津田驹HS20-Ⅱ型浆纱机工艺特点及浆纱实践
精选浆纱工艺的设计与实施课件

任务一 认识浆纱机
学习目标:
1、了解浆纱的目的;2、熟悉浆纱机的各部分组成及工艺路线。
任务提出:
根据自己对浆纱机的认识,在作图纸上画出浆纱机的主要组成部分并进行标注,同时要画出纱线的行进路线。
知识准备:
1、经纱上浆的目的2、浆纱的基本原理3、浆纱工艺路线
1、经纱上浆的目的
经纱在织机上的行进路线
任务单
考核评价:
任务二 浆液调制及指标检验
学习目标:1、了解浆纱主要粘着剂的性质;2、了解浆纱助剂的作用及用量;3、掌握浆液配方的确定原则及调浆方法;4、掌握浆液质量指标及其测试方法。
任务提出:
试对涤65/棉35府绸织物(规格:13tex × 13tex,433根/10cm × 299根/10cm )经纱进行浆料配方的选择,并解释每种主浆料和助剂的用途和用量,描述浆液的调制过程及注意事项。
任务单
考核评价:
任务二 浆液调制及指标检验
学习目标:1、了解浆纱主要粘着剂的性质;2、了解浆纱助剂的作用及用量;3、掌握浆液配方的确定原则及调浆方法;4、掌握浆液质量指标及其测试方法。
任务提出:
试对涤65/棉35府绸织物(规格:13tex × 13tex,433根/10cm × 299根/10cm )经纱进行浆料配方的选择,并解释每种主浆料和助剂的用途和用量,描述浆液的调制过程及注意事项。
加工长丝纱的单纱上浆机
并轴机最大速度:500或600m/min
纱线最大张力:500N
工作宽度:1800mm
经轴直径:1000mm 浆槽压浆辊最大压力: 15000 N圆筒干燥机个数: 5
工作压力: 4 bar
温度控制装置: 每个圆筒一套
抽吸罩: 10.000 m³/h。
浆纱机的技术进步与展望
浆纱机的技术进步与展望作者:萧汉滨来源:《纺织导报》2013年第02期摘要:文章介绍了浆纱机11个方面的技术进步,并详细分析了浆纱机5个主要部分即浆槽、湿分绞装置、烘燥部分、后上蜡装置、预湿上浆及含固率检测装置等的技术现状。
关键词:浆纱机;浆槽;湿分绞装置;烘燥;后上蜡装置;预湿上浆中图分类号: TS103.323 文献标识码:ATechnological Development and Outlook of Sizing MachineAbstract: The paper introduced the technological development of sizing machine in 11 aspects, analyzed in details the technological status of 5 major parts of a sizing machine including size trough, wet splitting device, drying device, waxing device and pre-wet sizing and solid content testing device.Key words: sizing machine; sizing trough; wet splitting device; drying; waxing device;pre-wet sizing“十一五”期间我国棉纺织行业已拥有织机126万台,比“十五”末增长了31.1%。
其中无梭织机占有率由28.71%增长到46.63%,国内“十五”期间开发的与无梭织机配套的GA308型、GA338型、GA368型等七单元传动、电脑控制的新型浆纱机大量投入使用,促进了浆纱机的技术进步。
1 浆纱机的技术进步1.1 经轴架和退绕张力控制普遍采用H型双层经轴架,节约占地面积,经轴容量扩充到20个以上,适应经纱多头份品种需要。
新型浆纱机的性能比较

江南大学纺织服装学院 王鸿博 钱 坤 高卫东
1 前言 浆纱是织造工程的中枢环节,浆纱机性能的优劣直
接影响无梭织机的品种开发和织机效率。长期以来,浆 纱工序中普遍存在着工艺复杂、工艺参数相关性强、控 制难度大等问题。因此,如何使用好浆纱机,对提高织 造效率和品种变换,提高产品的档次起到了极为关键的 作用。
目前引进最多的是祖克浆纱机,其它类型有津田驹、 卡尔·迈耶、贝宁格等。以上浆纱机均采用全烘筒烘燥 装置,预烘烘筒表面喷涂防粘层,热效率高,产量高;可 根据品种要求,自由组合配置,能实现双面熨烫烘干,毛 羽贴伏;可分区控制和调节张力,并使伸长率控制在规 定的范围之内;经轴架普遍采用气动装置控制;经纱退 绕张力、压浆力、上浆率、回潮率、纱线张力、伸长及浆 液液位均能实现自控自调功能。实践证明,这些机型基 本满足了后道织造的需要,创造了较好的经济效益。 2 主要机构 2.1 轴架
浆纱机的轴架有多种形式,目前普遍采用占地面积 小的双层排列形式,4 个经轴为一组,每组间有一通道, 便于值车人员进入,进行有关操作。
祖克S432 浆纱机配备了机械式张力控制装置,在经 轴架侧装有拉带式制动装置,每只经轴配置一套气动带 状制动装置,可以使纱线取得一致的张力;张力自控系 统由气压制动器和 AC300 送经张力调节器两部分组成, AC300 送经张力调节器与三位式转动调节阀和检测辊之 间形成一对张力调节环。它可以根据事先输入电脑的经
HS20-Ⅱ型浆纱机的技术特点及生产实践

保护 烘筒 表面 的聚 四氟 乙烯 层 。通过 使各 区张 力 以经 纱 不扭结 , 不游 移为准 的最小 张 力控制 伸长 , 而使 全 从 机伸 长有效 被控 制在 I %左 右 。 另外 有低 速 和 高 速 两 种模 式转 换 的伸 长设 定 , 以能 防止 在 低 速 时 由于 纱 所
辊 为不锈 钢辊 , 提高 了辊 子 的耐用性 , 不影 响上浆 质 又
喷气织造生产而设计制造 的新型浆纱机。
量 。H 2 —1型浆纱 机最 大压 浆力 只有 2k 浆 液渗 S0 I 0 N, 透 不 良, 不适 合粗支 高密 品种 纱线 的上浆 , 中等 纱 支 但
1 Iso一Ⅱ型浆纱机的技术特点 I2
于导 辊 的无接 触 方式 垂 直 向 上拉 出 , 湿 纱 线上 的浆 使
液沿着纱线的轴线均匀分布在纱线 的周围, 从而形成
的浆 膜及 上浆 量 比水平 或斜 拉 引入烘 房 的方 式更 为 圆 滑 和均匀 。也可 以减 少毛 羽和 断头 的发 生 。垂直 向上 引纱 结合 高架 烘 筒缩 短 了湿 纱 区 和机 器 的 长 度 , 线 纱
维普资讯
《 陕西纺织 》
2 61 ( 第6期) O. 总 9 O
HS 0 Ⅱ型 浆 纱 机 的 技 术 特 点 及 生 产 实 践 2一
孙世 海 张新 宏 刘 梅 荣扣 军
( 西唐 华 四棉 有 限责任公 司) 陕
0 前 言
从上 世纪 8 代 起 喷气 织 机 的 发 展取 得 了很 大 O年
不 能适应 两 系列经纱 上浆 。
1 3 屏面 控 制 .
每只浆槽为二层烘燥 , 从而使纱线在烘燥时处在一个 较 低 的烘燥 覆 盖 系数 , 持 了纱 线 浆膜 的完 整 。每 只 保
浆纱机的现状和发展

现代纺织上浆》系列之四浆纱机的现状和发展、浆纱机发展概要由于原纱的纤维间抱合不强、表面毛羽较多,难以直接织造。
为提高经纱在织机上可织性,以使经纱能在织机上承受经仃片、综、筘和经纱之间等等的反复摩擦、拉伸、弯曲等作用,而不致起毛、甚至断头。
这就是我们常说的,经纱上浆目的是贴伏毛羽、增强耐磨。
经纱上浆工艺过程早在古代就有。
那时的手工浆纱是将经纱碾成片状,用刷子或筘抹上浆糊,晾干后绕成织轴。
元代王祯《农书》中有使用纑刷对经纱上浆的图文。
《天工开物》中"过糊"一节记载了用淀粉、牛皮胶、骨胶浆丝的方法和工具。
18世纪末英国出现动力织机,使浆纱和织布分开而成为一个独立的工序,从而出现了现代浆纱机的雏形。
以后几经改进,到1853年英国人J.博洛夫等的专利,使浆纱机具有它的基本特征。
A、浆纱方法:浆纱方法大致有如下几种1、绞纱上浆------是近代用得最早的一种浆纱方式,有手工和机械两种,都是将绞纱在浆液中浸透、绞干、抖松,然后烘干。
这种方法适用于色织、织带、复制品等小批量生产。
2、单纱上浆------从筒子上退出单纱,在单纱上浆机上浆、烘干后再卷绕成浆纱筒子。
也可在低速络纱机上加装浆槽和烘干器而成。
也有专一设计的《单纱上浆机》。
这种方法虽然产量低、工耗大,但上浆质量好、浆膜完整度高。
在丝织和苎麻织造中有时采用。
近来在特种纤维上浆常有应用。
3、织轴上浆------由分条整经机做成织轴,经上浆后再卷绕成织轴。
多用于丝织、色织的多品种和小批量生产。
4、经轴上浆------将若干只经轴上的经纱同时引出,浸入浆液,压掉多余浆液,烘干、分纱,最后按规定长度巻成织轴。
这是应用得最广的上浆方法。
在老的丝织厂用于粘胶长丝上浆时,也有用醮浆方式的。
5、整浆联合------在整经机的筒子架和机头之间安装一套上浆和烘干装置,将整经和上浆合成一道工序,多用于合成纤维长丝上浆。
6、染浆联合------在浆纱机的浆槽前加装染色烘干设备。
1041.浆纱-2

第三节
一、浆纱机概述 1.上浆工艺流程:
经轴架 浆槽
上
浆
烘房
机头
浆 纱
2、浆纱机分类: • 按烘燥方式分类:
–烘筒式:使湿浆纱与热烘筒表面接触而汽化水分。
浆 纱
–热风式:通过热空气与湿浆纱的热湿交 换来烘燥。
浆 纱
–热风烘筒联合式:热风预烘与烘筒烘燥 联合。
浆 纱
• 按浆槽 数量分:
– 单浆槽 – 多浆槽
浆 纱
• 制动:
– 机械制动(重锤式、 弹簧夹钳式); – 气压或液压制动。
浆 纱
浆 纱
五、上浆及湿分绞
1、经纱在浆槽内工艺流程
浆 纱
2、浸压方式
浆 纱
• 单浸单压:
– 浆槽小,浆液粘度稳定,纱线伸长小,但对经纱挤压 不充分; – 适用于吸浆能力强、湿伸长大的纱线,如粘胶纱。
• 单浸双压:
– 对经纱挤压和浸透较好,上浆较均匀,毛羽贴伏较好 – 但浆槽较大,用于吸浆能力较好的普通棉纱。
• 双浸双压:
– 对经纱挤压和浸透更充分,对疏水性纤维纱及其混纺 纱、高经密纱上浆有利; – 浆槽更大,浆液温度、粘度不易控制,伸长大。
• 双浸四压:
– 对疏水性纤维纱及其混纺纱、高经密纱上浆更有利。
浆 纱
浆 纱
3)热风、烘筒联合式:兼容以上两方法。先以对流的 方式使纱线初步形成良好浆膜,然后再以热传导方 法强化烘干,并使纱线毛羽贴伏。
浆 纱 3、烘燥原理
• 整个浆纱烘燥过 程分为三个阶段:
–预热阶段;
–恒速烘燥阶段;
–降速阶段。
1- 烘燥速度 2- 浆纱温度 3– 浆纱回潮率
浆 纱
水分蒸发速度 预热阶段 增加 浆纱的温度 上升 浆纱回潮率 变化的绝对量不大
津田驹新型浆纱机的技术特点
术、 多单元分节单独应用 A C矢量电机传 动及 经纱张力控 制技 术、 多样 化的上 浆技 术、 烘 干技 术及 T — MD S计算 机技 术。认 为新技 术应 用推动 着浆纱机 的发展 , 认 真学 习和研 究这 些新技 术有助 于加 快我 国新型 浆纱机 的研
制。
关 键词 : 引纱路 线 ; 传动技术 ; 张力 控 制技 术 ; 烘 干 系统 ; 预 加湿; 压 浆技 术 ; 上浆率; MD S
第4 1 卷
第 3期
样 瞌织 技 术
Co t t o n T e x t i l e T e c h n o l o g y
2 0 1 3年 3月
津 田驹新型浆纱机 的技术特 点
秦 贞俊
( 中国纺织 工程 学会 )
摘要: 总结津田驹新型浆纱机技术特点。介绍了津田驹新型浆纱机采用的片纱无接触垂直引进烘房技
日本 津 田驹 公 司生产 的短 纤维 纱浆纱 机历 经 H S 2 0 、 H S 4 0等机 型 的改进 与发 展 于 2 0 1 1年 巴塞 罗那 I T MA上 又 展 出 了 T T S 1 0 S型浆 纱 机 。根 据 其发 展历 程 , 现 将 新 一代 津 田驹 浆 纱 机技 术 亮 点 作 以总结 。
Q / n Z h e n j u n
纱线浆纱试验

《织造学1》课程实验指导书实验1:纱线浆纱实验(综合性)一、实验目的通过实验了解常用浆料的形态,以及不同浆料的性能,学会针对不同纱线进行浆液配方设计,在单纱上浆机进行上浆,并对比上浆前后纱线性能的变化。
了解浆液配方和粘度对上浆率、纱线强度、伸长率、耐磨性、纱线毛羽的影响。
利用旋转式粘度计测定其不同浓度和温度下的浆液粘度,了解旋转式粘度计的原理,掌握旋转式粘度计的使用方法,加深对粘度的概念的理解,了解粘着剂浓度、温度与粘度的关系。
二、实验内容根据某一种经纱确定其浆液配方,并利用旋转式粘度计测定其不同浓度和温度下的浆液粘度。
并采用所调制的浆液在单纱浆纱机上进行浆纱,烘干后测试不同粘度下的性能指标,比较浆纱前后的纱线强力和断裂伸长、纱线毛羽、纱线耐磨性能以及不同年度上浆率(选择①上浆率、②增强率和减伸率、③浆纱毛羽指数和毛羽降低率、④纱线耐磨率的其中一项进行检测实验)。
三、实验要求(1)要求学生实验前预习实验指导书,设计好实验方案,在实验中要手脑并用,细心记录实验现象和数据,严格遵守操作规程及注意事项,自觉遵守实验室各项规章制度;(2)认真记录实验数据,原始记录经指导教师签阅后妥善保管备查。
认真撰写实验报告。
四、基本知识1.浆液粘度概念浆液的粘度是描述浆液流动时的内摩擦力的物理量。
粘度的表示方法分为绝对粘度和相对粘度。
浆液浓度和温度直接影响浆液的粘度。
2.浆料组分的选择的原则浆料组分的选择的原则是浆料配合的种类越少越好,且各组分之间不应发生化学变化,各组分之间应是物理混合过程。
选择浆料组分要根据“相似相容”的原理,尽量选择与纱线纤维有相同基团或相似极性的粘着剂,以使之产生良好的粘附力和亲和性;还要根据纱线线密度(号数)、品质、织物组织、密度、用途、加工条件选择浆料。
3.不同浆料和浆液的粘度对纱线的上浆后性能的影响 (1)上浆率上浆率指纱线上浆后,浆料的干重对纱线干重之比的百分数。
上浆率的检测方法分为手感、目测、计算法、退浆法,实验室常常用退浆法。
合理控制上浆率

合理控制上浆率,提高浆纱可织性生产实践添加日期:2012/8/2张元红何义敏黄彦萍何向龙西安四棉纺织有限责任公司摘要:通过分析影响上浆率的各种因素,提出在保证布机效率和产品质量前提下,采用高浓低粘高压,降低上浆率,提高浆纱可织性,降低布场湿度,实现节能减排,降低生产成本。
关键词:上浆率、纤维特性、织物组织、浆料配方、湿度、浆纱工艺0. 前言浆纱一贯被视为织造生产中最关键的一道工序,其目的是通过上浆,贴伏毛羽,增强经纱抵御织造时经受复杂机械作用的能力,以弥补原纱质量不足,达到降低断经,提高经纱可织性。
近年来,随着新型纤维品种的日新月异,高速、高效无梭织机数量日益增加,高支高密高附加值服装面料、装饰用布及采用新型纤维与棉纤维交织的各种条格织物不断开发,织造生产对浆纱工程提出了更为“苛刻”的质量要求,此外,环保、节能减排、可持续发展的理念和政策对浆纱工程提出了新要求,本文就影响上浆率的因素、探讨如何在保证织造效率和质量前提下,合理制定上浆率,采用高浓、低粘、高压,实现较低上浆率和压出回潮率,达到降低布场相对湿度,降低生产成本、节约能源,增加企业经济效益。
1.国内外上浆率控制情况1.1合理控制上浆率是一个比较复杂的上浆技术问题,理想的上浆效果是满足品种织造要求和质量要求,但由于浆料性能、浆料的工艺组合、上浆设备的机械性能,适应性能以及织机速度、品种、纱支、经纬密、组织、紧度、纤维种类等多因素影响,要想得到良好的上浆效果,以较低的上浆率满足织造要求,确实是一项系统性较强、技术性较复杂的问题。
过去,为了防止轻浆,造成布机开口不清、阻纬、断经、影响产质量水平提升,我们一度对上浆率提出宁大勿小、大而不并,用浆槽浆液粘度来保证上浆率,片面认为粘度越大,上浆越大,对浆液粘度要求是宁高勿低,导致上浆率越来越高,分纱阻力越来越大,甚至难以分纱,引起断头,导致二次毛羽产生,并纱、倒断头多、落浆多、断经高,织造时,不得不提高织布车间相对湿度,降低断经,以稳定布机效率,但由于湿度加大后,对于回潮率较小的纯涤品种易出现综丝和停经片生锈、挂花,造成布机综合效率降低,所以如何控制上浆率也就成为广大技术人员研究和探讨的课题之一。
浆纱综合实验指导书
浆纱综合实验一、实验目的1.了解浆纱机的结构与原理。
2.了解纱线上浆的工艺流程与操作方法。
3. 熟悉浆料配方设计方法,掌握浆液调制方法。
4. 掌握浆液粘度的测试方法,了解浆料粘着力的测试方法。
5. 熟悉测试仪器和测试方法,并对测试数据进行综合分析。
二、实验仪器与材料1.实验仪器与工具:浆纱小样机、NDJ-79型旋转式粘度计、恒温水浴锅、烧杯、温度计、锥形烧瓶、调浆桶、毛羽测试仪、单纱强力机、抱合力机、超级水浴锅、电子天平等。
2.实验材料:变性淀粉、纱线等。
三、实验内容1.了解浆纱小样机的机器结构以及工艺流程。
2.调制浆液。
配制变性淀粉6%的浆液1000ml,90℃保温1小时。
3.保持浆液浓度不变,测试温度对浆液粘度的影响。
分别在50℃、70℃、90℃下保温20分钟,在转速不变的前提下,待浆液的温度达到待测温度时,分别测量这三种温度下的粘度。
4.保持浆液的温度不变,测试浓度对浆液粘度的影响。
配制浓度分别为8%、6%、4%的90℃浆液,在粘度计中测定各自的粘度,记录粘度值。
5.在浆纱小样机上对纱线进行上浆,浆液浓度为6%,之后测定上浆纱线的上浆率。
6.采用以上三种浓度的浆液对纱线进行上浆,将三个筒子的纱线做好标记待用。
7.用单纱强力机测试三种纱线的强力,与没有上浆的纱线比较。
8.用毛羽测试仪测试纱线毛羽指标,比较未上浆纱线与上浆纱线的毛羽值。
9.在抱合力机上测试浆好的三种纱线的抱合力与原纱比较。
温度对粘度的影响、上浆率以及可织性指标转速对粘度的影响四、思考题1.简述浆纱小样机的结构与浆纱的工艺流程。
2.上浆的主要目的是什么?3.浆纱的工艺要求是什么?4.试述淀粉浆料的主要性质。
淀粉上浆时应注意哪些问题?它适用于哪些纤维的上浆?5.分析浆液的粘度与温度、浓度之间的关系。
6.浆液的搅拌速度会对浆液的粘度产生影响吗?简述之。
7.上浆后的纱线其强力和毛羽都有怎样的变化?8.通过实验,分析上浆后的纱线的可织性。
第03章 浆纱
浆膜强度高,断裂伸长小
是一种高强低伸、坚而不柔的浆料 适用于苎麻、棉、粘胶、涤/棉织物的上浆
3. 组合(即用)浆料
一个浆液配方由几种粘着剂和若干种助剂所组成
将配方中各组分定量混配形成的产品称为组合浆料
组合浆料的两条技术路线:
(1)以PVA为主,辅以变性淀粉 但PVA对疏水性纤维粘着力不高
PVA的一般性质
色泽:白色或淡黄色 形状:粉末状、片状或絮状 密度:1.21~1.34
PVA的上浆性能 (1) 水溶性
部分醇解PVA:在40~50℃温水中搅拌即能完全溶解
完全醇解PVA:水溶性很差,在低于75℃的水中不溶解,
所以,完全醇解PVA需高压煮浆,即在沸水中高速搅拌1~2 小时
(2) 粘度
PVA浆液粘度:
与浓度成正比 与温度成反比 与聚合度成正比 醇解度为87%时,粘度最小 随时间延长:完全醇解PVA的粘度上升,最终可 成凝胶状;部分醇解PVA比较稳定 PVA浆液在弱酸、弱碱中粘度比较稳定,在强酸 中被水解,粘度下降 浆
膜 粘 附 性 RH81% RH65%
(3) 粘附性
浆料分为:粘着剂、助剂
浆液性能要求:
⑴ 浆液的物理化学性质均匀、稳定
浆液不起泡,不沉淀,遇酸、碱或金属离子时不出絮状物
⑵ 浆液对纤维的浸润性好、亲和力强 ⑶ 浆液粘度适当、稳定
浆膜性能要求:
F
纱线 浆膜
⑴ 浆膜坚韧、耐磨 ⑵ 浆膜的强度、弹性、吸湿性等与纤维相近
F
一、粘着剂
粘着剂的定义:
第三章 浆纱
浆纱的任务:给经纱上浆,并卷绕成织轴
上浆工艺流程:退绕→上浆→压浆→烘干→卷绕 为什么要浆纱:
津田驹HS20-II型浆纱机中压上浆的研究及实践
Ⅱ型浆纱机的显著特点。
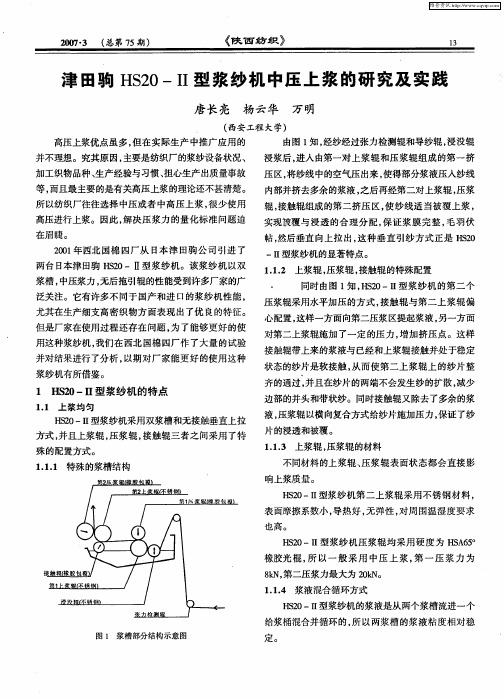
112 上浆辊 , .. 压浆辊 , 接触辊的特殊配置 同时 由图 1 , S0 知 H 2 一Ⅱ型浆纱机 的第 二个 压浆辊采用水平加压的方式 , 接触辊与第二上浆辊偏 心配置 , 这样一方面向第二压浆区提起浆液 , 另一方面 对第二上浆辊施加了一定 的压力 , 增加挤压 点。这样 接触辊带上来的浆液与 已经和上浆辊接触并处于稳定 状态的纱片是软接触 , 从而使第 二上浆辊上 的纱片整 齐的通过 , 并且在纱片的两端不会发生纱的扩散 , 减少 边部的并头和带状纱 。同时接触辊又除去 了多余 的浆 液, 压浆辊以横向复合方式给纱片施加压力, 保证 了纱
2 1 浆料 配方 .
根据工 厂实 际生产 的工艺 路线 , 我们 决定 选用 “ 高 浓度 , 低粘度 ” 的浆料 进行 上浆 , 其选 用原 则是 : () 低粘 , 液 要 有 良好 的粘 附性 , 1浓 浆 以保 证 毛 羽 伏帖;
精度的控制 , 从而防止织轴 内部的卷层溃散。经轴架 的张力控制采用制动轮并且通过气动带式制动器进行 张力反馈 , 经轴随时间进行 的变化所引起的振动可以 被经轴与离合器的结合部所吸收 , 从而使 张力控制稳
图 1 浆槽部分结构示意 图
定。
维普资讯
1 4
115 无 接触 垂直 拉上 方 式 ..
《 陕西 纺织》
个 品种 。
2 7 ( 第7期) O. 总 5 O3
H2 一I S0 I型浆纱机纱 片从浆槽到预烘锡林 , 是不
经过导 辊 的无 接触 方 式 垂直 向上 拉 出 , 因而 可 以减少
殊 的配 置方 式 。
113 上浆辊 , .. 压浆辊 的材料
111 特殊 的浆槽结构 ..
3.浆纱-2

织造原理
第三章
浆
纱
织造原理
第一节 第二节 第三节
浆纱工序概述 浆料 浆液调制
第四节
第五节
上浆与烘燥
浆纱质量控制与检验
第六节
浆纱综合讨论
织造原理
第四节
上浆与烘燥
一、上浆工艺流程
轴架 浆槽 烘房 机头
织造原理
织造原理
国外:
织造原理
二、上浆机理
原纱与浆纱拉伸曲线比较
织造原理
5.浆纱的耐磨次数: 在纱线耐磨试验仪上测定
6.浆纱毛羽指数和毛羽降低率 浆纱毛羽指数:表示单位长度浆纱的单边上,超过某一投影长度 的毛羽累计根数。 由纱线毛羽测试仪测定。 毛羽降低率=(原纱毛羽指数-浆纱毛羽指数)/ 原纱毛羽指数 *100%
织造原理
7. 浸透率、被覆率、浆膜完整性
压浆力越小、浆液粘度越大、浆液对纱线浸透率越低——浸 透速度越低,浆液对纱线浸透不力。 ∴ 高粘度浆液上浆时,要采用高压浆力,以增加压力梯度。
织造原理
2.经纱覆盖系数与多浆槽上浆 经纱覆盖系数——经纱对上浆辊的覆盖程度,即浆槽中纱线 排列紧密程度。
nd0 CB 100 % B
n——总经根数(根) d0——经纱直径(mm) B——片纱宽度
织造原理
本章习题
1. 浆纱的目的与要求*。 2. 浆料粘着剂的分类,淀粉、PVA、丙烯酸系的浆用性能,助剂的主要 种类*。 3. 浆液配方的原则、调浆方法、浆液的质量检验指标及检验方法*。 4. 浸浆长度、浸浆时间、覆盖系数的概念*。 5. 湿分绞的作用与要求。 6. 烘燥装置的种类、影响烘燥速度的因素、衡量浆纱机烘燥能力的技术 经济指标。 7. 浆纱速度计算方法。 8. 上浆率、回潮率、伸长率的控制和检验,增强率、减伸率、增磨率、 毛羽降低率、浸透率、被覆率和浆膜完整率的检验*。 9. 浆纱疵点形成原因及影响。 10. 新型上浆技术。 11. 浆纱机产量计算。
浆纱工艺的优化及环保浆料的应用——几种常用浆纱机的工艺性能及使用
设备, 包括回浆管和浆泵。 当前纺织厂都是小批量多品种生
产, 各品种 浆液 配方不同、 度不同, 浓 一般不能 通用 。 了机 以 后 剩浆不 能浪费 , 必须打 回浆 到调 浆桶 , 以待生 产相 同品种 或 较低 档品种时输 出再用。 () 产管 理 上要 合 理安 排开 台计划 : 2生 注意 品种更换 顺序, 以便 充分利 用剩浆和 尽快用完 回浆 。 22 消除 设备故 障造成 的浪费 .4 . 做 好状态维 修 , 保持设备完 好。 消除 “ 、 滴 、 , 跑 冒、 漏” 这 是节约用汽 、 用浆 、 用水 的基本要求 。 重 视 电气装 置 的维 修 , 型 浆纱 机 的伺 服 电机 、 频 新 变 器、 程控 器、 电脑都 很 重要 , 电控柜 中的降温 空 调器要 注 意
从近年全国浆纱会议发表的论文来看, 纯棉 7 - 5 3~ . 8 t 品种不乏完全达到高压上浆的例子, e x 木代尔、 天丝 等产
品也 大体 在 2 N 0k 水平 , 只有竹 浆纤维 产品压 浆力偏 低 。 的 确, 不同纤维 的纱 线因性能 不同 , 浆的浸 透被 覆要求也 不 上
样, 压浆 力应该 有些 差异 。 但是 适 当的高压 对降低 烘燥 能
耗 的作用是值得重视 的 。 另外 , 用高压 上浆 , 采 由于 浆料对 纤维 的粘附 力增强 ,
可采用较低的上浆率, 对节约用浆有直接意义。
2 . 提高烘燥 率 .2 2 除 高压 上浆 降低 浆槽 压 出回潮 率 以提高 烘燥 效率 外,
一
有的工厂蒸汽管道太长, 沿途包覆保温不良, 在一段距
离没有安 排 “ 吐水” 装置 , 则在进 浆纱车 间最好 配置大 型水 汽 分离器, 进浆 纱机 时也可装 有小 型水 汽分离器 , 对保证 这 蒸汽干度 、 节约耗汽 量都 是 必要的。 2 - . 3节约用浆 2 ( 输 浆管 路 合理安 排 : 1 ) 从调 浆房 到浆 纱机要 有 回浆
第3章 浆纱
反式 ┌O┐ C C |1 4| H H
H | C └ 1 O—
β-D-葡萄糖
H OH
C─O | CH2OH
(1.1.1)天然淀粉的一般性质 • • 按化学结构分:直链(linear chain) 、支链(branched chain)淀粉 直链淀粉(含量约 20-25%): - 1,4甙键连接;
7种常用黏着剂介绍:
(1)淀粉(starch) • 特点:历史悠久。对亲水性的天然纤维有较好的粘附性和成膜能力;资源 丰富、价格低廉;退浆废液易处理,环境污染小。 • 分类:天然淀粉和变性淀粉。 (1.1)天然淀粉:多个α葡萄糖分子通过α型甙键连接而成的缩聚高分子化合物, 分子简式:-[-C6H10O5-]n-。聚合度n=200-6000,白或淡黄色细粉末。
② 浆液温度:粘度与糊化程度有关,完全糊化后,粘度与温度反比; ③ 浆液使用时间:t > 4小时,粘度下降严重。
• 为稳定上浆质量,控制浆液被覆和浸透程度,上浆宜处于粘度稳定阶段。 淀粉浆调制时,煮沸后须闷煮30min,待完全糊化后再使用。同时,一次调 浆使用时间不宜过长,玉米淀粉一般为3-4h。
粘度
(2)耐磨(abrasion resistance)和贴伏毛羽(hairiness) • 经纱从织机后梁到织口受反复拉伸与弯曲达3000-5000多次; 经纱间摩擦,及经纱与综眼、走梭板、引纬器等摩擦,且超过 了原纱的耐磨性。为降低断头率,应提高经纱耐磨性,粘附表 面毛羽,适当增加经纱强度,并尽可能保持经纱原有弹性。
• 粘着剂、助剂,成本低,易退浆,不污染环境; • 织轴卷绕质量良好,排纱整齐;
• 在保质的前提下,提高浆纱生产效率。
第一节 浆料(sizing materials)
浆纱设备及其技术特征

浆纱设备及其技术特征一、典型浆纱设备介绍经纱上浆通常是在浆纱机上进行的。
浆纱机首先把整经轴合并起来,获得织物的总经根数,然后在上浆装置中使经纱吸取浆液,再经过烘燥、分纱、打印和卷绕制成织轴。
随着纺织原料结构的多样化和浆纱技术的不断进步,浆纱机的结构也有很大的发展,型号很多,各有特点。
其基本组成部分包括轴架、上浆装置、烘燥机构、前车(车头)部分、传动部分、伸长和张力控制以及控制浆纱过程的自控装置等。
比较常用的浆纱机有德国的祖克、瑞士的贝宁格、美国的西点、日本的津田驹、中国台湾的大雅、国产GA 系统浆纱机等。
典型浆纱机外观如图1。
1图1 浆纱机二、浆纱机主要组成机构1、轴架经轴架简称轴架,位于浆纱机后部。
它用来放置整经轴,并将各经轴上的经纱退绕并合,以满足织物总经根数的需要。
经轴架按其结构大致可分为单列式、双列式和框架式三类。
单列式轴架的经轴成单排排列,如图2(a)、(b)、(c)所示,这种形式占地面积大,但操作比较方便;双列式轴架是将经轴排列成上、下两列,如图2(d)、(e)所示,它们可以节约占地面积,但上轴操作不方便;框架式经轴架则如图2(f)所示,它通常是四只经轴为一组,两组之间留有通道,这种形式占地面积更小,而且操作控制方便。
2图2 经轴架形式及经纱退绕方式(a)单列互退绕式(b)单列下退绕式(c)单列上退绕式(d)双列互退绕式(e)双列下退绕式(f)双列上退绕式2、上浆装置上浆装置的作用是让经纱按规定的浸浆路线通过浆槽,使浆液浸透纱线并粘附于其上,再经过压浆辊挤压出多余的浆液,使被覆量与浸透量达到所需的比例,获得一定的上浆率。
图3 所示是一种双浸双压上浆装置的示意图。
经纱从经轴架引出后,经导纱辊和引纱辊1 进入浆槽,第一浸没辊4 把纱线浸入浆液中吸浆,然后经第一对上浆辊6 和压浆辊7 压浆,将纱线中空气压出,部分浆液压入纱线内部,并挤掉多余浆液。
此后,又经第二浸没辊4ˊ和第二对上浆辊6ˊ、压浆辊7/作再次浸浆与压浆。
棉舒弹丝定位米通布的设计与生产
棉舒弹丝定位米通布的设计与生产马顺彬【摘要】采用棉、舒弹丝纱为原料开发色织定位米通布.介绍了该织物的规格、色纱排列设计,详述了其织造生产工艺及技术措施;通过生产工艺优化织造效率和下机一等品率均达到95%,织物下机后纬向每花宽度为95 cm,整理后纬向每花宽度为92 cm.【期刊名称】《纺织科技进展》【年(卷),期】2018(000)011【总页数】3页(P33-34,46)【关键词】舒弹丝;定位米通布;生产工艺;色织物开发【作者】马顺彬【作者单位】江苏工程职业技术学院,江苏南通 226007【正文语种】中文【中图分类】TS106舒弹丝是一种新型生物质弹性短纤维,其开发应用终结了弹力短纤维不能用于纱线纺织的历史。
该纤维不但能赋予面料足够的弹性,而且还能防止面料鼓包、松弛,确保面料的弹性持久稳定。
本项目采用棉、舒弹丝为原料开发出了148.5 27.8×27.8 307×244的定位米通布,现就其相关设计和生产工艺技术措施总结如下,以期为舒弹丝的推广应用提供广阔的空间。
1 织物设计1.1 织物规格织物成品幅宽148.5 cm,成品经密307根/10 cm,成品纬密为244根/10 cm;经纱织缩率为9.9%,一米经长1.11 m;坯布幅宽168.8 cm,坯布经密270根/10 cm,坯布纬密236根/10 cm;上机幅宽175.5 cm,筘号为130齿/10 cm,地组织和边组织均为每筘2入,机上经密260根/10 cm,机上纬密232根/10 cm。
织物地组织和边组织均为平纹,总经根数为4 560根,其中地经根数为4 460根,边纱根数为100根,边纱为27.8 tex大加白纯棉纱。
27.8 tex大加白纯棉经纱用纱量14.270 2kg/100 m,27.8 tex大加白舒弹丝(JC60/STS40)纬纱用纱量6.550 0 kg/100 m;27.8 tex大加白纯棉纬纱用纱量2.553 3 kg/100 m,27.8 tex红灰纯棉纬纱用纱量2.865 7 kg/100 m,27.8 tex炭灰纯棉纬纱用纱量0.341 4 kg/100 m,27.8 tex浅粉纯棉纬纱用纱量0.419 8 kg/100 m;纬纱的总用纱量为12.729 2 kg/100 m,织物总用纱量26.999 4 kg/100 m。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
津田驹HS20-Ⅱ型浆纱机工艺特点及浆纱实践
张元红;陶文;黄彦萍
【期刊名称】《棉纺织技术》
【年(卷),期】2002(30)5
【摘要】@@ 0 前言rn我公司于1996年引进一台日本津田驹HS20-Ⅱ330型双浆槽浆纱机,与津田驹190型、280型及比利时毕加诺公司生产的DELTA-190型喷气织机相配套生产细号高密织物,经过几年生产实践,我们认为合理的浆纱工艺配置能使HS20-Ⅱ型浆纱机充分发挥其独特性能,满足喷气织机优质高效的要求.rn1 HS20-Ⅱ型浆机工艺特点rn1.1 浆槽结构rnHS20-Ⅱ型浆纱机浆槽结构见图1.由图1可知,经纱经过张力检测辊后绕过导纱辊,经浸没辊作用进入第一对上浆辊及压浆辊组成的第一挤压区(主要作用是将纱线中的空气压出,使部分浆液压入纱线内部,充分浸透,并挤掉多余浆液,经第二对上浆辊、压浆辊、接触辊组成的第二挤压区后(主要作用是使纱线适当增加被覆上浆,实现渗透与被覆合理分配,保证浆膜完整,毛羽伏贴),垂直向上拉出.纱片垂直向上拉出是HS20-Ⅱ型浆纱机的显著特点之一.
【总页数】3页(P42-44)
【作者】张元红;陶文;黄彦萍
【作者单位】陕西唐华四棉有限责任公司;陕西唐华四棉有限责任公司;陕西唐华四棉有限责任公司
【正文语种】中文
【中图分类】TS103
【相关文献】
1.津田驹HS20系列短纤纱浆纱机的工艺特点 [J], 李惠君;申尔谦
2.津田驹HS20-II型浆纱机中压上浆的研究及实践 [J], 唐长亮;杨云华;万明
3.HS20-Ⅱ型浆纱机的技术特点及生产实践 [J], 孙世海;张新宏;刘梅;荣扣军
4.祖克ZYGWN型与津田驹HS20—Ⅱ型双浆槽浆纱机浆液循环系统对比 [J], 徐小莉;张禹佑
5.津田驹公司生产的HS20-Ⅱ浆纱机 [J], 诚意
因版权原因,仅展示原文概要,查看原文内容请购买。