基于美国ASME标准的渗透检测规程
ASME(泄漏检测)

ASME锅炉及压力容器规国际性规Ⅴ无损检测2004版泄漏检测前言“ASME 锅炉及压力容器规”是美国机械工程师协会于1911年成立的锅炉及压力容器委员会所制定的,目的在于提供控制设计、制造和检测等质量的有关规则。
这些规则平衡了用户、制造商和检测师的要求,并为锅炉和压力容器在使用中保留了一定的安全裕度,为防止破损和对生命财产安全提供合理可靠的保证。
一、第Ⅴ卷容第Ⅴ卷分为A、B两个分卷。
A分卷无损检测方法第1章通用要求第2章射线照相检测第3章金属铸件的射线照相检测第4章在役检查的超声检测方法第5章材料和制造的超声检测方法第6章液体渗透检测第7章磁粉检测第8章管材制品的涡流检测第9章目视检测第10章泄漏检测第11章纤维—增强环氧树脂容器声发射检测第12章加压试验时金属容器的声发射检测二、第1章通用要求注:通用要求即是对第2章~12章都适用的要求。
T—110 适用围注:本章所包含的无损检测是其它规篇章或参照文件特别提到和要求引用的方法和规要求。
这些无损检测方法是:(1)射线照相检测(2)超声波检测(3)液体渗透检测(4)磁粉检测(5)涡流检测(6)目视检测(7)泄漏检测(8)声发射检测以上这些无损检测方法用于检测的对象是:材料、焊缝和加工零部件的表面和在的瑕疵(或叫缺陷)。
T—120 总则注:从10个方面提出了A(或B)分卷的使用原则和有关规定。
T—130 设备注:规无损检测单位和无损检测人员应负责保证使用本规要求的检验设备。
T—150 规程(a)本规所涉及的无损检验方法在正常情况下对制造过程中遇到的大部分几何形状和材料都是适用的。
(b) 当本《规》的其它篇章要求按本篇章规定进行检验时,制造厂、生产厂或安装厂有责任按规有关卷的要求制定出无损检验规程及人员资格鉴定规程。
(c)当本规的有关篇章提出要求时,所有按本篇进行无损检验都必须按照书面的规程执行。
注:《规》是指“ASME 锅炉及压力容器规”。
T—160 校验(a)制造厂、制造商、安装单位应保证所有设备按A分卷和/或B分卷要求进行校验。
液体渗透探伤规范-中英文(03版)
受控状态: 文件编号:ZZM-QP-0824.2 Controlled Status Document No.:发放编号:Issuing NO.:液体渗透探伤规程Liquid penetrant Examination Procedure(Rev.03)编 制: 质检部 日期: May-26-2011 Compiled by QC Department Date审 核: 日期Verified by:Date批 准: 日期Approved by:Date发行日期:May-28-2011实施日期:May-28-2011 Issue date Execution Date1.目的:依ASTM E165标准要求,结合API 6A标准、核电用《钴基SFA-5.13 ECoCr-A手工焊用焊条采购规程》(SM2-ME02-GPP-059)等等,为液体渗透检测——可视法建立检测方法、规定检测人员要求、明确产品接受准则。
Establishes the methods, personnel requirements and acceptance criteria for performing liquid penetrant examinationusing the visible methods in accordance with the requirements of API Specification 6A, Procurement specificationfor SFA-5.13 EcoCr-A Covered Electrode for SMAW (SM2-ME02-GPP-059)etc. This procedure complies with therequirements of ASTM E165.2.适用范围:本方法适用于本公司精铸件、锻件、机加工件产品的焊接/补焊及焊接(接焊、焊补、堆焊和表面硬化)件用液体渗透检测方法,检查表面组织中断:如疏松、气孔、龟裂、叠痕、冷隔、渗漏、夹渣和熔合不足(虚焊)等缺陷。
ASME(泄漏检测)

ASME锅炉及压力容器规国际性规Ⅴ无损检测2004版泄漏检测前言“ASME 锅炉及压力容器规”是美国机械工程师协会于1911年成立的锅炉及压力容器委员会所制定的,目的在于提供控制设计、制造和检测等质量的有关规则。
这些规则平衡了用户、制造商和检测师的要求,并为锅炉和压力容器在使用中保留了一定的安全裕度,为防止破损和对生命财产安全提供合理可靠的保证。
一、第Ⅴ卷容第Ⅴ卷分为A、B两个分卷。
A分卷无损检测方法第1章通用要求第2章射线照相检测第3章金属铸件的射线照相检测第4章在役检查的超声检测方法第5章材料和制造的超声检测方法第6章液体渗透检测第7章磁粉检测第8章管材制品的涡流检测第9章目视检测第10章泄漏检测第11章纤维—增强环氧树脂容器声发射检测第12章加压试验时金属容器的声发射检测二、第1章通用要求注:通用要求即是对第2章~12章都适用的要求。
T—110 适用围注:本章所包含的无损检测是其它规篇章或参照文件特别提到和要求引用的方法和规要求。
这些无损检测方法是:(1)射线照相检测(2)超声波检测(3)液体渗透检测(4)磁粉检测(5)涡流检测(6)目视检测(7)泄漏检测(8)声发射检测以上这些无损检测方法用于检测的对象是:材料、焊缝和加工零部件的表面和在的瑕疵(或叫缺陷)。
T—120 总则注:从10个方面提出了A(或B)分卷的使用原则和有关规定。
T—130 设备注:规无损检测单位和无损检测人员应负责保证使用本规要求的检验设备。
T—150 规程(a)本规所涉及的无损检验方法在正常情况下对制造过程中遇到的大部分几何形状和材料都是适用的。
(b) 当本《规》的其它篇章要求按本篇章规定进行检验时,制造厂、生产厂或安装厂有责任按规有关卷的要求制定出无损检验规程及人员资格鉴定规程。
(c)当本规的有关篇章提出要求时,所有按本篇进行无损检验都必须按照书面的规程执行。
注:《规》是指“ASME 锅炉及压力容器规”。
T—160 校验(a)制造厂、制造商、安装单位应保证所有设备按A分卷和/或B分卷要求进行校验。
PT渗透检测ASME
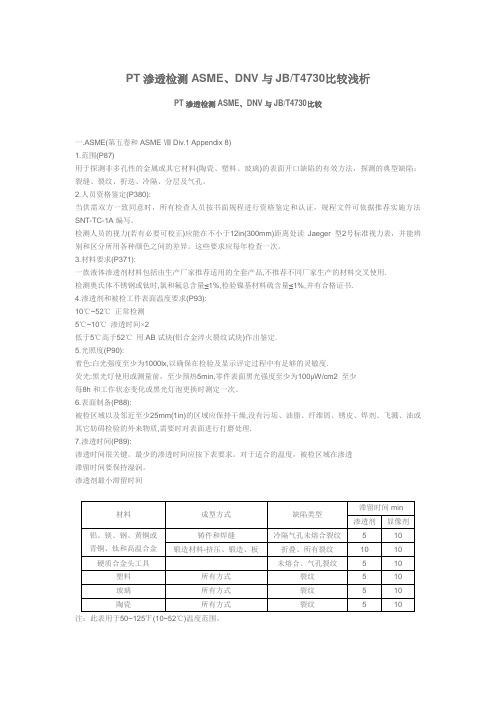
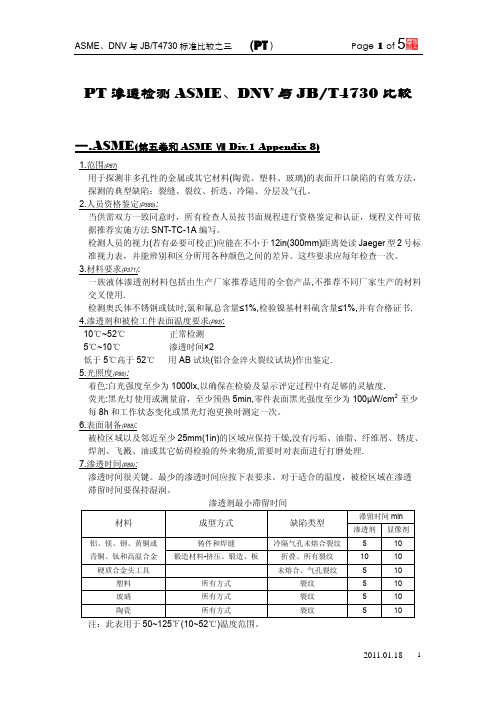
8.检验程序:①预清洗:被检区域以及邻近至25mm(1in)的区域应进行清洗.②干燥:至少5分钟,不能超过10min.③施加渗透剂:(铸件、焊缝5min,锻造材料-挤压、锻造、板10min—保持润湿状态下)。
④去除多余渗透剂:(无纤维碎屑布、吸水纸)⑤干燥:(5~20min,干燥时间超过30in会使检验灵敏度受到损害)⑥显影:(至少10min) 摇匀、均匀喷洒、厚度适中.⑦干燥⑧检验:干燥后马上进行解释,显影至少10min,10~60min做出最终判断.⑨清洗:如要求检后清洗,以避免显影剂在零件上冷凝,检验结束后应马上清洗.9.显示评定(ASME Ⅷ Div.1 Appendix 8 P332):①评定:只有主尺寸大于1/16in(1.5mm)的显示才可认为是相关的。
a):线形显示是指长度大于宽度3倍的显示。
b):圆形显示是指长度等于或小于宽度3倍的圆形或椭圆形显示。
c):任何有问题或可疑的显示应重新检测,以确定它是否是相关的.②验收标准:所有被检表面不应有:A):相关线性显示。
B):大于3/16in(5mm)的相关圆形显示。
C):在同一直线上有4个或更多个等于或小于1/16in(1.5mm)(边缘至边缘)的相关圆形显示。
二.DNV(NO.07~4):(1)范围(P18):渗透检测主要用于金属材料表面开口的缺欠检测,但也可用于非金属材料,如陶瓷.(2)人员资格鉴定:按照EN473,ISO9712或其它等同的公认标准和认证系统(PCN和NORDTEST)进行PT II 级或III级的资格鉴定和认证.也可考虑其它公认国家认证系统.(3)设备:渗透剂、清洗剂、显像剂应当为同一厂家制造,并彼此相容.(4)在奥氏体不锈钢、钛、镍基或其它高温合金时,应当考虑有必要对杂质进行限制,如硫、卤素和碱金属.这些杂质会导致脆化或腐蚀.特别在升高温度下。
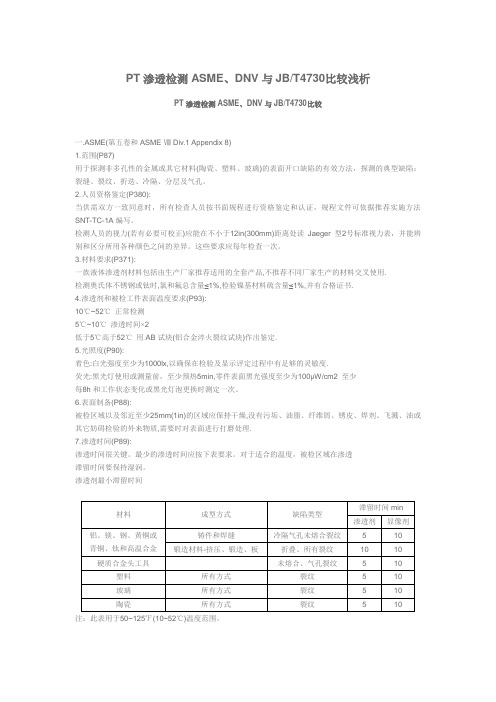
(5)表面准备处理和预清洗:应当去除污染物,如氧化皮、铁锈、油脂或涂层.(6)干燥:彻底干燥,这样在缺陷/不连续中不会留有水或溶剂(ASME:至少5min).(7)温度:表面温度10℃~52℃,特殊情况下可降低至5℃.当温度低于10℃或高于52℃,通过公认标准认可的渗透剂产品系列和检测程序.(ASME:5℃~10℃渗透时间×2,温度大于52℃小于5℃时用AB淬火裂纹铝制试块鉴定).(8)渗透时间:至少15min.(9)干燥(去除多余渗透剂后):干燥过程中表面温度不超过45℃. (ASME5~20min).(10)显像剂施加:喷涂距离至少300mm,形成均匀涂层.(10)显像剂施加:显像时间至少和渗透时间一样长(15min),也可允许更长时间.(ASME10min,10~60min做出最终判断).(12)观察:光照度:着色检验表面光照度不得低500lx.(ASME1000lx).荧光黑光1000μW/cm2,暗室可见光照度最大20lx,人员进入暗室5min适应。
8-4液体渗透检测工艺规程 2012
Shop Construction of Pressure Vessel Parts in Accordance with ASME Code Section VIII, Division 1按ASME规范第Ⅷ卷第1分册建造压力容器部件Revision修订号:Liquid Penetrant Examination Procedure 液体渗透检测工艺规程Page页码:1 of 13L I Q U I D P E N E T R A N T E X A M I N A T I O N P R O C E D U R E 液体渗透检测工艺规程Prepared By编制: Date日期:Reviewed By审核: Date日期:Approved By 批准: Date日期:Shop Construction of Pressure Vessel Parts in Accordance with ASME Code Section VIII, Division 1按ASME规范第Ⅷ卷第1分册建造压力容器部件Revision修订号:Liquid Penetrant Examination Procedure 液体渗透检测工艺规程Page页码:2 of 13Statement of Demonstration Certification演示证实声明We hereby certify that the Liquid Penetrant Examination Procedure (QCNP-04, 2012/ Rev.0) has been demonstrated on a test specimen with known defects to the satisfaction of the AI according to ASME Code Section V, T-150 as required by the Appendix 8 of Section VIII, Div. 1.兹证明该《液体渗透检测工艺规程》已按照ASME规范第Ⅴ卷T-150和第Ⅷ-1卷强制性附录8的要求,在带缺陷试板上进行了演示。
ASME PT检测规程
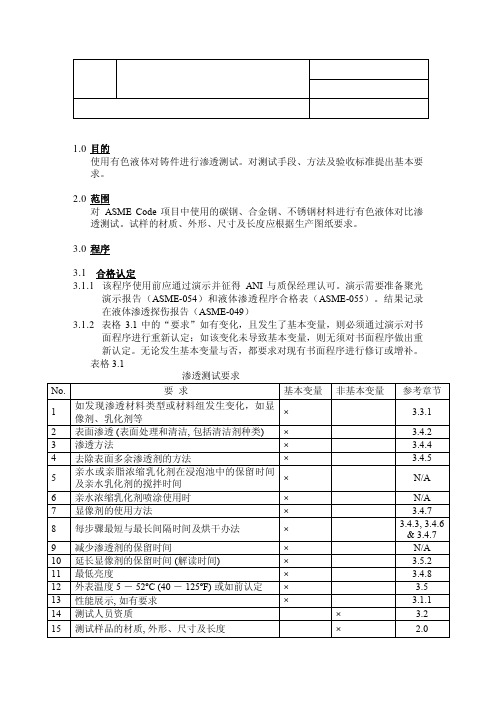
1.0目的使用有色液体对铸件进行渗透测试。
对测试手段、方法及验收标准提出基本要求。
2.0范围对ASME Code项目中使用的碳钢、合金钢、不锈钢材料进行有色液体对比渗透测试。
试样的材质、外形、尺寸及长度应根据生产图纸要求。
3.0程序3.1合格认定3.1.1该程序使用前应通过演示并征得ANI与质保经理认可。
演示需要准备聚光演示报告(ASME-054)和液体渗透程序合格表(ASME-055)。
结果记录在液体渗透探伤报告(ASME-049)3.1.2表格3.1中的“要求”如有变化,且发生了基本变量,则必须通过演示对书面程序进行重新认定;如该变化未导致基本变量,则无须对书面程序做出重新认定。
无论发生基本变量与否,都要求对现有书面程序进行修订或增补。
表格3.1渗透测试要求No. 要求基本变量非基本变量参考章节1 如发现渗透材料类型或材料组发生变化,如显像剂、乳化剂等× 3.3.12 表面渗透 (表面处理和清洁, 包括清洁剂种类) × 3.4.23 渗透方法× 3.4.44 去除表面多余渗透剂的方法× 3.4.55 亲水或亲脂浓缩乳化剂在浸泡池中的保留时间及亲水乳化剂的搅拌时间× N/A6 亲水浓缩乳化剂喷涂使用时× N/A7 显像剂的使用方法× 3.4.78 每步骤最短与最长间隔时间及烘干办法× 3.4.3, 3.4.6 & 3.4.79 减少渗透剂的保留时间× N/A10 延长显像剂的保留时间 (解读时间) × 3.5.211 最低亮度× 3.4.812 外表温度 5 - 52ºC (40 - 125ºF) 或如前认定× 3.513 性能展示, 如有要求× 3.1.114 测试人员资质× 3.215 测试样品的材质, 外形、尺寸及长度× 2.016测试后期清洁方法× 3.4.93.2 人员3.2.1 测试人员应符合“NDE 人员资质与认证(NQP-20-02)”及SNT-TC-1A(1992 Edition) 和 ASME Section III Div. 1 NX-5520.3.3 基本要求 3.3.1 方法采用色泽对比渗透方法,使用可去除性溶剂。
渗透作业指导书
1目的为了使探伤人员在进行渗透探伤过程中有明确的步骤、程序,保证探伤检测结果的一致性和可靠性,并为进一步使渗透检验人员明确在现场进行渗透检验的步骤与程序,特制定本作业指导书。
2使用范围本工艺适用于检查黑色金属、有色金属的铸件、焊接件和锻件以及陶瓷、塑料和玻璃等制品(不包括粉末冶金零件或其它多孔材料)的各种表面缺陷,例如裂纹、折叠、气孔、疏松和冷隔等。
3引用标准3.1ASME标准第V卷第6部分(PT)3.2ASME标准第而卷附录8(PT)3.3JB4730—94《压力容器无损检测》3.4GJB2367—95《渗透检验方法》3.5GB150—1998《钢制压力容器》3.6GB9443—88《铸钢件渗透探伤及缺陷显示迹痕的评级方法》3.7GB/T12604.3—90《无损检测名词术语》4检测人员4.1凡从事渗透探伤的人员,均须经严格的技术培训并取得上级主管部门的资格证书。
4.2渗透探伤人员按技术等级分为初、中、高级,取得不同等级渗透探伤资格的无损检测人员只能从事相应等级的探伤工作,并负相应的技术责任。
4.3凡从事渗透探伤的人员,除具有良好的身体素质外,视力必须满足下列要求:4.3.1校正视力不得低于1.0。
4.3.2从事渗透探伤人员不得有色盲、色弱。
5渗透检测操作的步骤基本步骤为:预清洗f施加渗透液f清洗多余的渗透液f施加显像剂f观察及评定显示痕迹。
6渗透检测剂6.1渗透检测剂一般包括渗透剂、乳化剂、清洗剂和显像剂。
6.2渗透剂的质量控制应满足下列要求:a.渗透剂应装在密封容器中,放在低温暗处保存。
各种渗透剂的相应密度应根据制造厂说明书的规定采用相对密度计进行校验,应保持相应密度不变。
b.渗透剂的浓度应根据制造厂说明书规定进行校验,校验方法是将10ml待校验的渗透剂和基准渗透剂分别注入到盛有90ml无色煤油或其它惰性溶剂的量筒中,搅拌均匀。
然后将两种试剂分别放在比色计纳式试管中进行颜色浓度的比较。
如果被校验的渗透剂与基准渗透剂的颜色浓度差超过2.0%,就应作为不合格。
ASME液体渗透测试程序.

Liquid Penetrant Testing Procedure 液体渗透检验程序Prepared by Date _____________编制:日期:Approved by _________________ Date ____________批准:日期:Accepted by _________________ Date ____________认可:日期:Demonstration CertificateI hereby certify that this procedure has been demonstrated to the satisfaction of the Authorized Inspector according to the requirements of ASME Code Section V, T-150.据此,本人保证本程序已经根据ASME规范第V卷,T-150的要求,向AI 提交并获得其批准。
NDT level III:________________AI: _________________________1.0 Scope范围1.1 This procedure describes liquid penetrant examination methods for welds and evaluation of the examination results of the pressure vessels constructed to the ASME Code Section Ⅰ,B31.1and VIII Div.1.本程序规定了按照ASME规范第Ⅰ卷,B31.1和第Ⅷ卷第1分册建造的锅炉/压力容器上焊缝的液体渗透检验方法和检验结果评估。
1.2 This procedure is developed in compliance with the Article 6 - Liquid Penetrant Examination of ASME Code Section V. This procedure also meets the requirements of ASME Code Section VIII, Div. 1, latest Edition.本程序的建立是根据ASME规范第V卷第6篇——液体渗透检验。
国内外标准对着色渗透检测灵敏度验证的要求对比

渗透检测作为五大常规无损检测方法之一,广泛应用于承压类特种设备和民用核安全设备领域。
在诸多渗透检测技术中又以手工操作喷罐装溶剂去除型着色渗透+溶剂悬浮显像技术的应用最为广泛。
下文以这种最常用的渗透检测方法为例,探讨渗透检测技术在实际应用中的灵敏度相关问题;对比美国、欧洲和中国在承压类特种设备和民用核安全设备领域常用的渗透检测标准对灵敏度要求的差异,梳理和分析其优缺点,并提出建议,供渗透检测人员参考。
01渗透检测标准的使用情况1美国标准美国在承压类特种设备和民用核安全设备领域应用最为广泛的渗透检测标准是ASME(美国机械工程师协会)系列标准和ASTM E165 Standard practice for liquid penetrant examination for general industry(通用工业渗透检测的标准操作方法)系列标准。
ASME(以下以2021版为例)标准只规定了一种渗透检测对比试块,其结构与我国标准JB/T 6064-2015 《无损检测渗透试块通用规范》中的A型铝合金对比试块大致相同,如图1所示。
在ASME标准的规定中,该试块主要用于非标准温度下渗透检测方法的鉴定。
无论是美国标准、欧洲标准还是中国标准,渗透检测技术的鉴定方法和要求基本相同。
图1 A型铝合金对比试块结构示意ASME标准没有直接对渗透检测剂的相关灵敏度做出要求,但是标准ASTM E165-2018指出,无论是哪个制造商生产的渗透检测剂,只要是列在标准QPL-AMS-2644-2020 Qualified products of inspection materials, penetrant(合格产品目录检验材料渗透检测)中的均可使用(不能混搭使用)。
标准ASTM E165-2018的引用标准ASTM E1220-2016 Standard practice for visible penetrant testing using solvent-removable process(溶剂去除着色渗透检验标准操作方法)明确规定,除经合同或Ⅲ级人员批准外,应使用满足标准AMS-2644-2020 Inspection material, penetrant(检验材料,渗透材料)要求的渗透检测剂,该标准对着色渗透检测剂没有灵敏度等级划分,只有列入清单(合格)与未列入清单(不合格)之分,其规定应使用如图1所示的铝合金对比试块对着色渗透检测剂的灵敏度进行测试。
PT渗透检测ASME
8.检验程序:①预清洗:被检区域以及邻近至25mm(1in)的区域应进行清洗.②干燥:至少5分钟,不能超过10min.③施加渗透剂:(铸件、焊缝5min,锻造材料-挤压、锻造、板10min—保持润湿状态下)。
④去除多余渗透剂:(无纤维碎屑布、吸水纸)⑤干燥:(5~20min,干燥时间超过30in会使检验灵敏度受到损害)⑥显影:(至少10min) 摇匀、均匀喷洒、厚度适中.⑦干燥⑧检验:干燥后马上进行解释,显影至少10min,10~60min做出最终判断.⑨清洗:如要求检后清洗,以避免显影剂在零件上冷凝,检验结束后应马上清洗.9.显示评定(ASME Ⅷ Div.1 Appendix 8 P332):①评定:只有主尺寸大于1/16in(1.5mm)的显示才可认为是相关的。
a):线形显示是指长度大于宽度3倍的显示。
b):圆形显示是指长度等于或小于宽度3倍的圆形或椭圆形显示。
c):任何有问题或可疑的显示应重新检测,以确定它是否是相关的.②验收标准:所有被检表面不应有:A):相关线性显示。
B):大于3/16in(5mm)的相关圆形显示。
C):在同一直线上有4个或更多个等于或小于1/16in(1.5mm)(边缘至边缘)的相关圆形显示。
二.DNV(NO.07~4):(1)范围(P18):渗透检测主要用于金属材料表面开口的缺欠检测,但也可用于非金属材料,如陶瓷.(2)人员资格鉴定:按照EN473,ISO9712或其它等同的公认标准和认证系统(PCN和NORDTEST)进行PT II 级或III级的资格鉴定和认证.也可考虑其它公认国家认证系统.(3)设备:渗透剂、清洗剂、显像剂应当为同一厂家制造,并彼此相容.(4)在奥氏体不锈钢、钛、镍基或其它高温合金时,应当考虑有必要对杂质进行限制,如硫、卤素和碱金属.这些杂质会导致脆化或腐蚀.特别在升高温度下。
(5)表面准备处理和预清洗:应当去除污染物,如氧化皮、铁锈、油脂或涂层.(6)干燥:彻底干燥,这样在缺陷/不连续中不会留有水或溶剂(ASME:至少5min).(7)温度:表面温度10℃~52℃,特殊情况下可降低至5℃.当温度低于10℃或高于52℃,通过公认标准认可的渗透剂产品系列和检测程序.(ASME:5℃~10℃渗透时间×2,温度大于52℃小于5℃时用AB淬火裂纹铝制试块鉴定).(8)渗透时间:至少15min.(9)干燥(去除多余渗透剂后):干燥过程中表面温度不超过45℃. (ASME5~20min).(10)显像剂施加:喷涂距离至少300mm,形成均匀涂层.(10)显像剂施加:显像时间至少和渗透时间一样长(15min),也可允许更长时间.(ASME10min,10~60min做出最终判断).(12)观察:光照度:着色检验表面光照度不得低500lx.(ASME1000lx).荧光黑光1000μW/cm2,暗室可见光照度最大20lx,人员进入暗室5min适应。
基于美国ASME标准的渗透检测规程

基于美国ASME标准的渗透检测规程编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(基于美国ASME标准的渗透检测规程)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为基于美国ASME标准的渗透检测规程的全部内容。
CONTENTS1。
Scope2。
Qualification of NDE Personnel3。
Procedure4。
Materials5。
Surface Preparation6。
Examination7.Interpretation8.Reexamination for Repaired Area and Nonconformity Control9.Post Cleaning10。
ReportLIQUID PENETRANT EXAMINATION INSTRUCTIONLIQUID PENETRANT EXAMINATION REPORT.1.Scope1。
1 This procedure is applied to a color contrast solvent removable penetrant examination technique between the temperature range of 60℉to 125℉(16℃ to 52℃).1.2 This procedure is applied to welds and nonporous materials of ASME Code pressure vessels fabricated according to ASME Code Section Ⅷ Division 1更多资料:无损检测招聘网http://ndtcn。
渗透探伤方法标准
渗透探伤方法标准
渗透探伤是一种常用于检测材料表面或近表面裂纹、孔洞、气孔等缺陷的无损检测方法。
常见的渗透探伤方法标准包括以下几种:
1.ASME Boiler and Pressure Vessel Code(ASME BPVC)Section V:这是美国机械工程师学会(ASME)发布的关于无损检测的标准,其中包括了液体渗透探伤的要求和规定。
2.ASTM E1417:这是美国材料与试验协会(ASTM)发布的标准,涉及液体渗透检测方法的要求,包括液体渗透探伤的设备、试剂、程序等内容。
3.ISO3452-1:这是国际标准化组织(ISO)发布的标准,涉及渗透检测的一般要求,包括设备、试剂、检测程序等方面。
4.EN ISO23277:这是欧洲标准化委员会(CEN)发布的标准,涉及渗透检测的要求和程序,特别适用于钢铁制品和铸件。
-STD-6866:这是美国国防部发布的标准,涉及渗透检测的要求和程序,适用于军用航空航天领域。
6.GB/T9444:这是中国国家标准,涉及渗透检测的要求和规定,适用于工业制品和材料的检测。
以上标准主要涉及液体渗透探伤方法,而渗透探伤还有其他形式,例如气体渗透探伤和磁粉渗透探伤等,对应的标准也有所不同。
选择合适的标准需要根据具体的应用领域和要求进行判断,以确保渗透探伤的准确性和可靠性。
ASME 渗透规程

CONTENTS1.Scope2. Qualificatio n of NDE Personnel3.Procedure4.Materials5. Surface Preparatio n6. Examinatio n7.Interpretation8.Reexamination for Repaired Area and Nonconformity Contro l9.Post C leaning10. ReportLIQUID PENETRANT EXAMINATION INSTRUCTION LIQUID PENETRANT EXAMINATION REPORT.1.Scope1.1 This procedure is applied to a color co ntrast so lvent remo vab le penetrant examinatio n techniq ue between the temperature range of 60℉to 125℉(16℃to 52℃).1.2 This procedure is app lied to welds and nonporous materials of ASME Code pressure vessels fabricated accord ing to ASME Code Sectio n ⅧDivision 12. Qualification of NDE PersonnelPersonnel performing liq uid penetrant examinat ion shall be q ualified and certified in accordance with the requirements o f HT’s Written Practice for NDE Personnel Training, Examination, Qualification and Certification based on the requirements of “SNT-TC-1A(Current Code accepted editio n).3.ProcedureThe procedure shall be supp lemented b y the LIQUID P ENETRANT EXAMINATION INSTRUCTION which shall be issued to every product to be examined and in which more detail parameters are specified. The Instruction shall be prepared by level Ⅱ, approved by level ⅢNDE examiner,4. M aterials4.1 A gro up of penetrant materials shall include preplanning agent, penetrant, cleaning agent or remo ver, developer, It shall be selected fro m Tab le 1 (solvent remo vab le type). Intermixing o f penetrant materials fro m d ifferent families and different manufacturers is not permitted.4.2 When examinatio n nickel allo ys, austenitic stainless steels and titanium, all liq uid penetrant materials certificatio ns shall be obtained. The certificatio n shall include the penetrant manufacturer’s batch number, the test results and manufacture date. These records shall be kept in file in the NDE Roo m.4.3 When examining nickel base allo ys, all materials shall be analyzed ind ividually for sulfur co ntent. When examining auste nitic stainless steel or titanium, all materials shall be analyzed ind ividually for chlorine and fluorine content. The acceptance standard (for sulfur, chlorine and fluorine content) shall be in accordance with req uirements o f Article 6 Paragraph T-641 of ASME Code Section V.4.4 All penetrant materials, which have been contaminated, deteriorated and ineffective shall not be used.4.5 The cotton cloth, which shall be a clean and lint-free material, shall be used for excess penetrant remo val.4.6 When natural light is not eno ugh for examinatio n, adequate illuminatio n is required to ensure adequate sensitivity during the examinatio n and evaluation of ind icatio ns.4.7 If the penetrates are applied by brushing, the clean so ft brush shall be used.5. Surface Preparatio n5.1 Prior to each liq uid penetrant examination, the surface to be examined and all adjacent areas within at least 1in.shall berry and free of all d irt, grease, lint, scale, weld ing flux, weld spatter, paint, o il, and other extraneo us matter that could obscure surface openings or otherwise interfere with the examinatio n.5.2 In general, satisfactory results may be obtained when the surface of the part is in the as-welded, as-rolled, as-cast, or as-forged cond itio n. Surface preparatio n by grind ing, machining, or other methods may be necessary where surface irregularities co uld mask ind ications o f unacceptable d iscontinuities. Sand blasting is prohib ited as it may decrease the effectiveness o f the penetrant examinatio n.6.ExaminationLevel ⅡNDE examiner shall perform liq uid penetrant examinatio n in accordance with fo llowing process and the requirements of the Instructio n, and record examinatio n data on the LIQUID PENETRANT EXAMINATION REPORT. If the area to be examined is too large, the examinatio n can be performed in increment, the part temperature shall remains in the range of 60℉to125℉(16℃to 52 ℃) during the examination.6.1 Prep lanningPrep lanning agents as defined in Tab le 1 shall be used for Remo ving extraneous matter that obstruct penetrant, such as d irt and dust etc. before penetrant app licatio n.6.2 Drying after PreplanningDrying of the surface to be examined shall be acco mp lished by normal evaporatio n. A period of time for normal evaporation shall not be less than 1min, so that the cleaning so lutio n has evaporated prior to app licatio n o f the penetrant (see Tab le 2).6.3 Penetrant Application6.3.1 The penetrant may be applied by spraying or brushing.6.3.2 The penetrant time shall meet the req uirement o f Table 2.6.4 Excess Penetrant Remo val6.4.1 After the specified penetrant time has elapsed, any excess penetrant remaining on the surface of the part shall be removed with dry cotton cloth, repeating the operation until most traces of penetrant have been removed.6.4.2 The remaining penetrant traces shall be remo ved by lightly wip ing the surface with cotton cloth mo istened in so lvent. To minimize removal o f penetrant fro m disco ntinuities, care shall be taken to avo id the use of excess solvent. Flushing the surface with so lvent, fo llo wing the applicatio n o f the penetrant and prior to develop ing, is prohib ited.6.5 Drying after Excess Penetrant Remo valAfter excess penetrant remo val, the surface may be dried by normal evaporatio n. Before applicatio n of developer, the drying Time shall not be less than 1 min. nor more than 30 min. (see Table 2).6.6 Develop ing6.6.1Prior to app lying developer, the developer must be thoro ughly agitatedto ensure adequate d ispersion o f suspended particles.6.6.2 The developer shall be applied as soon as possib le after examinatio n surfacehas been dried. The time interval shall not exceed 30 min. If it is expected to exceed, the examinatio n shall be performed in increments as. described in Para.6.6.6.3 The developer shall be applied by spraying to form a thin coating over the entire surface being examined.6.6.4 The develop ing time begins immed iately as soon as the wet developer coating is dry, and shall co nform to the req uirements of Tab le 2.7. InterpretationLevelⅡo rⅢNDE examiner shall observe and evaluate ind ications in accordance with the acceptance standards o f ASME Code, and record evaluated result on the LIQUID PENETRANT EXAMINATION REROPT. Close observation of the formatio n o f ind icatio ns during app lication o f the developer shall be acco mp lished to characterize and determine the extent o f the ind icatio ns.7.1 The illuminatio n during observatio n and evaluation shall satisfy requirement of paragrap h 4.6.7.2 F inal interpretatio n shall be made after allo wing the penetrant to bleed-out within 7 min to 30 min.7.3 For those ind icatio ns that are d ifficult to evaluate, recleaning and reexaminatio n shall be performed according to lerant paragrap h, broad areas of pigmentatio n are unacceptable, and such areas shall be cleaned and reexamined. 7.4 Only ind ication with major dimensio ns greater than 1.6mm shall be considered relevant7.5 A rounded ind ication is one o f circular or elliptical shape with the length equal to or less than three times the wid th7.6 A linear ind icatio n is one having a length greater than three times the wid th 7.7 Acceptance StandardsAll surfaces to be examined shall be free of:(a) Relevant linear ind icatio n;(b) Relevant ro unded ind ication greater than 3/16in.;(c) fo ur or more relevant rounded ind icatio n in a line separated by 1/16in orless (edge-to edge)8. Reexamination fo r Repaired Area and Nonconformity Control8.1Reexaminatio n for Repaired AreaThe reexamination for repaired area shall be the same as original and a record of repaired area shall be noted as well as the results o f the reexaminatio n for repaired area.8.2 Nonconformity Contro lAny nonco nformity o f examined item shall be reported to Level ⅢNDE examiner and hand led according to Section 6 of QC Manual.9. Post CleaningAfter co mp letio n o f evaluatio n, post cleaning o f the surface app lied with penetrant and developer shall be performed immed iately, Developer shall be remo ved by wipp ing with cotton cloth mo istened In so lvent (cleaning agents) with an assist of wire brushing.10. Repo rt10.1 Thy report shall be satisfactory to the requirements of ASME Code for the report of NDE.10.2.The report shall be prepared by the Level ⅡNDE examiner Who engagedin the liq uid penetrant examinatio n operation and interpretation, reviewed b y the level ⅡorⅢNDE examiner and approved by the NDE Department Manager or his designated NDE Level Ⅲ Examiner prior to submission to the AI. 10.3.The report shall be kept in file in the NDE Room for at least 5 years.。
ASME无损检测计划书
ASME无损检测计划书1. 引言ASME(American Society of Mechanical Engineers)是美国机械工程师协会,是全球最大的专业机械工程师协会之一。
ASME无损检测计划书是根据ASME标准制定的无损检测方案,旨在确保工程项目的质量和安全性。
本文档将介绍ASME无损检测计划的内容和要求。
2. 背景无损检测是将各种无损检测方法应用于材料、构件或装配体上的检测过程。
ASME无损检测计划书是基于ASME标准制定的,旨在对工程项目中的材料和构件进行无损检测,以发现可能存在的缺陷或损伤。
3. 目的ASME无损检测计划书的目的是确保工程项目的质量和安全性。
通过无损检测,可以及时发现材料和构件中的缺陷,并采取相应的修复或替换措施,以确保工程项目的正常运行。
4. 无损检测方法ASME无损检测计划书包括以下几种常用的无损检测方法:4.1 超声波检测超声波检测是一种利用超声波在材料中传播和反射的原理来检测材料内部缺陷的方法。
通过测量超声波的传播时间、强度和反射信号等参数,可以确定材料中的缺陷位置、大小和性质。
4.2 射线检测射线检测是一种利用射线(如X射线或γ射线)通过材料并被接收器捕捉的原理来检测材料内部缺陷的方法。
通过测量射线的吸收和散射等参数,可以确定材料中的缺陷位置、大小和性质。
4.3 磁粉检测磁粉检测是一种利用磁场和磁粉在材料表面和缺陷周围产生的磁力线分布的原理来检测材料表面和近表面缺陷的方法。
通过观察磁粉在材料表面的聚集和分布情况,可以确定材料表面和近表面的缺陷。
4.4 渗透检测渗透检测是一种利用液体渗透到材料表面和表面缺陷中的原理来检测材料表面和近表面缺陷的方法。
通过观察液体在材料表面和缺陷中的吸收情况,可以确定材料表面和近表面的缺陷。
5. 检测计划ASME无损检测计划书包括以下几个方面的内容:5.1 检测目标明确工程项目中需要检测的材料和构件,并确定检测的要求和标准。
ASME规范产品金属材料和焊件着色液体渗透检验

ASME规范产品金属材料和焊件着色液体渗透检验1.概述1.1 本规程适用于ASME规范产品金属材料和焊件着色液体渗透检验。
1.2 本规程仅适用于探测材料或焊件表面开口类缺陷。
1.3 本规程在执行之前,须演示至AI满意。
2.人员2.1 从事液体渗透检验的人员必须是根据南京定色钛业有限公司<<NDE人员培训、考试、资格认证实施细则>>(资料号:QCD-011)进行考试和资格任命的合格人员。
3. 渗透材料3.1 渗透材料包括检验过程中使用的所有渗透剂、溶剂或清洗剂、显像剂等。
3.2 液体渗透探伤材料,必须是指定的和推荐的,见表3.2。
检验使用的材料必须是同一类型的。
不允许用不同类型的或不同制造厂的渗透材料混合使用表3.23.3 当检验奥氏体不锈钢或钛材时,必须根据ASME规范第Ⅴ卷T-641(b)中的程序,对所有材料分别分析氯和氟的含量。
残留氯和氟总含量不得超过残留物重量的1%,必须有制造厂相应的合格证。
3.4 当检查镍基合金时,必须按照ASME规范第Ⅴ卷T-641(a)中的程序,对所有材料分别分析硫含量。
硫含量不得超过残留物重量的1%。
必须有制造厂相应的合格证。
4. 检验程序4.1 检验程序流程图见图4.1图4.14.2 表面制备所有渗透检验前,被检工件表面及其附近至少为1英寸(25.4mm)的区域内都应干燥清洗干净,不得有任何脏物、纤维屑、氧化皮、焊剂、油和其它外来物。
必要时,应对表面进行打磨或机加工。
4.3 预清洗4.3.1 在施加渗透剂之前,被检区域及其附近至少为1英寸(25.4mm)的区域内均需用清洁剂进行清洗。
4.3.2 清洗后,通过适当的方法(自然挥发或人工通风),对被检表面进行干燥;最少干燥的时间以保证在施加渗透剂之前清洁剂已完全挥发为界。
4.4 施加渗透剂4.4.1 可以用浸渍、涂刷或喷涂等任一合适的方法,在被检工件NJBST Co.,Ltd. QCD-015 Rev.:0 Page:5 of 8 Title: PROCEDURE FOR LIQUID PENETRANT EXAMINATIONof workpieces to be examined by any suitable means such as dipping, brushingor spraying.4.4.2 The temperature of the penetrant and the surface to be examined shall not be below 500F(100C) nor above 1250F(520C) throughout the examination period. When it is not practical to conduct a liquid penetrant examination within above temperature range, the examination procedure at the proposed lower or higher temperature range shall be qualified using a quench cracked aluminum block according to ASME Code Section V, T-653.4.4.3 Penetration time is critical. The minimum dwell time is shown in Table 4.4.3. For suitable temperature, the area being examined shall remain wettedby the penetrant for the dwell time.Table 4.4.3 Recommended minimum dwell times4.5 Excess Penetrant RemovalExcess solvent removable penetrant shall be removed by wiping with a cloth or absorbent paper. The remaining traces shall be removed by lightly wiping the surface with a cloth or absorbent paper moistened with solvent. To avoid over removing, flushing the surface with solvent shall be prohibited.4.6 Developer Application4.6.1 The developer shall be applied as soon as possible after excess penetrant removal and drying surface. The surface may be dried by normal evaporation before the developer is applied. The drying time shall be within5 to 20 min.4.6.2 The developer shall be applied by spraying. A uniform thin coatingshall be provided and the coating thickness shall be suitable.4.6.3 Prior to applying wet developer to the surface, the developer must bethoroughly agitated.4.6.4 Dipping or flooding the part with non-aqueous developer is prohibited, since it will dissolve the penetrant in the discontinuities through itssolvent action.4.7 Interpretation4.7.1 Developing time for final interpretation begins 表面施加渗透剂。
ASME液体渗透测试程序

Liquid Penetrant Testing Procedure 液体渗透检验程序Prepared by Date _____________编制:日期:Approved by _________________ Date ____________批准:日期:Accepted by _________________ Date ____________认可:日期:Demonstration CertificateI hereby certify that this procedure has been demonstrated to the satisfaction of the Authorized Inspector according to the requirements of ASME Code Section V, T-150.据此,本人保证本程序已经根据ASME规范第V卷,T-150的要求,向AI 提交并获得其批准。
NDT level III:________________AI: _________________________1.0 Scope范围1.1 This procedure describes liquid penetrant examination methods for welds and evaluation of the examination results of the pressure vessels constructed to the ASME Code Section Ⅰ,B31.1and VIII Div.1.本程序规定了按照ASME规范第Ⅰ卷,B31.1和第Ⅷ卷第1分册建造的锅炉/压力容器上焊缝的液体渗透检验方法和检验结果评估。
1.2 This procedure is developed in compliance with the Article 6 - Liquid Penetrant Examination of ASME Code Section V. This procedure also meets the requirements of ASME Code Section VIII, Div. 1, latest Edition.本程序的建立是根据ASME规范第V卷第6篇——液体渗透检验。
NDT-PT渗透检测ASME与JBT4730区别
(ASME:5℃~10℃ 渗透时间×2,温度大于 52℃小于 5℃时用 AB 淬火裂纹铝制试块鉴定).
(8)渗透时间:至少 15min. (9)干燥(去除多余渗透剂后):干燥过程中表面温度不超过 45℃. (ASME5~20min). (10)显像剂施加:喷涂距离至少 300mm,形成均匀涂层. (10)显像剂施加:显像时间至少和渗透时间一样长(15min),也可允许更长时间.
13.质量分级(P185): ①不允许存在任何裂纹和白点坚固件和轴类零件不允许任何横向缺陷显示.
②焊接接头各坡口质量分级见表:
2011.01.18 4
ASME、DNV 与 JB/T4730 标准比较之三 (PT)
1.焊接接头和坡口的质量分级
5 Page 5 of
等级
线性缺陷
圆形缺陷(评定框尺寸 35mm×100mm)
5 Page 2 of
8.检验程序: ①预清洗:被检区域以及邻近至 25mm(1in)的区域应进行清洗.
②干燥:至少 5 分钟,不能超过 10min.
③施加渗透剂:(铸件、焊缝 5min,锻造材料-挤压、锻造、板 10min—保持润湿状态下)。 ④去除多余渗透剂:(无纤维碎屑布、吸水纸)
⑤干燥:(5~20min,干燥时间超过 30in 会使检验灵敏度受到损害)
2.人员资格鉴定(P380): 当供需双方一致同意时,所有检查人员按书面规程进行资格鉴定和认证,规程文件可依
据推荐实施方法 SNT-TC-1A 编写。 检测人员的视力(若有必要可校正)应能在不小于 12in(300mm)距离处读 Jaeger 型 2 号标 准视力表,并能辨别和区分所用各种颜色之间的差异。这些要求应每年检查一次。
浅谈ASME渗透检测规程的演示
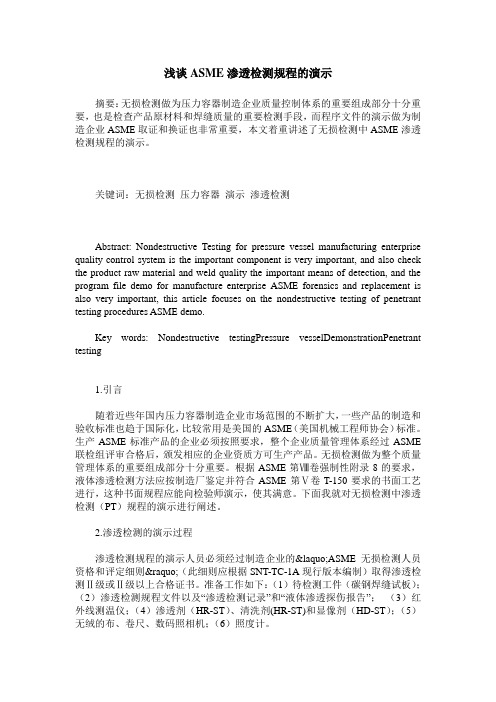
浅谈ASME渗透检测规程的演示摘要:无损检测做为压力容器制造企业质量控制体系的重要组成部分十分重要,也是检查产品原材料和焊缝质量的重要检测手段,而程序文件的演示做为制造企业ASME取证和换证也非常重要,本文着重讲述了无损检测中ASME渗透检测规程的演示。
关键词:无损检测压力容器演示渗透检测Abstract: Nondestructive Testing for pressure vessel manufacturing enterprise quality control system is the important component is very important, and also check the product raw material and weld quality the important means of detection, and the program file demo for manufacture enterprise ASME forensics and replacement is also very important, this article focuses on the nondestructive testing of penetrant testing procedures ASME demo.Key words: Nondestructive testingPressure vesselDemonstrationPenetrant testing1.引言随着近些年国内压力容器制造企业市场范围的不断扩大,一些产品的制造和验收标准也趋于国际化,比较常用是美国的ASME(美国机械工程师协会)标准。
生产ASME标准产品的企业必须按照要求,整个企业质量管理体系经过ASME 联检组评审合格后,颁发相应的企业资质方可生产产品。
无损检测做为整个质量管理体系的重要组成部分十分重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Revision: 0Page: 1 of 6CONTENTS1.Scope2. Qualification of NDE Personnel3.Procedure4.Materials5. Surface Preparation6. Examination7.Interpretation8.Reexamination for Repaired Area and Nonconformity Control9.Post Cleaning10. ReportLIQUID PENETRANT EXAMINATION INSTRUCTIONLIQUID PENETRANT EXAMINATION REPORT.Revision: 0Page: 2 of 61.Scope1.1 This procedure is applied to a color contrast solvent removable penetrant examination technique between the temperature range of 60℉to 125℉(16℃to 52℃).1.2 This procedure is applied to welds and nonporous materials of ASME Code pressure vessels fabricated according to ASME Code Section ⅧDivision 1更多资料:无损检测招聘网中国无损检测论坛中国焊接论坛2. Qualification of NDE PersonnelPersonnel performing liquid penetrant examination shall be qualified and certified in accordance with the requirements of HT’s Written Practice for NDE Personnel Training, Examination, Qualification and Certification based on the require ments of “SNT-TC-1A(Current Code accepted edition).3.ProcedureThe procedure shall be supplemented by the LIQUID PENETRANT EXAMINATION INSTRUCTION which shall be issued to every product to be examined and in which more detail parameters are specified. The Instruction shall be prepared by level Ⅱ, approved by level ⅢNDE examiner,4. Materials4.1 A group of penetrant materials shall include preplanning agent, penetrant, cleaning agent or remover, developer, It shall be selected from Table 1 (solvent removable type). Intermixing of penetrant materials from different families and different manufacturers is not permitted.4.2 When examination nickel alloys, austenitic stainless steels and titanium, all liquid penetrant materials certifications shall be obtained. The certification shall include the penetrant manufacturer’s batch number, the test results and manufacture date. These records shall be kept in file in the NDE Room.4.3 When examining nickel base alloys, all materials shall be analyzed individually for sulfur content. When examining austenitic stainless steel or titanium, all materials shall be analyzed individually for chlorine and fluorine content. The acceptance standard (for sulfur, chlorine and fluorine content) shall be in accordance with requirements of Article 6 Paragraph T-641 of ASME Code Section V.4.4 All penetrant materials, which have been contaminated, deteriorated and ineffective shall not be used.Revision: 0Page: 3 of 64.5 The cotton cloth, which shall be a clean and lint-free material, shall be used for excess penetrant removal.4.6 When natural light is not enough for examination, adequate illumination is required to ensure adequate sensitivity during the examination and evaluation of indications.Table 1ManufacturerType of Penetrant Materials PreplanningAgentsPenetrates SolventRemoverDevelopers(Nonaqueous)ShanghaiRes.Insti.OfMaterialsTonglu NDTMater.PlantDPT-3-1 DPT-3-2 DPT-3-1 DPT-3-3ShanghaiFengxianNo.2 ToolWorksHD--BX HD--RS HD—BX HD—EV4.7 If the penetrates are applied by brushing, the clean soft brush shall be used.5. Surface Preparation5.1 Prior to each liquid penetrant examination, the surface to be examined and all adjacent areas within at least 1in.shall berry and free of all dirt, grease, lint, scale, welding flux, weld spatter, paint, oil, and other extraneous matter that could obscure surface openings or otherwise interfere with the examination.5.2 In general, satisfactory results may be obtained when the surface of the part is in the as-welded, as-rolled, as-cast, or as-forged condition. Surface preparation by grinding, machining, or other methods may be necessary where surface irregularities could mask indications of unacceptable discontinuities. Sand blasting is prohibited as it may decrease the effectiveness of the penetrant examination.6.ExaminationLevel ⅡNDE examiner shall perform liquid penetrant examination in accordance with following process and the requirements of the Instruction, andRevision: 0Page: 4 of 6record examination data on the LIQUID PENETRANT EXAMINATION REPORT. If the area to be examined is too large, the examination can be performed in increment, the part temperature shall remains in the range of 60℉to 125℉(16℃to 52 ℃) during the examination.6.1 PreplanningPreplanning agents as defined in Table 1 shall be used for Removing extraneous matter that obstruct penetrant, such as dirt and dust etc. before penetrant application.6.2 Drying after PreplanningDrying of the surface to be examined shall be accomplished by normal evaporation. A period of time for normal evaporation shall not be less than 1min, so that the cleaning solution has evaporated prior to application of the penetrant (see Table 2).6.3 Penetrant Application6.3.1 The penetrant may be applied by spraying or brushing.6.3.2 The penetrant time shall meet the requirement of Table 2.Table 2Penetrant Time (min.) 60℉-125℉Drying Time(min.)Developing Time(min.)Min.20 Max.60 Min.1Max.30Min.7Max.306.4 Excess Penetrant Removal6.4.1 After the specified penetrant time has elapsed, any excess penetrant remaining on the surface of the part shall be removed with dry cotton cloth, repeating the operation until most traces of penetrant have been removed.6.4.2 The remaining penetrant traces shall be removed by lightly wiping the surface with cotton cloth moistened in solvent. To minimize removal of penetrant from discontinuities, care shall be taken to avoid the use of excess solvent. Flushing the surface with solvent, following the application of the penetrant and prior to developing, is prohibited.6.5 Drying after Excess Penetrant RemovalAfter excess penetrant removal, the surface may be dried by normal evaporation. Before application of developer, the drying Time shall not be less than 1 min. nor more than 30 min. (see Table 2).6.6 DevelopingRevision: 0Page: 5 of 66.6.1Prior to applying developer, the developer must be thoroughly agitatedto ensure adequate dispersion of suspended particles.6.6.2 The developer shall be applied as soon as possible after examination surface has been dried. The time interval shall not exceed 30 min. If it is expected to exceed, the examination shall be performed in increments as. described in Para.6.6.6.3 The developer shall be applied by spraying to form a thin coating over the entire surface being examined.6.6.4 The developing time begins immediately as soon as the wet developer coating is dry, and shall conform to the requirements of Table 2.7. InterpretationLevelⅡorⅢNDE examiner shall observe and evaluate indications in accordance with the acceptance standards of ASME Code, and record evaluated result on the LIQUID PENETRANT EXAMINATION REROPT. Close observation of the formation of indications during application of the developer shall be accomplished to characterize and determine the extent of the indications.7.1 The illumination during observation and evaluation shall satisfy requirement of paragraph 4.6.7.2 Final interpretation shall be made after allowing the penetrant to bleed-out within 7 min to 30 min.7.3 For those indications that are difficult to evaluate, recleaning and reexamination shall be performed according tolerant paragraph, broad areas of pigmentation are unacceptable, and such areas shall be cleaned and reexamined. 7.4 Only indication with major dimensions greater than 1.6mm shall be considered relevant7.5 A rounded indication is one of circular or elliptical shape with the length equal to or less than three times the width7.6 A linear indication is one having a length greater than three times the width 7.7 Acceptance StandardsAll surfaces to be examined shall be free of:(a) Relevant linear indication;(b) Relevant rounded indication greater than 3/16in.;(c) four or more relevant rounded indication in a line separated by 1/16in orless (edge-to edge)8. Reexamination for Repaired Area and Nonconformity Control8.1Reexamination for Repaired AreaRevision: 0Page: 6 of 6 The reexamination for repaired area shall be the same as original and a re cord of repaired area shall be noted as well as the results of the reexamination for repaired area.8.2 Nonconformity ControlAny nonconformity of examined item shall be reported to Level ⅢNDE examiner and handled according to Section 6 of QC Manual.9. Post CleaningAfter completion of evaluation, post cleaning of the surface applied with penetrant and developer shall be performed immediately, Developer shall be removed by wipping with cotton cloth moistened In solvent (cleaning agents) with an assist of wire brushing.10. Report10.1 Thy report shall be satisfactory to the requirements of ASME Code for the report of NDE.10.2.The report shall be prepared by the Level ⅡNDE examiner Who engaged in the liquid penetrant examination operation and interpretation, reviewed by the level ⅡorⅢNDE examiner and approved by the NDE Department Manager or his designated NDE Level Ⅲ Examiner prior to submission to the AI. 10.3.The report shall be kept in file in the NDE Room for at least 5 years.。