电缆附件QC工程图
QC工程图样板格式
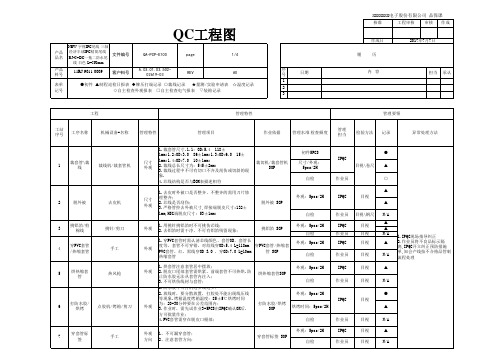
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
连接线QC工程图

材料规格
量测`目检
材料规格需符合料单`BOM
目检
全检
每天
检验日报表
3
无线皮烫伤点镀到位无连锡
全检
每天
检验日报表
12
首件检查
1
料号
量测`目检
料号需符合料单`BOM
目检
首检5PCS
每机种
首检报告
2
材料规格
量测`目检
材料规格需符合料单`BOM
目检
首检5PCS
每机种
首检报告
3/3
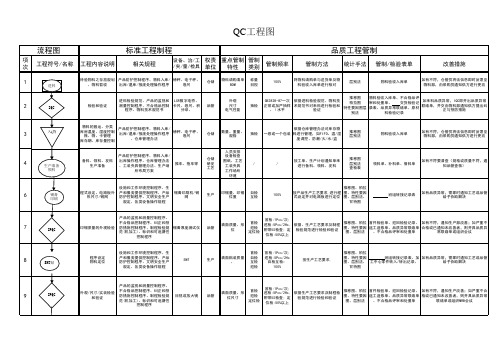
过程编号
过程名称
操作描述
机器,装置
夹具,工装
特性
方法
备注
编号
产品
过程
产品/过程/规范/公差
检验
样本数量
频率
控制方法
3
无线皮烫伤点镀到位无连锡
目检
首检5PCS
每机种
首检报告
电脑测试机
4
功能
测试
依测试规范
测试
首检5PCS
每机种
首检报告
13
装箱
静电箱
1
外箱须干净
目检
全检
每日
检验日报表
2
包装须符合MOI要求不能有短装多装现象
目检
抽检
2小时
巡检记录表
2小时
端子巡检表
3
包蕊线高度
量测`目检
依MOI无蕊线外露压断蕊线
卡尺
10PCS
2小时
端子巡检表
4
端子拉力
量测`目检
依MOI
拉力计
10PCS
2小时
端子巡检表
5
端子外观
量测`目检
GYDL00505004 电缆附件安装图

第三章电力电缆专业识、绘图模块4 电缆附件安装图 (GYDL00505004)【模块描述】本模块介绍电力电缆终端头、接头附件安装图的识、绘基本知识。
通过要点讲解、图形示例,熟悉电力电缆终端头、接头附件安装图的特点和形式、图形和符号,掌握电力电缆终端头、接头附件安装图识、绘的一般规则、基本方法和步骤。
【正文】一、电力电缆的终端头、接头附件安装图的绘制要求1. 电力电缆的终端头、接头附件安装图特点1)电力电缆的终端头、接头附件安装图是表示电缆终端和接头的结构形状,各组成部分与电缆本体连接与安装关系。
它是表达设计、安装维护和电气试验的重要技术文件。
2)为了清楚地表达终端或接头的内部结构与安装工艺,电力电缆的终端头、接头附件安装图一般采用半剖视图,全剖视图来表示。
2.电力电缆的终端头、中间接头等附件安装剖视图的一般规定1)在剖视图上,相邻两个零部件的剖面线方向要相反或间隔不同,易于分辨;2)在同一张装配图上,每一个被剖切的零部件,在所有视图上的剖面线方向、间隔大小必须一致;3)对于互相接触和互相配合的两个零部件的表面,只画一条实线表示;4)标准紧固件,如螺母、螺钉、垫圈、销、键等和轴、杆、滚珠等实心件,当剖切平面通过其轴线时,按不剖视图面画出。
3. 电力电缆的终端头、接头附件安装图的基本画法1)安装图的比例通常为1:2;2)按终端或接头的实际安装位置,作为主视图;3)一般终端接头取竖直位置,连接头取水平位置;4)安装图以电缆中心为主轴线。
终端头按主轴线左右对称。
5)一般右视图为剖视,接头按主轴线上下对称,取下半剖视或全剖视。
6)终端头以底座平面为基准线,连接头以接管中心为基准。
7)绘制安装图按“先主后次”原则,即先画出电缆和主要部件轮廓线,再画零件轮廓线;8)最后画剖面线、尺寸线、顺序号线及标题栏、明细栏。
4. 电力电缆的终端头、接头附件安装图的序号和明细栏说明1)电力电缆的终端头、接头附件安装图序号:a.装配图上所有零、部件必须编写序号,并与明细栏中的序号一致;b.序号应注写在视图外较明显的位置上。
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
004QC工程图

执行者
书面记录
十八
通断性能测试
工序质量检验标准
巡检规范
产品检验与不合格管理程序
产品老化作业指导书
测试台
绝缘垫
性能
符合性能测试之要求
√
√
巡检2H自检Leabharlann 每件首件2件内目测
稳压仪
车间主任
巡检员
操作工
检验记录表
首件封样表
设备保养表
生产日报表
外观
符合部品检验基准书外观之要求
√
标识
符合电气标识要求
√
√
十九
文件编号
版次
A1
序号
流程
工程名称
作业标准/依据
设备
工装
夹具
管制项目
规格值/要求说明
管制方法
首检
自检
巡检
监控频率
检测仪器
执行者
书面记录
五
精车抛光
抛光作业规程
精车作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
精车
抛光机
手提磨
锉刀
工艺标准
按注塑工艺规范执行
√
巡检2H
自检/每件
√
溶液配方
按配方工艺标准执行
√
糙度
按糙度检验标准执行
√
√
七
喷涂
喷涂作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
喷涂线
喷漆枪
材质
符合BOM文件或与工程样板一致
√
巡检2H
自检/每件
QC工程图2

福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码1/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1 林光锦范金灿严文厚型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录1、材料检查○1PCB板检查目视铜箔部、线路、基材、镀金部、丝印、尺寸○1铜箔部:无明显的缺、伤(伤明显达到内层的为不合格)、氧化、异物;○2线路:无缺损、断路、短路、露铜、残留铜、少绿油、伤;○3基材;无少绿油、绿油偏或绿油薄、异物、残留铜、伤、基板连接处不可有断○4镀金部;无缺、偏、氧化不良○5丝印;丝印要可辨认目视IQCGB/2828一般检验水平Ⅱ取样,AQL=0.65检查表进料检验通知单部品检查方法书○2电子元件检查目视管脚、尺寸、整形、表面IQC 1 Sheet / Lot检查表进料检验通知单部品检查方法书YD2611D漏电测试仪YD2672耐压测试仪开关三极管分选仪YD2811LCR数字电桥○3机构成件检查目视外观、装配①外观:无破损、划伤、氧化、杂质、材质不均匀丝印可识别、无色差、②装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票游标卡尺尺寸按照材料承认书规格及要求游标卡尺IQC检查表进料检验通知单○4灯管件检查游标卡尺尺寸按照材料承认书规格及要求IQC 游标卡尺检查表进料检验通知单作业指导票电火花真空测试仪器慢漏、死灯、破管、漏白、色温电火花真空测试仪器IQC检查表进料检验通知单福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码2/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1林光锦范金灿严文厚2型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器及辅助材料·管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录2、前加工投入(A灯头)3、前加工投入(B插件)○4灯管件检查目视、装配外观、配合外观:无破损、灯丝无断,装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票○5胶类检查小批量试作目视IQC 全数作业指导票SLP-1S274-02-002 ○6包材件检查直尺尺寸按照材料承认书规格及要求直尺检查表SMQIV-QA-016目视组装配合、密封性达到要求目视IQC○7灯头操作移印机塑壳外观、印记、钢板塑壳:无破损、变形印记:标识清晰、印刷完整、位置正确钢板:放置方向与打印一致、与生产要求符合目视作业员全数作业指导票电烙铁锡丝无铅管理、焊接温度无铅管理:锡丝、电烙铁区分无铅及有铅品温度:无铅目视作业员全数作业指导票灯头机气压、胶量组长换机种作业指导票○8插件操作温度测试仪回流炉温度测试、氮气浓度的设定①150-180℃ 60~90S,②220℃ 30~42S③最高温度235~245℃15秒以内、氮气浓度:1500PPM温度计设备员换机时、1次/周温度曲线图作业指导票炉温参数一览表回流炉温度设定点检与测试温度曲线图相符目视组长换机种回流炉设定条件点检表电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视作业员全数焊锡炉温度设定点检与产品温度设定相符组长全数锡膏使用时间记录表作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码3/5变更记录记号来历日期姓名批准审核作成客户型号名日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录4、前加工投入(C 胶管)5、组装(A、B、C使用)○8插件操作万用表仪器校准设备员1/年仪器校准记录镊子首件品的确认不可有浮起、漏贴、侧立、偏位、连锡、反向、偏位、贴翻目视作业员全数DIP首件记录作业指导票○9胶管操作穿管定位、方向无变形、伤、异物、不能反向目视作业员全数作业指导票点胶压力、胶量目视作业员作业前、转机时作业指导票固化温度60℃目视作业员作业前、转机时设备点检记录作业指导票转速目视作业员作业前、转机时○10PCB板连接电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视目视焊接状态不可有虚焊、连焊、冷焊、包焊、焊尖、错位、锡珠、锡渣残留目视作业员全数作业指导票○11绕灯丝螺丝辟扭力灯丝绕圈数丝尾长度扭力:圈数:≥4长度:≤3㎜扭力器组长换机种/开线扭力测试记录表扭力要求参数一览表○12合盖目视位置、]PCB板元件整形位置:到位、压紧整形:元器件管脚不可相紧贴目视作业员全数作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码4/5变更记录记号来历日期姓名批准审核作成日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录6、包装○13中测自制电源器启动测试点亮、不可有短路、色差、死灯、阴阳管目视作业员全数作业指导票○14外观检查目视外观不允许有错件、漏件,灯头焊点处饱满、光滑、不允许有异物、铁皮、玻璃破损、锡渣锡珠残留,塑件整洁、无脏点、移印正确泡壳完好、无破损,内外无异物、胶残留,不允许有歪管、松管目视作业员全数作业指导票○15通电老化目视作业员全数工序移交单作业指导票工艺流程图○16泡壳打胶目视胶量、外观胶量:饱满,保证粘贴度目视作业员全数设备点检记录作业指导票○17清洁洗网水无纺布外观洁净。
新能源QC工程图

作业标准
页次 记录方法
编制
万菲 文件编号
共4页-第3页
制定日期
责任人员
检验频率
检验方式
异常处理
扣上下盖 ↓
扣上盖
1:扣上盖时必须对 好卡点。
2:扣上盖后上下盖 《作业指导书》 配合紧密,无明显缝
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处
规格一致。 2:测试时不可有灯
《作业指导书》
闪、启动慢、光弱、
功率不良等现象。
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
QC工程图
流程图
工程名称
管制重点
审核
产品名称
规格一致。 2:试亮时不可有灯
《作业指导书》
闪、启动慢、光弱、
功率不良等现象。
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
QC工程图
流程图
工程名称
管制重点
产品名称
裁线 ↓
裁线
1:裁线后电线不可 有交叉现象
《作业指导书》
《OP自检报表》 《巡检记录报告》
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
电子厂qc工程图.xls

器及治具
2.外觀 料規格表 每批 MA: AQL 0.4 2.各種儀器量
1.進料檢查 2.電橋表測試及 3.電性功能 2.承認書 治具
MI: AQL 0.65 具及治具量側
3.直流電源
2
1.成型機 2.前加工 2.電動起子
1.扭力 2.尺寸
依作業 1.自主檢查 指導書 2.巡回檢查
100% 不定
目視 目視
W-EN-001
測試
作業指導書 作業員 作業指導書 IPQC W-EN-001
入庫
作業指導書 品檢員 W-EN-001
檢驗
錫爐操作. 點檢.保養 標准書
G-EN-001
錫爐技 術員
流動
1.依最新版 1.制造部
本之樣品內 相關人員
容
2.品保部
無 IPQC稽核記錄表
3.各種夾治具 3.外觀
(加工線)
1.回風機
1.縱向偏移 依作業 1.自主檢查 100%
目視
無
3
3.SMD手貼
2.點膠機 3.各種夾治具
2.橫向偏移 指導書 2.巡回檢查 3.旋轉偏移
不定
目視
IPQC巡檢稽核表
4.浮起高度
1.輸送帶
1.零件高度 依作業 1.自主檢查 100%
目視
QC 工 程 圖
機種名稱
版
年 月 日 實施
核
審
制
公
A0
00-ATP1655
次
年 月 日 次修改 准
查
表
司
制造流程
品質管制項目
品質管制方式
流程圖 工程別 設備.儀器及工具品質特性 規格 檢查方式
釆樣數
測試方法
QC工程图
班组转接记录表
如有品质异常,需即时通知工艺或品管 给予协助解决
12
IPQC
焊接质量检查
目视
品管
焊接质量、
首检:1Pcs/次; 首检/巡 依据加工图纸、生产工艺要 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,通知生产部;如严重不合格 巡检:5Pcs/2Hs, 检/定位 求及制程检验规范进行检验 图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联 附带5S检查; 定 检 和验证 图、层别法 、不合格品评审和处置单 络单 位检:50%以上
品管
表面质量、形 位
首检 巡检 定位检
首检:1Pcs/次; 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,通知生产部改善;如严重不 巡检:5Pcs/2Hs, 依据、生产工艺要求及制程 图、特性要因 返工返修单、品质异常联络单 合格或已通知未改善者,则开具品质异 附带5S检查; 定 检验规范进行检验和验证 图、层别法 、不合格品评审和处置单 常联络单或组织会议 位检:50%以上
班组转接记录表
如有品质异常,需即时通知工艺或品管 给予协助解决
14
IPQC
装配质量
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、标识和可追 溯性控制程序
目视、卡尺
品管
装配质量、尺 寸
首检 巡检 定位检
首检:1Pcs/次; 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,验生产工艺改善;如严重不 巡检:5Pcs/2Hs, 依据工艺要求及相关规程进 图、特性要因 返工返修单、品质异常联络单 合格或已通知未改善者,则开具品质异 附带5S检查; 定 行检验 图、层别法 、不合格品评审和处置单 常联络单或组织MRB会议 位检:50%以上
线束QC工程图

回路检测台 目视
实施部门 IQC
供应科
线束产品QC工程图
关联标准
检查方式
物料检验方案
抽检(IQC)
异常判断 材料与标准不符
记录方式 材料收料报验单 原材料质量问题反馈单
自动裁剪序
切断作业工作票 (兼)半成品票 相关作业指导书
首尾件(助理) 全数(作业员)
电线破损 材料错用 切断长度错
自动裁剪工序作业日志 不良品明示牌
端子压着作业日志 端子检查作业日志 不良品明示牌
接线压着作业日志 接线压着检查日志 不良品明示牌
不符合相关作业指导书
裁管加工作业日志 辅助作业日志
小组立序 总组立序 总组立序
检验员
QA
小组立作业指导书 相关作业指导书 工艺图
相关作业指导书 工艺图
专用检测台回路明细 导通检查作业指导书 寸法检查作业指导书 外观检查作业指导书 成品外观检验基准 检查图 相关检查作业指导书 成品外观检验基准 检查图
成品抽检记录
不良品处置 剔除 退货
报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 更换 报废 返工 转用 更换 报废 返工 报废 返工 特许使用
退回车间 报废
首尾件(助理) 全数(作业员)
用错护套 插植错误Leabharlann 走向错首尾件(助理)
插错、用错、位置不准
超出公差范围
装错或遗漏
错路、短路
全数
断路
外露尺寸超差
全数
包扎不良
号码管不清
缺配件
抽检(每批抽检2根) 错路、短路、断路
外露尺寸超差、缺配件
包扎不良、号码管不清
QC工程图(完整版)
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QC工程图
设备、治/ 工/夹/量/ 检具
磅秤、电子 秤、卡尺
管制频 管制/检验 管制方法 率 表单
100%
改善措施
1
进料
待验物料之存放规划 、物料暂收
将物料请购单 如有不符,仓管员将该信息 与送货单及物 物料验收入库单 即时反馈至采购部,由采购 料验收入库单 员通知供方进行更改 进行核对 物料验收入库单 依据进料检验 如来料品质异常,IQC即开 、样品检验使用 规范、物料规 出品质异常联络单,并交由 表、品质异常联 格书对来料进 采购部通知供方提出纠正与 络单、原材料检 行检验和验证 预防措施 验记录 依据仓库管理 办法对库存物 如有不符,仓管员将该信息 料进行管理, 物料验收入库单 即时反馈至采购部,由采购 温/湿度调控、 员通知供方进行更改 防潮/火/水/盗 按生产计划通 知单来进行备 领料单、补料单 如有不符要清查(规格或质 料、领料、发 、借料单 量不符,通知品管查核) 料
2
IQC
பைடு நூலகம்
检验和验证
进料检验规范、不合 格品控制程序、物料 技术规范书
卡尺
品管
外观尺寸 电气性能
抽检
MIL-STD105E一次正 常或加严抽 样、Ⅰ水平
3
入(物
物料的搬运、分类 、 物料入库/出库/退库/ 磅秤、电子 账、物、卡管理 库 报废处理操作程序、 秤、卷尺 仓库管理办法 存期、库存量控制
仓库
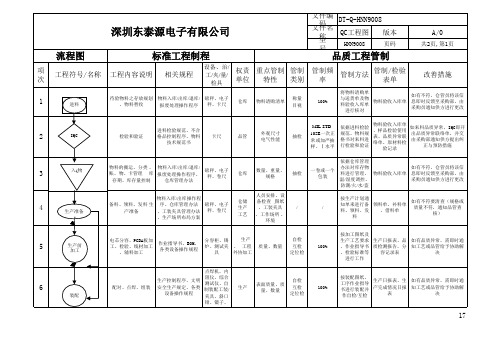
文件编码 DT-Q-HNN9008
深圳东泰源电子有限公司
流程图
项次 工程符号/名称
文件名称 QC工程图 型 号 HNN9008
版本
页码
A/0
共2页,第1页
标准工程制程
工程内容说明 相关规程
新能源汽车线束QC工程图
√
盐雾/ ROHS检测
游标卡尺、卷尺、目视、二次元
规格承认书、样品、检验标准、检验规范
进料检验报告
进料检验异常通知单
套管、胶带、波纹管物料检验
△
材料规格、尺寸、外观、特性
按照MIL-STD-105E II S
AQL:抽检每批
√
ROHS检测
游标卡尺、卷尺、目视、二次元
规格承认书、样品、检验标准、检验规范
标准样品
成品外观检验标准
IPQC制程巡检记录表
首件检验2PCS记录表
成品外观检验记录表
制程异常通知单
每PCS自主检验
√
巡回检验一次/2H/5PCS
√
贴标签
◇
标签规格尺寸、标签内容
巡回检验一次/2H/5PCS
√
无
目视
作业指导书
IPQC制程巡检记录表
制程异常通知单
成品外检
△
线材长度、线号、端子装配到位、线材上配套件齐全如硅胶片、护套、镶嵌、胶纸、波纹管、缠绕管包裹符合要求
进料检验报告
进料检验异常通知单
连接器物料检验
△
材料规格、尺寸、外观、特性
按照MIL-STD-105E II S
AQL:抽检每批
√
盐雾/ ROHS检验标准、检验规范
进料检验报告
进料检验异常通知单
端子物料检验
△
材料规格、尺寸、外观、特性
按照MIL-STD-105E II S
制程异常通知单
每PCS自主检验
√
巡回检验一次/2H/5PCS
√
焊接电阻
◇
电阻规格、虚焊、连锡、假焊
每PCS自主检验
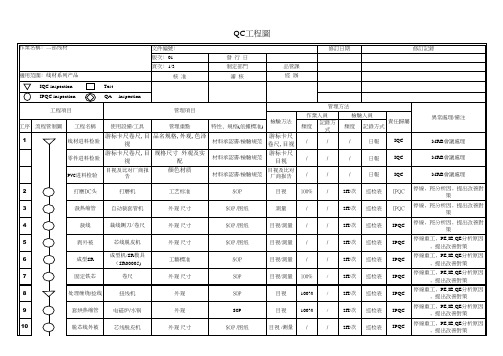
线材QC工程图
停線﹐PE分析因﹐提出改善對 策
4
裁线
裁线铡刀/卷尺
外观 尺寸
SOP /图纸
目視/測量
/
/
2H/次 巡检表
IPQC
停線﹐PE分析因﹐提出改善對 策
5
剥外被
芯线脱皮机
外观 尺寸
SOP /图纸
目視/測量
/
/
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
6
成型SR
成型机/SR模具 (SR00005)
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
9
套烘热缩管
电磁炉/水锅
外观
SOP
目視
100% /
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
10
脱芯线外被
芯线脱皮机
外观 尺寸
SOP /图纸
目視 /测量 /
/
2H/次 巡检表
IPQC
停線重工﹐PE,IE,QE分析原因 ﹐提出改善對策
Test
IPQC inspection 工程項目
QA inspection
工序 流程管制圖 工程名稱
使用設備/工具
12
焊DC头
烙铁 /锡丝
管理項目
管理重點
檢驗方法 特性﹑規格(依據標准)
烙铁的温度及焊接的状 态确认
SOP
目視
管理方法
作業人員
頻度
記錄方 式
檢驗人員 責任歸屬
頻度 記錄方式
異常處理/備注
修訂日期
修訂記錄
工程項目
工序 流程管制圖 工程名稱
FFC线QC工程图

ˋˊ ˋˊ ˋˊ
3
入库贮存
4
—
生产计划
温度 湿度 有限期限 材料种类
25±5℃ ≤75%
《呆料、超期库存料复检管理规定 《产品规格书》
2回/天 ˋˊ 每月
每张单
材料规格,数量 生产计划 材料种类
线口倾斜
ˋˊ
放大镜
ˋˊ
ˋˊ
线口厚度
ˋˊ
千分尺
ˋˊ
ˋˊ
补强板长度
ˋˊ
ˋˊ 直尺/放大镜
ˋˊ
ˋˊ
补强板倾斜
ˋˊ
ˋˊ
放大镜
ˋˊ
ˋˊ
外观
ˋˊ
ˋˊ
目视
ˋˊ
ˋˊ
双面胶型号/外观
《产品规格书》
每卷
目视 后加工机器生产计录表 生产/品管
材料宽
ˋˊ
ˋˊ
直尺
ˋˊ
双面胶粘力
ˋˊ
手感
ˋˊ
ˋˊ
贴附位置
《产品规格书》
每收卷始/终 目视
补强板倾斜 线型 分条面 线口厚度 线身厚度 总宽度 总间距 边距 间距 外观 其他
8
—
成型收卷
成型机
总宽度 (镀金前 线身长度
《产品规格书》 ˋˊ ˋˊ ˋˊ
ˋˊ 《成型作业标准》
ˋˊ ˋˊ ˋˊ 《产品规格书》 ˋˊ 《成型作业标准》 《产品规格书》 《成型作业标准》 《产品规格书》 ˋˊ 《成型作业标准》 《产品规格书》 ˋˊ ˋˊ ˋˊ ˋˊ ˋˊ 《成型作业标准》 ˋˊ 《产品规格书》 ˋˊ
《产品规格书》 ˋˊ ˋˊ ˋˊ
QC工程图

紀錄/控制方法 紀錄 控制方法 日/周點檢表
管制触發 N/A N/A N/A
補救對策 矯正 矯正 矯正 調整
100% 2次/班 錫爐每日
點檢表
測溫儀 測溫儀 目視 目視 溫度計
N/A
100% 100% 2次/班
N/A N/A
矯正 矯正
100% 放大鏡目視 樣品點檢 2次/班 儀器設備點檢卡
N/A 於 N/A
QC工程圖 QC工程圖
制程 錯件、漏件許 不允許 80℃-120℃
240℃-260℃ 1.5-2.0MM
剪腳 PCBA分离 脩補焊
剪鉗
靜電環
零件腳過高 PCB不可損坏
不允許
N/A
靜電環
向零件面用力
烙鐵
靜電環 极性反
烙鐵溫度 掉件浮高歪斜
300℃--360℃
產品名稱: 產品名稱 制程 文號 流程 制程名稱 PCBA板准備 插件 過錫爐前目檢 過波峰爐 使用生產設備 / 工 具 / 治具/標准書 治具 標准書 靜電環 靜電環 波峰爐 管制要點 產品 PCB不可缺件 零件不可破損 PCB版本錯、少件 錯件漏件 預熱段PCB溫度
吃錫面過錫爐溫度
DIP制程 制程
矯正 矯正 挑選
Sample點檢
1次/班
儀器設備點檢卡
N/A
挑選
5P/批
2次/班
1批/2HRS 目視
IPQC首件記錄表 N/A 巡線記錄表
抽驗日報表
重工
100%
N/A
矯正
線檢驗每兩小時一次, 結果記錄在巡線記錄中;
放大鏡檢查 ICT測試
放大鏡
放大倍數
靜電環 測試電腦
靜電環 JET-300作業指導書
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
来料检验规范
目视
全检
每批/次
IQC
来料检验报告
样片 2 实验室 原材料 3 入库 应力单元、内屏蔽管 4 液体导电注射 应力单元、内屏蔽管 5 打磨、球磨 应力单元、内屏蔽管 6 二次硫化 中间头 终端 7 液体绝缘注射 中间头 终端 8 二次硫化 中间头 9 液体导电注射 中间头 10 表面电阻测试 中间头 11 耐压测试 中间头 终端 入库 中间头 终端 13 冷缩扩张 配套 14 出货检验
工频耐压测 试仪
实验测 试员
件 库 2.热老化实验
1.仓库管理程序 (QP-MA-028) 2.定期信赖性试验 (GB/T 3512-2001)
目视 计量
巡查 抽查
每日/次 温湿度计 3个月/ 鼓风干燥箱 次
仓管员 实验测 试员
冷缩扩 1.外观 张车间 2.功能
气扩张产品检验标准 (CZ-ZB-24)
产品类型
第 1 页 文件编号: 生效日期:
共 1 页
批准 审核 制作
QC工程图
工序流程图 来料 送检 1 来料检验
1
电缆附件
NO. 工序名称
管理状况 检验项目 检验标准 方法 方式 频度 计量工具 担当者 记录 使用设备
来料检 1.生产日期、有效 验 2.外包装 3.型号规格 4.无破损碰撞现象 1.硬度 2.拉伸强度 力学实 3.断裂伸长率 验室 4.抗撕裂强度 5.体积电阻 1.存储条件 化工原 2.保质期 料仓库
4
打磨车 外观 间
硅胶制品通用外观检验标 目视 准
巡查
2小时/ 次
作业员 IPQC
5
1.硫化温度 导电车 2.硫化时间 间
橡胶产品二次硫化要求
目视
巡查
2小时/ 次
作业员 IPQC
6
绝缘车 外观 间
硅胶制品通用外观检验标 目视 准
巡查
2小时/ 次
作业员 IPQC
7
8
绝缘车 1.硫化温度 间 2.硫化时间
目视
全检
每批/次
作业员 IPQC
1.外观 配套车 2.核对 间
配套表 订单
目视
全检
每批/次
作业员 OQC
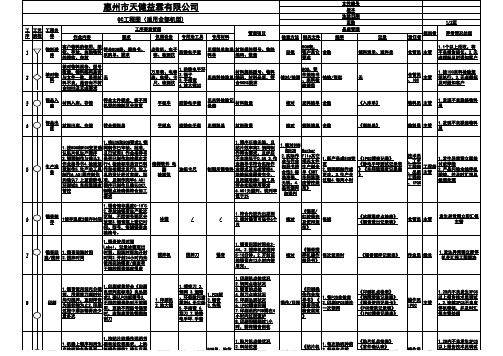
QC工程图注意事项说明: 1.工序名称:“☆”表示关键工序。 2.项目:尺寸.标签.数量.外观等的检查项目。 3.标准:检验试验判定标准或依据 4.方法:是计量还是目视等的作法。 5.方式:是全数检查还是抽检的区别。 6.频率:检验频率或送检方式。 7.计量工具:使用的检验、测量设备。 8.担当者:职责上谁在管理。 9.记录:检查表等。 10.使用设备:设备、工具、夹具。 加工作业 版次 A02 A03 修订日期 2012/5/22 2012/9/22 作业工序 修订履历 修订内容 / 适用范围 确认 检查工序
橡胶产品二次硫化要求
目视
巡查
2小时/ 次
作业员 IPQC
导电车 外观 间
硅胶制品通用外观检验标 目视 准
巡查
2小时/ 次
作业员 IPQC
9
1.外观 硅橡胶 2.表面电阻 检验区
≤300kΩ
目视 计量
全检 抽查
每批/次 20%/批
万用表
IPQC
10
电气实 验室
工频耐压 GB/T 12706.4-2008 计量 抽查 10%/批
14
13 12 3
化工原料的来料性能检测 计量 规定
抽查
2
1.邵氏A型橡 胶硬度计 2.万能材料 每批/次 试验机 3.半导体体 积电阻率测
实验测 试员
实验报告
仓库管理程序
目视
巡查
每日/次
温湿度计
仓管员
仓库物资储存 环境管理表
导电车 外观 间
硅胶制品通用外观检验标 目视 准
巡查
2小时/次
作业员 IPQC