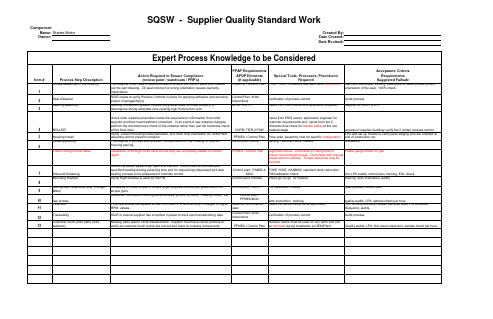
PPAP Requirements
APQP Elements
Special Tools, Processes, Procedures
(ifed
PAMELA / Control Plan POKE YOKE, KANBAN, standard work instructions
supplier and their heat treatment procedure . In an event of raw material changes,
perform the microstructure check of the material rather than just the hardness check
ROLLER Housing Install Housing placing Frame through bolts install
Solenoid Soldering Mounting Bracket
check roller material properties meets the requirement. Information from roller
PFMEA / Control Plan
The supplier's process shall prevent contamination in the housing or uneven
control plan, puma
housing placing.
inputs from ESW owner, application engineer for customer requirements and inputs from tier 2. Microstructure check for harden ability at the raw material stage
制冷系统及热泵 部件和接头的气密性评定-编制说明(一)

制冷系统及热泵部件和接头的气密性评定-编制说明(一)制冷系统及热泵是现代科技应用的重要领域,对于系统的气密性评定是其中必不可少的一环节。
在制冷系统及热泵中,不同的部件和接头的气密性评定比较关键,以下是对该内容的编制说明。
一、气密性评定的定义气密性评定是指对于制冷系统及热泵中各种部件和接头的气密性进行检测和评价的过程。
主要是通过对系统内部压力进行调节和测量,以验证其在正常工作状态下是否存在泄漏情况,为系统的正常运行提供一个重要的保障。
二、部件和接头的气密性评定方式对于制冷系统及热泵中的各种部件和接头,常见的气密性评定方式包括以下几种:1.静态气密性评定:对于系统静态不动的情况下进行气密性评定,这种方式主要适用于系统在停止工作状态下的检测。
2.动态气密性评定:对于系统在运行状态下进行气密性评定,主要是通过对系统运行中的压力和流量进行检测,判断系统是否存在泄漏现象。
3.泄漏率测试:这种方式主要是通过对系统内部压力的调节和测量,并用专业仪器检测系统内部泄漏的量,从而判断系统的气密性情况。
三、常见的部件和接头气密性评定1.制冷剂阀门:制冷剂阀门的气密性评定主要是通过对阀门膜片和阀杆密封进行检测,判断是否存在泄漏现象。
2.压缩机:压缩机的气密性评定主要是对其密封性进行检验,判断密封是否紧密,是否存在泄漏问题。
3.蒸发器和冷凝器:对于蒸发器和冷凝器的气密性评定主要是通过检测其内部的压力和流量,判断其是否存在泄漏现象。
4.接头和管路:接头和管路的气密性评定主要是对于其密封性进行检验,判断其连接方式是否紧密,是否存在泄漏问题。
四、总结制冷系统及热泵的部件和接头的气密性评定是保证系统正常运行的一个重要环节,通过不同的评定方式对各个部件和接头进行检测,可以及时发现和解决潜在的泄漏问题,提高系统的运行效率和安全性。
对于该方面的研究和应用将有助于更好地推进该领域的发展和应用。
发电机SQE审核要点SQSW Alternators

SQSW Name: Alternator Definitions: PRP = Problem Recurrence Prevention
Date Created: Created By:
Expert Process Knowledge to be Considered
weld (causing weak connection).
test, or peel test capability.
Time with statistical limits). Preventive
Subcontractor APQP and DVP&R or predictive maintenance on
Oil seal incorrect or wrong orientation causes warranty implications
work instruction
ground screws
ቤተ መጻሕፍቲ ባይዱ
The supplier must properly install the correct ground terminals required by the part number. (failure modes: hand tightened screws on ground terminal are missing, loose , etc)
Special Tools, Processes, Procedures Required
Acceptance Criteria Requirements
Suggested Failsafe
Seal Adhesion Bearing assembly (grease) Brushes Assembly
质量管理体系审核要点 空压机

质量管理体系审核要点空压机
质量管理体系审核是评估组织是否符合相关质量管理标准和要
求的过程。
对于空压机制造商或使用者来说,质量管理体系审核的
要点涉及多个方面,包括但不限于以下几个方面:
1. 设计与研发,审核人员将关注空压机制造商的设计和研发流程,包括设计标准、技术规范、研发过程控制等方面,以确保产品
设计的合理性和可靠性。
2. 生产制造,审核将关注空压机的生产制造过程,包括原材料
采购、生产工艺、设备运行和维护、产品质量控制等方面,以确保
生产过程符合质量管理要求。
3. 测试与检验,审核人员将关注空压机制造商的产品测试与检
验流程,包括产品的各项性能测试、安全检验、环境适应性测试等
方面,以确保产品符合相关标准和规定。
4. 认证与标识,审核人员将检查空压机的认证情况和标识管理,包括产品认证证书、标识使用规范等方面,以确保产品的合法合规性。
5. 客户服务与投诉处理,审核将关注空压机制造商的客户服务
体系和投诉处理流程,包括客户沟通机制、投诉处理记录、客户满
意度调查等方面,以确保客户需求得到及时满足。
6. 法律法规遵从,审核人员将检查空压机制造商是否遵守相关
的法律法规,包括环保要求、安全生产规定、产品质量标准等方面,以确保企业经营活动的合法性和合规性。
总之,质量管理体系审核要点涉及到空压机制造商的设计、生产、测试、认证、客户服务和法律法规遵从等多个方面,以确保产
品质量和企业经营的合法合规性。
空压机厂品检工作内容

空压机厂品检工作内容The quality control process in an air compressorfactory is a crucial aspect of ensuring the reliability and performance of the products. The quality control team is responsible for inspecting various components and systems of the air compressors, ensuring they meet the specified standards and requirements. This article will discuss the key aspects of the quality control work in an air compressor factory, from the inspection of raw materials to the final testing of the finished products.One of the primary tasks of the quality control team is to inspect the raw materials used in the production of air compressors. This includes checking the quality and specifications of the metals, plastics, and other materials used in the manufacturing process. The team ensures that the materials meet the required standards and are free from any defects or impurities that could affect the performance of the final product. This initial inspection is crucial as it sets the foundation for the quality of the aircompressors.Once the raw materials have been inspected and approved, the quality control team moves on to inspecting the various components of the air compressors. This includes checking the dimensions, tolerances, and surface finish of the components. The team also verifies the functionality of the components, ensuring they operate smoothly and efficiently. Any deviations or defects found during this inspection are documented and addressed to prevent further issues in the production process.In addition to inspecting individual components, the quality control team also conducts tests on the assembledair compressors. This involves testing the performance and functionality of the compressors under various operating conditions. The team checks parameters such as pressure output, noise levels, and power consumption to ensure they meet the specified requirements. This testing phase is crucial as it simulates real-world conditions and helps identify any potential issues or performance shortcomingsof the air compressors.Apart from the physical inspection and testing, the quality control team also plays a vital role in ensuring compliance with relevant industry standards and regulations. They keep abreast of the latest standards and guidelines related to air compressors and incorporate them into the quality control process. This includes conducting periodic audits and inspections to ensure that the manufacturing process adheres to the required standards and that thefinal products are safe and reliable for use.Furthermore, the quality control team also collaborates with other departments within the factory to address any quality-related concerns. They work closely with the production team to identify and resolve any issues that may arise during the manufacturing process. This collaboration helps streamline the production process and ensures thatany quality-related concerns are addressed promptly, minimizing the impact on the final product.In conclusion, the quality control work in an air compressor factory is a comprehensive process that involvesinspecting raw materials, components, and finished products. The team ensures that the materials and components meet the specified standards and that the air compressors perform as expected. They also play a crucial role in ensuring compliance with industry standards and regulations, as well as collaborating with other departments to address any quality-related concerns. By conducting thoroughinspections and tests, the quality control team plays avital role in delivering reliable and high-performance air compressors to customers.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
location of bushing into housing. The failsafe must detect mass out of training, PFMEA. CP
location as well as minor out of location.
Confirm Operator is following Work Instruction and correct bushing PFMEA. CP
for compliance to the specification.
Control Plan
Verification of compliance to JED Spec Supplier SQIE Audit Reports A53 material and die casting process
There is a new Control Plan at Tier 2 supplier. Make sure that the supplier SQIE's are checking for compliance. Should consider banning Rework process in other Nitriding Proocesses.Make sure all Nitriding Processes are following specifications on prints. There are two crankshafts used in HD Air Compressors that are almost indeticle in visual appearance. Wabco has installed a vision system at the assy line to validate correct crankshaft is used in assy. Make sure this is being used for HD assy's.
Work Instruction,
prorosity
training, PFMEA. CP
Confirm effective measurement in place to detect any notch on
Measurement System
crankfilet.
Evaluation.
This is a bottle neck to assy. Make sure supplier is using failsafe for Work Instruction,
training, PFMEA. CP
cleanliness
Crank shaft housing Cramkshaft filet radius grinding. Compressor housing honing process
Bushing press into crank shaft Manifold Assy
Verify incoming inspection is checking for casting defects and
PPAP Requirements APQP Elements (if applicable)
Supplier Process Control Plan.
Work Instruction, training, PFMEA. CP
Special Tools, Processes, Procedures Required
Verification of supplier adherence to their Control Plan.
Vision system at crankshaft assy, Op Instruction, and Training
Acceptance Criteria Requirements
and press force is being used.
Verify failsafe to ensure correct sub-assembly components are
P FMEA/CP
ensured in the manufacturing process.
crank shaft cover assy
Suggested Failsafe Supplier SQIE Audit Reports
Supplier SQIE Audit Reports
Connecting Rods
Confirm that the supplier is auditing the material and die cast process Supplier mtl spec,
SQSW - Supplier Quality Standard Work
SQSW Name:
DPRefPin=itions: Problem
Air Compressor.
Date Created: Created By:
Expert Process Knowledge to be Considered
Air governor holes machining process. Compressor spline.
Confirm Operator is following Work Instruction and gasket is applied Work Instruction,
per spec, Operators must also wear protcective hair nets for
Item #
1
2 2 3 4 5 6 7 8 9 10 11 12 13
14 15
16
Process Step Description Crankshaft nitriding process.
Crankshaft Assembly
Action Required to Ensure Compliance (review point / watchouts / PRP's)