EKM-400DC中频焊机说明书V14
有限公司DC400林肯焊机操作程序
有限公司DC-400林肯焊机操作程序1 检查和准备2 操作内容及步骤2.1 DC--400林肯电焊机操作:在开焊机前,要熟知安全警示。
按以下步骤工作是重要的。
2.1.1闭合主AC输入电源。
2.1.2设定电压表极性开关到合适位置。
如电极与负(正)输出端连接,则设定此开关到电极负(正)极位置。
2.1.3焊接模式开关设定焊接方法(CV FCAW/GMAW,CV埋弧,手工电弧焊/TIG焊。
)2.1.4将输出开关设定在本机位置。
(例外,当使用自动或半自动送丝机时此开关设定在遥控位置。
)2.1.5设定输出端开关到合适位置。
2.1.6设定电弧力控制在中等范围5—6。
这个控制仅用于恒流手工电弧焊或TIG 焊。
2.1.7设定电弧控制到中等范围3,仅供CVCAW/GMAW焊。
2.1.8设定电源钮子开关至导通位置。
·电源指示灯亮·风扇启动2.1.9定输出控制电位器到合适的电压或电流。
2.1.10施焊。
2.2DC---400林肯电焊机维护保养:对焊机应进行日常维护和保养,每月至少进行一次维护。
2.2.1日常维护2.2.1.1检查焊机环境通风散热性条件。
2.2.1.2清除碎物、灰尘、泥土或其他能阻碍冷却空气向焊机流动的物质。
2.2.1.3检查焊条电缆是否破损。
同时检查其它影响焊机正常工作的情况。
2.2.2定期维护:在尘土较多的情况下,脏物会堵塞冷却空气通道,这将会引起焊机过热,隔一定时间要用压缩空气清理焊机。
清洁如下部件。
2.2.2.1主变压器和电抗器。
2.2.2.2可控硅/二极管整流桥。
2.2.2.3控制PC板。
2.2.2.4启动PC板。
2.2.2.5电条和工件电缆连接。
2.2.2.6风扇总成。
2.2.2.7在潮湿地方保持遥控部分接线端子TS1的清洁尤为重要。
2.2.3安全预防:2.2.3.1只有经过培训的合格人员才能够进行焊机的维护。
2.2.3.2对设备维护前,通过断开开关或熔断盒将输入电源切断。
中频逆变说明书
中频逆变固定式点焊机使用说明书成都顺泰焊接设备有限责任公司目录1 产品概述2 产品技术参数3 产品工作原理4 产品结构5 产品安装与调整6 产品使用与维护7 常见故障处理1 产品概述1.1 产品用途固定式点、凸焊机适用于焊机固定,人工手持工件点焊的工作场合,广泛应用于各种点焊操作中,焊接厚度一般为1~5mm,特殊情况下最大焊接厚度可达8mm,可焊接碳钢板、镀层碳钢板、不锈钢板及其它需要电阻焊的场合。
1.2 产品特点焊机采用气动加压,下点焊电极头(以下简称电极)为固定电极,上电极为动电极,动电极由加压气缸推动上下运动加压焊接,特别设计动电极运动导向机构,保证动、定电极对中可靠,结构紧凑,安全可靠。
1.3 产品使用条件焊机应在下列条件下正常工作。
1.3.1 海拔高度不超过1000米;1.3.2 环境温度5~40℃;1.3.3 使用场所无严重影响焊机使用的气体、蒸汽、化学性沉积、尘垢、霉菌及其它爆炸性、腐蚀性介质;1.3.4 无剧烈震动和颠簸;1.3.5 具有冷却水源冷却水源压力0.2~0.3 MPa,流量应满足焊机技术要求,水质符合工业用水标准,进水温度5~30℃;1.3.6 具有压缩空气气源压力0.5 MPa,流量应满足焊机技术要求;1.3.7 电源三相380V交流电源,品质要求:电压380V±10%,频率:50Hz±2%;1.3.8 很重要:具有良好的接地装置在焊机附近有良好的,独立于电源的接地装置,接地线与焊机电源进线线径相同以保证安全。
焊机技术参数表3 产品工作原理 3.1 工作原理产品工作原理遵从焦耳定律,表达式为: Q=0.24I 2Rt ,其含义为:具有一定电阻值R 的 金属材料在一定时间t 内流通过电流I 因电阻的阻碍而发热,发热量为Q ,利用金属电阻流 通电流发热熔化金属在压力状态下冷却结晶连接(焊接)。
统称电阻焊,加热电阻R=R1+R2+R3+R4+R5,其中R1、R5电极与工件接触电阻,R2工件间接触电阻,R3、R4工件材料电阻,电极压力F ,焊接电流I ,产品工作原理如图。
电动焊接机使用说明书

电动焊接机使用说明书使用说明书1. 产品概述电动焊接机是一种用于金属材料的熔接和连接的设备。
本使用说明书旨在帮助用户正确使用该焊接机,确保操作安全和焊接效果。
2. 安全注意事项在使用电动焊接机之前,请务必阅读并理解以下安全注意事项: - 在操作焊接机时,应佩戴符合相关标准的防护眼镜、耳塞和焊接手套,以确保个人安全。
- 在使用焊接机之前,请确保环境通风良好,远离易燃物品和易爆物。
- 用户不得在未经许可的情况下擅自拆解或更改焊接机的任何部件。
- 在插拔电源时,应确保焊接机已关闭,并避免用湿手触摸电源插头。
3. 产品使用步骤步骤一:准备工作- 将焊接机放置在平稳的工作台面上,确保机器稳定。
- 检查焊接机的电源线是否完好,并将插头插入合适的电源插座。
步骤二:设置焊接参数- 打开焊接机的电源开关,并调整焊接电流和焊接时间等参数,根据实际需要进行调整。
步骤三:准备焊接材料- 清洁并准备好待焊接的金属材料,确保表面清洁,无油污或杂质。
步骤四:进行焊接操作- 将焊接电极与待焊接的金属材料接触,确保良好的接触面。
- 按下焊接按钮或触摸屏,让焊接机开始工作。
- 观察焊接过程,并根据需要调整焊接参数。
4. 常见问题解决方法本部分将介绍一些常见问题及其解决方法,以帮助用户更好地使用电动焊接机。
问题一:焊接效果不理想解决方法:确认焊接参数是否正确设置,如电流、焊接时间等。
同时,检查焊接机电极是否干净,并尝试更换新的焊接电极。
问题二:焊接时出现异常声音或异味解决方法:立即停止焊接,并检查焊接机电路是否受损。
如果焊接机有异常,应立即断开电源并联系售后服务部门。
5. 维护与保养- 每次使用完毕后,应关闭焊接机的电源开关,并拔出电源插头。
- 定期清洁焊接机的表面和内部,以保持其正常工作。
- 如发现焊接机有异常现象或故障,请立即停止使用,并联系售后服务部门进行检修。
6. 保修条款本焊接机享有一年的保修期限,保修期内如出现非人为损坏的质量问题,用户可享受免费维修或更换服务。
北京泰嘉达电子 WSM160 200 315 400 500 系列 逆变式直流冲氩弧焊机 说明书

WSM160、200、315、400、500系列逆变直流脉冲氩弧焊机WSM160、200、315、400、500系列逆变式直流脉冲氩弧焊机使用说明书北京泰嘉达电子有限公司方管方管非官方本页已使用福昕阅读器进行编辑。
福昕软件(C)2005-2009,版权所有,仅供试用。
北京市泰嘉达电子有限公司目录焊机简介 (4)装箱附件 (6)第一章使用前须知 (7)1、有关安全方面的注意事项......................................................72、安装场所...........................................................................83、钨极氩弧焊基础知识............................................................84、机器的操作功能介绍 (11)(1)、前面板布局及功能介绍......................................................11(2)、后面板布局及功能介绍 (14)第二章焊机的安装 (16)1、焊机的电源连接.....................................................................162、手弧焊连接...........................................................................163、氩弧焊连接...........................................................................174、焊接的注意事项 (17)第三章焊机使用方法………………………………………………‥191、操作前的准备........................................................................192、气体流量的调节.....................................................................193、焊机的使用操作.....................................................................20(1)手弧焊 (20)法国风格非官方本页已使用福昕阅读器进行编辑。
林肯电子公司的高压电焊机说明书
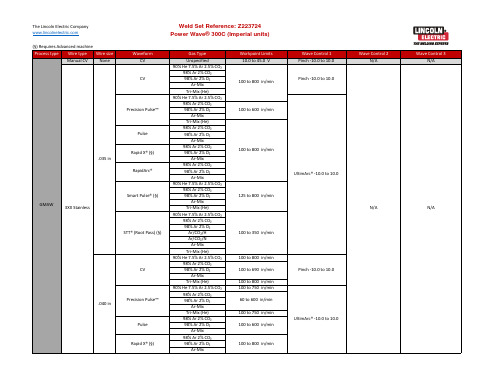
Ar-Mix Tri-Mix (He) 90% He 7.5% Ar 2.5% CO₂ 98% Ar 2% CO₂ 98% Ar 2% O₂
100 to 625 in/min
75 to 500 in/min
75 to 495 in/min
75 to 780 in/min
75 to 760 in/min
100 to 510 in/min
90 to 225 in/min
Wave Control 1 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0
100 to 600 in/min
100 to 645 in/min 100 to 625 in/min 100 to 645 in/min 90 to 250 in/min 125 to 700 in/min 150 to 750 in/min 125 to 800 in/min
Wave Control 1 UltimArc® -10.0 to 10.0
中频直流点焊机说明书(最新)

中频逆变点焊机使用手册I S O 9001:2000认证企业 N O:C N A B 038--Q苏州市信华焊接设备有限公司售后服务联系方式苏州市相城区瑞研焊接技术服务部苏州市信华焊接机械设备有限公司EUIYAN WELDING EQUIPMENT SUZHOU XINHUA WELDING EQUIPMENT CO.,LTD TEL:0512—65994659FAX:6599464913404243158(沈先生)苏州市相城区渭塘镇凤凰泾工业区苏州市相城区渭塘镇凤凰泾工业区非常感谢您选择【信华焊接设备】系列电阻焊设备!使用前请认真阅读本说明书,以便可以正确使用。
目录1.使用须知……………………………………………………2-32.引言………………………………………………………4-73.接线端子说明…………………………………………….7--84.编程器是送说明……………………………………….9--115.编程器异常错误处理…………………………………12-126.参数数值设置参考……………………………………13-137.焊接时序图……………………………………………14-148.控制板接线说明…………………………………………15-189.部分型号主要规格说明………………………………19-1910.设备安装…….…………………………………………19-2011.焊前准备………………………………………………20-2112.测试焊接……………………………………………21-2113.焊机的维护与保养……………………………………21-2114.焊接不良与解决指南…………………………………22-2215.焊机故障与一般排除…………………………………22-2316.气路连接示意图……………………………………..24-2417.气路图…………………………………………………24-2418随机附件……………………………………………….25-2519售后服务……………………………………………….25-25免责声明:请在您购买本公司产品后认真阅读本说明书,本说明书为您提供微电脑脉冲点焊机之安装、操作及维修资料,若因未按本说明书相关安装、操作、维修说明所导致出现的一切不良后果,本公司概不负责!一、使用须知信华焊接设备制造有限公司是国内最早以设计、开发、生产、销售服务于一体的电阻焊机械制造高科技企业。
Omega Migatronic焊接机系列说明说明书

OMEGAMIGATRONIC A/S Aggersundvej 33DK-9690 Fjerritslev, Denmark Tel: +45 96 500 The Omega range is targeted at all welding environments- manual and manufacturing industriesSuper simplethree-phase MIG/MAG and MMA inverter welding machines for high performance welding – perfect for mild steel.THE OMEGA RANGE2EASE OF OPERATIONThe Omega range is available with three different control panels: Basic, Classic and Advanced. Basic and Classic are manual control panels by means of which you can operate the machine almost like a step-regulatedwelding machine, but they have all the advantages of an infinitely variable inverter. The Advanced control panel is synergic and features more than 70 versatile welding programs.FROM MIG/MAG TO MMA OR GOUGINGWith the Advanced control panel, the Omega is easy to change over from synergic MIG/MAG programs to MMA welding. Gouging is a standard feature in the Omega 550 with Advanced panel.POWERARC FOR THICK-WALLED PLATESThe program package for Omega 400 and Omega 550 with Advanced panel also includes PowerArc™ programs.OMEGA BOOST OR AUTOTRANSFORMERThe Omega 300 is available withelectronic Boost Converter (autotrans-former) for welding on all mono-phase and three-phase mains voltages. The Omega 400 and Omega 550 are available with a conventional autotransformer.REVERSED POLARITYAll Omega versions feature reversed polarity for welding with innershield wire (without gas).The MWF 27 wire feed unit is turn-able and detachable and equipped with four-roll wire feed system. Made of weather-proof reinforced aluminium, the wire feed unit is ideal for heavy-duty applications, and its control panel makes it easy to operate the welding machine on the welding site.The incorporated cooling system keeps the operating temperature in the torch low, irrespective of current load. This ensures trouble-free wire feeding and long life of wearing parts. The Omega 550S features double cooling and if combined with the FKS type of the MIG-A Twisttorch with a double cooling chamber, optimal comfort is provided under all operating conditions.Classic panel for manual control of the welding machine – including the advantages of the infinitely variable inverterBasic panel for manual setting of welding jobsAdvanced panel featuring e.g. PowerArc™ and DUO Plus™. DUO Plus provides a TIG-like weld appearance and better control of the weld pool. The panel con-tains programs for MIG brazing and welding using flux-cored or solid wires in mild and stainless steels and aluminium.The welding machines may be shownwith optional equipment.The Omega range includes three sizes of power sources: 300 A, 400 A and 550 A. The Omega 300 is available as an air-cooled C version (compact). The Omega 400 and 550 are available as air-cooled or water-cooled in C or S version with separate MWF 27 wire feed unit and replaceable interconnecting cables with quick-release fittings. IGC (Intelligent Gas Control) is an optional feature in all models, ensuring large-scale gas savings and optimal gas shielding in all current ranges.PowerArc ensures full penetration in fillet welds and butt welds and increased welding speed using mild and stainless steels.SUPER-SIMPLE MIG/MAG INVERTERS RANGING FROM 300 A TO 550 A3Welding in mild steel.A program reader is incorpo-rated in the Omega machines for easy software update via the SD card; the welding machines are designed to meet new requirements for materials and shielding gases.Omega 300 C Classic air-cooled and Omega 550 C Advanced water-cooled- both on trolleys.Omega 400 S-W with relief arm.SOFTWARE UPDATESAt you can download software for update of the Omega machines via the SD card.MIG-A TWIST ® - THE NEW GENERATION OF TORCHESThe ergonomic MIG-A Twist torch has a turnable swan neck for easy access to hard-to-reach locations. Control unit for adjustment of welding current at the torch handle is available as optional equipment.THE OMEGA RANGE4Dealer’s stamp:52173038Wire feed speed, m/min.1,5-27,0Wire spool diameter, mm 300Duty cycle 100%/40°C, A/%420 / 100Duty cycle 60%/40°C, A/%500 / 50Torch connection EURO Protection class IP23NormIEC60974-5, IEC60974-10 CL. A Dimensions (H x W x L), mm 470x210x690Weight, kg13We reserve the right to make changes.READ MORE AT • IGC ® Intelligent Gas ControlEXAMPLES OF EQUIPMENT:• IGC ® Intelligent Gas Control • Relief arm for S version • Current control unit• Push Pull kit (Omega 400/550)• Wheels and lifting bracket for MWF 27 (Omega 400S/550S)• Trolley for C version• Efficient cooling with or without flow control • Boost Converter (Omega 300)• Autotransformer 230-500 V (Omega 400/550)• CEE mains plug• Protective frame (Omega 300)•Gouging torch (Omega 550)OMEGA DATA。
Miller Titanium 400 AC DC TIG-MMA 焊接机说明书

TITANIUM 400 AC/DC3 interface levels for the user:- EASY (simplified display)3Ref. 013568DC Standard: DC welding on most ferrous materials.DC Pulse: limits the heat input of the parts to be welded. Ideal for very thin sheets.AC Standard: welding of aluminium and its alloys (Al, AlSi, AlMg, AlMn...).AC Pulse: limits the heat input rise of the parts to be welded. Ideal for very thin sheets.AC Mix: AC and DC current alternation accelerates productivity on aluminum assemblies.Delivered without accessories(optional trolley)IP 23 classification for outside use.Reinforced bodywork and HMI protected by a protective housing.The TITANIUM 400 AC/DC is a high-performance TIG AC/DC generator (400 A to 60%) designed to offer a wide choiceof welding processes (TIG AC, DC, MMA). It can be used to weld all types of materials; mild steel, stainless steel, aluminium, copper, titanium. Also ideal for welding thin gauge, its Pulse mode reduces heat input and provides better arc control. Intuitive and highly functional, its digital interface allows you to change welding parameters with ease.New simplified HMI focused on the navigation habits of TIG welders (EASY).Ideal for compliance with WPQR and WPS (EXPERT and ADVANCED).Updatable machine and synergies via USB key.Cooling unit (ref. 013537) and trolley (ref. 037328) optional.Recording of 100 programs/jobs per process for repetitive tasks (can be saved on USB stick).Remote control (optional pedal or manual) connectable without tools.Intelligent ventilation management to reduce power consumption, dust extraction and substation noise.Portability: load/backup user JOBs and machine configuration from a USB key.Traceability: Trace/record all welding steps, bead by bead, during industrial manufacturing according to EN 3834.MMA: coated, rutile, basic and cellulosic electrodes (up to Ø 8 mm).MMA AC: allows welding without magnetic disturbance of the arc.MMA Pulse: developed for welding in an upright vertical position.4 tacking modes :- SPOT / SPOT DELAY : traditional tacking before welding thin sheet metal.- TACK / TACK DELAY : ultra-precise tacking and without oxidation reducing the risk of heat input.The points are invisible in the final weld bead.2 types of start-up : HF (without contact) or LIFT (with contact) for electro-sensitive environments.3 trigger modes: 2T, 4T and 4T LOGParameter setting of AC and Pulse waveforms, facilitating arc control and penetration while reducing noise level.Automatic detection of the torch : compatible with trigger, double button and potentiometer torches.SYNERGIC mode: offers a configuration adapted to the type of welding after entering 3 data:type of material, thickness to be welded and welding position.E-TIG mode: ensures a constant bead width and penetration, regardless of the torch’s position in relation to the part(welding energy control).Connect 5 mode to control the generator from a console or PLC.Connectable via an optional bridge for robot use.。
红红钢铁DC-400 IM655-B 焊接设备操作手册说明书
OPERATOR’S MANUAL Red-D-Arc Spec-Built Welding EquipmentThis RED-D-ARC welder is built to RED-D-ARC Extreme Duty design specifications by Lincoln Electric.Safety Depends on YouThis welder is designed and built with safety in mind.However, your overall safety can be increased by proper installation ... and thoughtful operation on your part.DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, most importantly, think before you act and be careful.AUG 06Mar ‘95for selecting a QUALITY product. We want you to take pride in operating this product ••• as much pride as we have in bringing this product to you!vvPage Maintenance.......................................................................................................Section D Safety Precautions.......................................................................................................D-1 Routine Maintenance...................................................................................................D-1 ________________________________________________________________________ Troubleshooting................................................................................................Section E How to Use Troubleshooting Guide.............................................................................E-1 Troubleshooting Guide...................................................................................E-2 thru E-6 ________________________________________________________________________ Wiring Diagrams and Dimension Print............................................................Section F ________________________________________________________________________ Parts Lists.....................................................................................................P355, P239TECHNICAL SPECIFICATIONS – DC-400(1) Based upon 10 minute time period (i.e., for 60% duty cycle, it is 6 minutes on an 4 minutes off).The individual case sides are removable for easy access for internal service or inspection.The case rear, top section, is equipped with a remov-able access panel. This provides easy access to the input contactor, easy connection and reconnection of input leads, and easy access for service or inspection.The total construction of the machine permits outdoor operation. The enclosure is designed with air intake louvers that keep dripping water from being drawn into the unit. The transformer, SCR bridge assembly, and choke are double-dipped in a special corrosion resis-tant coating.A permanent lifting hook is located at the top of the machine and is positioned so that it acts as nearly as possible through the center of gravity.ARC FORCE SELECTOR(Effective only on CC for Stick and TIG Processes)An ARC FORCE selector is provided similar to that used on the E500. This control allows the user to select the ideal arc force for the procedure and elec-trode being used.ARC CONTROL(Effective Only When Using CVI Mode)The ARC CONTROL is a five-position switch that changes the pinch effect of the arc. This results in the control of spatter, fluidity, and bead shape. The ARC CONTROL is set to provide optimum welding depend-ing on the process being used, position, electrode, etc. The pinch effect is increased by turning the con-trol clockwise and may be adjusted while the machine is in operation.MODE SWITCHA MODE SWITCH selects between Constant Voltage (FCAW/GMAW), Constant Voltage (Submerged Arc), and Constant Current (Stick/TIG).STICK WELDINGWhen the DC-400 is used for stick welding or air car-bon arc, the control leads and welding cables to any semiautomatic or automatic wire feeders must be dis-connected from the DC-400 for maximum safety (unless the Multiprocess switch option is installed).PARALLELINGThere are no provisions on the DC-400 to permit par-alleling.DIODE OPTIONThe DC-400 Diode option is required to utilize the cold start and cold electrode sensing features of the NA-3, NA-5 or NA-5R. When this option is not used with an NA-3, NA-5 or NA-5R, see the DC-400/NA-3, DC-400/NA-5 or DC-400/NA-5R connection diagram for instructions on how to disable this circuit. If the circuit is not disabled, the wire cannot be inched down. Machine & Circuit Protection(Thermal Protection Light)The power source is thermostatically protected with proximity thermostats against overload or insufficient cooling. One thermostat is located on the nose of the center bottom primary coil and a second thermostat is attached to the lead connecting the secondaries. Both thermostats are connected in a series with the 2-4 circuit. If the machine is overloaded, the primary thermostat will be open, the output will be zero, and the amber thermal protection light will be on. The fan will continue to run. The secondary thermostat will open either with an excessive overload or insufficient cooling. The output will be zero and the amber pro-tection light will be on. When the thermostats reset the protection light will be off.The power source is also protected against overloads on the SCR bridge assembly through an electronic protection circuit. This circuit senses an overload on the power source and limits the output to 550 amps by phasing back the SCR’s.Protection is provided to protect the circuitry from accidental grounds. If the customer accidentally “grounds” 75, 76, or 77 to the positive output lead, the DC-400 will be reduced to a low value, thus prevent-ing any damage to the machine. If the ground occurs between 75, 76, 77 and the negative output lead, one of the PC board “self-restoring” fuses will blow, pre-venting any machine damage.GRAPHIC SYMBOLS THAT APPEAR ON THIS MACHINE OR IN THIS MANUAL POWER ON-OFF SWITCHInput (Power)OnOffOUTPUT CONTROL DIALOutput (Control)Increase/Decrease ofOutput (Voltage orCurrent)OUTPUT CONTROL “LOCAL-REMOTE” SWITCHRemote OutputVoltage or CurrentControlLocal Output Voltageor Current Control CIRCUIT BREAKERCircuit BreakerTHERMAL PROTECTION LIGHTHigh TemperatureGas Metal Arc WeldingARC CONTROL SWITCHIncrease/Decrease of InductanceLow InductanceHigh InductanceOutput (Voltage) OUTPUT TERMINALS SWITCHOnRemote On/OffShielded Metal Arc Welding ARC FORCE CONTROL DIALGas Tungsten Arc WeldingArc Force CurrentIncrease/Decrease of CurrentVoltmeter VOLTMETER SWITCHPositive ElectrodeNegative ElectrodeThree Phase Power RATING PLATETransformerRectifierRectified DC OutputConstant VoltageCharacteristicThree Phase PowerRATING PLATE (Continued)TransformerConstant Current CharacteristicSubmerged Arc WeldingRectifierRectified DC OutputConstant Voltage CharacteristicLine ConnectionShielded Metal Arc WeldingDesignates Welder can be used in environments with increased hazard of electric shock. (IEC model only)Flux Cored Arc WeldingDegree of protection provided by the enclosureDo not switch if output voltage or current is present.MODE SWITCHWarning IdentificationWARNING IDENTIFICATIONSignifying the Earth (Ground) ConnectionEARTH GROUND CONNECTIONConstant Voltage (Submerged Arc Welding)Constant Voltage (Flux cored arc welding, gas metal arc welding).Constant Current (shield metal arc welding, gas tung-sten arc welding).OUTPUT CONTROL “LOCAL-REMOTE” SWITCH©The OUTPUT CONTROL toggle switch on the control panel labeled “LOCAL-REMOTE” gives the operator the option of controlling the output at the machine control panel or at a remote station. For remote con-trol, the toggle switch is set in the “REMOTE” position and controlled at the wire feed unit control, or by con-necting a K775 control to terminals 75, 76, and 77 on the terminal strip at the front of the machine, or by connecting a K857 control to the 14-pin connector on the front of the machine. For control at the machine control panel, the toggle switch is set in the “LOCAL”.(Exception: When used with an LN-9, LN-9 GMA or NA-5 wire feeder, the OUTPUT CONTROL switch must be in the “REMOTE” position or automatic shut-down of the LN-9 or NA-5 may occur.)POLARITY SELECTIONPolarity selection is made by appropriately connecting the electrode and work welding cables to either the “+” stud or to the “-” stud. Select “VOLTMETER”switch for “+” or “-” electrode for the remote (#21) work sensing lead.VOLTMETER SWITCHSelect“+” for positive electrode or “-” for negative electrode polarity for the remote (#21) work sensing lead of automatic or semiautomatic equipment. THERMAL PROTECTION LIGHTThe amber thermal protection light will be lit if either of the two protective thermostats have opened. The out-put power will be disabled but input power will still be applied to the welder. (Refer to Machine and Circuit Protection section).MODE SWITCHThe large MODE SWITCH on the left side of the machine, labeled “Constant Voltage (Submerged Arc), Constant Voltage (FCAW/GMAW) and Constant Current (Stick/TIG)”, is used to select the proper welder characteristics for the process being used. The CV (FCAW/GMAW) Mode permits the DC-400 to produce essentially a flat output characteristic that can be varied from approximately. 12 to 42 volts.HI-FREQUENCY KIT(K799 CODES 8634 AND ABOVE ONLY)Kit supplies the high frequency plus gas valve for DC TIG welding. The DC-400 is shipped with proper R.F. bypass circuitry installed to protect the control circuit when welding with a HI-FREQ unit. K844 Water Valve Option Kit can be used with K799 when TIG welding with water cooled torches.OPTIONAL AMPTROL ADAPTER FOR K799 HI-FREQUENCY KIT (K915-1 REQUIRES K864 ADAPTER OR K843 ADAPTER)A“V” cable to connect a K799 Hi-Freq kit (5-pin con-nector) with either a K963 Hand Amptrol or a K870 Foot Amptrol (6-pin connector) and the machine. The cable going to the machine has a 6-pin connector which requires either a K864 adapter to connect with the 14-pin connector on the machine or a K843 adapter to connect to terminals 75, 76, 77 and the case grounding screw on the machine. UNDERCARRIAGES (K817, K817R, K841)For easy moving of the machine, optional undercar-riages are available with either steel (K817) or rubber tired (K817R) wheels or a platform undercarriage (K841) with mountings for two gas cylinder at rear of welder.Install per instructions provided with undercarriage.Routine Maintenance1. The fan motor has sealed bearings which requireno service.2. In extremely dusty locations, dirt may clog the airchannels causing the welder to run hot. Blow out the machine at regular intervals.3. In extremely dusty locations, dirt may accumulateon the remote control terminal strip TS1. Wipe or blow this terminal strip off at regular intervals. This is particularly important in damp locations.This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine isexhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE ” lists the obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Factory Trained Personnel. Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.••• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: 。
米勒焊机操作说明手册
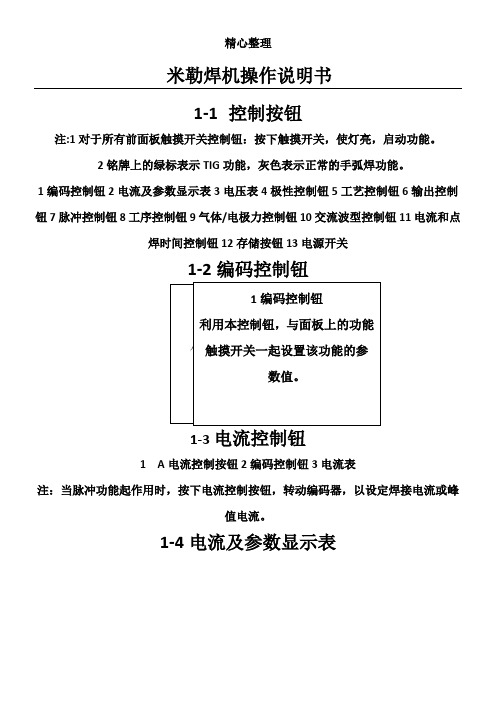
米勒焊机操作说明书1-1控制按钮注:1对于所有前面板触摸开关控制钮:按下触摸开关,使灯亮,启动功能。
2铭牌上的绿标表示TIG功能,灰色表示正常的手弧焊功能。
1编码控制钮2电流及参数显示表3电压表4极性控制钮5工艺控制钮6输出控制钮7脉冲控制钮8工序控制钮9气体/电极力控制钮10交流波型控制钮11电流和点焊时间控制钮12存储按钮13电源开关1-2编码控制钮1编码控制钮利用本控制钮,与面板上的功能触摸开关一起设置该功能的参数值。
1-3电流控制钮1A电流控制按钮2编码控制钮3电流表注:当脉冲功能起作用时,按下电流控制按钮,转动编码器,以设定焊接电流或峰值电流。
1-4电流及参数显示表1电流表电流表显示焊接时的电流值,也可以显示下列的预设参数:电流、时间、百分比或频率。
电流表正下方的1-5电压表1电压表显示输出或开路电压。
输出关闭,电压表将显示(一)1-6极性控制钮1极性控制钮按下触摸按钮直道期望的LED等亮。
DC---对TIG设置机器到DCEN;手弧焊设置到DCEP。
AC---对TIG和手弧焊使用交流。
1-7工艺控制钮1工艺控制钮触压触摸按钮,直到所选工艺的等变亮。
高频脉冲---是一种高频脉冲启弧方法,可用于交流或直流接。
提弧启弧----是一种启弧方法,1-8高频启弧和高频TIG启动程序提升启弧:当提升启弧按钮灯亮,按下列步骤启弧,在焊接开始处把钨极触及工件,用焊枪触发开关、脚控器或手控器接通输出和保护气。
把钨极在工件上保持1-2秒,然后慢慢提升。
焊极提起后,电弧生成。
在钨极触及工件前不存在正常的开路电压,仅在钨极和工件间存在较低的感应电压,直到钨极触及工件后才激发固态输出接触器,因此钨极不会出现过热、粘条或被污染。
应用:当不允许使用高频启弧或要取代划擦启弧时。
提升启弧用于DCEN或ACTIG工艺。
高频启弧当高频启弧按钮灯亮,按下列步骤启弧,输出接通后,打开高频帮助启弧,启弧完成后关闭高频,断弧再次帮助重新启弧。
SAE400 DC 焊接电源 IM662 用户操作手册说明书
OPERA TOR’S MANUALSAE400DC ARC WELDING POWER SOURCEIM662August, 2001Safety Depends on YouLincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful opera-tion on your part.DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, most importantly, think before you act and be careful.Copyright © 2001 Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.Mar ‘95Mar ‘95Mar.‘93for selecting a QUALITY product by Lincoln Electric.We want you to take pride in operating this Lincoln Electric Company product •••as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment.Save this manual and keep it handy for quick reference.Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:vvTECHNICAL SPECIFICATIONS - SAE400(1)Based on a 10 minute period.HIGH ALTITUDE OPERATION Array At higher altitudes, output derating may be necessary. As a rule of thumb, derate the welder output 5% for every 500 meters (1640 ft.) above 1000 meters (3280 ft.).Contact a Perkins Service Representative for any engine adjustments that may be required for high alti-tude operation.TOWINGThe recommended trailers for use with this equipment for in-plant and yard towing by a vehicle(1)are Lincoln’s K767-1, K956-1 and K956-2.The K956-1 and K956-2 are also designed to be used at highway speeds(1).If the user adapts a non-Lincoln trailer, he must assume responsibility that the method of attachment and usage does not result in a safety hazard nor damage the welding equipment.Some of the factors to be consid-ered are as follows:1.Design capacity of trailer vs.weight of Lincolnequipment and likely additional attachments.2.Proper support of, and attachment to, the base ofthe welding equipment so that there will be no undue stress to the trailer’s framework.3.Proper placement of the equipment on the trailer toinsure stability side to side and front to back when being moved and when standing by itself.4.T ypical conditions of use, such as travel speed,roughness of surface on which the trailer will be operated, and environmental conditions.5.Proper preventative maintenance of trailer.6.Conformance with federal, state and local laws.1(1)F or highway use, consult applicable federal, state and local laws regarding specific requirements for use on public highways, such as brakes, lights, fend-ers, etc.PRE-OPERATION ENGINE SERVICE READ the engine operating and maintenance instruc-tions supplied with this machine.GENERAL DESCRIPTION Array The SAE400 is a diesel engine driven welding power source.The machine uses a DC generator for DC stick electrode welding and an AC exciter for 115/230 VAC auxiliary power.As a generator it can supply up to 3,000 watts of 115/230 volt AC power.As a welder it provides up to 575 amps of DC constant current out-put.The engine is a 63 Hp (47 kw), 4-cylinder water cooled diesel made by Perkins.RECOMMENDED APPLICATIONSWELDERThe SAE400 provides excellent constant current DC welding output for stick (SMAW) welding.The field installed optional CV Adapter (K385-1) provides up to 500 amps at 35 volts of constant voltage output for semiautomatic welding.AUXILIARY POWERThe SAE400 provides 3 KW of 115/230 VAC output forauxiliary power and emergency standby power.DUTY CYCLEDuty cycle is based on a ten minute period and opera-tion in an ambient temperature of 104°F(40°C).The SAE400 is NEMA rated at 60% duty cycle.Duty cycle is based on a ten minute period.Therefore, a 60% duty cycle welder can be operated at nameplate rated output for 6 minutes out of every 10 minute peri-od without overheating.The auxiliary power can be used continuously (100% duty cycle) within its rated current capacities.ENGINE CONTROLS Array IGNITION SWITCHWhen placed in the “ON”position, this switch energizes the fuel solenoid.When placed in the “OFF”position, the flow of fuel to the injection pump is stopped to shut down the engine.SPEED CONTROL LEVERManually allows the engine to run at its high idle speed controlled by the governor or at the factory set low idle speed.When welding or using auxiliary power the speed control lever must be in the “RUN”position.T o reduce the engine to low idle speed when not welding or not using auxiliary power place the speed control lever in the “IDLE”position notch.ENGINE TEMPERATURE GAUGEDisplays the coolant temperature in the engine block.ENGINE OIL PRESSURE GAUGEDisplays the oil pressure to the engine.When the engine starts running, watch for the oil pressure to build up.If no pressure shows within 30 seconds, stop the engine and consult the engine instruction manual.BATTERY CHARGING AMMETERDisplays the current going from the charging alternator into the batteries.It is normal for charging current to be high (above 15 amps) after starting or when the batter-ies are ‘low’on charge.ENGINE HOUR METERThe engine hour meter records the total running time on the engine in hours.It can be used to keep a recordof maintenance on the engine and or welder.How to Set the ControlsAssume you want a normal soft arc and about 135 amps, using a 5/32”(4.0 mm) electrode:1.Set the “Job Selector”at the center of the blackrange.2.Set the “Current Control”to read 135 amps on theblack dial.3.Start to weld.4.If you want a little more current, turn the “JobSelector”up (counterclockwise) to increase cur-rent.If you want a little less current, turn the “Job Selector”down (clockwise) to decrease current.5.If dialing the desired current with the “JobSelector”moves the setting outside the black range causing undesirable arc characteristics, turn the “Job Selector”back to the center of the black range.Then turn the “Current Control”up or downa little as needed.Readjust the “Job Selector”forthe exact characteristics and current desired. REMOTE CONTROL (K1278-2 ONL Y)A receptacle and “Local/Remote”control switch on the front control panel and a remote control box with 25 ft.(7.6 m) of cord for adjusting the OCV at the welding site are standard.Putting the switch in the “REMOTE”position allows fine current control at the remote con-trol box while placing the switch in the “LOCAL”position allows fine current control at the “Job Selector”on the machine.When using the optional field installed CV adapter (K385-1) the “Local/Remote”switch is only active in the “VV”mode.AUXILIARY POWER CONTROLS115 VAC ReceptacleOne 20 amp, 115 VAC duplex receptacle provides 115 VAC for auxiliary power.A total of 26 amps can be drawn from this receptacle.230 VAC ReceptacleOne 15 amp, 230 VAC duplex receptacle provides 230 VAC for auxiliary power.A total of 13 amps can be drawn from this receptacle.Circuit BreakersThe circuit breakers provide separate overload current protection for each half of the 115 V duplex receptacle. The circuit breakers provide overload current protec-tion in both current carrying wires of the 230 V duplex receptacle.Ground StudProvides a connection point for connecting the machine to earth ground.For the safest grounding pro-cedure refer to “Machine Grounding”in the INST ALLA-TION section of this manual.BREAK-IN PERIODENGINEThe engine used to supply power for your welder is a heavy duty, industrial engine.It is designed and built for rugged use.It is very normal for any engine to use small quantities of oil until the break-in is accom-plished.Check the oil level twice a day during the break-in period (about 100 running hours). IMPORTANT:IN ORDER TO ACCOMPLISH THIS BREAK-IN, THE UNIT SHOULD BE SUBJECTED TO HEAVY LOADS, WITHIN THE RATING OF THE MACHINE.AVOID LONG IDLE RUNNING PERIODS.TYPICAL FUEL CONSUMPTIONThe typical fuel consumption of the SAE400 for various operating scenarios is shown below:Low Idle - No Load.35 gal./ hr.1100 RPM(1.32 L./hr.)High Idle - No Load.75 gal./hr.1800 RPM(2.84 L./hr.)Welding Load 1.92 gal./hr.400 Amps, 40 Volts(7.27 L./hr.) Auxiliary Power.96 gal./hr.3000VA(3.63 L./hr.)K2144-1 Oil Drain Kit - Includes Ball Vavle, hose and clamp.This T roubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”.This column describes possible symptoms that the machine may exhibit.Find the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE”lists the obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric F actory T rained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty.For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________N O T E :T h i s d i a g r a m i s f o r r e f e r e n c e o n l y .I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l.T h e s p e c i f i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e t h e m a c h i n e o n o n e o f t h e e n c l o s u r e p a n e l s .Now Available...12th Edition The Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions publishedsince 1933, the Procedure Handbook is considered by many tobe the “Bible ”of the arc welding industry.This printing will go fast so don ’t delay.Place yourorder now using the coupon below.The hardbound book contains over 750 pages of welding infor-mation, techniques and procedures.Much of this materialhas never been included in any other book.A must for all welders, supervisors, engineers anddesigners.Many welding instructors will want to use the book asa reference for all students by taking advantage of the low quan-tity discount prices which include shipping by4th class parcel post.$15.00postage paid U.S.A.Mainland How To Read Shop Drawings The book contains the latest information and application data on the American Welding Society Standard Welding Symbols.Detailed discussion tells how engineers and drafts-men use the “short-cut ”language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader ’s abilityto visualize mechanically drawn objects as they will appear intheir assembled form.187 pages with more than 100 illustrations.Size 8-1/2”x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A.Mainland New Lessons in Arc Welding Lessons, simply written, cover manipulatory techniques;machine and electrode characteristics;related subjects, such as distortion;and supplemental information on arc welding applications, speeds and costs.Practice materials, exercises,questions and answers are suggested for each lesson.528 pages, well illustrated, 6”x 9”size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A.Mainland Need Welding Training?The Lincoln Electric Company operates the oldest andmost respected Arc Welding School in the United States at itscorporate headquarters in Cleveland, Ohio.Over 100,000students have graduated.Tuition is low and the training is“hands on ”For details write:Lincoln Welding School22801 St.Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding School BASIC COURSE$700.005 weeks of fundamentals There is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds.Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D.Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S.Funds only_______________________________________________Credit Card - T elephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date |_|_||_|_|______________________Month Y ear USE THIS FORM TO ORDER:Order from:BOOK DIVISION,The Lincoln Electric Company,22801 St.Clair Avenue,Cleveland,Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGSTelephone:216-383-2211 or,for fastest service,FAX this completed form to:216-361-5901.Lincoln Welding School Titles:Price Code Quantity Cost (ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “T welfth Edition ”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93)A New Approach to Industrial Economics $5.00NA James F .Lincoln Arc WeldingThe American Century of John C.Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator$3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
中频直流高压发生器说明书

中频直流高压发生器说明书由于输入输出端子、测试柱等均有可能带电压,在插拔测试线、电源插座时,会产生电火花,小心电击,避免触电危险,注意人身安全!安全要求请阅读下列安全注意事项,以免人身伤害,并防止本产品或与其相连接的任何其它产品受到损坏。
为了避免可能发生的危险,本产品只可在规定的范围内使用。
只有合格的技术人员才可执行维修。
—防止火灾或人身伤害使用适当的电源线。
只可使用专用并且符合规格的电源线。
正确地连接和断开。
当测试导线与带电端子连接时,请勿随意连接或断开测试导线。
注意所有终端的额定值。
为了防止火灾或电击危险,请注意所有额定值和标记。
在进行连接之前,请阅读使用说明书,以便进一步了解有关额定值的信息。
使用适当的保险丝。
只可使用符合规定类型和额定值的保险丝。
避免接触裸露电路和带电金属。
有电时,请勿触摸裸露的接点和部位。
请勿在潮湿环境下操作。
请勿在易爆环境中操作。
-安全术语警告:警告字句指出可能造成人身伤亡的状况或做法目录—、概述,,,,,,,,,,,,,,,,,,, 5二、工作原理,,,,,,,,,,,,,,,,, 5三、性能特点,,,,,,,,,,,,,,,,, 6四、技术指标,,,,,,,,,,,,,,,,, 7五、操作说明,,,,,,,,,,,,,,,,, 8六、使用注意事项及维护,,,,,,,,,,,,9-七[附^件11Li、丨1」1丨门门门门门)门门门门II八、附录12一.概述ZGF系列直流高压发生器是电力部门和工矿企业对避雷器、电缆和高压设备进行直流耐压试验和泄漏电流试验的专用设备,本仪器是根据“中华人民共和国能源部标准”研制的换代产品,经国家高压计量站检验,符合《便携式直流高压发生器通用技术条件》(ZGF24003-90 ),某些指标优于《无间隙金属氧化物避雷器》(GB11032 —89 )的要求。
ZGF数字式直流高压发生器采用了九十年代新技术、新材料和新器件,具有输出功率大、体积小、重量轻的特点,有可靠的过压、过流及零位合闸保护功能,带0.75倍电压锁存功能,并配有时间继电器,能在试验中设置定时声讯报警。
中频炉说明书
中频电源使用说明书晶闸管中频电源控制板,是本公司开发使用研制的新型控制板,使用频率400—10KHZ的中频电源,主要由电压调节器,电流调节器,移项控制,过流保护,过压保护,启动演算电路,逆变频率跟踪,逆变脉冲形成,脉冲放大及脉冲变压器组成。
其核心部件采用美国生产的高性能,高密度,大规模专用DLJ集成电路,使其内部电路除调节器外。
其余均实现数字化,整流器触发部分不需要任何调整,而且可靠性高,脉冲对称度高,抗干扰能力强,反应速度快等特点又由于有相序自适应电路,无需同步变压器,所以,现场调试中免去了调相序对同步的工作,仅需把KP晶闸管的门极线接入控制板相应的接线端上,整流部分变能投入运行。
逆变采用特殊的扫频使零压软启动方式,启动性能优于普通的扫频式零压软启动电路和零压软启动电路。
并设有自动重复启动电路和全电压启动电路,重复启动电路,使启动成功率达到100%;全电压启动电路设有给定限幅电路,当电源偶尔启动失败时,它能使电压电流控制在一定范围内,并在电源启动成功后使中频电流电压平稳上升。
以满足电源频繁快速启动的功能。
三使用范围适用于400---10000HZ 的各种晶闸管并联中频电源。
3 正常使用条件1)海拔不超过2000米。
2)环境温度不低于+20C,不高于+400C,3)空气最大相对湿度不超过90%(200C±50C)。
4)运行地点无导电粉尘及爆炸性尘埃,无腐蚀性气体和蒸汽。
5)无剧烈振动和冲击。
4对冷却水的要求:1)硬度:CaO mg) 一般情况下<102)溶解性固体:<300mg/L3)PH值:7~7.54)碱度:<60mg/L5)进水温度:50C~370C6)出水温度:<600C7)进水压力:0.15~0.4MPa5 主要技术参数1)主电路进线额定电压:100~660V(50HZ)2)控制供电电源:单相17V/3A3)中频电压反馈信号:20v/15mv.4) 电流反馈信号15V/5mv。
Lincoln Vantage 400 焊接机说明书

VANTAGE® 400 Compact, Multi-Process, Excellent ValuePublication E6.210 | Issue Date 01/18© Lincoln Global Inc. All Rights ReservedFEATURES»Compact Case with Stainless Steel Enclosure - One of the most compact 400 amp machinesavailable. Suitable for many pickup andservice trucks.- Standard stainless steel roof, side panels andengine-access door deliver added protectionand durability.»Multi-Process Welding, Separate Arc Gouge Mode - Select one of five Process Modes, includingCC-Stick (up to 1/4 in.), Downhill Pipe (forstick), DC Touch Start TIG®, CV-Wire (upto 3/32 in.) or Arc Gouging mode whichmaximizes output with up to 5/16 in.carbon rods.»Plenty of AC Generator Power- 19 kW peak (17 kW continuous)3-Phase 240V AC generator power. Will powerindustrial equipment such as a plasma cutter,pump or inverter welder.- 12 kW peak (11 kW continuous)1-phase AC generator power for commonconstruction tools.»Reliable Engines- 4 cylinder 1800 RPM Perkins® diesel enginesrun smooth and quiet. Standard enginegauges allow you to monitor performance ata glance.- 20 gallon fuel tank for long run time.»Innovative Service Access- Lockable, removable sliding engine accessdoor provides ample space for engine and oilfilter work without requiring a large clearancespace on your truck.- Battery drawer on front of machine and top-mounted radiator cover provide convenientaccess to these systems.- Patented tilt down control panel for easyservicing of internal components.- Patented radiator cap cover is latched for easyaccess and lockable.»Low Noise- 99.1 dBA Lwa sound power (74.8 dB at23 ft./7 m) – one of the quietest 400 ampengine-driven welders available.Single-side engine accesswith lockable sliding door.Fuel, oil pressure and enginetemperature gauges help youmonitor performance.Output automatically switches to remotemode when remote device is connected.For the CC-stick, downhill pipe andTouch Start TIG® modes, the machineoutput dial becomes a maximum currentlimit for more fine tuning with theremote control dial or Amptrol™.Latched and lockableradiator cap cover.Convenient slide-out batterydrawer below control panel.Handy oil drain valve and tubemakes oil changes easy.• Simple Controls – Keeps training time to a minimum. The flip-down control panel door keeps less frequently used dials out of the way. Scratch-resistant Lexan® nameplate.• Digital weld meters for amps and volts output make it easy to precisely set your procedures.• Large 20 gallon (76 liter) fuel tank provides run time for an extended day—over 16 hours of welding at 400A/36V/100% duty cycle output, or36 hours at high idle.• Great Engine – 32.7 horsepower water-cooled 4 cylinder Perkins® 404D-22 diesel engine. Engine has an automatic idler for greaterfuel economy and reduced noise, and a glow plug button for cold weather starting.• Engine hour meter for scheduled maintenance.• LN-25 Ironworker™ across-the-arc wire feeder is a recommended option. Other across-the-arc choices are the LN-25 PRO and Activ8™.• 14-pin connector for Lincoln Electric wire feeders with control cables – LF-72, LF-74, LN-8, LN-25 PRO Dual Power and LN-742. Also compatible with Magnum® SG Spool Gun System.• Two Vantage® 400 units can be paralleled in the CC-stick mode to increase output.• Kilowatts available for Multi-Weld® 350 use: 6 kW @ 60 VDC,8.7 kW @ 58 VDC.Chopper Technology®delivers extremely fast responsefor tighter output control.VRD™ portion of nameplatewith green light on.[ 3 ]| Vantage® 400Vantage ® 400 | [ 4 ]1. Glow Plug Button2. Weld Mode Selector Switch3. Run/Stop Switch4. Hour Meter5. Start Pushbutton6. Engine Idler Switch7. Fuel Level, Engine Temperature and Oil Pressure Gauges 8. Engine Protection Light9. Engine Battery Charging Light 10. 120 VAC Circuit Breakers 11. 120 VAC Receptacles12. Covered Weld Output Terminals + and - 13. Sealed GFCI Modules 14. Ground Stud15. 120/240 VAC Full-KVA 1-Phase Receptacle 16. 240 VAC Full-KVA 3-Phase Receptacle 17. Full-KVA 1- and 3-Phase Circuit Breaker 18. 14-Pin Wire Feeder Connector 19. 6-Pin Remote Control Connector20. Arc Force and Inductance/Pinch Control Dial 21. Welding Terminals Control Switch 22. Wire Feeder Voltmeter Polarity Switch 23. Digital Amps and Volts Output Meters 24. VRD Indicator Lights 25. Output Control DialNote: Control panel door not shown.2125112423222120191716151418109876543[ 5 ] | Vantage ® 400• Simple wire harnessing keeps connections to a minimum for greater reliability. Lead and harness strain reliefs on all control connections help ensure trouble-free performance.• Engine protection system includes automatic shutdown for low oil pressure or high engine temperature.• Indicator light turns on for low oil pressure or high enginetemperature. A second indicator light turns on if the engine battery charging system malfunctions.• Circuit breaker protection on the battery ignition system provides added component protection.• Environmental friendly engine! Engine has a closed breather system to keep the engine compartment and ground clean. This system eliminates oil mist from collecting inside the engine compartment, especially on surfaces that would lower engine cooling efficiency.• Self-bleeding engine simplifies startup if your fuel tank runs dry.• Perkins ®engine camshafts are gear-driven. No timing belt maintenance. • Printed circuit boards areenvironmentally-shielded using Lincoln Electric’s engineered potting compound and protective frame trays.• Dependability and long life aided by all-copper windings in rotor and stator with high quality insulation.• Standard stainless steel roof, side panels and engine-access door deliver added protection, durability and corrosion-resistance. Eliminates the need to paint or replace rusting panels.• Manufactured under a quality system certified to ISO 9001 requirements and ISO 14001 environmental standards.• CSA (Canadian Standards Association) Certified.• Three-year Lincoln Electric warranty on welder (engine is warranted separately by the manufacturer - see Engine Specifications,footnote 6).(1)High Altitude: Perkins ® – for maximum rating, derate the output 2.5% to 3.5% for every 1,000 ft. (300 m). High Temperature: For maximum rating, derate 2 volts for every 18°F (10°C) above 104°F (40°C).(2) DC Constant Voltage capability provides convenience and added safety when welding in electrically hazardous conditions.(3) When welding, available auxiliary power will be reduced. Output voltage is within +/- 10% at all loads up to rated capacity.(4) 120V will operate either 60 Hz or 50/60 Hz power tools, lights, etc.(5) Circuits cannot be wired in parallel to operate the same device.[ 6 ] | Vantage ® 400GENERAL OPTIONSPower Plug Kit (20A)Provides four 120V plugs rated at 20 amps each, and one dual voltage, full KVA 1-phase plug rated at 120/ 240V, 50 amps. 120V plug may not be compatible with common household receptacles.Order K802NFull-KVA Power Plug (1-Phase)One dual voltage plug rated at 120/240V, 50 amps. NEMA 14-50P. Order T12153-9Full-KVA Power Plug (3-Phase) One plug rated at 240V, 50 amps.NEMA 15-50P.Order T12153-10Full - KVA Adapter Kit (1-Phase)Provides convenient connection of Lincoln Electric equipment having a240V AC 1-phase plug (NEMA 6-50P)to the full-KVA receptacle onLincoln engine-driven welders. Order K1816-1Medium Welder TrailerFor heavy-duty road, off-road, plant and yard use. Includespivoting jack stand, safety chains, and 13 in. (330 mm) wheels. Stiff .120 in. (3.0 mm) welded rectangularsteel tube frame construction is phosphate etched and powdercoat painted for superior rust and corrosion resistance. Low sway suspension gives outstanding stability with manageable tongueweight. Wheel bearings are packedwith high viscosity, high pressure, low washout Lubriplate ® grease. Includes a Duo-Hitch® – a 2 in. (51 mm) Ball/Lunette Eyecombination hitch. Overall width 60 in. (1524 mm). Overall length 124 in. (3150 mm). Order:K2636-1 TrailerK2639-1 Fender & Light Kit K2640-1 Cable RackFour-Wheeled Steerable Yard Trailer For off-road, plant and yard use. Includes an automatically engaging drawbar lock when the drawbar is raised to the verticle position. 13 in. (330 mm) wheels. Wheel bearings are packed with high viscosity, high pressure, low washout Lubriplate ® grease. Stiff 3/16 in. (4.8 mm) welded rectangular steel frame construction is phosphate etched and powder-coat painted for superior rust and corrosion resistance. Also includes aDuo-Hitch ® – a 2 in. (51 mm) Ball/ Lunette Eye combination hitch. Overall width 55 in. (1397 mm). Overall length 124 in. (3150 mm). Order K 2641-2Spark Arrestor KitMounts to muffler exhaust tube. Virtually eliminates spark emissions. Order K903-1Cold Weather KitFor engine starting and operation in extreme cold weather conditions down to -40°F (-40°C) (with the use of 0W40 synthetic oil and arctic diesel fuel). Includes 120V AC oil pan heater, 120V AC engine block heater, and radiator grill tarp. Order K2679-1 for Perkins ® Order K2735-1 for Kubota ®Polarity/Multi-Process Switch For easy polarity switching. Example: DC-stick root pass on pipe & DC+ stick for hot, fill and cap passes. Also for an easy process change. Example: DC+ stick root pass on pipe & DC- Innershield ® self-shielded flux-cored wire for hot, fill and cap passes. 6 & 14-pin remote connections can be made to this unit. For all Lincoln Electric Chopper Technology ® engine-driven welders. Mounts on roof with K2663-1 Docking Kit. Order K2642-1Docking KitSecures the K2642-1 Polarity/Multi-Process Switch to theengine-driven welder roof. Release latch permits removal of K2642-1 Polarity/Multi-Process Switch. Made from stainless steel for rust-free operation. For all Lincoln Electric Chopper Technology ® engine-driven welders. Order K2663-1STICK OPTIONSAccessory KitIncludes 35 ft. (10.7 m) 2/0 electrode cable with lug, 30 ft.(9.1 m) 2/0 work cable with lugs, headshield, filter plate, cover plate, work clamp and electrode holder. 400 amp capacity. Order K704Remote Output ControlConsists of a control box with choice of two cable lengths. Permits remote adjustment of output.Order K857 for 25 ft. (7.6 m) Order K857-1 for 100 ft. (30.5 m)TIG OPTIONSPro-Torch ™ PTA-26V TIG Torch Air-cooled 200 amp torch (2 piece) equipped with valve for gas flow control. 25 ft. (7.6 m) length. Order K1783-9Magnum ® Parts Kit for PTA-26V TIG TorchMagnum ® Parts Kit provides all the torch accessories you need to start welding. Parts kit provides collets, collet bodies, a back cap, alumina nozzles and tungstens in a variety of sizes, all packaged in an easy to carry reclosable case. Order KP509Foot Amptrol ™Provides 25 ft. (7.6 m) of remote output control for TIG welding. (6-pin plug connection). Order K870Hand Amptrol ™Provides 25 ft. (7.6 m) of remote current control for TIG welding. (6-pin plug connection). Velcro straps secure torch. Order K963-3(one size fits all Pro-Torch ™ TIG Torches)Square Wave TIG 200This 46 lb (21 kg) TIG and stick welder includes adjustable AC Frequency Control and AC Balance for great results on aluminum, pulse mode and 120V or 230V input power capability. Order K5126-1WIRE FEEDER OPTIONSLN-25 Ironworker ™ Wire FeederP ortable CV unit for flux-cored and MIG welding with MAXTRAC ® wire drive system. Includes digital meters for wire feed speed/amperage and voltage, gas solenoid, internal contactor and 5/64 in. (2.0 mm) drive roll kit for cored wire. Has 83% reduced wire feed speed capability for 6 o’clockpipe welding with Innershield ® wire.Order K2614-9K126 PRO Innershield ® GunFor self-shielded wire with 15 ft. (4.5 m) cable. For .062-5/64 in. (1.6-2.0 mm) wire. Includes K466-10 Connector Kit. Order K126-12Drive Roll and Guide Tube KitFor .068-.072 in. (1.7-1.8 mm) cored or solid steel wire. Order KP1697-068Magnum ® PRO 350 Ready-Pak ® 15 ft., .035-5/64 in.Magnum ® PRO MIG/flux-cored welding guns are rated 100% duty cycle. The guns are designed for high amperage, high duty cycle applications in extreme environments where heat-resistance and fast serviceability are key.Order K2652-2-10-45Shown with optional K2639-1 Fender &Light KitC U S T O M E R A S S I S T A N C E P O L I C YThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment,always use Lincoln Electric consumables. Visit for more details.Manufactured at a facility with certified ISO Quality and Environmental Management Systems.Drive Roll and Guide Tube Kit For .035 in. and .045 in. (0.9-1.1 mm) solid steel wire. Order KP1696-1Magnum ® SG Spool GunHand held semiautomatic wire feeder. Requires SG Control Module and Input Cable. Order K487-25SG Control ModuleThe interface between the power source and the spool gun. Provides control of the wire speed and gas flow. For use with a spool gun. Order K488Input Cable(For SG Control Module)For Lincoln engine power sources with 14-pin MS-type connection, separate 115V NEMA receptacles and output stud connections. Order K691-10PLASMA CUTTINGTomahawk ® 1000Cuts metal using the AC generator power from the engine-driven welder. Requires the T12153-9 Full KVA Power Plug (1-Phase). Order K2808-1The Lincoln Electric Company22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.。
EKM-400DC中频焊机说明书V14
EKM400DC 中频直流点焊控制器使用说明书⏹型号:EKM400DC⏹出厂编号:⏹出厂日期:请在使用前仔细阅读本使用说明书,并妥善保存,以备查阅。
镇江久能电器设备有限公司感谢贵公司使用久能电器的电阻焊机控制器。
请您在安装控制器及启用前能详细研读本说明的正确使用方法及注意事项,如您有疑问可直接向本公司咨询,本公司乐于为阁下解答。
400系列中频电阻焊机控制器是镇江久能电器设备有限公司优质产品之一,采用微型计算机控制,故能获得精确的控制量,且带有工作参数设定,具有记忆功能。
设置操作简便、性能优异、故障率低、坚固耐用。
本书内容力求正确和简洁,若有错漏之处,本公司会尽快修订,以求完善。
务请注意高压危险,请小心处理系统需求:3相50Hz380V输入接线容量:不小于25mm²2相PWM500V输出接线容量:不小于50mm²冷却水每分钟流量不小于10升冷却水进水温度不大于25℃控制器周边布局输出端子接线方式目录一、注意事项 (1)二、控制器的主要特点 (2)三、控制器的基本参数 (3)四、控制器控制及指示功能说明 (5)五、控制器操作说明 (7)六、常见故障处理 (16)七、产品维护及售后服务 (22)一、注意事项1、操作前必须确定接线连接妥当。
2、注意高压部分。
控制器电源、IGBT都有较高的电压,因此当接触这些电气回路时,一定要关掉电源,以免发生触电意外;3、接通控制器电源前,应确定脚踏(或按手)开关不在工作(接通)状态;4、作任何保养检查或检修时,必须关掉或切断控制器电源开关,并由专业人员进行操作;5、尽量不要再有腐蚀性气体或灰尘太多的地方使用控制器,避免控制器接触水或油;6、请勿将重物置于控制器上;7、尽量保持环境清洁,应避免铁屑和过重湿气侵入,定期检查可能松动的地方,如接线端、螺丝等。
二、控制器的主要特点400系列中频焊机控制器,是一种以DSP芯片作为主控单元的点焊机同步控制器。
该系列控制器主要功能特点如下:●32组焊接规范存储:焊接时可以进行更加灵活的选择和控制。
西安北方电气 MG10 400D MPM 10 400 IC-EL 说明书
XI’AN NORTH ELECTRIC CO·,LTD
使用说明书西安北方电气有限公司
目录
导言 (1)
包装与运输 (2)
技术参数 (2)
安装与操作 (4)
保养与维护 (12)
故障的排除与解决 (15)
电原理图 (16)
附录1.润滑油产品简介和等级分类 (17)
附录2图例缩写说明 (19)
附录3设备维护保养记录 (20)
注意
燃油:●建议使用优质燃油。
●开机前检查油箱内燃油油位,确保足够使用。
警告
●顺时针转动点火钥匙(4),同时按住启动按钮(13)直到发动机起动后马上松手。
注意
注意
警告
重要提示
注意
中国国家强制性产品认证标志
电瓶
燃油
当心火灾
注意安全
kg 千克s 秒DC 直流atm 大气压 A 安(培)CC 恒流kPa 千帕V 伏(特)BAT 电瓶℃摄氏度Hz 赫[兹]
mm 毫米(10-3米)r/min 转每分
l 升dB 分贝
ml 毫升kv A千伏安
h 小时kwh 千瓦时
min 分AC 交流。
400W DC-DC数控升压模块说明书
400W DC-DC 数控升压模块用户手册郑州明禾电子科技有限公司400W DC-DC数控升压模块是一款全数字显示的升压模块,体积小,功率大,效率高,工作稳定。
加入了高速微控制器的精密测量计算,可以精确调节输出电压电流大小。
配有四位八段LED数码管,可以实时显示输出电压、电流。
同时,本机具有上电后自动输出功能,可根据使用的需要开启或者关闭。
主要特点:全数字显示,方便易用恒压,恒流状态输出OUT,恒压CV,恒流CC指示灯按键精确调节电压电流值自动/手动切换显示电压、电流一键保存当前设定的电压电流值可设置通电后自动输出技术参数:输入电压:6V~40V输入电流:15A(max)输出电压:8V~80V输出电流:0~9.99A输出功率:400W(max)电压调节/显示分辨率:0.01V电流调节/显示分辨率:0.01A转换效率:最高95%输出纹波:≤50mV短路保护:15A保险丝接线方式:8500接线端子产品尺寸(mm):86(长)*75(宽)*63(高)重量:295g使用说明:1、正确连接输入、输出,保证输入电压在要求的范围内,严禁反接。
2、设定所需的电压电流值,设定电压电流值的方法如下:上电后默认显示的是电压设定值,电压值显示的格式是“00.00”,单位是“V”,例如,“12.34”表示“12.34V”。
按下“SET”按键可以切换到电流设定值,电流值显示的格式是“0.00A”,单位是“A”,例如“1.23A”表示“1.23A”,按下按键增大设定值,按下按键减小设定值,短按精确设定,长按可以快速设定。
电压值或者电流值发生变化后,按下“SET”键后会显示“----”,表示保存了当前设定的电压或者电流值。
若没有改变电压或者电流值,按下“SET”键会切换到电流或者电压值。
3、设定完成后按下“OK”按键输出。
4、输出状态下,在显示电压值时按下按键可以增大输出电压,按下按键可以减小输出电压,在显示电流值时按下按键可以增大电流设定值,按下按键可以减小电流设定值,短按精确设定,长按可以快速设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EKM400DC 中频直流点焊控制器使用说明书⏹型号:EKM400DC⏹出厂编号:⏹出厂日期:请在使用前仔细阅读本使用说明书,并妥善保存,以备查阅。
镇江久能电器设备有限公司感谢贵公司使用久能电器的电阻焊机控制器。
请您在安装控制器及启用前能详细研读本说明的正确使用方法及注意事项,如您有疑问可直接向本公司咨询,本公司乐于为阁下解答。
400系列中频电阻焊机控制器是镇江久能电器设备有限公司优质产品之一,采用微型计算机控制,故能获得精确的控制量,且带有工作参数设定,具有记忆功能。
设置操作简便、性能优异、故障率低、坚固耐用。
本书内容力求正确和简洁,若有错漏之处,本公司会尽快修订,以求完善。
务请注意高压危险,请小心处理系统需求:3相50Hz380V输入接线容量:不小于25mm²2相PWM500V输出接线容量:不小于50mm²冷却水每分钟流量不小于10升冷却水进水温度不大于25℃控制器周边布局输出端子接线方式目录一、注意事项 (1)二、控制器的主要特点 (2)三、控制器的基本参数 (3)四、控制器控制及指示功能说明 (5)五、控制器操作说明 (7)六、常见故障处理 (16)七、产品维护及售后服务 (22)一、注意事项1、操作前必须确定接线连接妥当。
2、注意高压部分。
控制器电源、IGBT都有较高的电压,因此当接触这些电气回路时,一定要关掉电源,以免发生触电意外;3、接通控制器电源前,应确定脚踏(或按手)开关不在工作(接通)状态;4、作任何保养检查或检修时,必须关掉或切断控制器电源开关,并由专业人员进行操作;5、尽量不要再有腐蚀性气体或灰尘太多的地方使用控制器,避免控制器接触水或油;6、请勿将重物置于控制器上;7、尽量保持环境清洁,应避免铁屑和过重湿气侵入,定期检查可能松动的地方,如接线端、螺丝等。
二、控制器的主要特点400系列中频焊机控制器,是一种以DSP芯片作为主控单元的点焊机同步控制器。
该系列控制器主要功能特点如下:●32组焊接规范存储:焊接时可以进行更加灵活的选择和控制。
●可设定预热电流,焊接电流和回火电流,有效地解决了焊接过程中产生的喷溅和焊接结束后工件的淬火问题。
三个放电脉冲可单独或任意组合使用。
●具有电流缓升/缓降功能:使用缓升/缓降功能可以避免焊接时产生喷溅,满足特殊材料焊接要求。
●计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。
●具有单点/连续/缝焊焊接功能●节能:三相电源输入,整流逆变后中频1000Hz输出,工作频率高,变压器损耗小,节能效果明显。
●安装使用方便:中频逆变焊机所使用的变压器相比工频的,体积大大减小,整体设备轻巧,安装使用方便。
●故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。
●通讯及BCD码控制功能:可外接工控机、PLC等设备,实现远程控制自动化管理,提供工作效率。
●可扩展性:采用德国博世技术通过本公司各种扩展模块组合可形成:1:远程监控2:实时数据反馈3:可编程输入、输出注意:1、参数设定用户可任意设定触摸屏操作、设定、报警、特殊功能界面并设定参数。
2、使用方法将控制器安装完毕并确认脚踏开关开启后,接通控制器和点焊机的电源,打开前面板上的开关,此时焊机处于休止状态。
即点焊机处于电极抬起、主变压器掉电状态。
此时可对焊接规范进行调整,此时控制器处于上一次工作时的焊接规范。
3、工作方式控制器可以有两种工作方式:普通点焊和缝焊1) 单点点焊:起动信号开始后即开始焊接过程,焊接结束后发出焊接完成信号。
启动开关气阀输出电流波形终了信号2) 连续点焊:连续点焊过程中,如果起动开关一直保持有效,那么电磁阀输出在保持时间过后会断开,焊钳张开,然后休止时间有效。
休止时间过后电磁阀会再次闭合,重新开始下一个焊接过程。
启动开关气阀输出电流波形终了信号3) 缝焊方式:此方式分为常规和两脚两种方式。
a) 常规方式:即起动后,第二脉冲的循环输出形成了缝焊过程,随着缝焊轮的转动,电流一直输出,直到起动信号断开,那么焊接过程即结束。
启动开关气阀输出电流波形终了信号b) 两脚方式:即第一次起动后,第二脉冲循环输出,形成缝焊过程,第二次起动后焊接循环结束。
启动开关气阀输出电流波形终了信号4、规范选择方式两种方式:端子选择规范和面板选择规范。
1) 端子选择:主板端子/面板端口短接时为端子选择,由外部PLC控制规范数,遵循8421码原则。
2) 面板选择:主板端子/面板端口断开时为面板选择,由人机界面控制规范数。
5、脉冲电平方式1) 脉冲方式:启动信号立即有效,即踩下脚踏流程就开始执行。
启动开关气阀输出电流波形终了信号2) 电平方式:启动信号延迟有效,即踩下脚踏过预压流程才开始执行,未过预压松开脚踏流程停止。
启动开关气阀输出电流波形终了信号6、电流递增功能、电极修磨为了补偿电极磨损造成的焊接电流密度降低现象,控制器提供了电流递增功能。
用户可以根据实际情况设定最多10个步增段。
在电流递增功能中涉及到了以下几个参数:电流增量、修磨点间隔、步增段电流增量、步增段焊点数、步增通知点。
1) 电流增量:电流递增过程中相对于电流的设定值的总的电流增量。
取值范围0-999.9%。
2) 修磨点间隔:电流递增过程中总的焊点数。
取值范围1-9999。
3) 步增段电流增量:每一个步增段中电流相对于总的电流增量(电流增量)的百分比。
如,步增段1的电流递增量为 1.%I ,步增段1的终止电流值为(1+电流增量*1.%I)*焊接电流设定值。
4) 步增段焊点数:每个步增段中包含的焊点数占总的递增过程的焊点数的百分比,如1.%C,为步增段1的焊点数占总的焊点数的百分比。
所以步增段1内的焊点数=修磨点间隔*1.%C。
5) 步增通知点:在步增过程接近结束时的前第N个点通知用户步增过程即将结束。
6) 电极预警点:在最后一次修磨过程即将结束的时候,在结束前的第N 个点提出预先警告,即电极预警点,其取值范围为0-9999。
7) 修磨次数:用户可以根据实际情况设定电极的总修磨次数。
7、电流监控电流监控功能用于检查在焊接过程中流过的实际的电流,并且将反馈的电流值与设定的参考值以及超、欠限值进行比较。
当测定的电流值超出允许误差的时候,控制器会提出报警或预警。
如果测量值低于允许的误差范围,那么将会启动一个计数器,并与之比较,如果允许补焊,那么控制器会补焊一次焊点。
对于每一个焊接脉冲可以单独设定电流监控功能。
当测得的电流值超过电流设定的误差的时候,会产生报警或预警信号。
对于预热、焊接、回火三个焊接过程,分别设定了电流参考值、超限值、许可欠限值和报警欠限值。
如图所示:1. 预热(焊接或回火)参考值:可以设定一个实际的电流参考值,电流超限、欠限值等参数都以这个参考值为标准。
2. I*超限值:对于电流I* (* =1,2或3,分别对应着预热、焊接和回火三个过程)来说,相对于电流的参考值有一个超限范围,当实际的电流超出这个限定范围的时候,控制器会提出报警,这时控制器有可能只提出报警不中断焊接过程,也有可能就此中断焊接过程,此功能可以通过主板上的拨码开关S6设置。
3. I*报警欠限值:测量的电流值相对于参考的电流值有一个低限误差,即报警欠限值,当电流测量值超出允许的报警范围时会提出报警,此时有可能中断焊接,也有可能不中断焊接,而重新启动下一次。
4. I*许可欠限值:相对于电流参考值可以设定一个许可欠限值,它也是一个百分比,在许可欠限和报警欠限之间,可以引入一个参数:连欠限点数,即可以允许连续n个点位于许可欠限和报警欠限之间,如果超出点数n后即报警,并结束焊接过程。
5. 连欠限点数:当实际的电流值落在了电流报警欠限和电流许可欠限之间的范围内,那么允许再焊一次,如果下一次仍然落在这个范围内,且没有超出“连欠限点数”范围,那么还可以再焊一次,直到达到连欠限点数设定值,如果下一点仍欠限,则控制器提出报警。
*注意:1)上电启动后需等待30秒,待内部电路完全启动(即面板上启动指示灯亮)才可以进行焊接操作。
2)您可以将您用不到的参数设为0,设为0后焊接流程将不执行工艺,不影响别的工艺。
3)对于您用不到的接线,请您妥善处理,可以用绝缘胶带缠好。
4)当控制器工作在恒流控制方式下,操作人员修改设定电流后,控制器需要10~20ms调整电流,调整完成后,控制器便可以按照所需电流工作。
5)控制器使用时,机箱壳体必须牢靠接地;6)控制箱要接通冷却水后方可使用,而且要保证冷却水有足够的流量和压力。
要定期(每月一次)检查水冷却系统的工作情况(流水是否通畅、漏不漏水等);7)通电使用时,不允许打开控制器箱体,更不允许用手随便触摸箱内各部分,以免触电(箱内有600V的高压);8)注意在电源断开且内部电路板指示灯熄灭后,控制器内部储能电容上还有接近30V的电压存在,需等待几分钟让其慢慢放电,对控制器维护时请特别注意!!!;9)检查内部接线与控制板接线时,务必切断电源;10)不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能;11)不允许用手触摸IGBT,否则静电会损坏组件。
12)注意:控制器严禁空载试验,试用时必须带变压器!!!1、液晶无显示:查电源是否可靠接通,电源指示灯是否常亮;2、数据不可设定:检查操作是否正确,接线是否可靠;3、脚踏无响应:检查脚踏开关是否损坏,检查接线是否正确可靠;4、气动阀不动作:检查气动阀是否损坏,接触是否可靠,线路有无短线;5、过流保护:<1>逆变器输出电流过大,<2>中频变压器对地短路,<3>主控板检测异常;6、机器内部过热:首先检查流过散热器的水温度是否过高,其次,检查散热板上的温度继电器是否损坏,常态下开关是闭合的;7、变压器温度过高:检查变压器的水温是否过高;检查变压器内温度继电器是否损坏;8、(焊接)电流过大:提示焊接过程中的实际电流超出监视电流的设定范围,检查参数设置是否正确,焊接工艺是否合适;9、(焊接)电流过小:提示焊接过程中的实际电流超出监视电流的设定范围,检查参数设置是否正确,焊接工艺是否合适;焊接的二次回路是否有问题;10、更换电极请求:电极寿命已到,更换电极;更换电极后复位报警或从外部端子输入更换电极信号;11、修磨电极请求:请求修磨电极,对电极进行修磨后复位报警或从外部端子输入步增复位信号;12、水压检测异常、气压检测异常:检查水压和气压是否正常;检查气阀电源供电是否正常;13、无电流输出:检查IGBT接线是否正确可靠,检查IGBT是否损坏;14、焊接不牢或飞溅火花:检查气压大小和气路是否正常,检查焊机焊接时工件是否压紧,检查参数设置是否合理,市电电压是否正常;15、数据不正确:检查参数是否正确设置并保存;16、变压器声音太大:检查IGBT的接线是否可靠正确,检查IGBT是否损坏。