钛及钛合金加工产品标准汇编
(完整版)钛标准大全-国标-美标-日标-德标-俄标
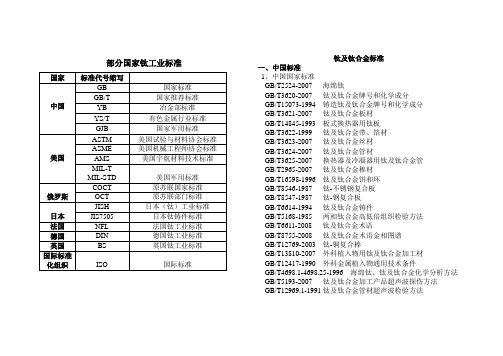
部分国家钛工业标准钛及钛合金标准一、中国标准1、中国国家标准GB/T2524-2007 海绵钛GB/T3620-2007 钛及钛合金牌号和化学成分GB/T15073-1994 铸造钛及钛合金牌号和化学成分GB/T3621-2007 钛及钛合金板材GB/T14845-1993 板式换热器用钛板GB/T3622-1999 钛及钛合金带、箔材GB/T3623-2007 钛及钛合金丝材GB/T3624-2007 钛及钛合金管材GB/T3625-2007 换热器及冷凝器用钛及钛合金管GB/T2965-2007 钛及钛合金棒材GB/T16598-1996 钛及钛合金饼和环GB/T8546-1987 钛-不锈钢复合板GB/T8547-1987 钛-钢复合板GB/T6614-1994 钛及钛合金铸件GB/T5168-1985 两相钛合金高低倍组织检验方法GB/T6611-2008 钛及钛合金术语GB/T8755-2008 钛及钛合金术语金相图谱GB/T12769-2003 钛-铜复合棒GB/T13810-2007 外科植入物用钛及钛合金加工材GB/T12417-1990 外科金属植入物通用技术条件GB/T4698.1-4698.25-1996 海绵钛、钛及钛合金化学分析方法GB/T5193-2007 钛及钛合金加工产品超声波探伤方法GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T12969.2-1991 钛及钛合金管材涡流检验方法GB/T13149-1991 钛及钛合金符合钢板焊接技术条件GB/T6887-1986 烧结钛金属过滤元件和材料GB/T8180-2007 钛及钛合金加工产品的包装、标志、运输和贮存GB/T6612-1986 重要用途的TA7钛合金板材GB/T6613-1986 重要用途的TC4钛合金板材GB/T1216-1992 TA5钛合金焊接技术条件2、中国国家军用标准GJB2218-1994 航空用钛及钛合金棒材和锻坯规范GJB2219-1994 紧固件用钛及钛合金棒(线)规范GJB2220-1994 航空发动机用钛合金饼、环坯规范GJB2505-1995 航空用钛及钛合金板、带材规范GJB2744-1996 航空用钛及钛合金棒材和自由锻件和模锻件规范GJB2896-1996 钛及钛合金熔模精密铸件规范GJB2921-1997 超塑成形用TC4钛合金板材规范GJB3763A-2004 钛及钛合金热处理GJB391-1987 航天工业用TC4钛合金锻制饼材GJB493-1988 航空发动机叶片用TC4钛合金棒材GJB494-1988 航空发动机叶片用TC11钛合金棒材GJB495-1988 超低温用TA7-D钛合金棒材GJB943-1900 潜艇用TA5-A钛合金锻件GJB944-1900 TA5-A钛合金板材GJB1169-1991 航天用钛合金环材规范GJB1205-1991 TB2-1钛合金铆钉技术条件GJB1538-1992 飞机结构件用TC4钛合金棒材规范二、美国标准1、美国试验与材料协会标准ASTM B229-2001 海绵钛ASTM B265-2005 钛及钛合金带、薄板及板ASTM B337-1995 钛及钛合金无缝管和焊接管(已被B861-2002钛及钛合金无缝管、B862-2002钛及钛合金焊接管代替)ASTM B338-2005a 钛及钛合金冷凝器和热交换器用无缝管和焊接管ASTM B348-2005 钛及钛合金棒和坯料ASTM B363-2004 非合金钛及钛合金无缝和焊接管件ASTM B367-2004 钛及钛合金铸件ASTM B861-2002 钛及钛合金无缝管ASTM B862-2002 钛及钛合金焊接管ASTM B381-2005 钛及钛合金锻件ASTM F67-2000 外科植入物用纯钛材ASTM F136-2002a 外科植入物用Ti-6Al-4V ELI加工材ASTM F620-2002 外科植入物用α+β相钛合金锻件ASTM F1108-2002 外科植入物用Ti-6Al-4V铸件ASTM F1295-2001 外科植入物用Ti-6Al-7Nb加工材ASTM F1341-1999 纯钛丝材ASTM F1472-2002a 外科植入物用Ti-6Al-4V加工材ASTM F1713-1996 外科植入物用Ti-13Nb-13Zr加工材ASTM F1813-2001 外科植入物用Ti-12Mo-6Zr-2Fe加工材ASTM F2063-2000 医疗器械和外科植入物用形状记忆合金加工材2、美国机械工程师协会标准ASME 第八部分:第一章压力容器(基本规则)美国宇航材料技术标准AMS 4900-2001 钛薄板、带和板材(退火状态)(380Mpa)AMS4901-2002 钛薄板、带和板材(退火状态)(485Mpa)AMS4902-2001 钛薄板、带和板材(退火状态)(275Mpa)AMS4907-2001 超低间隙元素级Ti-6Al-4V合金薄板、带和板材(退火状态)AMS4910-2003 Ti-5Al-2.5Sn合金薄板、带和中厚板(退火状态)AMS4911-2003 Ti-6Al-4V薄板、带和中厚板(退火状态)AMS4921-2004 钛的棒材、锻件和环件(退火状态)(485Mpa)AMS4924-2002 超低间隙元素级Ti-5Al-2.5Sn合金棒、锻件和环件(退火状态)AMS4926-2001 Ti-5Al-2.5Sn棒和环形件(退火状态)(760Mpa)AMS4928-2001 Ti-6Al-4V合金棒、锻件和环件(退火状态)(825Mpa)AMS4941-2003 钛焊管AMS4942-2001 无缝钛管(退火状态)(275Mpa)AMS4930-2001 超低间隙元素级Ti-6Al-4V合金棒材、锻件和环件(退火状态)AMS4951-2003 工业纯钛焊丝AMS4954-2003 Ti-6Al-4V合金焊丝AMS4965-2002 Ti-6Al-4V合金棒、锻件和环件(固溶和稳定化处理)AMS4966-2003 Ti-5Al-2.5Sn锻件AMS4967-2001 可热处理的Ti-6Al-4V合金棒、锻件和环件(退火状态)ASM4972-2003 Ti-8Al-1Mo-1V合金棒和环件(固溶和稳定化处理)ASM4973-2002 Ti-8Al-1Mo-1V钛合金锻件(固溶和稳定化处理)ASM4975-2003 Ti-6Al-2Sn-4Zr-2Mo合金棒和环件(固溶和稳定化处理)ASM4983-2002 Ti-10V-2F-3Al锻件(固溶处理和时效)ASM4985-2003 石蜡或石墨捣实法铸造的Ti-6Al-4V合金锻件ASM4991-2002 Ti-6Al-4V合金精锻件(退火状态)ASM2380-2003 优质钛合金认可和控制3、美国军用标准MIL-T-9046-1999 钛及钛合金薄板、带材和板材MIL-T-9047-2005 钛及钛合金棒材和锻坯MIL-R-81588-1986 钛及钛合金圆棒和丝MIL-F-83142-2000 钛及钛合金锻件(优质级)MIL-T-46077 钛合金可焊的装甲厚板MIL-T-13405 钛粉末MIL-T-46035-1989 高强度钛合金、变形材料MIL-T-81556-1996 钛及钛合金的圆棒、棒材、特殊形状面的挤压件MIL-T-81200 钛及钛合金的热处理三、英国标准BS2TA1:1974 工业纯钛的薄板和带(抗拉强度290-420Mpa)BS2TA2:1973 工业纯钛的薄板和带(抗拉强度390-540Mpa)BS2TA3:1973 机加工用的工业纯钛棒材和型材(抗拉强度390-540Mpa)BS2TA4:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA5:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA6:1973 工业纯钛的薄板和带(抗拉强度570-730Mpa)BS2TA7:1973 机加工用的工业纯钛棒材和型材(抗拉强度540-740Mpa)BS2TA8:1973 工业纯钛的锻坯(抗拉强度540-740Mpa)BS2TA9:1973 工业纯钛的锻件(抗拉强度540-740Mpa)BS2TA10:1974 钛-铝-钒合金的薄板和带材(抗拉强度960-1270Mpa)BS2TA11:1974 机加工用钛-铝-钒合金棒材和型材(抗拉强度900-1160Mpa)BS2TA12:1974 钛-铝-钒合金锻坯(抗拉强度900-1160Mpa)BS2TA13:1974 钛-铝-钒合金锻件(抗拉强度900-1160Mpa)BS2TA21:1973 钛-铜合金的薄板和带材(抗拉强度540-770Mpa)BS2TA22:1973 机加工用的钛-铜合金棒材和型材(抗拉强度540-770Mpa)BS2TA23:1973 钛-铜合金的锻坯(抗拉强度540-770Mpa)BS2TA24:1973 钛-铜合金的锻件(抗拉强度540-770Mpa)BS2TA28:1974 钛-铝-钒合金锻坯和丝材(抗拉强度1100-1300Mpa)BSTA38:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1420Mpa)BSTA39:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1420Mpa)BSTA40:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1375Mpa)BSTA41:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1375Mpa)BSTA42:1993 钛-铝-钼-锡-硅-碳合金的锻件(抗拉强度1250-1375Mpa)BSTA45:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1100-1280Mpa)BSTA46:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1050-1220Mpa)BSTA47:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA48:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA49:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1000-1200Mpa)BSTA50:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1000-1200Mpa)BSTA51:1993 钛-铝-钼-锡-硅合金的锻件(抗拉强度1000-1200Mpa)BSTA52:1993 钛-铜合金的薄板和带材(抗拉强度690-920Mpa)BSTA56:1993 钛-铝-钒合金的厚板(抗拉强度895-1150Mpa)BSTA57:1993 钛-铝-钼-锡-硅的厚板(抗拉强度1030-1220Mpa)BSTA58:1993 钛-铜合金的厚板(抗拉强度520-640Mpa)BSTA100:1973 变形钛及钛合金的检验和实验方法BS5500:1997 无焰熔化焊压力容器CP3003 压力容器的衬里和化工用设备四、俄罗斯标准ΓOCT17746-79 海绵钛ΓOCT19807-91 变形钛及钛合金牌号ΓOCT22178-90 钛及钛合金薄板ΓOCT23755-87 钛及钛合金厚板ΓOCT21945-82 热轧无缝钛管ΓOCT22897-86 冷轧无缝钛管ΓOCT24890-81 焊接钛管ΓOCT26492-85 钛及钛合金轧棒ΓOCT27265-87 钛及钛合金填充丝说明书五、日本标准JISH2151-1983 海绵钛JISH4600-1993 钛及钛合金板和带JISH4630-1994 钛及钛合金无缝管JISH4631-1994 钛及钛合金热交换器用管JISH4635-1994 钛及钛合金焊接管JISH4650-2000 钛及钛合金棒JISH4657-1998 钛及钛合金锻件JISH4670-1993 钛及钛合金丝JIS7505 钛铸件六、德国标准DIN17850-1990 工业纯钛压力加工材的化学成分DIN17851-1990 钛合金压力加工材的化学成分DIN17860-1990 钛及钛合金板和带DIN17861-1990 钛及钛合金无缝管DIN17862-1990 钛及钛合金棒DIN17863-1973 钛及钛合金丝材DIN17864-1993 钛及钛合金锻件DIN17865-1990 铸钛DIN17866-1990 钛及钛合金焊接管DIN1737T1-1984 钛及钛钯合金填充材料的化学成分、技术条件DIN1737T2-1988 钛及钛钯合金填充材料全焊金属的试块、试样、力学与工艺性能DIN931 外六角螺栓半螺纹DIN933 外六角螺栓全螺纹DIN931 外六角螺母DIN125 普通垫片DIN127 弹簧垫片七、法国标准NFL21-110 1975 纯钛T40锻造用棒坯NFL21-270 1981 TA6V铆钉丝用杆材NFL14-601 1984 TA6V锻造用棒材NFL14-602 1984 TA6V锻件NFL14-603 1984 TA6V锻造用棒坯NFL14-604 1984 TA6V锻件NFL14-611 1984 TA6VZr5D棒坯NFL14-612 1984 TA6VZr5D锻件八、ISO国际标准(外科植入物用钛的标准)ISO5832-2-1999 纯钛ISO5832-3-1996 Ti-6Al-4V加工材ISO5832-11-1994 Ti-6Al-7Nb加工材。
(完整版)钛标准大全-国标-美标-日标-德标-俄标

(完整版)钛标准大全-国标-美标-日标-德标-俄标部分国家钛工业标准钛及钛合金标准一、中国标准1、中国国家标准GB/T2524-2007 海绵钛GB/T3620-2007 钛及钛合金牌号和化学成分GB/T15073-1994 铸造钛及钛合金牌号和化学成分GB/T3621-2007 钛及钛合金板材GB/T14845-1993 板式换热器用钛板GB/T3622-1999 钛及钛合金带、箔材GB/T3623-2007 钛及钛合金丝材GB/T3624-2007 钛及钛合金管材GB/T3625-2007 换热器及冷凝器用钛及钛合金管GB/T2965-2007 钛及钛合金棒材GB/T16598-1996 钛及钛合金饼和环GB/T8546-1987 钛-不锈钢复合板GB/T8547-1987 钛-钢复合板GB/T6614-1994 钛及钛合金铸件GB/T5168-1985 两相钛合金高低倍组织检验方法GB/T6611-2008 钛及钛合金术语GB/T8755-2008 钛及钛合金术语金相图谱GB/T12769-2003 钛-铜复合棒GB/T13810-2007 外科植入物用钛及钛合金加工材GB/T12417-1990 外科金属植入物通用技术条件GB/T4698.1-4698.25-1996 海绵钛、钛及钛合金化学分析方法GB/T5193-2007 钛及钛合金加工产品超声波探伤方法GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T12969.2-1991 钛及钛合金管材涡流检验方法GB/T13149-1991 钛及钛合金符合钢板焊接技术条件GB/T6887-1986 烧结钛金属过滤元件和材料GB/T8180-2007 钛及钛合金加工产品的包装、标志、运输和贮存GB/T6612-1986 重要用途的TA7钛合金板材GB/T6613-1986 重要用途的TC4钛合金板材GB/T1216-1992 TA5钛合金焊接技术条件2、中国国家军用标准GJB2218-1994 航空用钛及钛合金棒材和锻坯规范GJB2219-1994 紧固件用钛及钛合金棒(线)规范GJB2220-1994 航空发动机用钛合金饼、环坯规范GJB2505-1995 航空用钛及钛合金板、带材规范GJB2744-1996 航空用钛及钛合金棒材和自由锻件和模锻件规范GJB2896-1996 钛及钛合金熔模精密铸件规范GJB2921-1997 超塑成形用TC4钛合金板材规范GJB3763A-2004 钛及钛合金热处理GJB391-1987 航天工业用TC4钛合金锻制饼材GJB493-1988 航空发动机叶片用TC4钛合金棒材GJB494-1988 航空发动机叶片用TC11钛合金棒材GJB495-1988 超低温用TA7-D钛合金棒材GJB943-1900 潜艇用TA5-A钛合金锻件GJB944-1900 TA5-A钛合金板材GJB1169-1991 航天用钛合金环材规范GJB1205-1991 TB2-1钛合金铆钉技术条件GJB1538-1992 飞机结构件用TC4钛合金棒材规范二、美国标准1、美国试验与材料协会标准ASTM B229-2001 海绵钛ASTM B265-2005 钛及钛合金带、薄板及板ASTM B337-1995 钛及钛合金无缝管和焊接管(已被B861-2002 钛及钛合金无缝管、B862-2002钛及钛合金焊接管代替)ASTM B338-2005a 钛及钛合金冷凝器和热交换器用无缝管和焊接管ASTM B348-2005 钛及钛合金棒和坯料ASTM B363-2004 非合金钛及钛合金无缝和焊接管件ASTM B367-2004 钛及钛合金铸件ASTM B861-2002 钛及钛合金无缝管ASTM B862-2002 钛及钛合金焊接管ASTM B381-2005 钛及钛合金锻件ASTM F67-2000 外科植入物用纯钛材ASTM F136-2002a 外科植入物用Ti-6Al-4V ELI加工材ASTM F620-2002 外科植入物用α+β相钛合金锻件ASTM F1108-2002 外科植入物用Ti-6Al-4V铸件ASTM F1295-2001 外科植入物用Ti-6Al-7Nb加工材ASTM F1341-1999 纯钛丝材ASTM F1472-2002a 外科植入物用Ti-6Al-4V加工材ASTM F1713-1996 外科植入物用Ti-13Nb-13Zr加工材ASTM F1813-2001 外科植入物用Ti-12Mo-6Zr-2Fe加工材ASTM F2063-2000 医疗器械和外科植入物用形状记忆合金加工材2、美国机械工程师协会标准ASME 第八部分:第一章压力容器(基本规则)美国宇航材料技术标准AMS 4900-2001 钛薄板、带和板材(退火状态)(380Mpa)AMS4901-2002 钛薄板、带和板材(退火状态)(485Mpa)AMS4902-2001 钛薄板、带和板材(退火状态)(275Mpa)AMS4907-2001 超低间隙元素级Ti-6Al-4V合金薄板、带和板材(退火状态)AMS4910-2003 Ti-5Al-2.5Sn合金薄板、带和中厚板(退火状态)AMS4911-2003 Ti-6Al-4V薄板、带和中厚板(退火状态)AMS4921-2004 钛的棒材、锻件和环件(退火状态)(485Mpa)AMS4924-2002 超低间隙元素级Ti-5Al-2.5Sn合金棒、锻件和环件(退火状态)AMS4926-2001 Ti-5Al-2.5Sn棒和环形件(退火状态)(760Mpa)AMS4928-2001 Ti-6Al-4V合金棒、锻件和环件(退火状态)(825Mpa)AMS4941-2003 钛焊管AMS4942-2001 无缝钛管(退火状态)(275Mpa)AMS4930-2001 超低间隙元素级Ti-6Al-4V合金棒材、锻件和环件(退火状态)AMS4951-2003 工业纯钛焊丝AMS4954-2003 Ti-6Al-4V合金焊丝AMS4965-2002 Ti-6Al-4V合金棒、锻件和环件(固溶和稳定化处理)AMS4966-2003 Ti-5Al-2.5Sn锻件AMS4967-2001 可热处理的Ti-6Al-4V合金棒、锻件和环件(退火状态)ASM4972-2003 Ti-8Al-1Mo-1V合金棒和环件(固溶和稳定化处理)ASM4973-2002 Ti-8Al-1Mo-1V钛合金锻件(固溶和稳定化处理)ASM4975-2003 Ti-6Al-2Sn-4Zr-2Mo合金棒和环件(固溶和稳定化处理)ASM4983-2002 Ti-10V-2F-3Al锻件(固溶处理和时效)ASM4985-2003 石蜡或石墨捣实法铸造的Ti-6Al-4V合金锻件ASM4991-2002 Ti-6Al-4V合金精锻件(退火状态)ASM2380-2003 优质钛合金认可和控制3、美国军用标准MIL-T-9046-1999 钛及钛合金薄板、带材和板材MIL-T-9047-2005 钛及钛合金棒材和锻坯MIL-R-81588-1986 钛及钛合金圆棒和丝MIL-F-83142-2000 钛及钛合金锻件(优质级)MIL-T-46077 钛合金可焊的装甲厚板MIL-T-13405 钛粉末MIL-T-46035-1989 高强度钛合金、变形材料MIL-T-81556-1996 钛及钛合金的圆棒、棒材、特殊形状面的挤压件MIL-T-81200 钛及钛合金的热处理三、英国标准BS2TA1:1974 工业纯钛的薄板和带(抗拉强度290-420Mpa)BS2TA2:1973 工业纯钛的薄板和带(抗拉强度390-540Mpa)BS2TA3:1973 机加工用的工业纯钛棒材和型材(抗拉强度390-540Mpa)BS2TA4:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA5:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA6:1973 工业纯钛的薄板和带(抗拉强度570-730Mpa)BS2TA7:1973 机加工用的工业纯钛棒材和型材(抗拉强度540-740Mpa)BS2TA8:1973 工业纯钛的锻坯(抗拉强度540-740Mpa)BS2TA9:1973 工业纯钛的锻件(抗拉强度540-740Mpa)BS2TA10:1974 钛-铝-钒合金的薄板和带材(抗拉强度960-1270Mpa)BS2TA11:1974 机加工用钛-铝-钒合金棒材和型材(抗拉强度900-1160Mpa)BS2TA12:1974 钛-铝-钒合金锻坯(抗拉强度900-1160Mpa)BS2TA13:1974 钛-铝-钒合金锻件(抗拉强度900-1160Mpa)BS2TA21:1973 钛-铜合金的薄板和带材(抗拉强度540-770Mpa)BS2TA22:1973 机加工用的钛-铜合金棒材和型材(抗拉强度540-770Mpa)BS2TA23:1973 钛-铜合金的锻坯(抗拉强度540-770Mpa)BS2TA24:1973 钛-铜合金的锻件(抗拉强度540-770Mpa)BS2TA28:1974 钛-铝-钒合金锻坯和丝材(抗拉强度1100-1300Mpa)BSTA38:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1420Mpa)BSTA39:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1420Mpa)BSTA40:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1375Mpa)BSTA41:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1375Mpa)BSTA42:1993 钛-铝-钼-锡-硅-碳合金的锻件(抗拉强度1250-1375Mpa)BSTA45:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1100-1280Mpa)BSTA46:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1050-1220Mpa)BSTA47:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA48:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA49:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1000-1200Mpa)BSTA50:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1000-1200Mpa)BSTA51:1993 钛-铝-钼-锡-硅合金的锻件(抗拉强度1000-1200Mpa)BSTA52:1993 钛-铜合金的薄板和带材(抗拉强度690-920Mpa)BSTA56:1993 钛-铝-钒合金的厚板(抗拉强度895-1150Mpa)BSTA57:1993 钛-铝-钼-锡-硅的厚板(抗拉强度1030-1220Mpa)BSTA58:1993 钛-铜合金的厚板(抗拉强度520-640Mpa)BSTA100:1973 变形钛及钛合金的检验和实验方法BS5500:1997 无焰熔化焊压力容器CP3003 压力容器的衬里和化工用设备四、俄罗斯标准ΓOCT17746-79 海绵钛ΓOCT19807-91 变形钛及钛合金牌号ΓOCT22178-90 钛及钛合金薄板ΓOCT23755-87 钛及钛合金厚板ΓOCT21945-82 热轧无缝钛管ΓOCT22897-86 冷轧无缝钛管ΓOCT24890-81 焊接钛管ΓOCT26492-85 钛及钛合金轧棒ΓOCT27265-87 钛及钛合金填充丝说明书五、日本标准JISH2151-1983 海绵钛JISH4600-1993 钛及钛合金板和带JISH4630-1994 钛及钛合金无缝管JISH4631-1994 钛及钛合金热交换器用管JISH4635-1994 钛及钛合金焊接管JISH4650-2000 钛及钛合金棒JISH4657-1998 钛及钛合金锻件JISH4670-1993 钛及钛合金丝JIS7505 钛铸件六、德国标准DIN17850-1990 工业纯钛压力加工材的化学成分DIN17851-1990 钛合金压力加工材的化学成分DIN17860-1990 钛及钛合金板和带DIN17861-1990 钛及钛合金无缝管DIN17862-1990 钛及钛合金棒DIN17863-1973 钛及钛合金丝材DIN17864-1993 钛及钛合金锻件DIN17865-1990 铸钛DIN17866-1990 钛及钛合金焊接管DIN1737T1-1984 钛及钛钯合金填充材料的化学成分、技术条件DIN1737T2-1988 钛及钛钯合金填充材料全焊金属的试块、试样、力学与工艺性能DIN931 外六角螺栓半螺纹DIN933 外六角螺栓全螺纹DIN931 外六角螺母DIN125 普通垫片DIN127 弹簧垫片七、法国标准NFL21-110 1975 纯钛T40锻造用棒坯NFL21-270 1981 TA6V铆钉丝用杆材NFL14-601 1984 TA6V锻造用棒材NFL14-602 1984 TA6V锻件NFL14-603 1984 TA6V锻造用棒坯NFL14-604 1984 TA6V锻件NFL14-611 1984 TA6VZr5D棒坯NFL14-612 1984 TA6VZr5D锻件八、ISO国际标准(外科植入物用钛的标准)ISO5832-2-1999 纯钛ISO5832-3-1996 Ti-6Al-4V加工材ISO5832-11-1994 Ti-6Al-7Nb加工材。
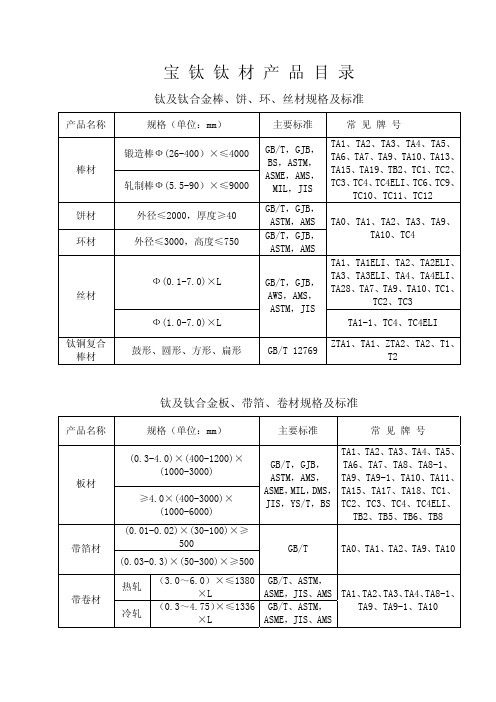
《宝钛钛材产品目录》
Zr01、Zr-1、 ZrSn1.4-0.1、 ZrSn1.4-0.2、
ZrNb2.5
Ф(6-110)×(0.5-5.0)×(500-6000)
GB/T,ASTM YS/T,Q/BS
Zr-0、Zr-1、 Zr-2、Zr-3、 Zr-4、Zr-5
冷加工态(Y) 退火态(M)
热加工态(R) 冷加工态(Y) 退火态(M)
锆及锆合金材规格及标准
产品名称
规格(单位:mm)
主要标准 常 见 牌 号
箔材 带材 板材 管材
丝材
棒材
(0.01-0.13)×(50-300)×≥500 (>0.13-2.50)×(50-300)×≥500 (>0.30~10.0)×(300~1000)×≥500
GB/T,ASTM YS/T,Q/BS
GB/T
TA0、TA1、TA2、TA9、TA10
热轧 冷轧
(3.0~6.0)×≤1380 ×L
(0.3~4.75)×≤1336 ×L
GB/T、ASTM, ASME,JIS、AMS GB/T、ASTM, ASME,JIS、AMS
TA1、TA2、TA3、TA4、TA8-1、 TA9、TA9-1、TA10
GB/T、Q/BS
TA1、TA2、TA8、TA8-1、 TA9、TA9-1、TA10
TA1、TA2、TA3、TA4、 TA8-1、TA9、TA9-1、
TA10、TA18
钛及钛合金铸锭、铸件规格及标准
产品名称
规格
主要标准
常见牌号
铸锭 铸件
名 义 直 径 ( mm) : Ф 290~Ф1500; 锭 重 ( kg ) : 260 ~ 15000±5%
板材
棒材 管材
b338钛及钛合金标准规范中文版

B338钛及钛合金的带、片、板标准规范本标准是在指定的B265规范下发布的;在这个指定的规范后面的数字表明了最初使用的年份,或如果做了修订,最新修订的年份。
括号中的数字表示重获批准的年份。
标在上角的希腊字母表示自最新修订或重获批准后编辑上的改变。
本标准已获国防部批准。
1.规范范围1.1本标准包含了下列退火的钛及钛合金带、片、板:1.1.1等级1—纯钛;1.1.2等级2—纯钛;1.1.2.1等级2H—纯钛(等级2中最小抗拉强度是58ksi的纯钛);1.1.3等级3—纯钛;1.1.4等级4—纯钛;1.1.5等级5—钛合金(含6%的A1,4%的V);1.1.6等级6—钛合金(含5%A1,2.5%Sn)1.1.7等级7—钯含量在0.12~0.25%的纯钛;1.1.7.1等级7H—钯含量在0.12〜0.25%的纯钛(等级7中最小抗拉强度是58ksi的纯钛);1.1.8等级9—钛合金(含3.0%Al,2.5%V);1.1.9等级11—钯含量在0.12〜0.25%的纯钛;1.1.10等级10—钛合金(含0.3%Mo,0.8%Ni);1.1.11等级13—钛合金(含0.5%Ni,0.05%钉)1.1.12等级14—钛合金(含0.5%Ni,0.05%钉);1.1.13等级15—钛合金(含0.5%Ni,0.05%钉);1.1.14等级16—钯含量在0.04%〜0.08%的纯钛;1.1.14.1等级16H—钯含量在0.04%〜0.08%的纯钛(等级16中最小抗拉强度是58ksi的纯钛);1.1.15等级17—钯含量在0.04%〜0.08%的纯钛;1.1.16等级18—钯含量在0.04%〜0.08%的钛合金(含3%A1,2.5%V);1.1.17等级19—钛合金(含3%A1,8%V,6%Cr,4%Zn,4%Mo);1.1.18等级20—钯含量在0.04%〜0.08%的钛合金(含3%Al,8%V,6%Cr,4%Zn,4%Mo);1.1.19等级21—钛合金(含15%Mo,3%Al,2.7%Ni,0.25%Si);1.1.20等级23—钛合金(含6%A1,4%V以及其他低含量的间隙元素,ELI);1.1.21等级24—钯含量在0.04〜0.08%的钛合金(含6%A1,4%V);1.1.22等级25—Ni含量在0.3%〜0.8%以及钯含量在0.04%〜0.08%的钛合金(含6%Al,4%V);1.1.23等级26—钌含量在0.08%〜0.14%的纯钛;1.1.23.1等级26H—钉含量在0.08%〜0.14%的纯钛(等级26中最小抗拉强度是58ksi的纯钛)1.1.24等级27—钌含量在0.08%〜0.14%的纯钛;1.1.25等级28—钉含量在0.08%〜0.14%的钛合金(含3%A1,2.5%V);1.1.26等级29—钉含量在0.08%〜0.14%的钛合金(含6%Al,4%V以及其他低含量间隙元素,ELI);1.1.27等级30—钛合金(含0.3%Co,0.05%钯);1.1.28等级31—钛合金(含0.3%Co,0.05%钯);1.1.29等级32—钛合金(含5%Al,1%Sn,1%Zr,1%V,0.8%Mo);1.1.30等级33—钛合金(含0.4%Ni,0.015%钯,0.025%钉,0.15%Cr);1.1.31等级34—钛合金(含0.4%Ni,0.015%Pa,0.025%钉,0.15%Cr);1.1.32等级35—钛合金(含4.5%Al,2%Mo,1.6%V,0.5%Fe,0.3%Si);1.1.33等级36—钛合金(含45%铌);1.1.34等级37—钛合金(含1.5%Al);1.1.35等级38—钛合金(4%Al,2.5%V,1.5%Fe);注1:H级别的材料与相应数字级别的材料是等同的(如,Grade2H=Grade2)除非有更高级的最小抗拉强度保证,可以通过符合相应数字级别的要求来验证。
国内外医用钛及钛合金标准及性能
国内外医用钛及钛合金标准及性能发布时间:2010-4-17 10:20:42 中国废旧物资网一、钛在医学中的应用1、钛作为一种新兴的材料在我国及世界制药工业、手术器械、人体植入物等领域使用已有几十年的历史,并已取得了极大地成功。
2、人体内应外伤、肿瘤造成的骨、关节损伤,采用钛及钛合金可制造人工关节、接骨板和螺钉现已广泛用于临床。
还用于髋关节(包括股骨头)、膝关节、肘关节、掌指关节、指间关节、下頜骨、人造椎体(脊柱矫形器)、心脏起搏器外壳、人工心脏(心脏瓣膜)、人工种植牙、以及钛网在头盖骨整形等方面。
3、对于植入物材料的要求可以归为三个方面:材料与人体的生物相容性、材料在人体环境中的耐腐蚀性和材料的力学性能,作为长期植入材料有下列七项具体要求:①、耐蚀性;②、生物相容性;③、优越的力学性能和疲劳性能;④、韧性;⑤、低的弹性模量;⑥、在组合体中有好的耐磨性;⑦、令人满意的价格;4、外科植入物材料主要有:金属、聚合物、陶瓷等,金属材料又包括不锈钢、鈷基合金和钛基合金。
材料性能与骨性能的比较和植入物材料的特性比较见表一和表二。
从表二可以看出,不锈钢价格低廉,易于加工,但耐蚀性和生物相容性不如钛合金;鈷鉻合金的耐磨性比钛合金好,但密度较大,太重;钛及钛合金由于比强度高,生物相容性好及耐体液腐蚀性好等特点正日益受到重视。
钛合金的不足之处识是耐磨性差、难于铸造,加工性能也差。
二、国内外外科植入物用钛及钛合金加工材标准情况1、国外外科植入物用加工材标准纯钛:国际标准化组织 ISO 5832/2 1999E《外科植入物-纯钛加工材》美国标准:ASTM F67 2006a 《外科植入物用纯钛》TC4: 国际标准化组织 ISO 5832/3 1996Z 《外科植入物-金属材料-Ti-6Al-4V加工材》ASTM F1472 2002 《外科植入物用Ti-6Al-4V合金加工材》TC4ELI: ASTM F136 2002a 《外科植入物用Ti-6Al-4VELI(超低间隙)加工材规范》TC20: ISO 5832/11 I994(E) 《外科植入物-金属材料-Ti-6Al-7Nb合金加工材》ASTM F1295:2005《外科植入物用Ti-6Al-7Nb合金加工材》2、中国国家标准①、《外科植入物用钛及钛合金加工材》中国国家标准为GB/T13810-2007,牌号有:TA 1ELI、TA1、TA2、TA3、TA4、TC4、TC4ELI、TC20.品种有:板材0.8~25mm;棒材7.0~90mm;丝材1.0~7.0mm;GB\T13810-2007标准中规定的各项性能指标:②、GB/T13810-2007标准中,为了保证外科植入物用钛及钛合金加工材的综合性能(强度、塑性、韧性、硬度、抗疲劳等性能的合理匹配),对两相钛合金的高倍金相组织和氢含量及其它间隙元素含量都有非常严格的要求和控制。
钛材标准及作废标准目录
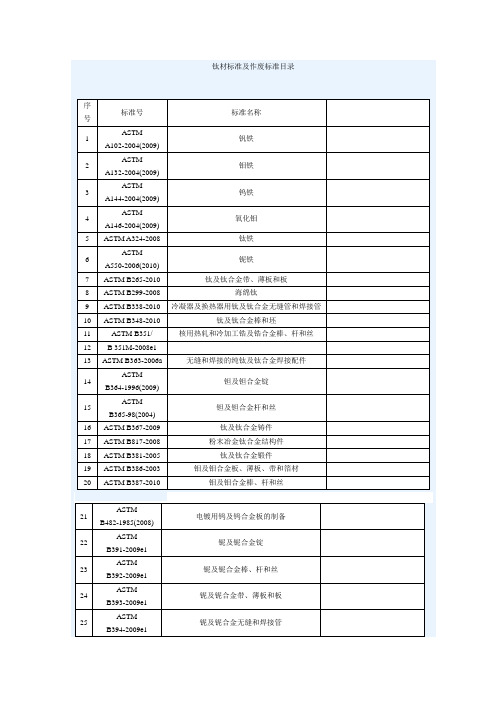
合金57 ASTM F2066-2008 外科植入物用变形Ti-15Mo合金形状记忆合金无缝管58 ASTM F2633-2007 医疗设备和外科植入物用变形镍-钛形状记忆合金无缝管59 ASTM F2146-2007 外科植入用变形Ti-3Al-2.5V合金无缝管JIS H1618-2012钛及钛合金中硅的定量分析方法现行JIS H4600-2012钛及钛合金板及带现行JIS H4630-2012钛及钛合金无缝管现行JIS H4631-2012热交换器用钛管及钛合金管现行JIS H4635-2012钛及钛合金焊接管现行JIS H4650-2012钛及钛合金棒现行JIS H4657-2012钛及钛合金锻件现行JIS H4670-2012钛及钛合金线现行GB/T 26063-2010铍铝合金现行GB/T 26060-2010钛及钛合金铸锭现行GB/T 26057-2010钛及钛合金焊接管现行GB/T 26059-2010钛及钛合金网板现行GB/T 26056-2010真空热压铍材现行ASTM B863-2010钛和钛合金丝规格现行ASTM B861-2010钛和钛合金无缝管规格现行ASTM B381-2010钛和钛合金锻件规格作废ASTM B348-2010钛和钛合金棒材和坯段规格作废ASTM B338-2010冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格现行ASTM B265-2010钛和钛合金带材、薄板及中厚板规格作废GB/T 25080-2010超导用Nb-Ti合金棒坯、粗棒和细棒现行GB/T 26058-2010钛及钛合金挤压管现行YS/T 299-2010人造金红石现行GB/T 3624-2010钛及钛合金无缝管现行ASTM B600-2009钛和钛合金表面去垢与清洗指南作废GB/T 12769-1991钛铜复合棒作废GB/T 13810-2007外科植入物用钛及钛合金加工材现行GB/T 13810-1997外科植入物用钛及钛合金加工材作废GB/T 14845-2007板式换热器用钛板现行GB/T 14845-1993板式换热器用钛板作废GB/T 15073-1994铸造钛及钛合金牌号和化学成分现行GB/T 20927-2007钛及钛合金废料现行GB/T 2524-2002海绵钛作废GB/T 2524-1981海绵钛作废GB/T 2965-2007钛及钛合金棒材现行GB/T 2965-1996钛及钛合金棒材作废GB/T 3625-2007换热器及冷凝器用钛及钛合金管现行GB/T 3625-1995换热器及冷凝器用钛及钛合金管作废GB/T 3624-1995钛及钛合金管作废GB/T 3623-2007钛及钛合金丝现行GB/T 3623-1998钛及钛合金丝作废GB/T 3622-1999钛及钛合金带、箔材现行GB/T 3621-2007钛及钛合金板材现行GB/T 3621-1994钛及钛合金板材作废GB/T 3620.2-2007钛及钛合金加工产品化学成分允许偏差现行GB/T 3620.2-1994钛及钛合金加工产品化学成分及成分允许偏差作废GB/T 3620.1-2007钛及钛合金牌号和化学成分现行GB/T 3620.1-1994钛及钛合金牌号和化学成分作废GB/T 4698.7-1996海绵钛、钛及钛合金化学分析方法蒸馏分离-奈斯勒试剂分光光度法测作废GB/T 5193-2007钛及钛合金加工产品超声波探伤方法现行GB/T 5168-2008α-β钛合金高低倍组织检验方法现行GB/T 6614-1994钛及钛合金铸件现行GB/T 6613-1986重要用途的TC4钛合金板材作废GB/T 6612-1986重要用途的TA7钛合金板材作废GB/T 6611-2008钛及钛合金术语和金相图谱现行GB/T 6611-1986钛及钛合金术语作废GB/T 8180-2007钛及钛合金加工产品的包装、标志、运输和贮存现行ASTM B381-2009钛和钛合金锻件规格作废GB/T 8547-2006钛-钢复合板现行GB/T 8546-2007钛-不锈钢复合板现行GJB 1169-1991航天用钛合金环材规范现行GJB 1538-1992飞机结构件用TC4钛合金棒材规范作废GJB 2219-1994紧固件用钛及钛合金棒(线)材规范现行GJB 2218-1994航空用钛及钛合金棒材和锻坯规范作废GJB 2921-1997超塑成形用TC4钛合金板材规范现行JIS H2151-1994海棉钛现行GB/T 16598-1996钛及钛合金饼和环现行ASTM B862-2009钛和钛合金焊接管规格现行GJB 2198-1994铍材热物理性能试验方法现行DIN 17869-1992钛和钛合金的材料性能.附数据现行DIN 17866-1990钛和钛合金焊接圆形管.交付技术状态现行DIN 17865-1990钛和钛合金铸件.失蜡铸造,石墨铸造现行DIN 17864-1993钛和锻造钛合金锻件(锻锤和落锻锤)交货技术条件现行DIN 17862-1993钛和钛合金棒材,交货技术条件现行DIN 17861-1990钛和钛合金无缝圆管.交付技术状态现行DIN 17860-1990钛和钛合金制板材和带材.供货技术条件作废DIN 17851-1990钛合金.化学成分现行DIN 17850-1990钛.化学成分现行CNS 14896-5-2005钛及钛合金-镁定量法现行CNS 14896-4-2005钛-氯定量法现行CNS 14896-3-2005钛及钛合金-铁定量法现行CNS 14896-2-2005钛及钛合金-锰定量法现行CNS 14898-2005海绵钛之勃氏硬度测定法现行CNS 14897-2005海绵钛现行CNS 14896-9-2005钛及钛合金-氧定量法现行CNS 14896-8-2005钛及钛合金-氢定量法现行CNS 14896-7-2005钛及钛合金-矽定量法现行CNS 14896-6-2005钛及钛合金-碳定量法现行CNS 14896-2005钛及钛合金-分析法通则现行CNS 14896-1-2005钛及钛合金-氮定量法现行CNS 14896-11-2005钛合金-铝定量法现行CNS 14896-10-2005钛合金-钯定量法现行CNS 14895-2005钛及钛合金-取样法现行CNS 14896-14-2005钛-原子发光光谱分析法现行CNS 14896-12-2005钛-钠定量法现行CNS 14896-13-2005钛合金-钒定量法现行GJB 2220-1994航空发动机用钛合金饼、环坯规范现行BS EN 2858-3-1994钛和钛合金锻坯和锻件技术规范.第3部分:预行生产锻件和生产锻件现行BS EN 2858-2-1994钛和钛合金锻坯和锻件技术规范.第2部分:锻坯现行BS EN 2858-1-1994钛和钛合金锻坯和锻件技术规范.第1部分:一般要求现行BS EN 2955-1993钛和钛合金废料的回收现行BS EN 2545-3-1995钛和钛合金制预制材料和铸件.交货技术条件.第3部分:试制铸件和系现行BS EN 2545-2-1995钛和钛合金再熔轧件和铸件.技术规范.第2部分:再熔料现行BS EN 2545-1-1995钛和钛合金再熔轧件和铸件.技术规范.通用要求现行ASTM B265-2009ael钛和钛合金带材、薄板及中厚板规格作废ASTM B863-2009钛和钛合金丝规格作废ASTM E1938-2008用二安替比啉甲烷分子吸收光谱测定法测定镍合金中钛含量的试验方法现行ASTM F945-2006用飞行器发动机清洗剂对钛合金应力腐蚀的试验方法现行ASTM F945-2001用航空飞行器发动机清洗剂消除钛合金超应力引起腐蚀的试验方法作废ASTM F67-2006外科植入物设备用非合金钛规格(UNS R50250, UNS R现行ASTM F67-2000外科植入物设备用非合金钛规格(UNS R50250, UNS R作废ASTM F1580-2007外科植入物覆层用钛和钛-6铝-4钒合金粉末的规格现行ASTM F1580-2001外科植入物覆层用钛和钛-6铝-4钒合金粉末规格作废ASTM E1938-2002用二安替比啉甲烷分子吸收光谱测定法测定镍合金中钛含量的试验方法作废ASTM E1937-2004用惰性气体溶化技术测定钛和钛合金中氮的试验方法作废ASTM E1409-2008用惰性气体溶解技术测定钛与钛合金中氧气和氮气的试验方法现行ASTM E1409-2005用惰性气体溶解技术测定钛与钛合金中氧气和氮气的试验方法作废ASTM E1447-2005用惰性气熔热传导法测定钛与钛合金中氢的试验方法作废ASTME1201-1987(2004)钛和钛合金的化学分析方法现行ASTM B938-2004铀铍合金锻件和挤压件规格(UNS Nos. C17500和C17作废ASTM B898-2005e1活性金属涂层板和难熔金属涂层中厚板规格作废ASTM B817-2003粉未冶金(P/M)钛合金构件规格作废ASTM B863-2008钛和钛合金丝规格作废ASTM B863-2006a钛和钛合金丝规格作废ASTM B863-2006钛和钛合金线规格作废ASTM B863-2005e1钛和钛合金线规格作废ASTM B862-2008a钛和钛合金焊接管规格作废ASTM B862-2008钛和钛合金焊接管规格作废ASTM B862-2006a钛和钛合金焊接管规格作废ASTM B862-2006钛和钛合金焊接管规格作废ASTM B862-2005e1钛和钛合金焊接管规格作废ASTM B861-2006a钛和钛合金无缝管规格作废ASTM B861-2006钛和钛合金无缝管规格作废ASTM B861-2008a钛和钛合金无缝管规格作废ASTM B861-2008钛和钛合金无缝管规格作废ASTM B862-2006bel钛和钛合金焊接管规格作废ASTM B862-2006b钛和钛合金焊接管规格作废ASTM 电镀用钨和钨合金制备的规程现行B482-1985(2008)ASTM电镀用钛和钛合金制备的规程现行B481-1968(2008)ASTM电镀用钛和钛合金制备的规程作废B481-1968(2003)elASTMB600-1991(2002)el钛和钛合金表面去垢与清洗指南作废ASTM 600-1991(2002)钛和钛合金表面去垢与清洗的推荐规程作废ASTM B381-2008钛和钛合金锻件规格作废ASTM B348-2008a钛和钛合金棒材和坯段规格作废ASTM B348-2008钛和钛合金棒材和坯段规格作废ASTM B348-2006a钛和钛合金棒材和坯段规格作废ASTM B348-2006钛和钛合金棒材和坯规格作废ASTM B348-2005e1钛和钛合金棒材和坯规格作废ASTM B338-2008a冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格作废ASTM B338-2008冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格作废ASTM B338-2006a冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格作废ASTM B338-2006冷凝器和热交换器用钛与钛合金无缝管及焊接管规格作废ASTM B338-2005b冷凝器和热交换器用钛与钛合金无缝管及焊接管规格作废ASTM B363-2006a无缝和焊接的非合金钛与钛合金焊接配件规格现行ASTM B363-2006无缝和焊接的非合金钛与钛合金焊接配件规格作废ASTM B363-2004无缝和焊接的非合金钛与钛合金焊接配件规格作废ASTM B381-2006a钛和钛合金锻件规格作废ASTM B381-2006钛和钛合金锻件规格作废ASTM B381-2005e1钛和钛合金锻件规格作废ASTM B299-2007海绵钛规格作废ASTM B265-2008a钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2008钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2007钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2006b钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2006钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2005e1钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2006a钛和钛合金带材、薄板及中厚板规格作废ASTM压力容器用铬钡以及铬钼钒钛硼合金钢规格作废A832/A832M-1999(2004)elASTM用于钢的脱氧与合金化的钛碎片规格作废A845-1985(2000)ASTM B265-2009钛和钛合金带材、薄板及中厚板规格作废ASTM B265-2008b钛和钛合金带材、薄板及中厚板规格作废YB 2009-1981低淬透性含钛优质碳素结构钢作废YS/T 580-2006制表用纯钛板材现行YS/T 577-2006钛及钛合金网篮现行YS/T 576-2006工业流体用钛及钛合金管现行YS/T 572-2006工业纯氧化铍粉末技术条件作废YS/T 410-1998磁头用工业纯钛箔作废YS/T 217-1994钛及钛合金锻环作废YS/T 216-1994钛及钛合金饼材作废SAE AMS 6935-2004固溶热处理和老化的含6.0Al-6.0V-2.0Sn的钛合金棒材现行SAE AMS 6940-2004退火的含3.0Al-2.5V的钛合金棒材、锻件和锻坯现行SAE AMS 6936-2004退火的含6Al-6V-2Sn的钛合金棒材、锻件和锻坯现行SAE AMS 6932-2004退火、超低填隙的含6.0Al-4.0V的钛合金棒材、锻件和锻坯现行SAE AMS 6926-2004固溶热处理和老化的含13V-11Cr-3Al的钛合金棒材、锻件和现行SAE AMS 6925-2004固溶热处理的含13V-11Cr-3Al的钛合金棒材、锻件和锻坯现行SAE AMS 6921-2004固溶热处理和老化的含3Al-8V-6Cr-4Mo-4Zr的钛合金现行SAE AMS 6915-2004退火的含7.0Al-4.0Mo的钛合金棒材、锻件和锻坯现行SAE AMS 6910-2004双重退火的含8Al-1Mo-1V的钛合金棒材、锻件和锻坯现行SAE AMS 6906-2004固溶热处理和老化的含6.0Al-2.0Sn-4.0Zr-6.0M现行SAE AMS 6907-2004双重退火的含6.0Al-2.0Sn-4.0Zr-6.0Mo的钛合现行SAE AMS 6905-2004双重退火的含6.0Al-2.0Sn-4.0Zr-2.0Mo的钛合现行SAE AMS 6900-2004退火的含5Al-2.5Sn的钛合金棒材、锻件和锻坯现行SAE AMS 4999-2002含6Al-4V退火的钛合金激光沉积产品现行SAE AMS 4992-2002含6Al-4V的热等压钛合金结构熔模铸件作废GB/T 23601-2009钛及钛合金棒、丝材涡流探伤方法现行ASTM B265-2009a钛和钛合金带材、薄板及中厚板规格作废ASTM B861-2009钛和钛合金无缝管规格作废ASTM E2371-2004用原子发射等离子体光谱测定法分析钛和钛合金的试验方法现行ASTM B861-2005e1钛和钛合金无缝管规格作废ASTM B863-2008a钛和钛合金丝规格作废GB/T 23614.1-2009钛镍形状记忆合金化学分析方法第1部分:镍量的测定丁二酮肟沉淀现行GB/T 23614.2-2009钛镍形状记忆合金化学分析方法第2部分:钴、铜、铬、铁、铌量的测现行JIS H1630-1995钛的发射光谱分析方法现行JIS H1620-1995钛及钛合金中氧的定量分析方法现行JIS H1618-1997钛及钛合金中硅的定量分析方法作废JIS H1616-1995钛及钛合金中镁的定量分析方法现行JIS H1615-1997钛中氯的定量分析方法现行JIS H4670-2007钛及钛合金线作废JIS H4670-2001钛及钛合金线作废JIS H4657-2007钛及钛合金锻件作废JIS H4657-2001钛及钛合金锻件作废JIS H4650-2007钛及钛合金棒作废JIS H4650-2001钛及钛合金棒作废JIS H4635-2006钛及钛合金焊接管作废JIS H4635-2001钛及钛合金焊接管作废JIS H4631-2006热交换器用钛管及钛合金管作废JIS H4631-2001热交换器用钛管及钛合金管作废JIS H4630-2007钛及钛合金无缝管作废ISO 22963-2008钛和钛合金氧的测定在惰性气体下熔融后的红外方法现行JIS H4630-2001钛及钛合金无缝管作废JIS H4600-2007钛及钛合金板及带作废JIS H4600-2001钛及钛合金板及带作废JIS H0517-2004钛焊接管的差压测试方法现行ASTM B338-2009冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格作废YS/T 351-2007钛铁矿精矿现行GB/T 4698.7-2011海绵钛、钛及钛合金化学分析方法氧量、氮量的测定现行GB/T 4698.14-2011海绵钛、钛及钛合金化学分析方法碳量的测定现行GB/T 4698.15-2011海绵钛、钛及钛合金化学分析方法氢量的测定现行GB/T 4698.2-2011海绵钛、钛及钛合金化学分析方法铁量的测定现行ISO 22961-2008钛和钛合金铁的测定原子吸收光谱法现行ISO 22960-2008钛和钛合金铁的测定用1,10-菲咯啉的分子吸收光谱法现行ASTM B348-2009钛和钛合金棒材和坯段规格作废ASTM B299-2008海绵钛规格现行ASTM E1447-2009用惰性气熔热传导/红外线检测法测定钛与钛合金中氢的试验方法现行GB/T 2524-2010海绵钛现行YS/T 658-2007焊管用钛带现行YS/T 654-2007钛粉现行ASTM B381-2008a钛和钛合金锻件规格作废ASTM B338-2008b冷凝器和热交换器用钛与钛合金无缝管及焊接管的规格作废SAE AMS 6901-2004退火、超低填隙的含5Al-2.5Sn的钛合金棒材、锻件和锻坯现行ASTM B817-2008粉未冶金(P/M)钛合金构件规格现行GB/T 26723-2011冷轧钛带卷。
国家标准《紧固件用钛及钛合金棒材和丝材》(讨论稿)编制说明

紧固件用钛及钛合金棒材和丝材(GB/T XXXXX -XXXX)编制说明(讨论稿)2021-06《紧固件用钛及钛合金棒材和丝材》编制说明(讨论稿)一、工作简况(一)任务来源根据国家标准化管理委员会《关于下达2020年第二批推荐性国家标准计划的通知》(国标委发〔2020〕37号)要求,国家标准《紧固件用钛及钛合金棒材和丝材》制定项目由全国有色金属标准化技术委员会归口,项目计划编号:20202822-T-610,项目周期为24个月,计划完成年限为2022年7月,标准项目由宝钛集团有限公司、宝鸡钛业股份有限公司、有色金属技术经济研究院有限责任公司等单位负责起草。
(二)主要参加单位和工作组成员及其所作的工作2.1 主要参加单位情况标准主编单位宝钛集团有限公司在标准的编制过程中,能积极主动收集国内外相关标准,负责项目的总体实施和策划,能够带领编制组成员单位认真细致修改标准文本,征求多家企业的修改意见,编制实测数据统计表,公司能够带领编制组成员单位认真细致修改标准文本,征求多家企业的修改意见,最终带领编制组完成标准的编制工作。
宝鸡钛业股份有限公司、有色金属技术经济研究院有限责任公司等单位积极参加标准调研工作,针对标准的讨论稿和征求意见稿提出修改意见,主要负责标准中术语的编写和把关。
2.2 主要工作成员所负责的工作情况本标准主要起草人及工作职责见表1。
(三)工作过程1. 预研阶段2019年1月至2020年1月,由宝钛集团有限公司及宝鸡钛业股份有限公司对国内紧固件用钛及钛合金棒材和丝材现状调研,同时收集相关国内外实物并做对比,在实物对比和标准现状分析的基础上,起草《紧固件用钛及钛合金棒材和丝材》标准项目建议书、标准草案及标准立项说明等材料。
2. 立项阶段2020年4月,宝钛集团有限公司向全体委员提交了《紧固件用钛及钛合金棒材和丝材》标准项目建议书、标准草案及标准立项说明等材料,全体委员会议论证结论为同意行业标准立项。
国内钛标准

国内钛标准
国内钛标准指的是中国对钛及其合金的化学成分、力学性能、加工性能、耐
腐蚀性能等方面的指标进行规定和标准化的规范。
这些标准对于确保钛材料
的质量和可靠性,以及推动钛工业的发展具有重要意义。
国内钛标准主要包括以下几项:
1. 化学成分标准:规定了钛及其合金的化学成分,以确保其性能符合要求。
例如,GB/T 3620-2019《无缝钛及钛合金管》、GB/T 2965-2014《金属材料
化学分析方法第一部分:铁素体不锈钢和合金钢中碳和硫含量的测定:气
相体积法》等。
2. 力学性能标准:规定了钛及其合金的力学性能,如拉伸强度、屈服强度、延伸率等,以确保其具有所需的机械性能。
例如,GB/T 13810-2017《医用
钛及钛合金材料力学性能测试方法》等。
3. 加工性能标准:规定了钛及其合金的加工性能,如可锻性、可焊性、可
加工性等,以确保其易于加工且不失去原有的性能。
例如,GB/T 2961-2017《金属材料延伸率和伸长率的测定》、GB/T 4340.1-2009《铝及铝合金板、带、箔第1部分:通则》等。
4. 耐腐蚀性能标准:规定了钛及其合金的耐腐蚀性能,以确保其在各种环
境条件下都能保持其性能。
例如,GB/T 6461-2002《铁素体不锈钢和耐热钢
腐蚀试验方法》、GB/T 10125-2012《金属材料人工气候老化试验方法》等。
这些标准不仅有助于确保钛材料的质量和可靠性,还有助于推动国内钛工业
的发展,促进与其他国家的合作与交流。
未来,随着技术的不断进步和应用
领域的不断拓展,国内钛标准还将不断完善和更新,以适应市场需求和产业
发展。
钛及钛合金加工产品标准汇编
钛及钛合金加工产品标准汇编西安天瑞新材料有限公司2014年3月26日目录ASTM B265-99钛及钛合金带材、薄板和中厚板材规范 (3)ASTM B348-00钛及钛合金棒材和方坯规范 (16)ASTM B337-95钛及钛合金无缝及焊接管规范 (27)ASTM B338-01冷凝器和热交换器用钛及钛合金无缝和焊接管范 (35)ASTM B861-01钛及钛合金无缝管规范 (45)ASTM B381-00钛及钛合金锻件规范 (55)Designation:B265-99钛及钛合金带材、薄板和中厚板材规范Standard Specification forTitanium and Titanium Alloy Strip,Sheet,and Plate1本标准的固定代号为B265-99,代号后面的数字为最初采用的年份,或最新修订的年份。
圆括弧中的数字表示最新重新批准的年份。
(ε)符号表示自从最新修订或批准以来,编辑上的改变。
1.范围本规范适用于下列牌号退火和钛合金带材,薄板和中厚板材:1.1.1Gr.1——纯钛;1.1.2Gr.2——纯钛;1.1.3Gr.3——纯钛1.1.4Gr.4——纯钛;1.1.5Gr.5——钛合金(6%Al,4%V);1.1.6Gr.6——钛合金(5%Al,2.5%Sn);1.1.7Gr.7——纯钛加0.12~0.25%Pd;1.1.8Gr.9——钛合金(3%Al,2.5%V);1.1.9Gr.11——纯钛加0.12~0.25%Pd;1.1.10Gr.12——钛合金(0.3%Mo,0.8%Ni);1.1.11Gr.13——钛合金(0.5%Ni,0.05%Ru钌);1.1.12Gr.14——钛合金(0.5%Ni,0.05%Ru钌);1.1.13Gr.15——钛合金(0.5%Ni,0.05%Ru钌);1.1.14Gr.16——纯钛加0.04~0.08%Pd;1.1.15Gr.17——纯钛加0.04~0.08%Pd;1.1.16Gr.18——钛合金(3%Al,2.5%V)加0.04~0.08%Pd;1.1.17Gr.19——钛合金(3%Al,8%V,6%Cr,4%Zr,4%Mo);1.1.18Gr.20——钛合金(3%Al,8%V,6%Cr,4%Zr,4%Mo)+0.04~0.08%Pd;1.1.19Gr.21——钛合金(15%Mo,3%Al,2.7%Nb,0.25%Si);1.1.20Gr.23——钛合金(6%Al,4%V和低间隙元素ELI);1.1.21Gr.24——钛合金(6%Al,4%V)加0.04~0.08%Pd;1.1.22Gr.25——钛合金(6%Al,4%V)加0.3~0.8%Ni和0.04~0.08%Pd;1.1.23Gr.26——纯钛加0.08~0.14%Ru;1.1.24Gr.27——纯钛加0.08~0.14%Ru;1.1.25Gr.28——钛合金(3.0%Al,2.5%V,加0.08~0.14%Ru);1.1.26Gr.29——钛合金(6%Al,4%V,低间隙元素ELI加0.08~0.14%Ru);1.1.27Gr.30——钛合金(0.3%Co,0.05%Pd);1.1.28Gr.31——钛合金(0.3%Co,0.05%Pd);1.1.29Gr.32——钛合金(5%Al,1%Sn,1%Zr,1%V,0.8%Mo);1.1.30Gr.33——钛合金(0.4%Ni,0.015%Pd,0.025%Ru,0.15%Cr);1.1.31Gr.34——钛合金(0.4%Ni,0.015%Pd,0.025%Ru,0.15%Cr)。
钛及钛合金焊管标准

钛及钛合金焊管标准钛及钛合金焊管是一种广泛应用于航空、航天、化工、医疗等领域的重要材料。
在使用钛及钛合金焊管时,需要遵循一系列的标准和规范,以确保其质量和性能符合要求。
钛及钛合金焊管的标准包括了材料的化学成分、力学性能、尺寸和表面状态等方面的要求。
其中,最常用的标准有ASTM B338、ASTM B861和ASTM B862等。
这些标准规定了钛及钛合金焊管的材料、制造工艺、机械性能、化学成分和尺寸等方面的要求。
钛及钛合金焊管的材料要求符合相关标准的化学成分要求。
钛合金是由钛与其他金属元素合金化而成,其中最常见的是钛6-4合金,即由6%的铝和4%的钛组成。
这种合金具有优异的耐腐蚀性、高强度和良好的焊接性能。
在生产过程中,需要对原材料进行严格的质量控制,确保化学成分的准确性和稳定性。
钛及钛合金焊管的制造工艺要符合标准的要求。
一般来说,焊管的制造包括管坯的制备、焊接、热处理和表面处理等过程。
焊接是焊管制造过程中最关键的环节,影响着焊管的质量和性能。
常用的焊接方法有TIG焊、EBW焊和LASER焊等。
在焊接过程中,需要控制好焊接参数,确保焊缝的质量和可靠性。
钛及钛合金焊管的机械性能也是一个重要的指标。
机械性能包括抗拉强度、屈服强度、延伸率和冲击韧性等。
这些性能对于焊管的使用具有重要的影响。
根据不同的应用领域和要求,可以选择不同的钛及钛合金焊管,以满足特定的性能要求。
钛及钛合金焊管的尺寸和表面状态也需要符合标准的要求。
尺寸包括管径、壁厚和长度等方面的要求。
表面状态包括管子的表面光洁度、无缺陷和无杂质等要求。
这些要求旨在确保焊管的尺寸精度和表面质量,以满足不同领域的应用需求。
总结起来,钛及钛合金焊管的标准规范了焊管的材料、制造工艺、机械性能、化学成分和尺寸等方面的要求。
遵循这些标准,可以确保钛及钛合金焊管的质量和性能符合要求,提高其在航空、航天、化工、医疗等领域的应用价值。
未来,随着科技的进步和需求的增加,钛及钛合金焊管的标准也将不断更新和完善,以适应不断发展的市场需求。
钛材平板的执行标准
《钛材平板的执行标准》钛材平板是一种具有高强度、高韧性、耐腐蚀等优异性能的金属材料,广泛应用于航空航天、船舶、化工、石油等领域。
为了保证钛材平板的质量和使用安全,国家制定了一系列的执行标准。
以下是一些常见的钛材平板执行标准:1. GB/T 3623-2017《钛及钛合金加工产品化学成分及力学性能》:该标准规定了钛材平板的化学成分和力学性能要求。
其中,化学成分包括钛含量、杂质含量、氧含量等;力学性能包括抗拉强度、屈服强度、延伸率、硬度等。
2. GB/T 3624-2017《钛及钛合金加工产品缺陷》:该标准规定了钛材平板的表面缺陷、内部缺陷和性能缺陷的允许范围和检测方法。
其中,表面缺陷包括划痕、擦伤、毛刺等;内部缺陷包括气孔、夹杂、裂纹等;性能缺陷包括力学性能不合格、化学成分不合格等。
3. GB/T 3625-2017《钛及钛合金加工产品焊接接头》:该标准规定了钛材平板焊接接头的焊接工艺、焊接质量和力学性能要求。
其中,焊接工艺包括焊接方法、焊接材料、焊接参数等;焊接质量包括焊缝外观、焊缝尺寸、焊缝无损检测等;力学性能包括抗拉强度、屈服强度、延伸率、硬度等。
4. GB/T 3626-2017《钛及钛合金加工产品热处理》:该标准规定了钛材平板热处理的工艺要求、热处理质量和力学性能要求。
其中,热处理工艺包括退火、正火、淬火、回火等;热处理质量包括金相组织、力学性能、残余应力等;力学性能包括抗拉强度、屈服强度、延伸率、硬度等。
5. GB/T 3627-2017《钛及钛合金加工产品无损检测》:该标准规定了钛材平板无损检测的方法、检测质量和验收标准。
其中,无损检测方法包括射线检测、超声检测、涡流检测等;检测质量包括检测结果的准确性、可靠性、可追溯性等;验收标准包括无损检测的合格标准、无损检测的抽样标准等。
以上是一些常见的钛材平板执行标准,不同行业和应用场景可能会有不同的标准要求。
在实际生产中,企业应该根据产品的用途和客户要求,选择合适的执行标准,并严格按照标准要求进行生产和检验。
行业标准《电子产品用钛及钛合金丝材》(送审稿)编制说明
行业标准编制说明(送审稿)项目名称: 电子产品用钛及钛合金丝材计划项目代号: 2019-0179T-YS主要起草单位: 西安赛特思迈钛业有限公司2021年03月电子产品用钛及钛合金丝材(YS/T ××××-××××)编制说明(送审稿)2021年03月《电子产品用钛及钛合金丝材》编制说明(送审稿)一、工作简况1、项目必要性及可行性钛丝和钛的自然属性相一致。
其特征为重量轻、强度高、具金属光泽,亦有良好的抗腐蚀能力。
由于其稳定的化学性质,良好的耐高温、耐低温、抗强酸、抗强碱,以及比强度高,被美誉为“太空金属”“智慧金属”、“生物金属”、“全能金属”,被应用于航空、航天等高科技领域。
随着不断向化工、石油、电力、海水淡化、建筑、日常生活用品等行业推广,钛金属日益被人们重视,被誉为“现代金属”和“战略金属”,是提高国防装备水平不可或缺的重要战略物资。
钛及钛合金丝主要用于航空、医疗器械、人体植入物、体育休闲用品。
随着市场的发展,钛及钛合金丝材用于电子产品中。
电子材料轻量化、器件的片式化和结构功能一体化发展方向,促使钛及钛合金丝材更广泛地应用。
钛及钛合金作为电子产品用材料主要优势有:钛合金的强度高、加工性能好,能够制造更薄、更细的结构器件,同时,它的散热性能和表面质感也更出色;相比一般金属材料,钛合金的密度低、耐腐蚀性能好,能够满足在腐蚀介质中进行的涂层和镀膜工艺;金属阳极氧化处理的优势,金属机身质感及触感更好,塑料机身外观不够“高大上”、机身质感不强。
使用金属机身的手机必须使用金属阳极氧化处理或电镀的方式,才能出现不同颜色的金属机身效果。
目前常见金属阳极氧化处理的机身材料:铝,铝合金最大的缺点就是金属偏“软”,机身紧固时硬度及强度不够。
钛合金金属阳极氧化处理后的特性分析:钛合金的阳极氧化膜具有比钛基体更高的硬度、强度、耐腐蚀性及耐磨性,而且可以呈现出不同的颜色,是理想的电子产品用紧固件,保护层和装饰层材料。
纯钛和钛合金热加工性能参数

纯钛热加工性能参数1 .来料牌号及化学成分注:合金牌号对应标准2 .纯钛的物理性能熔点1668 ±4℃密度P=4.5g/cm3弹性模量E = 1.17X105MPa、G = 0.44X105Mpa (约为钢的54%)导热系数入=19.3Wm-i K-i热膨胀系数10.2X10-6/C (室温-700℃)泊松比u=0.333 .常温下力学性能4 .加热规范板坯在热轧前需要在加热炉中均匀加热,为防止氧扩散,应限制加热温度和时间,因此,从成材率、表面质量考虑,该扩散层的厚度越薄越好,为此,热轧带卷加热温度的设定应在保证稳定轧制并可卷制成带的情况下,尽可能低。
通常 工业纯钛在加热炉内最好加热至800~920℃。
*电炉或煤气炉加热200mm 厚的板坯的加热时间约为230~240min 。
5 .轧制过程控制热轧分为粗轧和精轧。
粗轧通常使用可逆式轧机,从厚板坯80~300巾巾)的 轧制到供精轧机轧制的板材厚度(25~40mm ),需经5~7个道次的轧制。
纯钛的粗 轧终轧温度为790℃。
精轧工序在6~7台串列式轧机进行,可将25~40mm 的板坯 连续加工成钛带材(厚3~6mm ),轧制速度可达300~600m/min 。
轧制过程温度控制参数为:钛板坯在加热炉中加热到800~920℃,在910℃ 出炉;粗轧终轧温度为790℃,连续热轧时钛坯温度控制在650~800℃范围,终 轧温度为670℃;在470~490℃温度范围进行卷取。
轧制后立即将钛带在输出辊 道上用水冷或空冷的方法,以大于5~10℃/s 的速度冷却,在低于500℃时卷取, 以保证带卷材质均匀。
其它工艺要点有:严格控制初轧及连轧时各机架压下量和各机架上带材的温 度;避免辊道对带材表面划伤;每轧3~4块清理一下辊道上的金属沾污;热轧带 卷初始阶段,需要建立一个稳定的、大于4MPa/mm 2的后张力,防止因带材卷乱 或松卷引起划伤。
轧制温度对纯钛的单位压力的影响图2-7-38工业纯钛在不同温度下的摩擦系数1一工业纯钛空气加热,2—工业纯钛真空加热100变彩■,%图2-3-43工业纯钛的平均单位压力(锻造状态)—冲击变形,------ 静压变形温度,c图2-3-28纯钛工艺塑性图钛合金热加工性能参数二、钛合金(TC3、TC4)密度P=4.45g/cm3弹性模量E = 1.13X105MPa导热系数入=6.43Wm-i K-i1常温力学性能TC4合金的拉伸应力应变曲线TC4室温压缩应力应变曲线2热轧工艺条件1).加热规范坯料轧制时的加热制度和终轧温度加热时间和速度:200mm厚的板坯通常加热时间为230-240分钟。
《钛及钛合金加工产品的包装、标志、运输和贮存》标准编制说明
《钛及钛合金加工产品的包装、标志、运输和贮存》(GB/T 8180-200X)编制说明一、任务来源及计划要求;根据全国有色金属标准化技术委员会《关于下达2006 2008年有色金属国家标准修订计划的通知》(有色标委(2006)第13号)的精神,由宝钛集团有限公司起草《钛及钛合金加工产品包装、标志、运输和贮存》国家标准,本标准是对GB/T8180-1987的修订。
二、编制过程,包括编制原则、工作分工、征求意见单位、各阶段工作过程等;标准编制原则:一是对原标准中部分产品的包装规定进行了完善和补充;二是对原标准中未包括的产品种类,增加包装要求。
本标准由宝钛集团有限公司负责起草。
本标准初稿于2006年5月完成,并在网上征求意见。
未收到返回意见。
标准会议:由中国有色金属标准计量质量研究所主持,于2006年7月18日,在湖北省宜昌市召开了有色金属材料标准会,对标准《钛及钛合金加工产品包装、标志、运输和贮存》(GB/T8180-xxxx)进行了预审,共有15个单位的25名代表参加会议。
与会的专家和代表通过认真的审查和广泛、充分的讨论与交流,对标准讨论稿提出了以下修改意见和建议:1)将3.2.1中“丢失”删除。
2)将3.2.4中“每件产品的重量”改为“每包装件的重量”。
3)将3.2.5中“或泡沫塑料”删除。
4)将3.9中各项内容3.9.1-3.9.6分别改为:3.9—3.14,即将三级条目改为二级条目。
编制组按意见对讨论稿进行了修改,形成了标准预审稿。
三、调研和分析工作的情况我国钛及钛合金的生产起步于20世纪50年代,1964年实现了钛加工材的工业化生产。
现年产钛材近万吨,新的产品类型也在不断增加,GB/T8180-1987是1987年制定的标准,有些产品未纳入标准,同时随着技术的发展和产品质量要求的提高,对产品的包装质量的要求也在提高。
所以对原标准进行修订和完善是非常必要的。
四、主要技术内容的说明,包括技术参数与指标的确定依据、修订标准的各修订点及其理由等;1、对包装通则部分增加了相关内容,进行了完善;对于木制包装箱,当装箱量大于1000kg时,增加了箱壁厚度,以避免运输过程中包装箱损坏,造成不必要的损失。
国家标准《钛及钛合金铸锭》编制说明
《钛及钛合金铸锭》编制说明(送审稿)(2008年12月)《钛及钛合金铸锭》编制说明一、任务来源及计划要求;根据国家标准化管理委员会2007年第五批国家标准制修订计划,由宝钛集团有限公司和宝包鸡钛业股份有限公司起草《钛及钛合金铸锭》国家标准,本标准是针对钛及钛合金生产加工用铸锭制定的新标准。
二、编制过程,包括编制原则、工作分工、征求意见单位、各阶段工作过程等;1、标准编制原则:本标准严格按照GB/T 1.1--2000《标准化工作导则第一部分:标准的结构与编写规则》以及《有色金属冶炼产品国家标准、行业标准编写示列》的规定格式进行。
本标准主要针对钛及钛合金生产加工产品、铸造等用铸锭制定,并根据市场对钛及钛合金铸锭的需求规定了铸锭的技术内容,主要包括铸锭的生产设备与方式、化学成分、相转变点温度、表面状况、外观质量、规格及尺寸偏差等。
2、分工本标准由宝钛集团有限公司和宝鸡钛业股份有限公司负责起草。
3、征求意见单位本标准初稿于2008年1月完成,征求了多家生产单位和用户的意见,同时2008年3月以来一直在中国有色技术标准计量质量研究所网站上征求意见。
4、各阶段工作计划2007年12月提出标准草案;2008年3月前提出征求意见稿,并在网上征求意见;2008年4月底前召开标准讨论会,按意见修改后形成标准送审稿;2008年12月召开标准审定会,并形成标准报批稿。
5、标准会议5.1、讨论会纪要2008年4月16日,由全国有色金属标准化技术委员会稀有金属分标委会在浙江省杭州市召开了《钛及钛合金铸锭》等国家标准讨论会。
来自有色金属标准计量质量研究所、洛阳栾川钼业集团股份有限公司、宝钢股份特殊钢分公司、西部金属材料股份有限公司、江西宜春钽铌矿、承德铁合金、金堆城钼业集团有限公司、宝钛集团有限公司、宝鸡钛业股份有限公司等9家单位的16名专家代表参加了会议。
与会代表认真对《钛及钛合金铸锭》国家标准进行了讨论,形成会议纪要如下:a)封面中发布单位改为“中华人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钛及钛合金加工产品标准汇编西安天瑞新材料有限公司2014年3月26日目录ASTM B265-99钛及钛合金带材、薄板和中厚板材规范 (3)ASTM B348-00钛及钛合金棒材和方坯规范 (16)ASTM B337-95钛及钛合金无缝及焊接管规范 (27)ASTM B338-01冷凝器和热交换器用钛及钛合金无缝和焊接管范 (35)ASTM B861-01钛及钛合金无缝管规范 (45)ASTM B381-00钛及钛合金锻件规范 (55)Designation:B265-99钛及钛合金带材、薄板和中厚板材规范Standard Specification forTitanium and Titanium Alloy Strip,Sheet,and Plate1本标准的固定代号为B265-99,代号后面的数字为最初采用的年份,或最新修订的年份。
圆括弧中的数字表示最新重新批准的年份。
(ε)符号表示自从最新修订或批准以来,编辑上的改变。
1.范围本规范适用于下列牌号退火和钛合金带材,薄板和中厚板材:1.1.1Gr.1——纯钛;1.1.2Gr.2——纯钛;1.1.3Gr.3——纯钛1.1.4Gr.4——纯钛;1.1.5Gr.5——钛合金(6%Al,4%V);1.1.6Gr.6——钛合金(5%Al,2.5%Sn);1.1.7Gr.7——纯钛加0.12~0.25%Pd;1.1.8Gr.9——钛合金(3%Al,2.5%V);1.1.9Gr.11——纯钛加0.12~0.25%Pd;1.1.10Gr.12——钛合金(0.3%Mo,0.8%Ni);1.1.11Gr.13——钛合金(0.5%Ni,0.05%Ru钌);1.1.12Gr.14——钛合金(0.5%Ni,0.05%Ru钌);1.1.13Gr.15——钛合金(0.5%Ni,0.05%Ru钌);1.1.14Gr.16——纯钛加0.04~0.08%Pd;1.1.15Gr.17——纯钛加0.04~0.08%Pd;1.1.16Gr.18——钛合金(3%Al,2.5%V)加0.04~0.08%Pd;1.1.17Gr.19——钛合金(3%Al,8%V,6%Cr,4%Zr,4%Mo);1.1.18Gr.20——钛合金(3%Al,8%V,6%Cr,4%Zr,4%Mo)+0.04~0.08%Pd;1.1.19Gr.21——钛合金(15%Mo,3%Al,2.7%Nb,0.25%Si);1.1.20Gr.23——钛合金(6%Al,4%V和低间隙元素ELI);1.1.21Gr.24——钛合金(6%Al,4%V)加0.04~0.08%Pd;1.1.22Gr.25——钛合金(6%Al,4%V)加0.3~0.8%Ni和0.04~0.08%Pd;1.1.23Gr.26——纯钛加0.08~0.14%Ru;1.1.24Gr.27——纯钛加0.08~0.14%Ru;1.1.25Gr.28——钛合金(3.0%Al,2.5%V,加0.08~0.14%Ru);1.1.26Gr.29——钛合金(6%Al,4%V,低间隙元素ELI加0.08~0.14%Ru);1.1.27Gr.30——钛合金(0.3%Co,0.05%Pd);1.1.28Gr.31——钛合金(0.3%Co,0.05%Pd);1.1.29Gr.32——钛合金(5%Al,1%Sn,1%Zr,1%V,0.8%Mo);1.1.30Gr.33——钛合金(0.4%Ni,0.015%Pd,0.025%Ru,0.15%Cr);1.1.31Gr.34——钛合金(0.4%Ni,0.015%Pd,0.025%Ru,0.15%Cr)。
1.2以英寸(inch)、磅(pound)为单位的数值作为标准值,括号中给出的值仅为参考值。
2.引用文件2.1ASTM标准:E8金属材料拉伸试验方法E29确定试验数据是否符合标准要求应取有效位数的推荐方法。
E120钛和钛合金化学分析方法E190焊接点延展性导向弯曲试验方法E1409惰性气体熔化法测定钛和钛合金中氧的试验方法E1447惰性气体熔化热导法测定钛和钛合金中氢的试验方法3.术语3.1本标准特定术语的说明3.1.1厚度等于和小于0.187英寸(4.75mm)、宽度小于24英寸(610mm)的产品分类为带材;厚度等于和小于0.187英寸(4.75mm)、宽度等于和大于24英寸(610mm)的产品分类的薄板,而厚度大于10英寸(254mm)分类为中厚板材。
4.订单说明4.1按本规范的材料订单应包括下述适用的规范:4.1.1牌号(第1节)4.1.2产品类别(第3节)4.1.3特殊的机械性能(表3)4.1.4标志(第16节)4.1.5表面精度(第8节)4.1.6包装(第16节)4.1.7所需的报告书(第15节)4.1.8不合格材料的处置(第14节)5.化学成分(Chemical Requirements)5.1本标准所涉及的各牌号钛和钛合金应符合表2所示化学成分要求。
5.1.1表2所列各元素均系生产海绵钛、钛锭或轧材时有意加入的合金添加料或固有的元素。
5.1.1.1表2所列以外的各元素也定会在表2所列各牌号中出现,因为在钛锭熔体中要加入未经校验或分析的添加废料。
为此,不应要求对表2中未列的元素进行成品分析,而且也应认为这已超出本标准的范围。
5.1.2有意加入熔体的各元素必须加以鉴别、分析并在化学分析中报出。
5.2如果供需双方已有商定并且需方在购货定单中已提出要求,则应对本标准中未列出的特定剩余元素全部进行化学分析。
5.3成品分析——成品分析允许偏差不可超出规定的熔炼分析要求,但可包含测定化学成分时实验室之间存在的差异。
生产厂不应发现化学成分已超出表2相应牌号规定极限的材料。
产品分析极限值在表3中规定。
5.4为了确定化学成分至少应试验两个化学分析试样。
试样应从要分析的产品的上下两端制取。
6.机械性能(Mechanical Properties)6.1本标准所供材料应符合表1所列相应机械性能要求。
6.2拉伸试样必须按照试验方法标准E8进行机械加工或试验。
拉伸性能,在达到规定的屈服强度之前应采用0.003~0.007英寸/英寸/分的应变速率,然后再大约用1分钟时间连续增加速率直至拉断。
6.3对于薄板和带材,弯曲试验的试样应承受105º角的冷弯曲,而在弯曲部位的外侧不得出现裂纹。
弯曲应按表1中对不同级别规定的直径进行。
7.尺寸、重量及允许偏差7.1尺寸——本标准所包含的钛及钛合金材料允许偏差应分别按表4至表13的规定。
8.表面精度8.1钛及钛合金薄板、带材和中厚板材不得有影响额定用途的内部和外部有害缺陷。
退火材料可以按除鳞、喷丸、研磨或粗车削状态供货。
对于表面的微小缺陷,生产厂可以采用现场打磨方式去除,只要这种打磨不使材料厚度低于规定厚度最小允许偏差。
9.化学分析的取样9.1化学分析样品应能代表被试材料。
取样时应特别小心,因为氧、氮和氢等元素的亲和力很大。
因此,切取化学分析样品时,操作应尽可能快,且应在无尘条件下进行。
切削应从干净的金属上收集,且工具也应干净而锐利。
分析样应存放在适当容器内。
10.化学分析方法10.1化学分析应采用生产厂和需方常用的标准方法进行。
如发生争议,应采用方法标准E120的方法作为仲裁,但碳、氧、氢除外,这几种不包括在标准E120中。
测氧时,应采用标准E1409作为仲裁;氢,应采用标准E1447作为仲裁方法。
11.复验11.1如果一批材料的化学成分或机械性能的试验结果不符合本标准的要求,该批材料可以重新试验,由生产厂决定。
复验的次数为最初次数的两倍。
如果复验值符合本标准要求,则复验值应作为合格证书的试验值。
只需将最初的合格试验结果或合格的复验结果报给需方。
如果复验结果不符合本标准要求,材料则按第14节予以拒收。
12.仲裁试验与分析12.1如果生产厂方和需方对材料是否符合本标准要求存在异议,则应对有问题的试验项目进行双方可接受的仲裁分析。
应根据仲裁人的试验,确定是否符合本标准要求。
13.数值修约13.1为了确定分析结果是否符合本标准要求,双测值或计算值应按照标准E29化整修约方法,化整到表示极限数值右边最后一位数。
14.拒收14.1不符合本标准或经审批的修正件要求的材料,应予以拒收。
除另有规定外,拒收材料可退回生产厂,费用由生产厂负责,除非在发出拒收通知后三周内需方接受其他处置。
15.合格证书15.1如果需方已提出此要求,生产厂应至少提供一份报告,证明所提供材料已经按本标准要求进行过检查和试验,且化学分析和机械性能试验结果均符合本标准有关牌号的要求。
16.包装与装箱标志16.1标志:16.1.1识别标志——除非另有规定,每一中厚板材,薄板和带材都应在相应的位置做如下标志:本标准代号、炉号,制造厂的识别符号和标称厚度(英寸)。
字母符号的高度应不小于3/8英寸(9.52mm)。
应使用适当的打印铅油印制,标记应能用热的碱洗溶液去除而不会磨损材料。
这种标志符号应对材料或其性能无有害影响。
字母符号能有效地承受常规运搬而不会损坏。
16.1.2宽度超过6英寸(152mm)的中厚板材、平薄板和平带材应以长度方向字母排列作为标志,反复出现的间隔不大于3英寸(76mm)而行间距不大于2英寸(51mm)且交错排列。
炉号至少在薄板整个宽度上出现3次,沿长度方向的间隔不大于2英尺(0.610m)。
如允许可以采用另一种方法,即每一块板材、薄板或定尺带材可以至少在一个角作上本标准的号码、炉号、制造厂识别号和标准厚度(根据要求,写上英寸或毫米)等标志。
16.1.3宽度小于等于6英寸(152mm)的平带材应在一端附近做上标志。
16.1.4成卷的薄板和带材应在靠近带材(板材)卷的外端做上标志。
16.2包装——除非另有规定,按本标准所购材料可以采用以下任一方式包装发运:装箱、装板条箱、加木护板、粗麻布包装、或不进行保护发货。
17.关键词17.1中厚板;薄板;带材;钛;钛合金B265表1拉伸强度要求A牌号(Grade)拉伸强度(TensileStrength),最小屈服强度(Yield Strength),0.2%2英寸或50mm标距的伸长率,最小,%弯曲试验B(Bend Test)ksi MPa最小(Min)最大(Max)厚度<0.07英寸(1.8mm)厚度0.07~0.187英寸(1.8~4.75mm)ksi MPa ksi MPaGr.1352402517045310243T4TGr.2503454027565450204T5TGr.3654505538080550184T5TGr.4805507048395655155T6TGr.5130895120228——10C9T10TGr.6120828115793——10C8T9TGr.7503454027565450204T5TGr.99062070483——15D5T6TGr.11352402517045310243T4TGr.127048350345——184T5TGr.134027525170——243T4TGr.146041040275——204T5TGr.157048355380——184T5TGr.16503454027565450204T5TGr.17352402517045310243T4TGr.189062070483——15D5T6TGr.19E,F115793110759——156T6TGr.20E,F115793110759——156T6TGr.21E,F115793110759——156T6TGr.23E,F120828110759——109T10TGr.24130895120828——10——Gr.25130895120828——10——Gr.26503454027565450204T5TGr.27352402517045310243T4TGr.289062070483——155T6TGr.29120828110759——109T10TGr.30503454027565450204T5TGr.31654505538080550184T5TGr.3210068985586——10C7T9TGr.33503454027565450204T5TGr.34654505538080550184T5TA最小和最大极限值应用于与轧制方向平行和垂直所进行的试验,除退火或厚度超过1英寸(25mm)的板材以外,其他条件的机械性能可以由厂方和需方协商确定。