产品首末件检验记录
IPQC首件末件检验记录
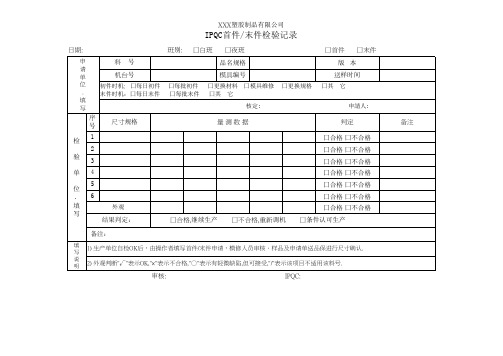
IPQC首件/末件检验记录
日期:
班别: 囗白班 囗夜班囗首件 囗末件申料号请
单
机台号
位 初件时机: 囗每日初件
.
末件时机:囗每日末件
填
写
序 号
尺寸规格
囗每批初件 囗每批末件
品名规格 模具编号 囗更換材料 囗模具维修 囗其 它
核定:
量测数据
囗更换规格
版本 送样时间 囗其 它
申請人: 判定
说 明
2) 外观判断"√"表示OK,"×"表示不合格,"○"表示有轻微缺陷,但可接受,"/"表示该项目不适用该料号.
审核:
IPQC:
备注
检1 2
验3
囗合格 囗不合格 囗合格 囗不合格 囗合格 囗不合格
单4
囗合格 囗不合格
5 位 .6
填
外观
写
结果判定:
囗合格,继续生产
囗不合格,重新调机
囗合格 囗不合格 囗合格 囗不合格 囗合格 囗不合格 囗条件认可生产
备注:
填 写
1) 生产单位自检OK后,由操作者填写首件/末件申请,模修人员审核.样品及申请单送品保进行尺寸确认.
冲压首末件检验记录表
判定
组 长:
IPQC:
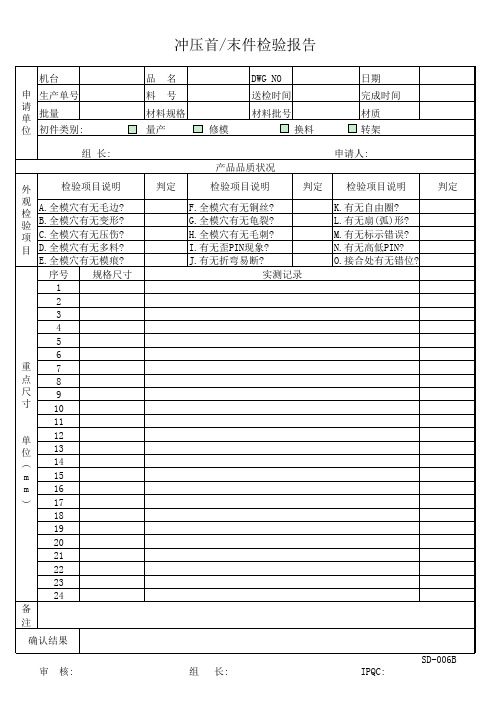
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
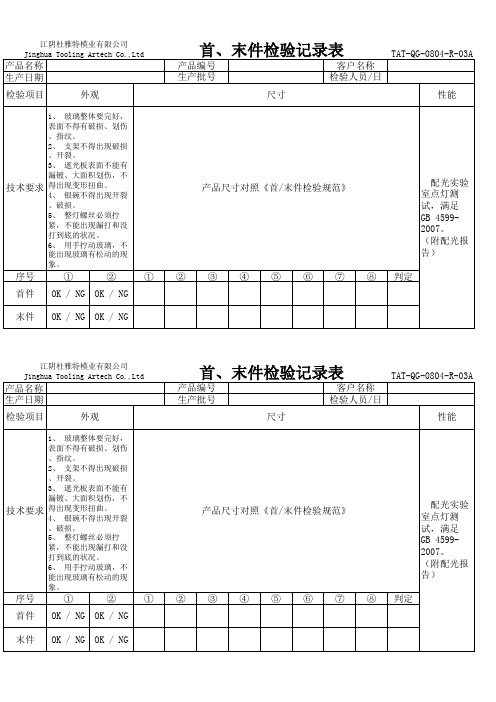
首、末件检验记录表
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
Байду номын сангаас序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
江阴杜雅特模业有限公司 Jinghua Tooling Artech Co.,Ltd
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
首末检验记录表

记入数值 记入数值 记入数值 记入数值
首检 末检 首检 末检 首检 末检 首检 末检
质 确
8
厚度
18.5±0.3 18.2~18.8
记入数值
首检 末检
认9
高度
22+1.5 22~23.5
记入数值
首检 末检
10 跳动齿顶
≤0.15/A
记入数值
首检 末检
11 跳动大端
≤0.2/A
记入数值
首检 末检
12 跳动小端
≤0.2/A
记入数值
首检 末检
13 △外观 无拉毛、碰伤等 目视
首检 末检
14 吨位 105吨(参考) 目视
首检 末检
15 模间距 511.3(参考) 目视
首检 末检
首检
末检
开始作业时、更换工装、模具等都须记入
操作员/检验 员Байду номын сангаас
工序名称:复合成形
设备名称:
设备编号:
日/ 班
记入数值
首检 末检
2
外径
Φ26.2+0.20 Φ26.2~Φ26.4
记入数值
首检 末检
3
外径
Φ33.5+0.20 Φ33.5~Φ33.7
记入数值
首检 末检
4 5 6 品7
小径
大径 跨棒 距
长度
Φ160-0.1 Φ15.9~Φ16
Φ190-0.1 Φ18.9~Φ19 Φ27.36+0.3+0.1 Φ27.46~Φ27.66
杭州洪武精密机械 有限公司
工 序 作 业 检 查 表——首末检用
年备 注
注塑首末件检验记录单

机台号: 产品名称:左/右侧背板支架 零件号:10420022P0301/10420022P0401 日期:
封样属性:□每日初件 □更换材料 □夹具修正 □模具修正
检验项目
检验内容
标准要求
检验结果 首检 末检
备注
原材料
材料名称
PP-TD20
外观
熔接线 缩水 缺料 银纹 拉丝 飞边 划伤
制程中出现过的问题:
本批次生产注意事项:
生产责任班长:
首件照样件 对照样件 对照样件 对照样件
重量/尺寸
重量
尺寸1 尺寸2 尺寸3
左:175g±3% 右:152g±3%
NA NA NA
结构 实配
模刻信息
与实际生产日期相符
制程异常记录: 口操作人员是否变动
口操作工艺是否一致
变更处理记录说明:
口设备是否异常 口工作环境是否异常
口原材料是否一致
首件(样品)检验记录
目测
双手
包装
外观
数量
包装质量
表面光滑,无油污、手印、异物
数量符合
按要求包装,包扎牢靠
生产单
目测
其它
综合
判定
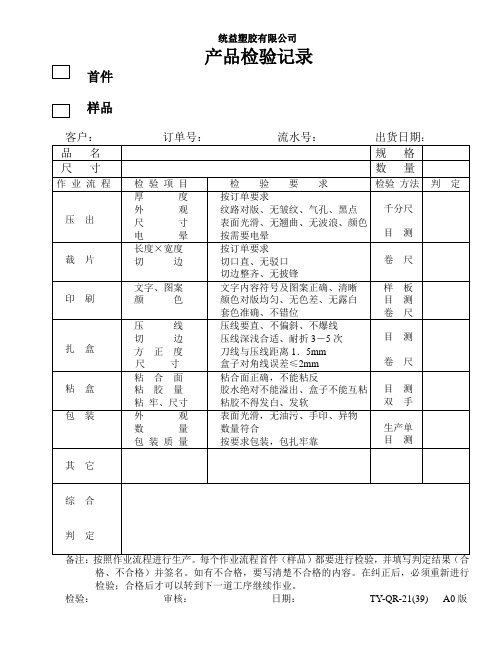
备注:按照作业流程进行生产。每个作业流程首件(样品)都要进行检验,并填写判定结果(合格、不合格)并签名。如有不合格,要写清楚不合格的内容。在纠正后,必须重新进行检验;合格后才可以转到下一道工序继续作业。
统益塑胶有限公司
产品检验记录
首件
样品
客户:订单号:流水号:出货日期:
品名
规格
尺寸
数量
作业流程
检验项目
检验要求
检验方法
判定
压出
厚度
外观
尺寸
电晕
按订单要求
纹路对版、无皱纹、气孔、黑点
表面光滑、无翘曲、无波浪、颜色
按需要电晕
千分尺Байду номын сангаас
目测
裁片
长度×宽度
切边
按订单要求
切口直、无驳口
切边整齐、无披锋
卷尺
印刷
文字、图案
颜色
文字内容符号及图案正确、清晰
颜色对版均匀、无色差、无露白
套色准确、不错位
样板
目测
卷尺
扎盒
压线
切边
方正度
尺寸
压线要直、不偏斜、不爆线
压线深浅合适、耐折3-5次
刀线与压线距离1.5mm
盒子对角线误差≤2mm
目测
卷尺
粘盒
粘合面
粘胶量
粘牢、尺寸
粘合面正确,不能粘反
胶水绝对不能溢出、盒子不能互粘
粘胶不得发白、发软
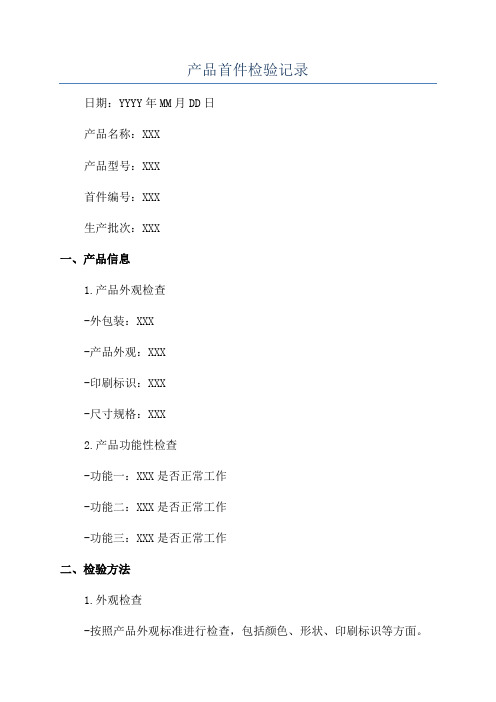
SMT首末件检验记录表
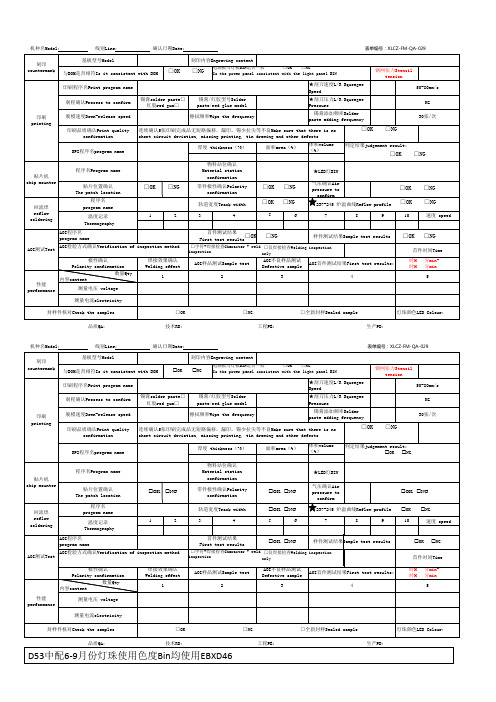
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
产品首件检验记录
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。
首末件验证记录

□合格 □不合格
是否同意量产: □是 少5件。
2、根据质量统计的不良项目进行持续跟进。
填写说明
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
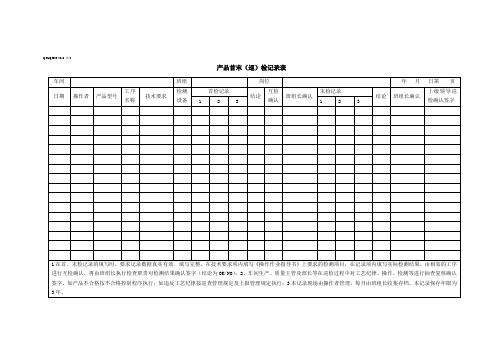
首末件检验记录表
编号:GZ-10
首件信息
代码号
产品名称
加工工艺
班 组
生产日期
□开机首检 □修模首件 □转产首件
□生产参数变更 □材料变更 □其他:
检验依据
□工程图纸 □标准样件 □制程检验标准 □产品标准 □其它
检验时间
时 分
检查记录
项目
检验标准
首件
判定
末件
判定
备注
1
2
2
5
尺寸
外观
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣
产品首件检验记录

产品首件检验记录
一、产品信息
产品名称:xxxx
产品型号:xxxx
生产批次:xxxx
生产日期:xxxx
产品件号:xxxx
二、检验依据
1.产品设计文件
2.技术要求和规范书
3.检验操作规程
三、检验环境
1. 温度:xxxx
2. 湿度:xxxx
3. 检验设备:xxxx
四、检验内容和要求
1.外观检验
(1)检查产品表面是否有划痕、凹陷等缺陷
(2)检查产品的颜色、标志、标识是否清晰、准确
(3)检查产品的尺寸、形状是否符合要求
(4)检查产品的组装是否完整、牢固
2.功能检验
(1)根据产品设计文件和技术要求,测试产品的功能是否正常(2)测试产品的性能参数是否符合规定范围
3.安全性检验
(1)测试产品的安全性能,如电气安全、机械安全等
(2)检查产品的防护措施是否齐全、有效
五、检验结果
1.外观检验结果:
(1)外观缺陷:无
(2)标志、标识清晰度:达标
(3)尺寸、形状符合要求:达标
(4)组装完整性:达标
2.功能检验结果:
(1)功能正常:达标
(2)性能参数符合要求:达标
3.安全性检验结果:
(1)安全性能:符合要求
(2)防护措施:齐全、有效
六、检验结论
经过首件检验,本批产品符合设计要求和技术规范,外观完好,功能正常,并且安全性能达标。
可以进入下一步的生产。
七、检验员
xxxx
八、备注
1. 检验时间:xxxx
2. 检验设备校准情况:xxxx。
首末件检验巡检记录表
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
产品首末(巡)检记录表
Hale Waihona Puke 班组岗位年月日第页
日期
操作者
产品型号
工序名称
技术要求
检测设备
首检记录
结论
互检确认
班组长确认
末检记录
结论
班组长确认
上级领导巡检确认签字
1
2
3
1
2
3
1在首﹑末检记录的填写时,要求记录数据真实有效﹑填写完整。在技术要求项内填写《操作作业指导书》上要求的检测项目,在记录项内填写实际检测结果。由相邻的工序进行互检确认,再由班组长执行检查职责对检测结果确认签字(结论为OK/NO);2、车间生产、质量主管及部长等在巡检过程中对工艺纪律、操作、检测等进行抽查复核确认签字。如产品不合格按不合格控制程序执行;如违反工艺纪律按巡查管理规定及上报管理规定执行;3本记录现场由操作者管理,每月由班组长收集存档。本记录保存年限为3年。
Q/FLQ/B06-2010表8
产品首末(巡)检记录表
注塑首末件及巡回检查记录表
品名规格日期
班次原料名称检查员1
2
3
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
颜色/外观检验准则/样件
目视结构/装配
样件
目视/试装
包装无破损目视
综合判定1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
颜色/外观检验准则/样件
目视结构/装配
样件
目视/试装
包装无破损目视
综合判定
注塑首/末件、巡回检查记录表
YM-4-QCX019-005 版本:01存货编码机台号 作业员
原料批次号
色母/批次号
ROHS检测:铅、镉、汞、六价铬、溴元素
检查项目
规格基准
检查 方法
首件检查
巡回检查1
巡回检查2
巡回检查3
尺寸卡尺
检查项目规格基准检查 方法
巡回检查4
巡回检查5
末件检查
巡回检查6
尺寸卡尺
备注
1、首件检查时机:a、开机生产后 ;b.工艺变更或材料更换;c. 故障排除后生产 ;d. 设备更换后;e.停产恢复后. F. 新产品投产 . 检查确认合格后方可批量生产并作检查记录;末件检查:为每次关机时的最后一件产品检查。
审核/日期
2、巡回检查每2小时/次,由检验员实施检查并作记录。
当发现有质量异常时,应立即发出《制程异常整改通知单》给生产要求改善。
表单生效日期:2023-08-05
乙班
甲班合格
不合格。
首末件检验记录表
日期: 年 月 日 产品料号
班 别:
规格/型号
□首件 □ 末件
取样数量
编号:
客户料号
线别/机台
生产任务单号
取样时间
时分
检验完成时间
时分
版本
来料批号
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用 仪器
3.经IPQC判定合格且工单生产完成后,此表单和样品由IPQC统一保存,以便后续追溯,查核.
EWPT/QR393/B 保存期限三年
审核:
检验员:
检验 项目
序号
检验规格
工具 代码
工具编号
检验结果记录
判定 OK或NG
备注
尺 寸
最终 □合格,可以进行批量生产 判定 □不能生产,立刻停机改善
□不合格,重新制作再送样确认 □有条件认可/生产,但后续需改善
1.凡生产单位生产之首件样品,必须经IPQC确认合格才可进行生产 备注 2.首件检验完成后,要求此表单与首件检验之样品一同悬挂于生产线前端或机台明显位置;
首末件检验记录表
10 字体积油漏印 F
20
其他
F
测量工具: A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.测厚仪
尺寸测量
项次 标准值(mm) 公差 测量工具 1
2
3
4
5
F.目测
G.万用表
6 判定
备注
1
2
3
4
5
6
7
8
9
10
检验结果
□ 合格
□ 不合格
检验员:
审核:
不合格处置
□ 调机,重新进行首样确认 □ 停机,重新进行首样确认 □其它______________________
□首□末件检验记录表
客户代码 产品型号
机台 参数
模温
标准参数
硫时
℃
S
原料批号 流动卡号
压力 Kg/C㎡
模温 ℃
工站
材质类型
首件参数 硫时 S
压力 Kg/C㎡
日期: 穴数
操作员
模温 ℃
末件参数 硫时 S
压力 Kg/C㎡
项次 1 2
检验项目 色差 溢料 不熟 缺料
测量工具
F F
判定
外观检查
项次 11 12
品保判定:
备注
1.首末件按整模产品送检,经检验人员检验判定合格方可生产。
生产确认:
2.参照文件:工程图纸 SIP SOP 检查取常态值记录。
检验项目பைடு நூலகம்测量工具
字体未印全变 形
F
导电颗粒偏位 F
判定
备注
3
污迹 杂质
F
13 导电漏印不全 F
4
破裂 粘模
F
14 粘贴错误反向 F
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期: 年 月 日判定判定NO 公差/±mm 12345
678判定12345678判定1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
检验员:表单编号:XXXXXXXX
末件实测记录 『时间: 』
品名/料号:
客 户:
物料编码:
工单号:生产工站:胶面朝向:模具类型:审 核:制 造: 首件实测记录 『时间: 』 □毛边 □划伤 □折皱 □脏污 □麻点 □溢胶□残胶 □缺胶 □氧化 □半断不断 □半断切深XXXXXXXXX 公司
产品首末件检验记录表
材料组成 批次号标准尺寸排版方式:现场物料机器等HSF标签确认:最终判定: □合格 □不合格备注:最终判定: □可量产 □不可量产 □限量生产备注:
检验项目外观检验尺寸检验□毛边 □划伤 □折皱 □脏污 □麻点 □溢胶□残胶 □缺胶 □氧化 □半断不断 □半断切深。