焊接材料的选用表格
焊接材料管理及各类表格

4.3检验结果的认可
焊接材料的检验方法及检验规则一般应根据有关标准(参见引用标准)确定。必要时亦可由供需双方协商确定。
焊接材料经验收检验后应出具检验报告,并经有关职能部门认可。
4.4验收标记
验收合格的焊接材料应在每个包装上做专门的标记。
第五条
焊接材料保管严格按公司焊接材料储存与保管制度执行,库房设施达到要求,焊接材料进入一级库,二级库均由专门负责人负责管理,焊接材料保管必须达到公司制定的焊接材料储存与保管制度要求才能储存,否则不允许储存,焊接材料烘干由专业工区自行负责烘干,发放。
(1)电弧的发生:开始引弧的难易;再引弧性(断弧后重新引弧的难易)。
(2)电弧的状态:稳弧性,包括持续性(有否断弧、喘息等)和集中性;吹力大小。
(3)熔融状态:套筒形状;药皮熔化的均匀性。
(4)熔渣:流动性;清除的难易程度;覆盖的均匀性。
(5)飞溅:发生的状态(飞溅的大小及数量);清除的难易程度。
(6)焊缝外观:焊波的粗细;成形(焊缝余高)。
第
7.1入库的焊接材料,由焊接材料库管理人员协同焊接技术员及质检人员,验证焊接材料质保书及包装质量
7.2为保证焊接材料的保管质量,必须做到:
A)焊接材料库内应装配驱湿机和空调,配备温度、湿度仪,保证库内干燥整洁,温度不低于5℃,相对空气湿度低于60%,最好控制在15℃-25℃之间。
B)焊接材料应存放在专用架子上,堆放架离地面和墙壁各应保持300毫米以上的距离,焊接材料的堆放不宜过高。
存放焊接材料的库内可根据需要划分为“待检”、“合格”及“不合格”等区域,各区域要有明显的标记。
验收合格的焊接材料应进行入库登记。其内容包括:
HJ记录表格
热处理
硬度试验
QG/CC-7.0504-10-H.24编号:
材料计划表
项目:装置:工号:
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
材料名称
材料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
材料责任师:材料检验员:年月日
QG/CC-7.0504-10-H.26编号:
适用于焊件母材厚度的范围
焊接材料
焊条类别
焊条标准
焊条(丝)牌号
规格
焊剂牌号
焊条(丝)熔敷金属化学成分(%)
焊条(丝)牌号
C
Si
Mn
P
S
Cr
Ni
Mo
v
Ti
焊接位置
对接焊缝位置
焊接方向(向上、向下)
角焊缝位置
预热
预热温度(℃)
层间温度(℃)
加热方式
焊后热处理
加热温度(℃)
升温速度(℃/h)
保温时间(分)
直径
钨极规格及类型
熔化极气体保护焊熔滴过渡形式
焊丝送进速度范围
技术措施
编制
日期
审核
日期
QG/CC-7.0504-10-H.4编号:
焊接工艺评定报告(一)
单位名称:批准人签字:
焊接工艺指导书编号:日期:
焊接工艺评定报告编号:焊接方法:
焊接接头
坡口型式
焊缝示意图
母材
钢材标准号
钢号
类组号
厚度直径
焊接材料
焊条标准
钢印代号
焊接指导书和焊评表格范本

焊接指导书和焊评表格范本焊接工艺评定报告焊评编号: YG·WP-GTAW-12-01 材料: TP316L Ф114*3.5工程有限公司预焊接工艺规程(pWPS)单位名称**工程有限公司预焊接工艺规程编号YG·WPS-GTAW-12-01 日期2012、09、20 所依据焊接工艺评定报告编号YG·WP-GTAW-12-01焊接方法GTAW 机械化程度(手工、机动、自动)手工焊接接头:坡口形式V型衬垫(材料及规格)其他简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-8 组别号Fe-8-1 与类别号Fe-8 组别号Fe-8-1 相焊或标准号ASTM A312 材料代号TP316L 与标准号ASTM A312 材料代号TP316L 相焊对接焊缝焊件母材厚度范围 1.5-7.0角焊缝焊件母材厚度范围不限管子直径、壁厚范围:对接焊缝 1.5-7.0角焊缝其他填充金属:焊材类别:FeS-8焊材标准:YB/T5092-05填充金属尺Φ2.0寸:焊材型号:GTS-316LH03Cr19Ni12Mo2Si焊材牌号(金属材料代号):填充金属类焊丝别:其他:对接焊缝焊件焊缝金属厚度范围:0-7.0角焊缝焊件焊缝金属厚度范围:不限耐时堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb其他:注:对每一种母材与焊接材料的组合均需分别填表。
电特性:电流种类:直流(DC)极性正接反接焊接电流范围(A)85-100 电弧电压(V)15-1焊接速度(范围)钨极类型及直径铈钨极Φ2.5 喷嘴类型(mm)2焊接电弧种类(喷射弧、短路弧等)焊丝送进速度(cm/min)(按所焊位置和厚度,分别列出电流和电压范围,记入下表)技术措施:摆动焊或不摆动焊:摆动焊摆动参数:焊前清理和层间清理:磨背面清根方法:单道焊或多道焊(每面)单道焊单丝焊或多丝焊单丝焊导电嘴至工件距离(mm)锤击:其他:焊接工艺评定报告单位名称**工程有限公司焊接工艺评定报告编号YG·WP-GTAW-12-01 预焊接工艺规程编号YG·WPS-GTAW-12-01焊接方法GTAW 机械化程度(手工、机动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)母材:材料标准ASTM A312材料代号焊后热处理:保温温度(℃):保温时间(h):TP316L类、组别号:Fe-8-1与类、组别号:Fe-8-1相焊厚度 3.5mm 直径其他保护气体:气体混合比流量(L/min)保护气体Ar 99.99% 6-10尾部保护气背面保护气Ar 99.99% 6-10填充金属:焊材类别FeS-8 焊材标准YB/T5092-05焊材型号GTS-316L 焊材牌号H03Cr19Ni12Mo2Si焊材规格Φ2.0焊缝金属厚度3.5mm其他电特性:电流种类直流(DC)极性正接/反接钨极尺寸焊接电流(A)85 100电弧电压(V)14.9 16.0焊接电弧种类其他:焊接位置:对接焊缝位置:水平技术措施:方向:(向上、向下)角焊缝位置:方向:(向上、向下)焊接速度(cm/min)摆动或不摆动摆动摆动参数多道焊或单道焊(每面)单道多丝焊或单丝焊单丝其他预热:预热温度(℃)道间温度(℃)其他拉伸试验试验报告编号:试样编号试样宽度mm试样厚度mm横截面积mm2最大载荷KN抗拉强度MPa断裂部位和特征HY-1-1 HY-1-2弯曲试验试验报告编号:试样编号试样类型试样厚度mm弯心直径mm弯曲角度(°)试样结果HY-2-1 面弯180 合格HY-2-2 面弯180 合格HY-2-3 背弯180 合格HY-2-4 背弯180 合格冲击试验试验报告编号:试样编号试样尺寸夏比V型缺口位置试验温度℃冲击吸收功J侧向膨胀量备注金相检验(角焊缝):根部(焊透、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)。
GB50235表格
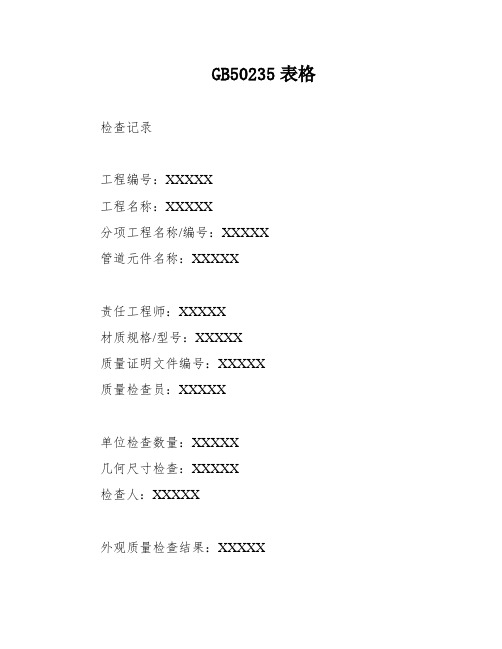
GB50235表格检查记录工程编号:XXXXX工程名称:XXXXX分项工程名称/编号:XXXXX管道元件名称:XXXXX责任工程师:XXXXX材质规格/型号:XXXXX质量证明文件编号:XXXXX质量检查员:XXXXX单位检查数量:XXXXX几何尺寸检查:XXXXX检查人:XXXXX外观质量检查结果:XXXXX阀门试验记录工程编号:XXXXX工程名称:XXXXX分项工程名称/编号:XXXXX 阀门名称:XXXXX型号/规格:XXXXX数量:XXXXX公称压力:XXXXX责任工程师:XXXXX质量检查员:XXXXX试验人员:XXXXX年月日:XXXXX压力试验密封试验:上密封试验实验结果:XXXXX 管道弯管加工记录工程编号:XXXXX管线号:XXXXX简图及说明:XXXXX弯管编号:XXXXX材质规格:XXXXX工程名称:XXXXX弯曲半径:XXXXX角度或尺寸偏差:XXXXX圆度:XXXXX褶皱高度:XXXXX分项工程名称/编号:XXXXX 弯管厚度:XXXXX热处理温度:XXXXX硬度值HB:XXXXX无损检测结果:XXXXX责任工程师:XXXXX质量检查员:XXXXX试验人员:XXXXX年月日:XXXXX管道热处理报告工程编号:XXXXX管线号:XXXXX规格:XXXXX焊缝号(管件号):XXXXX 升温速率(℃/h):XXXXX 热处理温度(℃):XXXXX工程名称:XXXXX材质:XXXXX焊材牌号:XXXXX恒温时间(h):XXXXX降温速率(℃/h):XXXXX 备注:XXXXX分项工程名称/编号:XXXXX热电偶布置方式:XXXXX热处理曲线示意图:XXXXX(附:热处理自动记录曲线)责任工程师:XXXXX质量检查员:XXXXX操作人:XXXXX年月日:XXXXX管道焊接检查记录工程编号:XXXXX管线号:XXXXX焊缝编号:XXXXX接头类型:XXXXX管道材质:XXXXX管道规格:XXXXX固定或转动焊口:XXXXX工程名称:XXXXX无损检测方法:XXXXX焊接方法:XXXXX焊接材料牌号/规格:XXXXX 预热温度:XXXXX层间温度:XXXXX后热温度/时间:XXXXX分项工程名称/编号:XXXXX 无损检测比例:XXXXX焊工姓名/代号:XXXXX施焊日期:XXXXX外观质量检查结果:XXXXX 无损检测结果:XXXXX责任工程师:XXXXX质量检查员:XXXXX试验人员:XXXXX年月日:XXXXX管道安装记录工程编号:XXXXX管道材质:XXXXX管道规格:XXXXX焊接连接转动口数:XXXXX固定口数:XXXXX工程名称:XXXXX法兰连接压力等级:XXXXX垫片材质:XXXXX其他连接形式:XXXXX机械接口座标:XXXXX分项工程名称/编号:XXXXX最大安装偏差(mm):XXXXX标高平直度铅垂度坡度序号管线编号:XXXXX 备注:XXXXX责任工程师:XXXXX质量检查员:XXXXX试验人员:XXXXX年月日:XXXXX管道隐蔽工程(封闭)记录工程编号:XXXXX工程名称:XXXXX分项工程名称/编号:XXXXX隐蔽(封闭)管线/附件名称:XXXXX管线号:XXXXX材质规格:XXXXX管线长度:XXXXX防腐等级/检测结果:XXXXX简图(管线布置、隐蔽的方位、标高尺寸等):XXXXX 隐蔽(封闭)检查结果:XXXXX建设单位专业工程师:XXXXX年月日:XXXXX监理单位监理工程师:XXXXX年月日:XXXXX总承包单位专业工程师:XXXXX年月日:XXXXX施工单位技术负责人:XXXXX质量检查员:XXXXX试验人员:XXXXX年月日:XXXXX管道补偿装置安装记录工程编号:XXXXX管线号:XXXXX简图:XXXXX补偿器:XXXXX本文是一份关于管道支、吊架安装记录、磁粉检测报告、渗透检测报告和射线检测报告的技术文档。
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
焊材管理规定全含各种用表

目录1总贝!| (1)2职责 (1)2.1物资部职责 (1)2. 2焊接工程师职责 (1)2. 3质量检验工程师职责 (1)2. 4焊材库保管员职责 (2)2. 5焊材烘干房管理员职责 (2)3焊接材料的验收 (2)3. 1焊接材料的验收组织 (2)3. 2焊接材料的外观检验 (3)3. 3质量证明书检验 (3)3. 4焊接材料的验收记录 (3)3.5其他要求 (3)4焊接材料的保管 (4)4.1焊接材料的库房设置要求 (4)4.2焊接材料的保管要求 (4)4.3其他要求 (4)5焊接材料的烘干 (5)5.1焊材烘干房环境要求 (5)5.2焊材烘干要求 (5)5.3其他要求 (5)6焊接材料的发放 (6)6.1焊材发放程序 (6)6.2焊材发放要求 (6)7.3其他要求 (7)7焊接材料的回收 (7)7.1焊材回收程序 (7)8.2焊材回收要求 (7)8焊条发放和焊条头回收的奖惩规定 (8)9.焊材管理有关表格清单 (9)1总则1.1为确保伊拉克哈法亚项目部焊接施工质量,规范项目部焊接材料的验收、保管、烘干、发放、回收管理工作,特编制本规定。
1.2本规定适用于伊拉克哈法亚项目部所有活动范围中焊接材料的管理。
2职责2.1物资部职责(1)负责根据焊接工程师提出的焊材需求计划进行焊材的采购。
(2)设立能满足使用要求的焊接材料库,并配置温湿度计、烘干箱、保温箱、暖风机、除湿机、换气扇等设施。
(3)配备相应的焊材库保管员、烘干房管理员,并按本规定要求对焊材的验收、保管、烘干、发放、回收过程进行管理。
2. 2焊接工程师职责(1)负责焊接专业施工方案及焊接相关管理制度的编制、实施工作。
(2)负责编制、汇总项目部焊接施工所需焊接材料的需求计划,并经项目领导签字确认后交由物资部。
(3)负责对项目部与焊接作业相关人员的技术交底工作,尤其应对焊材库保管员和烘干房管理员进行上岗前技能培训,使其掌握本项目焊材型号、规格、性能及对应使用母材情况。
常见焊缝焊材消耗速查表
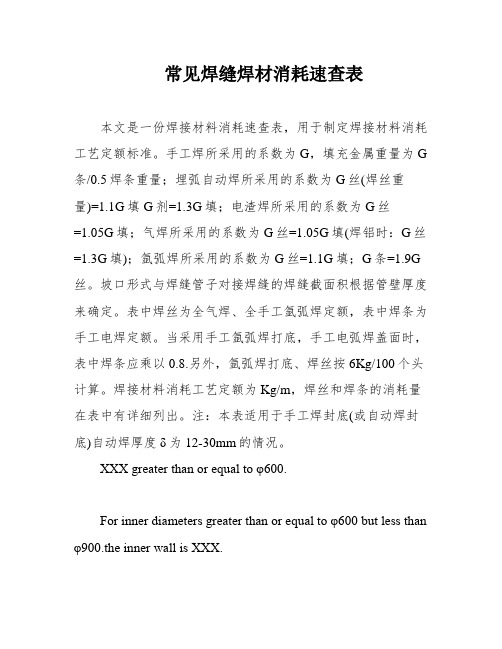
常见焊缝焊材消耗速查表本文是一份焊接材料消耗速查表,用于制定焊接材料消耗工艺定额标准。
手工焊所采用的系数为G,填充金属重量为G 条/0.5焊条重量;埋弧自动焊所采用的系数为G丝(焊丝重量)=1.1G填G剂=1.3G填;电渣焊所采用的系数为G丝=1.05G填;气焊所采用的系数为G丝=1.05G填(焊铝时:G丝=1.3G填);氩弧焊所采用的系数为G丝=1.1G填;G条=1.9G 丝。
坡口形式与焊缝管子对接焊缝的焊缝截面积根据管壁厚度来确定。
表中焊丝为全气焊、全手工氩弧焊定额,表中焊条为手工电焊定额。
当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8.另外,氩弧焊打底、焊丝按6Kg/100个头计算。
焊接材料消耗工艺定额为Kg/m,焊丝和焊条的消耗量在表中有详细列出。
注:本表适用于手工焊封底(或自动焊封底)自动焊厚度δ为12-30mm的情况。
XXX greater than or equal to φ600.For inner diameters greater than or equal to φ600 but less than φ900.the inner wall is XXX.For inner diameter s greater than or equal to φ900.both the inner and outer nal area。
XXX 0.913 Kg/mmm2.The XXX δ=3~6mm。
manual arc welding is used。
while for XXX δ=7~30mm。
XXX.XXX of the container。
with a n rate ranging from 0.41 to 0.58 Kg/m。
The welding seam cross-XXX.焊接材料的消耗定额和焊缝截面积是焊接过程中需要考虑的重要因素。
焊丝是一种常见的焊接材料,其规格和直径会影响焊接的效果。
氩弧焊焊接参数表

5.氩气纯度(%)≥99.7
6.钨极伸出喷嘴的长度≈1-2倍钨极直径
7.焊前须清除焊件表面的油脂、涂层、润滑
剂及氧化膜等
8.焊接时有足够的提前送气和滞后停气时间
9.戴好头面罩、手套、穿好工作服、工作鞋,
以避免电弧光中的紫外线和红外线灼伤
编制:
审核:
批准:
xx公司
气体保电流种类:直流正接)
钨极直径(d) 焊接电流I(A) 焊缝颜色与效果
氩气流量 Q(L/min)
焊接板厚T(mm)
操作要领
Φ1.0
30~50 银白、金黄(最好)
4
0.5~0.8 1.焊接速度约在0.25~0.5m/min
Φ1.6
35~60
蓝色(良好)
4
1.0
2.弧长≈1-1.5倍钨电极直径
Φ1.6
45~80
红灰(较好)
4~5
1.5
3.停止焊接时,首先从熔池中抽出填充金属,热
Φ2.0
75~120
灰色(不良)
5~6
2.0
端部仍需停留在氩气流的保护下,以防止氧化
Φ2.0
110~140 黑色(最坏)
6~7
2.5~3.0 4.钨极分为纯钨、钍钨、铈钨三种
螺旋焊接钢管规格表
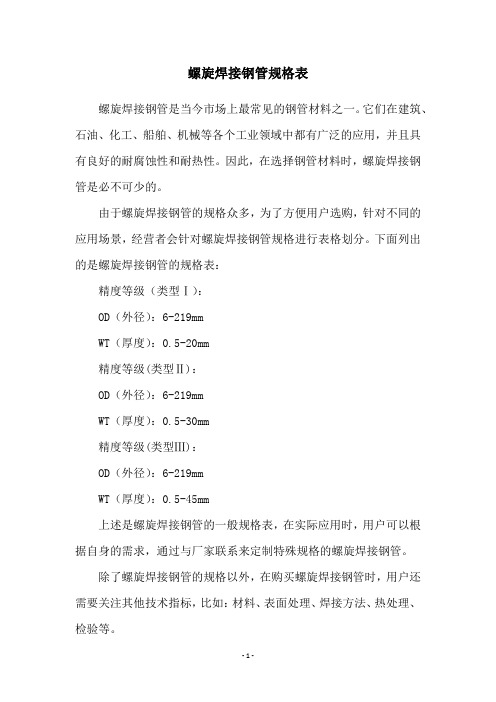
螺旋焊接钢管规格表螺旋焊接钢管是当今市场上最常见的钢管材料之一。
它们在建筑、石油、化工、船舶、机械等各个工业领域中都有广泛的应用,并且具有良好的耐腐蚀性和耐热性。
因此,在选择钢管材料时,螺旋焊接钢管是必不可少的。
由于螺旋焊接钢管的规格众多,为了方便用户选购,针对不同的应用场景,经营者会针对螺旋焊接钢管规格进行表格划分。
下面列出的是螺旋焊接钢管的规格表:精度等级(类型Ⅰ):OD(外径):6-219mmWT(厚度):0.5-20mm精度等级(类型Ⅱ):OD(外径):6-219mmWT(厚度):0.5-30mm精度等级(类型Ⅲ):OD(外径):6-219mmWT(厚度):0.5-45mm上述是螺旋焊接钢管的一般规格表,在实际应用时,用户可以根据自身的需求,通过与厂家联系来定制特殊规格的螺旋焊接钢管。
除了螺旋焊接钢管的规格以外,在购买螺旋焊接钢管时,用户还需要关注其他技术指标,比如:材料、表面处理、焊接方法、热处理、检验等。
其中,材料是螺旋焊接钢管的重要指标,常用的螺旋焊接钢管材料有:碳钢、合金钢、低合金钢、铝镁铝钛、钛钽合金等。
其中,碳钢螺旋焊接钢管属于常规螺旋焊接钢管,低合金钢螺旋焊接钢管具有较高的强度和延伸率,钛钽合金螺旋焊接钢管可以承受极端温度环境,铝镁铝钛螺旋焊接钢管具有较好的抗腐蚀性。
根据使用环境的不同,用户可以选择不同的螺旋焊接钢管材料。
表面处理也是购买螺旋焊接钢管时需要考虑的重要指标,常用的表面处理方式有拉丝、热镀锌、精酸洗、电泳涂漆、喷塑等。
根据不同的使用环境,用户可以根据自身的需求,选择不同的表面处理方式来使钢管具备较好的抗腐蚀性、防锈性和外观性能。
最后,用户一定要检验购买的螺旋焊接钢管是否达到标准要求,它需要通过检验钢管的精度、容量、性能等因素来确定,以避免购买到劣质钢管,否则可能会对后续使用产生影响。
总的来说,螺旋焊接钢管在当今的工业领域中有着重要的使用价值。
但在选择和购买螺旋焊接钢管时,用户一定要对螺旋焊接钢管的规格表和技术指标有一个清晰的了解,以免在购买时选择到不符合应用需求的产品。
常用焊接材料选用明细

常用焊接材料选用明细焊接是一种常见的金属连接技术,广泛应用于制造业、建筑业、汽车行业等领域。
不同的焊接材料具有不同的特性和适用范围,因此在进行焊接工作时,选择合适的焊接材料非常重要。
下面是一些常用的焊接材料选用明细:1.碳钢焊接材料:适用于焊接碳钢和低合金钢。
常用的焊接材料包括碳钢焊条、碳钢焊丝和碳钢焊剂。
这些材料具有良好的可焊性、韧性和机械性能,价格也较为经济实惠。
2.不锈钢焊接材料:适用于焊接不锈钢和耐热钢。
常用的焊接材料包括不锈钢焊丝、不锈钢焊条和不锈钢焊剂。
这些材料具有良好的耐腐蚀性、抗氧化性和机械性能,适用于要求高质量的焊接工作。
3.铝合金焊接材料:适用于焊接铝合金和铝镁合金。
常用的焊接材料包括铝焊丝、铝焊条和铝焊剂。
这些材料具有良好的导热性、导电性和机械性能,适用于要求轻量化和高强度的焊接工作。
4.铜焊接材料:适用于焊接铜和铜合金。
常用的焊接材料包括铜焊丝、铜焊条和铜焊剂。
这些材料具有良好的导电性、导热性和机械性能,适用于电子、电气和通信行业的焊接工作。
5.镍合金焊接材料:适用于焊接高温合金和耐腐蚀合金。
常用的焊接材料包括镍焊丝、镍焊条和镍焊剂。
这些材料具有良好的耐高温性、耐腐蚀性和机械性能,适用于航空航天、化工和能源行业的焊接工作。
除了上述主要的焊接材料外,还有一些特殊材料也常被用于特定的焊接工作,例如钛合金焊接材料、金属陶瓷焊接材料等。
这些材料具有较高的特殊性能,适用于特殊工况下的焊接需求。
在选择焊接材料时,需要根据具体的焊接工作要求来进行选择。
主要考虑因素包括焊接金属的种类、焊接接头的要求、焊接环境的条件等。
此外,还需要参考相关规范和标准,确保所选用的材料符合国家和行业的要求。
总之,焊接材料的选用对焊接工作的质量和效率有着重要的影响。
正确选择合适的焊接材料,可以保证焊缝的质量和性能,提高焊接工作的效率和经济效益。
管道安装焊接工艺表格全套

编制:
年
月
日
焊接责任工程师:
2010 年 08 月 25 日
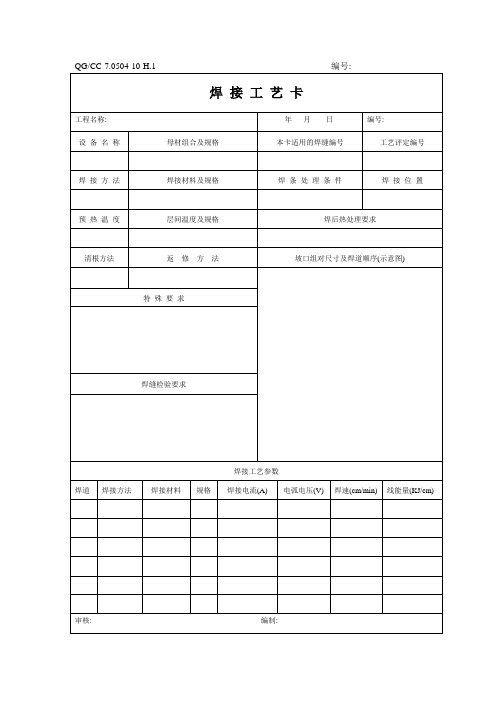
焊
表 H-05 产 品 名 称 焊接工艺指导书编号 母 材 气 体 接 头 编 号 层次 1 2 焊接方法 SAW SAW 储 气 罐 HP01-01 Q235B / 配
接
工
艺
卡
N0:02 零部件名称 图 号 钢号类组别号 / 清根方式 焊工资格 焊接速度 电压(V) (cm/min) 25~28 60~80 30~34 80~90
焊
表 H-05 产 品 名 称 焊接工艺指导书编号 母 材 气 体 接 头 编 号 层次 1 2 焊接方法 SAW SAW 蒸汽管道 HP01-01 Q235B 蒸汽 配
接
工
艺
卡
比
焊接材料 牌号 规格 E4303—J422 Ф 2.6
N0:01 产 品 型 号 零部件名称 焊接工艺评定编号 图 号 HP01 规 格 2.5 ㎜ 钢号类组别号 / 流 量 / 清根方式 A 类焊接接头 焊工资格 焊接速度 电源及极性 电流(A) 电压(V) (cm/min) ~200 25~28 60~80 直流反极 ~250 28~30 80~90
编制: 日
年
月
日
焊接责任工程师:
2003 年 06 月 16
焊
表 H-05 产 品 名 称 焊接工艺指导书编号 母 材 气 体 接 头 编 号 层次 1 2 焊接方法 SAW SAW 储 气 罐 HP01-01 Q235B / 配
接
工
艺
卡
N0:04 零部件名称 图 号 钢号类组别号 / 清根方式 焊工资格 焊接速度 电压(V) (cm/min) 28~32 60~80 36~38 70~80
白车身点焊-焊接规范表

表格1 低碳钢的点焊(C≤0.3%)
(1)材料表面应没有锈、氧化物、油漆、油脂、油。
(2)对于不同板厚材料焊接,参见表格2。
(3)电极材料应根据板材状况选用
(4)对于三层板焊接,最小间距应增加30%
(5)对于镀锌板而言,一般参数上应增加15~20%
(6)对于有铜板保护的焊接点而言,一般参数上应增加15~20%
表格2 对于2或3层相同或不同板厚的工件焊接参数的选择标准
A=B
注:一般情况,对于三层板焊接,一旦相同板厚被确定,焊接电流应当增加5~10%。
电极直径的选择应根据与之相接触的板厚确定
表格3 点焊过程中导致缺陷的主要原因的辨别
图例:
+比标准值大
-比标准值小
≠不符合标准
此表表示了防止部分焊接缺陷的可能的原因,这仅对两层相同板厚的普通钢材焊接的情况有效,仅做参考。
材料选择
1.N-TUF295~570系列钢材适用于装气体及液体的罐状结构,通过加入镍提高其低温性能(-196),特别是抗脆断性能,对酸、碱、海水有高的耐腐蚀性能,但在高温下却使钢腐蚀破裂,由于镍是稀有金属,对于特别要求如低温和高韧性等重要用途才采用。
N-TUF365 t=6~50mm,温度-60,C ep=0.438,焊接性良好,ψ=20,1.5aCr提高钢的抗氧化能力,增加钢的抗腐蚀能力,并提高钢的强度和耐磨性;Ni能使钢强化,改善钢的低温性能,特别是韧性,对酸、碱、海水有高的耐腐蚀性能,由于镍是稀有金属,对于特别要求如低温和高韧性等重要用途才采用或选用。
2.WEL-TEN590~690系列的钢材属于高强度焊接用钢,仅590RE(1a) t=2.3~32mm, C ep《0. 45,屈服强度为450,其余钢材为6mm以上,碳当量值较高接近0.5,需要预热处理,弯曲性能一般,1.5a或2a.。
590RE的Mn含量较高,易出现夹杂硫化锰,产生开裂,通过加入钛能降低其开裂扩展速度,提高了钢板的实际成形性能。
由于钛对热扎后冷却速度很敏感,控制不当或卷曲时板卷头部冷却快等因素,导致热扎含钛钢板的头、中、尾部的强度波动大,形成强度呈盆形曲线分布,强度波动大又会造成弯曲件和槽形冲压件的回弹增大,降低了零件的装配质量,甚至因装配铆钉受剪切而过早断裂,影响使用寿命。
3.SM400~570系列的钢材属于热扎焊接结构用钢材,SM490Y A C ep=0. 489,对于t>5mm其延伸率为15,无弯曲半径,其成型性不太好,S和Mn的含量较高,易出现开裂,需预热,此种钢材不适用于折弯。
4.SAPH310-440系列钢材属于汽车结构用低强度用钢材,屈服强度在200~300之内,其延伸率为》24,弯曲半径为1a,其成型性好,可用于低强度GR250系列,焊接性能未知。
板厚要求为1.6、2.0、2.5、6、8。
5.SANH490-590系列钢材属于高强度热扎成型钢材,屈服强度为345~440,其延伸率为》24,弯曲半径为0.5a,其成型性良,碳当量0.4875,须预热,可否降低碳当量值?。
最新焊接钢管规格表

【2011最新焊接钢管规格表】最全焊管规格表Φ10×0.5~1.0 Φ43×1.0~2.0Φ12×0.5~1.0 Φ44×1.0~2.0Φ13×0.5~1.0 Φ45×1.0~2.5Φ14×0.5~1.0 Φ48×1.0~2.5Φ16×0.5~1.5 Φ50×1.0~2.5Φ17×0.5~1.7 Φ51×1.0~2.5Φ18×0.5~1.0 Φ53×1.0~2.5Φ19×0.8~2.0 Φ55×1.0~2.5Φ20×0.8~2.0 Φ56×1.0~2.5Φ22×0.8~2.0 Φ57×1.0~2.5Φ24×0.8~2.0 Φ58×1.0~2.5Φ25×0.8~2.0 Φ60×1.0~2.5Φ27×0.8~2.0 Φ63×1.0~2.5Φ28×1.0~2.0 Φ65×1.0~2.5Φ29×1.0~2.0 Φ68×1.0~2.5Φ30×1.0~2.0 Φ70×1.0~2.5Φ32×1.0~2.0 Φ76×1.0~5.0Φ33×1.0~2.0 Φ89×1.0~5.0Φ34×1.0~2.0 Φ90×1.0~5.0Φ35×1.0~2.0 Φ102×2.0~5.0Φ36×1.0~2.0 Φ110×2.0~5.0Φ38×1.0~2.0 Φ114×2.0~5.0Φ40×1.0~2.0 Φ133×2.0~5.0Φ42×1.0~2.0 Φ140×2.0~5.0脚手架的分类概述指施工现场为工人操作并解决垂直和水平运输而搭设的各种支架。
焊接材料的选用表格
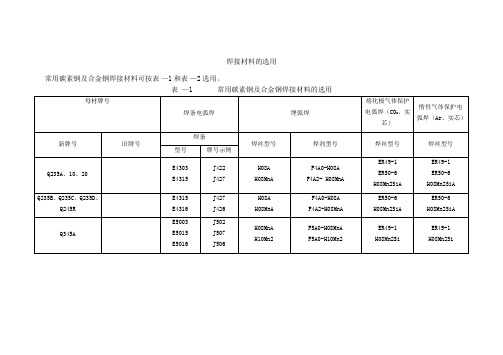
焊接材料的选用
常用碳素钢及合金钢焊接材料可按表—1 和表—2 选用。
表—1 常用碳素钢及合金钢焊接材料的选用
铝及铝合金焊接材料的选用宜符合表. 2-1 和表. 2-2 的规定。
表同牌号铝及铝合金焊接用焊丝的选用
铜及铜合金钨极惰性气体保护电弧焊用焊丝的选用宜符合表的规定。
表铜及铜合金钨极惰性气体保护电弧焊用焊丝的选用
镍及镍合金焊条和焊丝的选用宜符合表和表的规定。
表常用镍及镍合金焊接材料的选用
注:括号内型号为被替代标准GB/T15620-1995 中的焊丝型号。
表常用异种镍及镍合金焊接材料的选用
注:括号内型号为被替代标准GB/T15620-1995 中的焊丝型号。
锆及锆合金焊丝的选用宜符合表的规定。
表锆及锆合金焊丝选用表。
7.焊接专业通用表格
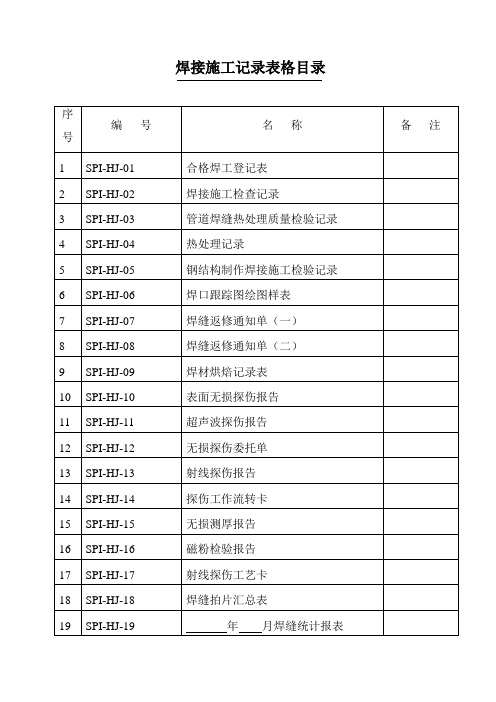
焊接施工记录表格目录
上海石化安装检修工程公司
焊接施工检查记录
SPI-HJ-02
上海石化安装检修工程公司
钢结构制作焊接施工检验记录
SPI-HJ-06
焊口跟踪图样
建议:图纸幅面采用A4(210×297mm)
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-07
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-08
上海石化安装检修工程公司
焊材烘焙记录表
SPI-HJ-09
表面无损探伤报告
SPI-HJ-10
超声波探伤报告
SPI-HJ-11
无损探伤委托单
SPI-HJ-12
射线探伤报告
SPI-HJ-13
无损测厚报告
探伤工作流转卡
SPI-HJ-14
磁粉检验报告
SPI-HJ-16
射线探伤工艺卡
SPI-HJ-17
焊缝拍片汇总表
SPI-HJ-18
一次拍片合格率:
上海石化安装检修工程公司
年月焊缝拍片汇总
注:射线探伤—RT。
超声探伤—UT。
磁粉探伤—MT。
着色探伤—PT。
焊接工艺评定表格

坡口焊缝位置:
焊接方向(向上/向下):
其它:
其它:
预热(QW-406)
预热温度(℃): /
层间温度: /
其他: /
其他:/
Page2of2
PQRNo.
拉伸实验(QW-150)
试样No.
宽
厚
面积
极限总载荷lb
极限单位应力psi
破坏性质和位置
导向弯曲实验(QW-160)
类型和图号
最大焊道厚度≤1/2in.(13mm)是:否:
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
F—No.:
A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
评估的焊缝金属厚度范围:
坡口焊:
角焊缝:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品类型
可熔化嵌条:
其他:
每种母材和填充金属的给合宜分别记录。
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
背面保护气: / / /
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
填充金属F—No.:
填充金属A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品名称
熔敷金属厚度
其它
电特性(QW-409)
(当应用连续或特殊的加热时,宜予记录)
气体(QW-408)
(比例组成)
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
E316L-16
A022
H0Cr19Ni14Mo3
F316L-H00Cr19Ni12Mo2
H00Cr19Ni12Mo2
022Cr19Ni13Mo3
00Cr19Ni13Mo3
E317L-16
A022Mo
06Cr23Ni13
0Cr23Ni13
E309-16
E309-15
A302
E310-16
E310-15
A307
A302
A402
A407
H1Cr24Ni13
H1Cr26Ni21
F309-H1Cr24Ni13
F310-H1Cr26Ni21
H1Cr24Ni接材料的选用宜符合表. 2-1和表. 2-2的规定。
表同牌号铝及铝合金焊接用焊丝的选用
母材种类
ENi6133(ENiCrFe-2)
SNi6082(ERNiCr-3)
SNi7092(ERNiCrFe-6)
Monel 400
Inconel 600
Incoloy 800
ENi6062(ENiCrFe-3)
ENi6133(ENiCrFe-2)
SNi6082(ERNiCr-3)
SNi7092(ERNiCrFe-6)
Hastelloy B
Hastelloy B2
ENi4060(ENiCu-7)
SNi4060(ERNiCu-7)
Hastelloy C
ENi6133(ENiCrFe-2) ENi6062(ENiCrFe-3)
SNi6082(ERNiCr-3)
SNi7092(ERNiCrFe-6)
Inconel 600
SNi1004(ERNiMo-3)
Hastelloy B
Hastelloy C
ENi1004(ENiMo-3)
SNi1004(ERNiMo-3)
注:括号内型号为被替代标准GB/T15620-1995中的焊丝型号。
锆及锆合金焊丝的选用宜符合表的规定。
表锆及锆合金焊丝选用表
母材种类
母材牌号举例
焊丝型号(AWS)
H08Mn2SiA
ER50-6
H08Mn2SiA
Q345A
E5003
E5015
E5016
J502
J507
J506
H08MnA H10Mn2
F5A0-H08MnA F5A0-H10Mn2
ER49-1
H08Mn2Si
ER49-1
H08Mn2Si
Q345B、Q345C、Q345D Q345R、16Mn
E5015
E5515-B2
R307
H13CrMoA
F48A0-H13CrMoA
ER55-B2
H13CrMoA
12Cr1MoV、12Cr1MoVG
12Cr1MoVR
E5515-B2-V
R317
H08CrMoVA
F48A0-H08CrMoVA
ER55-B2-MnV
H08CrMoVA
12Cr2Mo、12Cr2MoG、
Inconel 600
Incoloy 800
ENi2061(ENi-1)
ENi6062(ENiCrFe-3) ENi6133(ENiCrFe-2)
SNi2061(ERNi-1)
SNi6082(ERNiCr-3)
Hastelloy B
Hastelloy B2
Hastelloy C
ENi6062(ENiCrFe-3)
ENi1001(ENiMo-1)
SNi1001(ERNiMo-1)
Hastelloy B2
ENi1066(ENiMo-7)
SNi1066(ERNiMo-7)
Hastelloy C276
ENi6276(ENiCrMo-4)
SNi6276(ERNiCrMo-4)
Hastelloy C4
ENi6455(ENiCrMo-7)
Incoloy 800
Hastelloy B
Hastelloy B2
Hastelloy C
ENi6062(ENiCrFe-3)
ENi6133(ENiCrFe-2)
SNi6082(ERNiCr-3)
SNi7092(ERNiCrFe-6)
Hastelloy C276
Hastelloy C4
ENi1004(ENiMo-3)
焊接材料的选用
常用碳素钢及合金钢焊接材料可按表和表选用。
表—1常用碳素钢及合金钢焊接材料的选用
母材牌号
焊条电弧焊
埋弧焊
熔化极气体保护电弧焊(CO、实
芯)
惰性气体保护电 弧焊(Ar、实芯)
新牌号
旧牌号
焊条
焊丝型号
焊剂型号
焊丝型号
焊丝型号
型号
牌号示例
Q235A、10、20
E4303
E4315
J422
J427
定。
表铜及铜合金钨极惰性气体保护电弧焊用焊丝的选用
母材
焊丝型号
类别
牌号
纯铜
T2
SCu 1898
T3
SCu 1898
TU2
SCu 1898
黄铜
H62
SCu6810A
H68
SCu6810A
镍及镍合金焊条和焊丝的选用宜符合表和表的规定。
表常用镍及镍合金焊接材料的选用
母材类别
焊条型号
焊丝型号
Nickel 200
12Cr2MoR
E6015-B3
R407
H05SiCr2MoA
F48A0-H05SiCr2MoA
ER62-B3
1Cr5Mo
E5MoV-15
R507
H1Cr5Mo
12Cr18Ni9
06Cr19Ni10
1Cr18Ni9
0Cr18Ni9
E308-16
E308-15
A102
A107
H0Cr21Ni10
F308-H0Cr21Ni10
SNi6455(ERNiCrMo-7)
注:括号内型号为被替代标准GB/T15620-1995中的焊丝型号。
表常用异种镍及镍合金焊接材料的选用
母材类别
焊条型号
焊丝型号
Nickel 200
Monel 400
ENi2061(ENi-1)
ENi4060(ENiCu-7)
SNi2061(ERNi-1)
SNi4060(ERNiCu-7)
H08A H08MnA
F4A0-H08A F4A0-H08MnA
ER49-1
ER50-6
H08Mn2SiA
ER49-1
ER50-6
H08Mn2SiA
强度型低合金钢与 耐热型低合金钢焊
接
Q345R+ 12CrMo、15CrMo、
12Cr1MoV、12Cr2Mo、1Cr5Mo
E5015
E5016
J507
Inconel 625
ENi6625(ENiCrMo-3)
SNi6625(ERNiCrMo-3)
Incoloy 800
ENi6133(ENiCrFe-2)
ENi6182(ENiCrFe-3)
SNi6082(ERNiCr-3)
Incoloy 825
SNi8065(ERNiFeCr-1)
Hastelloy B
母材牌号
焊丝型号
纯铝
1060
SAl 1450
1050A
SAl 1450
1200
SAl 1200
铝锰合金
3003
SAl 3103
3004
SAl 3103
铝镁合金
5052
SAl 5554
5A02
SAl 5554
5A03
SAl 5654
5083
SAl 5183
5A05
SAl 5556
表异种铝及铝合金焊接用焊丝的选用
H13CrMoA
15CrMo+12Cr1MoV、12Cr2Mo、
1Cr5Mo
E5515-B2
R307
H13CrMoA
F48A0-H13CrMoA
ER55-B2
H13CrMoA
间焊接
12Cr1MoV +12Cr2Mo、1Cr5Mo
E5515-B2-V
R317
H08CrMoVA
F48A0-H08CrMoVA
H00Cr21Ni10
F308L-H00Cr21Ni10
H00Cr21Ni10
06Cr17Ni12Mo2
0Cr17Ni12Mo2
E316-16
E316-15
A202
A207
H0Cr19Ni12Mo2
F316-H0Cr19Ni12Mo2
H0Cr19Ni12Mo2
06Cr17Ni12Mo2Ti
0Cr18Ni12Mo2Ti
埋弧焊
熔化极气体保护
电弧焊(CO、实芯)
惰性气体保护电 弧焊(Ar、实芯)
焊条
焊丝型号
焊剂型号
焊丝型号
焊丝型号
型号
牌号示例
碳素钢与强度型低 合金钢焊接
20、Q235、Q245R+Q345、Q345R
E4303
E4315
E4316
E5015
E5016
J422
J427
J426
J507
J506
H08A H08MnA H10Mn2
H0Cr21Ni10
06Cr18Ni11Ti
07Cr19Ni11Ti
0Cr18Ni10Ti