手机完整结构设计过程
产品结构设计实例教程
产品结构设计实例教程产品结构设计是指产品的组成部分及其相互关系的设计过程。
一个合理的产品结构设计可以确保产品的功能性、可靠性和可制造性,同时也能提高产品的市场竞争力。
以下是一个产品结构设计实例教程,介绍了产品结构设计的基本步骤和方法。
首先,产品结构设计的第一步是确定产品的功能需求。
这包括确定产品的主要功能和辅助功能,并明确产品的使用环境和目标用户。
例如,如果设计一款手机,主要功能可能包括通信、上网和拍照等,辅助功能可能包括指纹识别和人脸识别等。
第二步是分析产品的功能关系和相互依赖。
在这一步中,需要确定各个功能模块之间的关系,并判断功能模块之间的依赖程度。
例如,在手机的设计中,通信模块、屏幕模块和电源模块可能是相互依赖的。
第三步是确定产品的组成部分和组装方式。
在这一步中,可以将产品分解为不同的模块和部件,并确定它们的组装方式。
例如,在手机的设计中,可以将手机分解为机身、电池、屏幕和摄像头等组件,然后确定它们的组装方式和连接方式。
第四步是进行产品结构的优化设计。
在这一步中,可以通过减少组成部分的数量和调整各个组成部分的尺寸和布局来提高产品的性能和可制造性。
例如,在手机的设计中,可以通过减少组件的数量和优化电路布局来提高手机的性能和可靠性。
第五步是进行产品结构的验证和测试。
在这一步中,可以对产品进行物理模型的制作和功能测试,以验证产品的性能和可靠性。
例如,在手机的设计中,可以制作出实际大小的手机模型,并测试其通话质量和拍照效果等。
最后,根据测试结果和用户反馈,可以对产品结构进行进一步的改进和优化。
这包括重新设计组成部分和调整组装方式,以提高产品的性能和用户体验。
总之,产品结构设计是一个复杂而关键的设计过程,通过合理的分析、优化和验证,可以实现产品的功能性、可靠性和可制造性,并提高产品的市场竞争力。
以上是一个产品结构设计实例教程,可以帮助读者了解产品结构设计的基本步骤和方法。
(完整版)手机制作流程
完整的手机制作流程一、主板方案的确定在手机设计公司,通常分为市场部(以下简称MKT)、外形设计部(以下简称ID)、结构设计部(以下简称MD)。
一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。
也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。
当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。
二、设计指引的制作拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的基本功,东莞铭讯电子周九顺先生的朋友把它作为公司招人面试的考题,有没有独立做过手机一考就知道了,如果答得不对即使简历说得再有经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如主板长度99,整机的长度尺寸就是在主板的两端各加上2.5,整机长度可做到99+2.5+2.5=104,例如主板宽度37.6,整机的宽度尺寸就是在主板的两侧各加上2.5,整机宽度可做到37.6+2.5+2.5=42.6,例如主板厚度13.3,整机的厚度尺寸就是在主板的上面加上1.2(包含0.9的上壳厚度和0.3的泡棉厚度),在主板的下面加上1.1(包含1。
0的电池盖厚度和0.1的电池装配间隙),整机厚度可做到13.3+1.2+1.1= 15.6,答案并不唯一,只要能说明计算的方法就行。
还要特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。
三、手机外形的确定ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。
手机设计生产过程简介
手机设计生产过程简介首先讲一下手机的结构和组成部份:1、评估ID图,确认其可行性,根据工艺、结构可行性提出修改意见;2、建模前根据PCBA、ID工艺估算基本尺寸;3、根据ID提供的线框构建线面。
所构线面需有良好的可修改性,以便后面的修改。
线面光顺、曲面质量好,注意拔模分析;4、分件时要注意各零件要避免出现锐角,以免倒圆角后出现大的缝隙。
各零件之间根据需要预留适当的间隙;5、采用TOP-DOWN设计思想建立骨架文件,各零件间尽量避免出现相互参考的情况;6、翻盖机的主要问题。
要注意预压角的方向,以及打开和运转过程中FLIP和HOUSING 之间的干涉。
如果转轴处外观为弧形,需注意分件后FLIP转轴处过渡自然,以免与HOUSING 上盖干涉;7、如有手写笔,则建模前需讨论其固定方式以预留其空间。
一般笔粗3~4mm,少数有到5mm的;8、IO口不宜太深,否则数据线插入时,端口会与机壳干涉;9、预留螺丝孔空间(ID设计FLIP时应充分考虑螺丝孔位,设计美观的螺丝孔堵头)10、按键设计时需注意预留行程空间,让开螺丝孔位;11、饰片不可压住螺丝孔,给以后的拆装带来不便(ID设计时注意避免)12、滑盖机要根据滑轨的位置定上下滑盖的分割面;13、设计滑盖机的数字键时需注意上滑盖滑开后不可遮挡数字键,不可做突出状的防盲点,以免阻碍滑动;14、滑盖机的电池分割要注意尽量将螺丝孔放在电池里面,避免放在外观面上。
手机的一般结构手机结构一般包括以下几个部分:1、LCD LENS材料:材质一般为PC或压克力;连结:一般用卡勾+背胶与前盖连结。
分为两种形式:a. 仅仅在LCD上方局部区域;b.与整个面板合为一体。
2、上盖(前盖)材料:材质一般为ABS+PC;连结:与下盖一般采用卡勾+螺钉的连结方式(螺丝一般采用φ2,建议使用锁螺丝以便于维修、拆卸,采用锁螺丝式时必须注意Boss的材质、孔径)。
Motorola 的手机比较钟爱全部用螺钉连结。
手机结构设计经验总结之二--扣位篇

手机结构设计经验总结之二--扣位篇
我们要值得注意的是在设计重点问部分时如扣位和止口处时其圆角的作用将显得更加重要经常发现在上面处会发生裂纹或注塑不满的情况。
所以总给只要是给构上允许都要考虑加上圆角。
给出如下图所示:
止口在设计时其终止部位也要做出圆角这样还有可以好装和容易对位的好处。
关于扣位的处理
上面的母卡扣就是我在设计时常用的结构.但给我感觉后面的一定不要把卡位做穿这样就会很大程度的降低扣位的强度一般我把后面的肉厚做到0.3-0.4mm。
给大家贴个图吧:
卡扣细部设计按照图左来设计。
A1=0.4-0.6;A2=0.10mm;A3=0.05mm;A4=0.10mm;
A5>=0.70mm;AA=0.40-0.55mm(视卡扣周边情况及壳体侧壁厚度,侧壁厚度大于1.5mm时AA取0.4mm;小于1.2mm时取0.55mm。
没有把握时先按小设计,待验证后再加胶)。
折叠机/滑盖机如果用4颗螺丝来固定上下壳体,那么在壳体上左右两边两螺柱之间要各设计1个卡扣(每个卡扣的长度应该在6-8mm 之间,);顶部设计2个卡扣(长度4mm左右),如果受元器件摆放位置的限制,如卡扣的内斜销运动过程中与Speaker/Receiver/Motor /Camera等元器件的定位/音腔发生干涉,顶部可以只设计1个卡扣(长度6mm左右)。
手机结构设计
手机中常见结构件的设计一.塑料壳体(Housing)手机中壳体的作用:是整个手机的支承骨架;对电子元器件定位及固定;承载其他所有非壳体零部件并限位。
壳体通常由工程塑料注塑成型。
1.壳体常用材料(Material)✧ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。
目前常用奇美PA-727,PA757等。
✧PC+ABS:流动性好,强度不错,价格适中。
适用于绝大多数的手机外壳,只要结构设计比较优化,强度是有保障的。
较常用GE CYCOLOY C1200HF。
✧PC:高强度,贵,流动性不好。
适用于对强度要求较高的外壳(如翻盖手机中与转轴配合的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用PC材料)。
较常用GE LEXAN EXL1414和Samsung HF1023IM。
在材料的应用上需要注意以下两点:避免一味减少强度风险,什么部件都用PC料而导致成型困难和成本增加;在对强度没有完全把握的情况下,模具评审T ooling Review时应该明确告诉模具供应商,可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
通常外壳都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素的影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
可接受的面刮<0.15mm,可接受底刮<0.1mm。
在无法保证零段差时,尽量使产品的面壳大于底壳。
一般来说,面壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大,一般选0.5%。
底壳成型缩水较小,所以缩水率选择较小,一般选0.4%,即面壳缩水率一般比底壳大0.1%。
手机结构设计

手机结构设计指南序言手机的结构设计都是有规律可循的,现总结和归纳以往在手机设计方面的经验,重点阐述对于机械结构设计的要求,使设计过程更加规范化、标准化,以利于进一步提高产品质量,设计出客户完全满意的产品。
一. 手机的一般形式目前市面上的手机五花八门,每年新上市的手机达上千款,造型各异,功能各有千秋。
但从结构类型上来看,主要有如下五种:1〃直板式Candy bar2〃折叠式Clamshell3〃滑盖式Slide4〃折叠旋转式Clamshell & Rotary5〃直板旋转式Candy bar & Rotary本设计指南将侧重于前四种比较常见的类型。
一般手机结构主要包含几个功能模块:外壳组件(Housing),电路板(PCBA),显示模块(LCD),天线(Antenna),键盘(keypad),电池(Battery)。
但随着手机的具体功能和造型不同,这些模块又会有所不同,下面以几种常见手机为例来简单介绍一下手机上的结构部件。
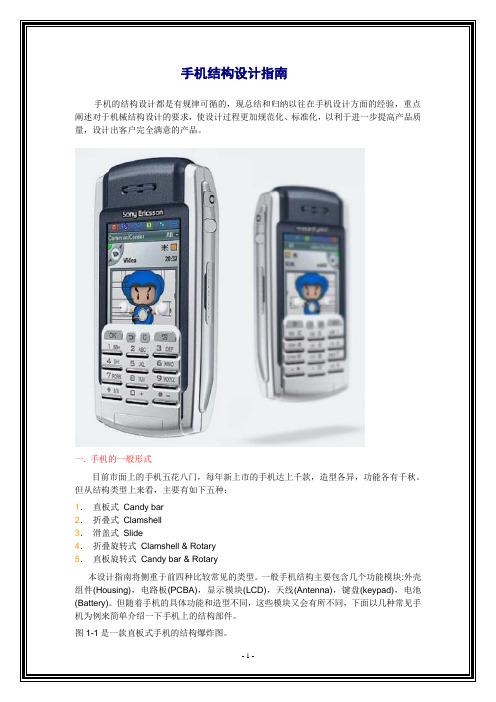
图1-1是一款直板式手机的结构爆炸图。
图1-1对于直板型手机,主要结构部件有:.. 显示屏镜片LCD LENS.. 前壳Front housing.. 显示屏支撑架LCD Frame.. 键盘和侧键Keypad/Side key.. 按键弹性片Metal dome.. 键盘支架Keypad frame.. 后壳Rear housing.. 电池Battery package.. 电池盖Battery cover.. 螺丝/螺帽screw/nut.. 电池盖按钮Button.. 缓冲垫Cushion.. 双面胶Double Adhesive Tape/sticker.. 以及所有对外插头的橡胶堵头Rubber cover等.. 如果有照相机,还会有照相机镜片Camera lens和闪光灯Flash LED镜片.. 有时根据外观的要求,还会有装饰件Decoration对于不换外壳的直板机,通常是用4到6颗M1.6-M2.0的螺丝将前后壳固定,辅助以侧边和顶部4到6对卡勾Snap来增强壳体之间的连接和美工缝的均匀。
手机结构设计完整过程

一款完整的手机结构设计过程一,主板方案的确定在手机设计公司,通常分为市场部(以下简称MKT),外形设计部(以下简称ID),结构设计部(以下简称MD)。
一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。
也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。
当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。
二,设计指引的制作拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的基本功,我把它作为了公司招人面试的考题,有没有独立做过手机一考就知道了,如果答得不对即使简历说得再经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如主板长度99,整机的长度尺寸就是在主板的两端各加上2.5,整机长度可做到99+2.5+2.5=104,例如主板宽度37.6,整机的宽度尺寸就是在主板的两侧各加上2.5,整机宽度可做到37.6+2.5+2.5=42.6,例如主板厚度13.3,整机的厚度尺寸就是在主板的上面加上1.2(包含0.9的上壳厚度和0.3的泡棉厚度),在主板的下面加上1.1(包含1.0的电池盖厚度和0.1的电池装配间隙),整机厚度可做到13.3+1.2+1.1=15.6,答案并不唯一,只要能说明计算的方法就行还要特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。
三,手机外形的确定ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。
手机结构件工艺介绍

手机结构件工艺介绍1. 引言手机作为现代社会人们离不开的日常用品,其结构件的制造工艺对于手机的性能和品质起着至关重要的作用。
本文将介绍手机结构件的常见制造工艺及其特点,帮助读者更好地了解手机结构件的工艺过程。
2. 金属结构件工艺介绍手机的金属结构件一般包括机壳、按键等部件,其制造工艺主要有以下几种:2.1 铝合金机壳铝合金机壳是目前手机常见的机壳材料之一,其工艺过程如下:1.壳体切割:首先,根据手机设计图纸,使用数控机床将铝合金板材切割成所需的壳体形状;2.打孔:在壳体上进行孔位打孔,以用于安装其他零部件,如摄像头、按键等;3.表面处理:通过阳极氧化、电镀或喷涂等表面处理工艺,为机壳提供外观和耐磨性;4.焊接:将各个零部件进行精确的焊接,确保机壳的稳固性;5.抛光:通过研磨和抛光工艺,使机壳表面光滑,并提高机壳的触感。
2.2 不锈钢机壳不锈钢机壳是一种通用金属机壳材料,其工艺过程与铝合金机壳类似,但由于不锈钢材料相对较硬,在切割和加工过程中需要更高的工艺精度和设备要求。
3. 塑料结构件工艺介绍手机的塑料结构件主要包括后壳、按键等部件,其制造工艺主要有以下几种:3.1 注塑成型注塑成型是最常见的塑料结构件制造工艺,其过程如下:1.模具设计:首先,设计和制造塑料注塑模具,模具的形状应与手机结构件的形状相匹配;2.原料准备:准备合适的塑料原料颗粒,例如ABS、PC等;3.塑料熔融:将塑料原料颗粒放入注塑机,并通过高温熔融成液态塑料;4.注塑成型:将熔融的塑料通过注射装置喷射进模具中,待塑料冷却凝固后,取出成型的结构件;5.脱模:使用脱模器具将成型的结构件从模具中取出。
3.2 压力成型压力成型适用于厚度较大、尺寸较大的塑料结构件制造,其过程如下:1.塑料片材预热:将塑料片材经过预热处理,使其柔软,易于压制成型;2.放置模具:将预热后的塑料片材放置在加热平台上,并覆盖上模具;3.压制成型:启动压力成型机,通过加热平台的温度和压力,将塑料片材压制成型;4.脱模:待成型的结构件冷却后,将其从模具中取出。
手机结构设计

手机结构设计标准(详细分类珍藏版)字体: 小中大| 打印发表于: 2007-7-02 07:13 作者: wildfire 来源: SupeSite/X-Space社区门户一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量*壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm 以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。
手机结构设计指南
手机结构设计指南手机的结构设计都是有规律可循的,现总结和归纳以往在手机设计方面的经验,重点阐述对于机械结构设计的要求,使设计过程更加规范化、标准化,以利于进一步提高产品质量,设计出客户完全满意的产品。
一. 手机的一般形式目前市面上的手机五花八门,每年新上市的手机达上千款,造型各异,功能各有千秋。
但从结构类型上来看,主要有如下五种:1.直板式Candy bar2.折叠式Clamshell3.滑盖式Slide4.折叠旋转式Clamshell & Rotary5.直板旋转式Candy bar & Rotary本设计指南将侧重于前四种比较常见的类型。
一般手机结构主要包含几个功能模块:外壳组件(Housing),电路板(PCBA),显示模块(LCD),天线(Antenna),键盘(keypad),电池(Battery)。
但随着手机的具体功能和造型不同,这些模块又会有所不同,下面以几种常见手机为例来简单介绍一下手机上的结构部件。
图1-1是一款直板式手机的结构爆炸图。
图1-1对于直板型手机,主要结构部件有:显示屏镜片(LCD LENS )前壳(Front housing)显示屏支撑架( LCD Frame ) 键盘和侧键(Keypad/Side key)按键弹性片(Metal dome ) 键盘支架(Keypad frame)后壳(Rear housing ) 电池(Battery package)电池盖(Battery cover)螺丝/螺帽(screw/nut )电池盖按钮(Button)缓冲垫(Cushion)双面胶(Double Adhesive Tape/sticker)以及所有对外插头的橡胶堵头Rubber cover等如果有照相机,还会有照相机镜片Camera lens和闪光灯Flash LED镜片有时根据外观的要求,还会有装饰件Decoration对于不换外壳的直板机,通常是用4到6颗M1.6-M2.0的螺丝将前后壳固定,辅助以侧边和顶部4到6对卡勾Snap来增强壳体之间的连接和美工缝的均匀。
手机工艺流程
手机工艺流程手机已经成为我们日常生活中不可或缺的一部分,而手机的制造过程也是一个复杂而精密的工艺流程。
从设计到组装,手机经历了多个环节和工序,才能最终成为我们手中的便捷工具。
本文将从手机的工艺流程入手,详细介绍手机制造的各个环节。
1. 设计阶段。
手机的制造过程首先从设计阶段开始。
设计师们根据市场需求和技术发展趋势,进行手机外观设计、内部结构设计、电路设计等工作。
设计阶段需要充分考虑手机的功能、外观、性能等方面,确保手机能够满足用户的需求并具有竞争力。
2. 原材料采购。
手机的制造需要大量的原材料,包括金属、塑料、电子元件等。
手机制造商需要与各种原材料供应商进行合作,确保原材料的质量和供应稳定。
同时,手机制造商还需要考虑原材料的成本和环保要求,选择符合要求的原材料供应商。
3. 制造工艺。
手机的制造工艺包括多个环节,主要包括机械加工、电子组装、外壳注塑、屏幕组装等工序。
在机械加工环节,手机的金属外壳和内部结构零部件需要进行数控加工、冲压成型等工艺处理。
在电子组装环节,手机的电路板、电池、摄像头等电子元件需要进行焊接、贴片等工艺处理。
在外壳注塑环节,手机的塑料外壳需要进行注塑成型、喷漆等工艺处理。
在屏幕组装环节,手机的显示屏需要进行贴合、调试等工艺处理。
4. 质量控制。
手机制造过程中,质量控制是一个至关重要的环节。
手机制造商需要建立严格的质量控制体系,确保每一个环节都符合质量标准。
质量控制包括原材料检验、生产过程监控、成品检验等环节,确保手机的质量稳定可靠。
5. 组装测试。
手机的组装测试是手机制造的最后一个环节。
在这个环节中,手机制造商将各个零部件组装成完整的手机,并进行功能测试、外观检验等工序。
只有通过组装测试的手机才能够进入市场销售。
6. 包装出厂。
经过组装测试合格的手机将进行包装出厂。
手机的包装设计需要考虑到运输安全、产品展示、用户体验等因素,确保手机在运输过程中不受损坏,并且能够吸引用户的眼球。
手机结构设计要求

手机结构设计的重要性
确保手机性能稳定
合理的结构设计可以保证手机在 各种环境和使用条件下性能稳定, 提高用户体验。
提升产品竞争力
优秀的结构设计可以提升手机的 外观、手感、轻薄度等方面的品 质,增强产品竞争力。
降低生产成本
感谢您的观看
应用软件设计
软件功能需求分析
根据用户需求和市场调研,分析软件应具备的功能和 特点。
软件架构设计
设计合理的软件架构,确保软件易于开发、维护和扩 展。
用户体验优化
注重用户体验,优化软件界面、操作流程和交互设计, 提高用户满意度。
用户界面设计
界面风格统一
保持界面风格的一致性,使用户在使用过程 中能够快速适应。
简洁直观
界面设计应简洁明了,易于理解和操作,降 低用户学习成本。
个性化定制
提供一定程度的个性化定制选项,满足不同 用户的审美和习惯。
软件优化与测试
代码优化
对软件代码进行优化,提高软 件运行效率,减少资源占用。
兼容性测试
测试软件在不同设备和不同操 作系统版本上的兼容性。
性能测试
对软件进行性能测试,确保软 件在各种情况下都能稳定运行 。
材料选择与使用规范
材料类型
手机结构设计需根据不同部位和功能ቤተ መጻሕፍቲ ባይዱ需求选择合适的材料,如金属、塑料 、陶瓷等。
材料性能
材料需具备足够的强度、耐磨性、耐 腐蚀性和加工性能,以满足手机结构 设计的需要。
结构强度与稳定性要求
抗冲击能力
手机在受到意外跌落、挤压等外力作用时,应具备一定的抗冲击能力,以保障 产品的可靠性和稳定性。
手机结构设计的一些心得-程建明
更多资料请访问金三维视频教程网:h t t p://w ww .3d88.cn手机结构设计的一些心得程 建 明本人只是根据自己的知识与经验,写下一些手机结构设计的心得,每个人都有自己的设计思路和规范,这只是我个人的一些体会,希望大家能够有所借鉴,也欢迎大侠们指正赐教,谢谢!!手机结构设计中主板stacking 的堆叠我没怎么做过,所以我就不献丑了,我只谈谈整机结构设计吧,我个人把手机结构设计分为以下几个部分:一、 Stacking 的理解:结构工程师要准确理解一个stacking 的含义,拿到一个新stacking ,必须理解此stacking 作结构哪里固定主板、哪里设计卡扣,按键的空间,ESD 接地的防护等等,这些我们都要有个清楚的轮廓。
当然好的堆叠工程师他一定是个好的整机结构工程师,但一个好的整机结构工程师去堆叠的话往往会顾此失彼。
所以我们在评审stacking 时整机结构工程师多从结构设计方面提出问题来改善stacking 。
二、 ID 的评审和沟通:结构工程师拿到ID 包装好的ID 3D 图档前,首先要拿到ID 的平面工艺图,分析各零件及拆件后的工艺可行性,或者用怎样的工艺才能达到ID 的效果,这当中要跟ID 沟通。
有的我们可以达到ID 效果,但可能结构风险性很大,所以不要一味迁就ID ,要知道一个产品质量的好坏最后来追究的是你结构工程师的责任,没人去说ID 的不是的,所以是结构决定ID ,而不是ID 来左右我们结构,当然我们要尽量保存ID 的意愿。
然后、才是检查各部分作结构空间是否足够,这点我就不多讲了,这里我是要对ID 工程师建模提出几个建议: 1. ID 工程师建模首先把stacking 缺省装配到总装图中;2. ID 工程师要作骨架图档,即我们通常说的主控文件;骨架图档不管是面还是实体形式,我建议要首先由线控制它的形状及位置,这样后期调控骨架图档的位置及形状只要调控相应的线就是了;3. ID 工程师必须把装饰件及贴片的形状、位置、各壳体分模线位置、必须用线先在骨架图档中画出;4. 所有的零件图档必须第一个特征是复制骨架图档过来,然后在相应剪切而成;坚决反对在总装图中直接参考一个零件生成另一个零件。
手机整机结构设计规范

手机整机结构设计规范手机结构配合间隙设计规范(版本V1.0)变更记录目录变更记录………………………………………………………………………………………………………………目录………………………………………………………………………………………………………………………前沿………………………………………………………………………………………………………………………第一章手机结构件外观面配合间隙设计…………………………………………………………1.1镜片(lens) ……………………………………………………………………………………………….1.2按键(keys) ……………………………………………………………………………………………….1.3电池盖(batt-cover) …………………………………………………………………………………..1.4外观面接插件(USB.I/O等) ……………………………………………………………………..1.5螺丝塞……………………………………………………………………………………………………… 1.6翻盖机相关…………………………………………………………………………….……………….1.7滑盖机相关…………………………………………………………………………….………………. 第二章手机机电料配合间隙设计……………………………………………………………………2.1听筒(receiver)…………………………………………………………………….…………………..2.2喇叭(speaker)…………………………………………………………………….……………………2.3马达(motor)…………………………………………………………………….………………………2.4显示屏(LCM)…………………………………………………………………….…………………….2.5摄像头(camera)…………………………………………………………………….…………………2.6送话器(mic)…………………………………………………………………….………………………2.7电池(battery)…………………………………………………………………….……………………2.8 USB/IO/Nokia充电器……………………………………………………….……………………..2.9 连接器……………………………………………………….……………………..……………………2.10卡座……………………………………………………….………………………………………………2.11灯(LED)…………………………………………………………………….……………………………2.12转轴…………………………………………………………………….…………………………………2.13滑轨…………………………………………………………………….…………………………………前沿随着公司的不断发展,设计队伍的不断壮大,新机型越来越多,为了避免以往错误的再次发生,提高前端设计统一性、高效性,总结了以后设计经验,模具生产制造,生产线装配生产中案例经验,希望在大家设计时能给予参考.由于人员及接触面有限,难免有遗漏和不完善之处,希望大家能及时指出并反馈我归纳更新.相信在大家的共同努力下(HQ)的High Quality能更好的体现,推出更多的精品项目.1.1 镜片(lens):1).lens 是平板切割: A=B=0.07mm;2).lens 是注塑:A=B=0.1mm;3).壳料皮革漆:A=0.15mm;备注: lens与按键直接接触: B尺寸按照按键间隙设计.图1.1.1 图1.1.2图1.1.3 图1.1.4 备注:不建议图1.1.4设计,因为镜片高出壳体容易磨花.1.2 按键:1).主按键:A).按键四周与壳间隙0.15mm;B).键帽之间间隙0.15mm;C).导航键外框周圈间隙0.20mm;OK键周圈间隙0.15mm;D).键帽高出壳A=0.3~0.4mm;导航键高出功能键键帽B=0.5mm.图1.2.1 图1.2.22).侧按键:A).侧按键与壳周圈间隙0.12mm.B).侧按键高出壳料A=0.4~0.5mm; PowerKey时,A=0mm.图1.2.3 图1.2.41.3 电池盖:1).电池盖与壳间隙:A=B=0.05mm;2).电池盖表面与壳表面间隙:C=0mm.若电池盖为金属时,C=-0.05mm.即金属电池盖比壳小0.05mm.图1.3.11.4外观面接插件(USB.I/O等):1). 一般客户USB和耳机口与壳间隙A=B=0.2mm; 品牌客户耳机口与壳间隙 A=0.15mm.图1.4.11.5螺丝塞(Screw_cover):1).螺丝塞为Rubber时,与壳间隙0.0mm.图1.5.12). 螺丝塞为P+R时: A=0.05mm.1.6.1翻盖BC壳间隙:A=0.3~0.4mm.图1.6.11.6.2翻盖转轴轴肩配合间隙:图1.6.2-1图1.6.2-2 局部放大1.7.1滑盖BC壳间隙: A=0.3mm.2.1听筒(receiver)检查列表:1. 检查spec ,确认3D 是否与spec 一致;2. receiver 前音腔必须密封;3. receiver 出音面积需≧3.0mm2;跑道型出音孔宽≧W0.6mm;圆形出音孔≧∮1.0mm;4. receiver 需设计拆卸槽,建议宽度W1.5mm 以上,并设计到底部;5.receiver 间隙配合:四周间隙单边0.1mm,工作高度0配;6. 若receiver 装配在金属壳内,则弹片根部必须做避让,防止短路;7. 引线式receiver 需注意理线空间;2.1.1前音腔必须密封:2.1.2 出音孔设计: 出音面积需≧3.0mm22.1.3拆卸槽设计:2.1.4间隙配合设计:2.1.5装配金属壳时,弹片避让 : 2.1.6 (预留)2.2喇叭(speaker)检查列表:1. 检查spec ,确认3D是否与spec一致;2. spk前音腔必须密封;3. spk前音腔高度≧0.3mm;超大喇叭前音腔1.0mm(具体参照spec);4. spk出音孔面积需比spk发声面积≧15%,音乐手机需≧18%;5.spk间隙配合:四周间隙单边0.1mm,工作高度0配;6. 引线式spk 需注意理线空间;2.2.1前音腔必须密封,前音腔高度0.3mm(超大喇叭H1.0mm):2.2.2 Spk配合间隙:2.2.3出音孔面积:2.3马达(motor)检查列表:1. 检查spec ,确认3D 是否与spec 一致;2. spk 前音腔必须密封;3. spk 前音腔高度≧0.3mm;超大喇叭前音腔1.0mm(具体参照spec);4. spk 出音孔面积需比spk 发声面积≧15%,音乐手机需≧18%;5.spk 间隙配合:四周间隙单边0.1mm,工作高度0配;6. 引线式spk 需注意理线空间;2.3.1装配方向: 双面胶粘贴支架上,泡棉朝上2.3.2 配合间隙: 1).扁平型:2).半圆柱型(包括焊线/弹片式):备注: 选用半圆柱型,避免使用全圆柱型.3).SMT 型:2.3.3 (预留)半圆型2.4显示屏(LCM):检查列表:1.检查spec ,确认3D是否与spec一致;2. LCM配合间隙设计;3.壳料开口设计和LENS丝印设计;2.4.1 LCM配合间隙设计:LCM的4边(塑胶或金属屏蔽框)与定位槽间隙0.1mm;LCM定位槽4个角落设计避让槽:L 2.0*W0.2mm4个角落避让槽设计避让槽设计0.5mm2)Z 方向:2.4.2壳料开口设计和LENS 丝印设计:2.4.3 (预留)2.5摄像头(Camera):检查列表:1.检查spec ,确认3D 是否与spec 一致;2.摄像头配合间隙设计;3.壳料开口设计和LENS 丝印设计; 2.5.1配合间隙设计:定位原则: 必须使用摄像头底部基座定位,不可以用头部圆形花瓣定位(不同供应商头部花瓣尺寸会略有差异). 1).定位尺寸:2)定位筋骨形式:2.5.2 壳料开口及lens丝印设计:2.6送话器(Mic):检查列表:1.检查spec ,确认3D 是否与spec 一致;2.MIC 配合间隙设计;2.6.1 MIC 选型:1).目前整机都建议选择半包或全包式MIC; 2).目前半包式MIC 尺寸如下图:2.6.2 MIC 配合间隙设计: 径向间隙0.05mm;厚度方向与壳体0配合;1). MIC 竖放:建议做成如下形式: 壳体上对应MIC 本体焊盘做避让单边0.3mm 以上.2).MIC 横放:2.6.3 MIC备注:注意开孔位置:避免开在单个键帽内部.2.6.4 结构部分MIC 常见问题: 1).MIC 回声;A. 如果是主叫有回音的话,可以调节音频参数中的STMR 可以改善如果是被叫有回音的话,可能是你的结构做的不合理,像MIC 和REC 在同一平面形成了回声腔体或者是REC 和MIC 中的一个不密闭,在手机内部形成了回声的腔体;产生通话回音的原理是在直板手机中,受话器和麦克风都在一个机壳里面,而且是连通的。
电子设备结构设计流程规范标准
电子设备结构设计流程规范标准英文回答:The process of designing the structure of electronic devices involves several standardized steps to ensure efficiency, functionality, and safety. These steps help in creating a well-designed product that meets therequirements and expectations of the users. Here is a brief overview of the standard process for electronic device structure design.1. Requirement Analysis: The first step in the design process is to thoroughly analyze the requirements of the electronic device. This includes understanding the purposeof the device, its intended users, and the specific functionalities it needs to perform. For example, if designing a smartphone, the requirements analysis would involve considering factors such as the desired screen size, battery life, processing power, and connectivity options.2. Conceptual Design: Once the requirements are clear, the next step is to create a conceptual design. This involves brainstorming and generating various design ideas that could meet the requirements. The designer may sketch out different layouts, consider different materials, and explore different form factors. For instance, in the case of a laptop, the designer may consider options such as a clamshell design, a 2-in-1 convertible design, or a detachable keyboard design.3. Detailed Design: After finalizing the conceptual design, the next step is to create a detailed design. This involves specifying the exact dimensions, materials, and components that will be used in the device. The designer needs to consider factors such as the structural integrity, thermal management, and manufacturability of the design. For example, if designing a tablet, the detailed design would involve specifying the size and type of display, the battery capacity, and the housing materials.4. Prototyping: Once the detailed design is complete, a prototype of the electronic device is built. This allowsthe designer to test and validate the design before mass production. The prototype helps in identifying any design flaws or performance issues that need to be addressed. For instance, if designing a smartwatch, the prototype would be used to test the functionality of the touch screen, the accuracy of the sensors, and the comfort of wearing the device.5. Testing and Evaluation: After the prototype is built, it undergoes rigorous testing and evaluation. This includes testing the device under different operating conditions, analyzing its performance, and ensuring that it meets the required standards and regulations. For example, if designing a gaming console, the testing phase would involve evaluating factors such as the graphics processing capability, the cooling system efficiency, and thedurability of the controllers.6. Iterative Design: Based on the results of testingand evaluation, the designer may need to make modifications and improvements to the design. This iterative processhelps in refining the design and ensuring that it meets allthe requirements. For example, if designing a digital camera, feedback from testing may lead to changes in the lens quality, the image stabilization mechanism, or the user interface.7. Finalization and Documentation: Once the design has been refined and meets all the requirements, it is finalized. The designer creates detailed documentation that includes all the specifications, drawings, and instructions necessary for mass production. This documentation serves as a reference for the manufacturing team and ensures consistency in the production process. For instance, if designing a wireless earphone, the documentation would include details about the audio quality, the battery life, and the charging mechanism.中文回答:电子设备结构设计的流程包括几个标准化的步骤,以确保设计的高效性、功能性和安全性。
手机结构工艺介绍

Xcode
Xcode是苹果公司开发的集成开发环境, 用于开发iOS和macOS应用程序。
Visual Studio
Visual Studio是微软公司开发的集成开发 环境,支持开发Windows Mobile、 Windows桌面和Web应用程序。
04 手机制造工艺
组装工艺
组装工艺是手机制造过程中最为关键的环节之一,它涉及到多个零部件的组合和装 配。
手机结构工艺介绍
目录
CONTENTS
• 手机整体结构 • 手机硬件工艺 • 手机软件工艺 • 手机制造工艺 • 手机结构设计挑战与解决方案 • 手机结构工艺发展趋势
01 手机整体结构
手机外观设计
材质选择
手机外观材质通常采用金属、玻璃或塑料,每种材质都有 其独特的质感和特点,如金属的坚固和导热性、玻璃的通 透和耐磨性、塑料的轻便和成本优势。
在组装过程中,需要确保每个零部件的位置和方向正确,并且满足精度要求,以保 证手机的性能和稳定性。
组装工艺通常采用自动化生产线,通过机器人和各种夹具来完成,以提高生产效率 和产品质量。
测试工艺
01
测试工艺是确保手机性能和质量的重要环节,它包括功能测试、性能 测试、可靠性测试等多个方面。
பைடு நூலகம்02
功能测试主要是检查手机的各种功能是否正常,如通话、短信、上网、 拍照等。
快充技术缩短充电时间,提高充电体验。
安全性能
电池封装
确保电池使用安全,防止过充、过放和高 温。
采用高能量密度材料,减小电池体积和重 量。
03 手机软件工艺
操作系统
操作系统
操作系统是手机的核心软件,负责管理手机的硬件资源和软件运行环 境。
Android系统
手机生产流程简介(图文版)

水,是一个极大的损失。
7、QA(Quality Assurance)质量监督
QA部门负担起整个流程质量保证的工作,督促开发过程是否符合预定的流程,保证项
目的可生产性,有很多新设计的手机,就因为碰上了不可生产的某种因素而放弃了。
生产一部手机不是在实验室内做实验那么简单,一旦生产就是成千上万部,要保证每一
部产品的优质绝非一件简单容易的事。生产一部手机的样品和生产 10万部手机完全是
两码子事。
举例:中国的菜馆出的都是样品,麦当劳做的是产品,所以麦当劳可以做得很大,而且
到目前为止,中国的菜馆暂时还没有做到像麦当劳的规模是事实,所以手机设计公司才
80摄氏度左右。
4、高湿度测试
用一个专门的柜子来作滴水测试,仿真人出汗的情况 (水内渗入一定比例的盐分 ),约需
进行 30个小时。
5、百格测试(又称界豆腐测试 )
用 H4硬度的铅笔在手机外壳上画 100格子,看看手机的外壳是否会掉下油漆,有些要
求更严格的手机,会在手机的外壳上再涂抹上一些“名牌”的化妆品,看看是否因有不
幕后支柱,硬件的驱动是软件来实现,软件和硬件的工程师之间的冲突相信是不会
比其它部门少,这种关系的绕来绕去,所以便需要有 PM(Project Management)项目
管理来协调了。
五、5、PM(Project Management)项目管理
大规模公司的 PM都分得非常细致,比如TPM (Technologly Of Project Management),
的内的磁极等等。对于这些硬磁铁氧体或其他材料的磁极材料,在生产的过程中充磁以
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一款手机的完整结构设计过程前言2005年9月我曾写过一篇《一个完整产品的结构设计过程》,发表在开思网,链接是/thread-210891-1-10.html。
这一篇《一款手机的完整结构设计过程》写于2008年12月份,那时候我刚从朋友的设计公司出来,想想今后不做设计了,这些年的经验别荒废了,自己作个总结吧。
现在看来,当初的想法是对的,只是手机功能不断提升,制造工艺不断改进,有些设计间隙和设计参数到现在已经不太合适了,就算是给初学者提供一个参考吧,大家可以多关注设计的思路,先做什么,后做什么。
至于参数,可以照用,但不必太过固执,多听听有经验的同事的建议,自己及时做出调整和总结。
我现在任职于金立结构部,目睹了金立在智能机领域从无到有,从底端到高端不断发展的过程。
很想抽时间再做一份《一款智能手机的完整结构设计过程》,因为从2011开始,智能手机在市场上的份额迅速扩大,而智能手机在结构设计上又有许多和功能手机不一样的地方,确实有必要总结一下了。
好了,废话不多说,以下是2008年的《一款手机的完整结构设计过程》的完整版,附带全部原图,谢谢各位读者!目录一,主板方案的确定二,设计指引的制作三,手机外形的确定四,结构建模1.资料的收集2.构思拆件3.外观面的绘制4.初步拆件5.建模资料的输出五,外观手板的制作和外观调整六,结构设计1.止口线的制作2.螺丝柱的结构3.主扣的布局4.上壳装饰五金片的固定结构5.屏的固定结构6.听筒的固定结构7.前摄像头的固定结构8.省电模式镜片的固定结构9.MIC的固定结构10.主按键的结构设计11.侧按键的结构设计B胶塞的结构设计13.螺丝孔胶塞的结构设计14.喇叭的固定结构15.下壳摄像头的固定结构16.下壳装饰件的结构设计17.电池箱的结构设计18.马达的结构设计19.手写笔的结构设计20.电池盖的结构设计21.穿绳孔的结构设计七.报价图的资料整理八,结构设计优化九,结构评审十,结构手板的验证十一,模具检讨十二,投模期间的项目跟进十三,试模及改模十四,试产一,主板方案的确定在手机设计公司,通常分为市场部(以下简称MKT),外形设计部(以下简称ID),结构设计部(以下简称MD)。
一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。
也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。
当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。
二,设计指引的制作拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的基本功,我把它作为了公司招人面试的考题,有没有独立做过手机一考就知道了,如果答得不对即使简历说得再经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如主板长度99,整机的长度尺寸就是在主板的两端各加上2.5,整机长度可做到99+2.5+2.5=104,例如主板宽度37.6,整机的宽度尺寸就是在主板的两侧各加上2.5,整机宽度可做到37.6+2.5+2.5=42.6,例如主板厚度13.3,整机的厚度尺寸就是在主板的上面加上1.2(包含0.9的上壳厚度和0.3的泡棉厚度),在主板的下面加上1.1(包含1.0的电池盖厚度和0.1的电池装配间隙),整机厚度可做到13.3+1.2+1.1=15.6,答案并不唯一,只要能说明计算的方法就行还要特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。
不锈钢电池盖三,手机外形的确定ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。
四,结构建模1.资料的收集MD开始建模需要ID提供线框,线框是ID根据工艺图上的轮廓描出的,能够比较真实的反映ID的设计意图,输出的文件可以是DXF和IGS格式,如果是DXF格式,MD要把不同视角的线框在CAD中按六视图的方位摆好,以便调入PROE中描线(直接在PROE中旋转不同视角的线框可是个麻烦事).也有负责任的ID在犀牛中就帮MD把不同视角的线框按六视图的方位摆好了存成IGS格式文件,MD只需要在ROE中描线就可以了.有人也许会问,说来说去都是要描线,ID提供的线框直接用来画曲面不是更省事吗?不是,ID提供的线框不是参数化的,不能进行修改和编辑,限制了后续的结构调整,所以不建议MD直接用ID提供的线框.也有ID不描线直接给JPG图片,让MD自己去描线的,那就更乱了,图片缩放之间长宽比例可能会发生变化,MD描的线可能与ID的设计意图有较大出入,所以也不建议ID不描线直接给JPG图片.如果有ID用犀牛做的手机参考曲面就更好了,其实ID也是可以建模的,而且犀牛的自由度比PROE大,所以ID建模的速度比MD更快,只是ID对拔摸模和拆件的认识不足,可能建出来的曲面与实际有些出入,对后续的结构设计帮助不大,只能拿来参考.另外,如果是抄版还有客户提供的参考样机,或者网上可以找到现成的图片,这些都能为MD的建模提供方便.主板的3D是MD本来就有的,直接找出来用就可以了,不过,用之前最好和ID再核对一下,看看有没有弄错,还有没有收到更新的版本,否则等结构做完才发现板不对可就痛苦了.2.构思拆件MD动手之前要先想好手机怎样拆件,做手机有一个重要的思想,就是手机的壳体中一定要有一件主体,主体的强度是最好的,厚度是最厚的,整机的强度全靠他了,其他散件都是贴付在他身上的,这样的手机结构才强壮,主板的固定也是依靠在主体上,如果上壳较厚适合做主体,则通常把主板装在上壳,如果下壳较厚适合做主体,则通常把主板装在下壳,拆件力求简捷,过散过繁都会降低手机强度,装配难度也会增大,必要时和结构同事们商量权衡一番,争取找出最佳拆件方案.拆件方案定了之后,就要考虑各个壳体之间的拔模了,上下壳顺出模要3度以上,五金装饰片四周的拔模要5度以上.3.外观面的绘制外观面是指手机的外轮廓面,好的曲线出好的曲面,描线的时候务必贴近ID的线框,尊重ID的创意是结构工程师基本的修养.同时线条还要尽量光顺,曲率变化尽量均匀,拔模角要考虑进去,如果ID的线拔模角与结构要求不一致,可以和ID协商,如果对外观影响不大,可以由结构在描线时直接修正轮廓线的拔模角,如果塑胶壳体保留拔模角对ID的创意破坏较大,不妨考虑塑胶模具做四边行位,毕竟手机是高档消费品,这点投资值得.手机的外形多是对称的,外观面只需要做好一半,另一半到后面做拆件时再镜像过去,做完外观面先自己检查一下拔模和光顺情况,然后建立装配图,把大面和主板放在一起,看看基本尺寸是否足够,最后请ID过来看看符不符合设计要求,ID确认完就可以拆件了.4.初步拆件这个时候的拆件是为给客户确认外观和做外观手板用的,可以不做抽壳,但外观可以看到的零件要画成单独的,方便外观手板做不同的表面效果,外观面上有圆角的地方要导上圆角,这个反倒不可以省略.总装配图的零件命名和分布都有要求,例如按键是给按键厂做的,可以集中放在一个组件里,报价和投模可以一个组件的形式发出去,很方便.5.建模资料的输出MD建模完成后,在PROE工程图里制作整机六视图,转存DXF线框文件反馈给ID调整工艺标注,建完模的六视图线框可能与当初ID提供给MD的线框有所修改,ID需要做适当的更新,并进一步完成工艺图,标明各个外观可视部件的材质和表面工艺,有丝印或镭雕的还要出菲林资料,更新后的工艺图菲林资料,再加上MD的建模3D图,就可以发出做外观手板了.五,外观手板的制作和外观调整外观手板的制做有专门的手板厂,制做一款直板手机需要3~4天,外观板为实心.不可拆,主要用来给客户确认外观效果,现在外观手板的按键可以在底部垫窝仔片,配出手感,就象真机一样.客户收到后进行评估,给出修改意见,MD负责改善后,就可以开始做内部结构了.六,结构设计结构的细化应该先从整体布局入手,我主张先做好结构的整体规划,即先做好上下壳的止口线,螺丝柱和主扣的结构,做完这三步曲,手机的框架就搭建起来了.再遵循由上到下,由顶及地的顺序依此完成细部的结构, 由上到下是指先做完上壳组件,再做下壳组件, 由顶及地是指上壳组件里的顺序又按照从顶部的听筒做到底部的MIC,这是整体的思路, 具体到局部也可以做一些顺序调整,例如屏占的位置比较大,我可以先做屏,其他的按顺序做下来.请注意,每一个细部的结构尽量做完整再做下一个细部,不要给后面的检查和优化增加额外的工作量.1.止口线的制作内部结构开始,先是对上下壳进行抽壳,一般基本壁厚取1.5~1.8mm.上下壳之间间隙为零,前面说过怎样判定主体,主体较厚适宜做母止口,另外一件则做公止口,止口不宜太深,一般0.6mm就够了,为了方便装配,公止口可适当做拔模斜度或导C角.2.螺丝柱的结构螺丝柱是决定整机强度的关键,通常主板上会预留六个螺丝柱的孔位,别浪费,尽可能地都利用起来.螺丝柱还有一个重要的作用就是固定主板,主板装在哪个壳,螺丝柱的做法也相应有些变化,螺丝柱不但要和主板上的孔位相配合管住主板,螺丝柱的侧面还要做加强筋夹住主板,这样的结构才牢靠.4.上壳装饰五金片的固定结构上壳装饰五金片一般采用不锈钢片或铝片,厚度0.4mm或0.5mm,用热敏胶,双面胶或者扣位固定,表面可以拉丝,电镀和镭雕.其中铝片可以表面氧化成各种不同的颜色,边沿处还可以切削出亮边.5.屏的固定结构屏就好象手机的脸,要好好保护起来,砌围墙?对了,就是要利用上壳长一圈围骨上来,一直撑到主板(留0.1m m间隙),把LCD封闭起来,即使受到外力的冲击也是压在上壳的围骨上,因为围骨比屏高嘛.屏的正面也不能与峡侵苯咏哟?硬碰硬会压坏屏,必须在屏的正面贴上一圈0.5mm厚的泡棉,泡棉被压缩后的厚度为0.3mm,所以屏的正面与上壳之间间隙放0.3mm.前面说过整机厚度的计算方法,这里请大家留意一下屏前面部分的厚度是怎么计算的,见附图.为了方便屏的装入,我们会在围骨的顶部加上导角,当然屏的周围如果有元件还是要局部减胶避开,间隙至少放0.2mm,如果是避让屏与主板连接的FPC,则围骨与FPC间隙要做到1.0以上.VA框的尺寸大小和位置在ID建模的时候就要很准确的画上去,计算方法我在这里再说明一下:VA框是LCD的可视区域,即view area,AA框是LCD的文字的显示区域,即Active Area,通常VA框比AA框单边大0.5~1.0mm,VA框与AA框之间是允许外露的黑色区域,再往外比VA框还大的就是不可外露的黑边或者金属框了.壳体的显示框大小开就在VA框与AA框之间,至于壳体的显示框偏离AA框多少距离,最直接的方法就是参考LCD的规格书,完整的LCD规格书应该对壳体显示框尺寸提出明确的要求(见附图),如果没有,可以取壳体的显示框比AA框四周单边大0.4mm.6.听筒的固定结构听筒是手机的发声装置,一般在屏的顶部,除了需要定位以外,还需要有良好密封音腔,结构上利用上壳起一圈围骨围住听筒外側,和屏的围骨类似,但听筒的围骨不必撑到主板,包住听筒厚度的2/3就足够了.然后上壳再起一圈围骨围住听筒的出音孔,围骨压紧听筒正面自带的泡棉,围成一个相对封闭的音腔,最后在上壳上开出出音孔就行了,上壳出音孔的范围应该是在听筒的出音孔的范围以内.从外观上看,听筒出音孔位置会做一些简单的装饰,如盖一个网状的镍片(见附图).也可以做一个电镀的塑胶装饰件配合防尘网使用,注意塑胶装饰件通常采用烫胶柱的方式固定,防尘网则贴在听筒音腔的内侧,7.前摄像头的固定结构前摄像头位于主板的正面,采用FPC,连接器与主板连接.摄像头的定位也是靠上壳起一圈围骨包住摄像头来定位的.摄像头就象手机的眼睛,为保证良好的拍摄效果,摄像头正面的镜头部分需要有良好的密封结构,防止灰尘或异物进入遮挡了视线,我们借助于泡棉将镜头与机壳的内部分隔开来,外侧则加盖一个透明的镜片,为保证良好的透光性能和耐磨性能,摄像头镜片采用玻璃材质,底部丝印,丝印的目的是为了遮住镜片与壳体之间的双面胶纸,值得一提的是,摄像头镜片的装配是在整机装配的最后阶段再做的,整机合壳锁完螺丝后,要用吹气枪仔细吹干净镜头,才将镜片通过双面胶粘接在壳体上,盖住镜头.8.省电模式镜片的固定结构省电模式镜片用得比较少,有些手机上有省电模式的设置,需要在手机壳上开一个天窗,让里面的感光ID 感应到外界的亮度,这就需要在机壳上开孔并加盖镜片,镜片可以用PC片材切割直接贴在机壳外面,也可以做成一注塑成型的导光柱在机壳内侧烫胶固定.9.MIC的固定结构MIC位于手机的底部,就想手机的耳朵一样,是把外界声音转换成电信号的元件,因此要让外界的声音毫无阻碍的传递给MIC,同时又要防止机壳内部腔体的声音影响到MIC,结构上起围骨是少不了的了,同时MIC 本身要被胶套包裹,只在正前方露一小孔感应声音,正前方还必须与壳体良好的贴合,壳体上的导音孔一般开1.0mm的圆孔.MIC与主板的连接方式可以是焊线,焊FPC或者穿焊在主板上.10.主按键的结构设计手机主按键按厚度分可以分为超薄按键和常规按键,以前做翻盖机,滑盖机的时候因为厚度限制,按键厚度空间连2mm都不到,直接采用片材加硅胶的结构,片材可以是薄钢片或PC片,为了保证按键之间不连动,片材上不同的功能键之间会用通孔分隔开来(如V3手机的主按键就是这样做的),硅胶的作用是为了得到良好的按键手感.现在市场上以直板机居多,我就以P+R按键为例讲一下主按键的结构设计,把直板机的结构设计工作量分为100份,我认为按键组件的结构设计就占了30%,上壳组件占30%,下壳组件占40%,可见按键的重要性. P+R按键包括键帽组件,支架和硅胶三部分,也有的按键在键帽组件和支架之间加多了一张遮光纸防止按键之间透光.支架材料则根据按键厚度来定,可以用PC或ABS注塑成型,厚度在0.8-2.0mm;也可以用PC片材直接冲裁, 厚度为0.5,0.6或0.7mm;按键厚度不够时,支架材料用0.15mm厚的不锈钢片,但考虑到ESD(静电测试)时钢片对主板的影响,我们需要在钢片两侧弯折出一段悬臂,和DOME片上的接地网导通,或者和按键PC B上的接地铜箔导通, 硅胶片厚0.3mm,正面长凸台和键帽粘胶水配合.背面伸DOME柱和窝仔片配合.11.侧按键的结构设计侧按键位于手机的左右侧面或者顶侧面,功能通常为音量键,拍摄键,开机键或者锁定键等,结构较主按键简单,主板上做侧按键的位置通常会采用穿焊的方式固定几个侧向触压的机械按键,一个机械按键对应一个功能.机械式侧按键优点是结构简单,手感好.也有做FPC按键的,在主板上预留焊盘位置,采用面焊的方式固定一个FPC按键板,FPC按键板弯折后朝着侧面,按键板上的窝仔片可以感应触压.FPC式侧按键优点是主板不变的情况下侧按键的中心位置可以根据需要稍作调整.侧按键部分的结构设计通常采用P+R形式,和主按键相比较侧按键不用做按键支架,硅胶部分不可少有助于改善手感不至于偏硬,键帽多带有裙边防止掉出,键帽表面处理可以是原色,喷油或者电镀,由于没有LE D灯,侧按键不要求透光,也很少做水晶键帽,功能字符一般采用凹刻的方式做在键帽上.侧按键的固定是在侧按键的侧面伸一个耳朵出来,然后用壳体伸骨夹住,这主要是在整机的装配过程中防止按键松脱,一旦合壳之后,侧按键的夹持部分就基本不起什么作用了,夹持部分的配合间隙为零.B胶塞的结构设计USB胶塞是用来保护USB连接器的盖子,为方便开合,通常采用较软的TPE或者TPU材料,USB胶塞的结构分为本体,抠手位,舌头,定位柱四个部分,颜色为黑色或者采用与壳体接近的颜色,USB的功能字符凹刻在本体上,抠手位可以是伸出式或者挖一块做成内凹式.舌头部分是USB胶塞伸入USB连接器防止松脱的胶骨,定位柱是USB胶塞固定在壳体上的倒扣,可以做成外插式或者直压式(直接卡在壳体之间).手机上类似的结构还有T-FLASH卡或者SD卡的胶塞,长一点的胶塞还可以做成P+R结构,即本体,抠手部分用硬胶材质,而里面的插合,固定部分用软胶材质,硬胶材质和软胶材质之间用胶水粘合在一起.13.螺丝孔胶塞的结构设计手机表面外露的螺丝帽会影响外观,必须用螺丝孔胶塞遮住.电池盖内的螺丝帽可以不做遮蔽.螺丝孔胶塞的结构比较简单,模具可以和USB胶塞放在同一套模里,由模厂制做,螺丝孔胶塞近似于圆柱形,为方便易取,可以掏空内部,螺丝孔胶塞外部的曲面需与壳体轮廓面保持一致,直径尽量做小(比螺丝帽直径大1.0mm 即可),如果左右两个螺丝孔胶塞外部的曲面不一样,不能互换,则必须在螺丝孔胶塞的圆柱面上做防呆的凹槽加以区分.螺丝孔胶塞根据结构的需要可以和螺丝不同轴心做成偏心的,只要能够遮盖住螺丝帽就行.因为整机拆解必须用到螺丝,所以为了验证手机没有被私自拆开过,有些制造商会在电池盖内的螺丝孔顶上挖一块平台出来加贴一张易碎纸,如果要松掉螺丝孔内的螺丝,就必须破坏掉易碎纸.贴易碎纸的平台必须根据易碎纸的尺寸来设计,平台形状比易碎纸略大,位置比壳体低下去一级,防止手指无意中触及到易碎纸.14.喇叭的固定结构手机的音量是强有力的卖点,这对喇叭音腔提出了更高的要求.除了要求方案公司把喇叭本身的出音调到最佳状态之外,喇叭的音腔结构还需注意几点:a.喇叭的前音腔必须做到封闭.喇叭与壳体直接配合的,喇叭与壳体之间必须加贴环状泡棉封闭,喇叭侧面必须用壳体长环状围骨包围起来,单边间隙留0.1mm.如果喇叭与壳体之间有天线支架隔开,那么喇叭与天线支架之间必须加贴环状泡棉封闭,天线支架与壳体之间也必须加贴环状泡棉封闭,总之让喇叭发出的声音之能通过壳体上的出音孔传出去.b.喇叭的前音腔高度应大于1.5mm.喇叭的音腔高度是指喇叭的正面到壳体内壁的垂直距离,为了确保足够的喇叭音腔高度,甚至可以把壳体音腔内侧胶厚掏薄至0.6mm.c.出音孔面积必需达到喇叭出音面积的15%,出音孔面积是出音孔的总面积之和.喇叭出音面积是喇叭正面除去泡棉后的中间部分的面积,喇叭的音腔高度越高,要求出音孔面积占喇叭出音面积的比例越大,当喇叭的音腔高度在20以上时,出音孔面积可以和喇叭出音面积等大即100%.对与大多数手机而言喇叭的音腔在1.5~4mm,出音孔面积占喇叭出音面积的15%~20%,声音效果比较好.d.出音孔的结构最简洁的做法是直接在壳体上开孔,可以是圆孔阵列,也可以是一组长条形的孔.为防止灰尘和异物进入音腔,可以在壳体内侧加贴防尘网,为了美观,出音孔的外侧可以加贴镍片,PC片等装饰件, 镍片的网孔直径可以细小到0.3mm,在使用镍片的情况下,壳体内侧可以不用加贴防尘网.e.喇叭的后声腔主要影响铃声的低频部分,对高频部分影响则较小,可以不做要求。