韶钢中板厂制造执行系统的设计与实现
韶钢中厚板生产线除鳞系统优化改进
Vol. 25, No. 2April 2019第25卷第2期-38 - 2019 年 4 月宽厚板WIDE AND HEAVY PLATE韶钢中厚板生产线除鳞系统优化改进陈功彬王萍(宝武集团广东韶关钢铁有限公司)摘 要 韶钢在中厚板生产中遇到各种除鳞问题,通过原因分析,提出相应的改进措施。
针对生产效率提 高后高压水除鳞系统流量不足、坯料厚度变化后除鳞箱除鳞效果差等现象,分别采用增设蓄能罐和自动升降除鳞箱的方法,同时根据薄规格钢板的除鳞要求,增加精除鳞集管数量。
各项措施实施后,提高了除鳞质量,降低 了除鳞能耗,达到了预期目的。
关键词 中厚板 自动升降除鳞箱精除鳞Optimization and Improvement of Descaling System in ShaogangMedium and Heavy Plate Production LineChen Gongbin and Wang Ping(Baowu Group Guangdong Shaoguan Iron & Steel Co. ,Ltd.)Abstract Shaogang encounters various descaling problems during production of medium and heavy steel plate ,but raises relevant improvement measures after cause analysis. For the cases of insufficient flow of high pressure water descaling system after productivity increase and poor descaling result of primary descaler after thickness changing ofslabs , the company adopts the methods of adding accumulators and automatic height adjustment , and increases the quan tity of finish descaling headers in accordance with the descaling requirements of light gauge steel plate. After implemen tation of various measures , descaling result is improved while the descaling energy consumption is reduced.Keywords Medium and heavy steel plate , Automatic height adjustment descaler,Finish descalingo 前言钢坯除鳞是热轧中厚板生产中的一道关键工序,除鳞效果直接影响钢板表面质量、轧辐消耗以 及生产成本,尤其是近几年来市场竞争激烈,下游客户对钢板表面质量提出了更高的要求。
制造执行系统在钢铁企业中设计与实现的开题报告
制造执行系统在钢铁企业中设计与实现的开题报告一、背景钢铁是世界上主要的基础材料之一,其生产和制造过程需要大量的设备和复杂的生产流程。
在这个复杂的环境中,制造执行系统(MES)成为了企业管理和生产控制的关键工具。
MES是以网络和计算机技术为基础的生产技术管理系统,通过整合企业的生产流程和质量控制,实现实时监测、管理计划和资源的分配,为生产、运营、管理等方面提供强大的支持。
二、研究目的本文的研究目的是探讨钢铁企业中制造执行系统的设计与实现,了解MES在钢铁制造领域的应用情况,为钢铁企业提供更加高效、精细、智能化的生产管理手段,进一步提高企业的运作效率和管理水平。
三、研究内容1. 钢铁企业中MES的概念、特点和作用。
2. 钢铁企业中MES系统的组成和架构,包括硬件和软件的支持和配置。
3. 钢铁企业中MES系统的实现,包括需求分析、系统设计、开发实现和测试调试等流程。
4. 钢铁企业中MES系统的应用案例分析,包括MES系统的投入使用后对生产管理方面带来的改进和提升。
5. 钢铁企业中MES系统的优化和发展方向,包括MES系统与企业信息化、智能化等方面的结合,以及MES在精益生产、绿色制造、安全生产等方面的应用。
四、研究方法1. 文献分析法:通过查阅相关的钢铁企业MES系统的技术文献研究其基本概念、应用特点、技术架构和实现方法。
2. 问卷调查法:通过钢铁企业相关人员的调查和分析,调研MES应用在钢铁制造方面的具体应用情况和问题。
3. 案例分析法:通过钢铁企业中MES系统建设的具体工作案例,了解其系统实施流程和应用情况,从而得出其业务目标和效果。
五、研究意义本文的研究意义在于,为钢铁企业提供MES系统的设计和实现方法,指导企业如何有效地使用MES系统,提高生产效率和管理水平。
另外,也为推动我国钢铁企业制造流程的智能化、高效化发展提供了科学的理论和技术支持。
六、预期结果本文研究的预期结果包括:1. 提供钢铁企业中MES系统的设计和实施方案,指导企业如何使用MES系统来提高生产效率和管理水平。
中厚板厂制造执行系统(MES)功能模块设计的开题报告
中厚板厂制造执行系统(MES)功能模块设计的开题报告一、研究背景和目的随着我国经济的快速发展,工业制造业是支持经济发展的主要柱之一。
中厚板是重要的工业制造品,应用领域广泛,主要包括建筑、制造、船舶等多个领域。
如何提高中厚板的生产效率和产品质量,已成为中厚板制造企业的重要问题。
传统的生产制造方式,往往会面临人工管理过程不标准、生产计划不协调、产能利用率低等问题,为了解决这些问题,企业需要借助现代信息技术,构建集成的流程管理系统,提高客户满意度,优化生产过程,打造高效、绿色、智能的制造流程。
因此,本研究旨在针对中厚板制造企业的特点,设计一套中厚板制造执行系统(MES)功能模块,以提高生产生产效率和产品质量为目的。
二、研究内容和设想1.系统需求分析根据中厚板生产过程的特点,对制造执行系统进行需求分析,确定系统的主要功能模块和特点。
2.系统设计根据需求分析结果,设计系统的功能模块,包括订单管理、生产计划管理、材料管理、生产现场监控、成品质量管理等模块,确保系统功能完整性和便捷性。
3.系统开发采用Java Web技术开发中厚板生产执行系统,实现系统的功能模块化和集成化。
4.系统测试与优化对中厚板生产执行系统进行功能测试、性能测试和安全测试,为系统的后续维护和升级打下坚实基础。
三、预期贡献和创新性本研究旨在设计开发一套适合中厚板企业的生产执行系统,优化生产制造流程,提高经济效益,增强企业竞争力,具体贡献和创新性如下:1.优化生产流程,从而提高生产效率和产品质量,减少生产成本和人工管理成本。
2.建立集成的流程管理系统,方便企业对生产流程进行管理和监控,提高生产计划的协调和执行,降低订单出错率,提高客户满意度。
3.提供多维度数据监控分析功能,对生产过程进行量化分析,找出瓶颈,优化制造流程,提高生产效率和精度。
四、研究方法和技术路线本研究主要采用文献调研、案例分析、需求分析、设计开发和测试五个步骤,技术路线如下:1. 数据库技术:MySQL,存储所有的业务数据。
钢铁厂中厚板生产线MES系统--订单进程管理系统的设计与实现的开题报告
钢铁厂中厚板生产线MES系统--订单进程管理系统的设计与实现的开题报告1.研究背景和意义钢铁厂中厚板生产线是钢铁行业中的重要设备之一,其生产线包括:热轧机组、热轧皮带、冷却排列、精轧机组、冷却排列、屈曲机组和切割机组等工序。
随着不断发展的钢铁市场和生产需求的提高,对于生产线进行自动化管理已经成为必要的选择,其中的MES系统(制造执行系统)目前被广泛使用。
订单进程管理系统是MES系统中的一个重要模块,负责生产订单的管理、生产进度的追踪、现场批次的分析等一系列任务。
通过订单进程管理系统,厂家能够更好地掌控生产进度,提升生产效率,降低生产成本,提高产品质量,更好地满足市场的需求。
因此,设计和实现一个钢铁厂中厚板生产线MES系统中的订单进程管理系统具有重要的现实意义和应用价值。
2.研究内容和方法本研究的主要研究内容是针对钢铁厂中厚板生产线MES系统中的订单进程管理系统进行设计和实现。
具体包括如下几个方面的内容:(1)订单信息管理:对于生产订单的管理,包括订单的创建、更新、删除等一系列操作。
(2)生产计划管理:负责生产进度的追踪和分析,采用排产算法优化生产计划,并通过模拟分析,提供一系列针对性的优化方案。
(3)现场批次分析:对于现场的批次数据进行分析处理,提供一些有价值的参考数据和意见。
(4)硬件设施管理:对于MES系统中涉及的各种硬件设施进行统一管理,确保MES系统的正常运行。
本研究采用分析、设计、编程和测试等方法,结合钢铁厂中厚板生产线实际情况和需求,设计和实现一个相对比较完善的订单进程管理系统。
3.预期成果和意义通过实际的设计和实现过程,预期可以获得如下的成果:(1)设计和实现了一个针对钢铁厂中厚板生产线MES系统中订单进程管理系统的完整架构,并完成了针对性的功能完善。
(2)通过MES系统的订单进程管理,有效地提高了生产效率,降低了生产成本,提高了产品质量。
(3)提供了一个比较完善的MES系统样例,可以为其他钢铁厂MES系统的设计和实现提供有价值的参考和借鉴。
韶钢中板厂厚控系统存在的问题及改进措施

韶钢中板厂厚控系统存在的问题及改进措施随着技术的日新月异,工业自动化技术的飞速发展,对于厂家的要求也越来越高,控制技术的发展也变得复杂。
韶钢中板厂也不例外,厚度控制是中板厂控制的重要环节,其厚度控制系统显得至关重要。
本文将探讨韶钢中板厂厚度控制系统存在的问题及改进措施。
首先介绍韶钢中板厂厚度控制系统的构成及原理。
厚度控制系统是一个由计算机、传感器、减速机、电动执行机构和控制系统组成的机械-电子系统,其原理是通过检测滚轧机轧制薄板的厚度,将检测出来的数据传输到控制系统,然后控制系统按照设定的参数,控制减速机和电动执行机构,调节滚轧机变动压力,实现对厚度的控制。
在实际运行中,韶钢中板厂厚度控制系统存在一些问题,主要表现在以下几个方面:首先是技术实现的问题。
由于韶钢中板厂厚度控制系统采用的是传统的电气控制方案,缺少现代计算机技术的应用,尤其是在数据采集和计算处理方面,存在一定的技术滞后问题,不能有效的检测厚度,控制准确度不高。
其次,传感器精度不高的问题。
由于韶钢中板厂采用的传感器技术较为老旧,精度较低,无法提供精确的数据,以致厚度控制精度较低。
最后是设备老化的问题。
由于厚度控制系统的设备本身质量不高,容易老化,使用寿命短,导致实际控制精度低,有时甚至无法正常运行。
为了解决这些问题,应采取以下措施:首先,加强技术改造。
韶钢中板厂应改进传统的控制系统,采用现代的非接触式数据采集和计算处理技术,以提高控制精度和提高效率。
其次,改进传感器精度。
韶钢中板厂应采用更新更精准的传感器,以提高厚度检测的精度。
最后,保养维护设备。
韶钢中板厂应定期为厚度控制系统设备进行保养和维护,更换老化的部件,以延长其使用寿命,提高系统的可靠性。
综上所述,韶钢中板厂厚度控制系统存在一些问题,主要表现在技术滞后、传感器精度较低以及设备易老化等方面。
为此,采取加强技术改造、升级传感器精度以及定期保养维护设备等措施,有助于提高厚度控制系统的可靠性,提高控制精度,实现高效生产。
年产0万吨中厚板生产车间工艺设计实现可行性方案
年产10万吨中厚板生产车间工艺设计实现可行性方案刚坐下,泡了一杯茶,思绪就飘到了这个年产10万吨中厚板生产车间的工艺设计上。
这可是个大工程,得好好梳理一下。
咱们就直接进入主题吧。
一、项目背景咱们这个项目,主要是为了满足市场对中厚板的需求,提高企业的生产效率和产品质量。
年产10万吨,听起来就挺有气势的。
不过,要实现这个目标,还得从工艺设计入手。
二、工艺流程设计1.原料准备咱们得准备好原料。
这个原料嘛,主要是铁水。
铁水要从炼钢厂运过来,经过预处理,去除杂质,保证原料的纯净度。
2.热轧就是热轧环节。
这个环节很重要,直接关系到中厚板的质量。
热轧机要选择合适的型号,保证轧制速度和轧制力。
同时,还要注意控制轧制温度,保证板材的力学性能。
3.冷轧热轧后的板材还需要进行冷轧。
冷轧可以进一步提高板材的精度和表面质量。
这个环节要选用高性能的冷轧机,确保轧制效果。
4.热处理冷轧后的板材要进行热处理,以消除内应力,改善力学性能。
热处理的方式有退火、正火、淬火等,根据产品的要求来选择。
5.表面处理热处理后的板材要进行表面处理,提高耐腐蚀性能。
这个环节可以采用镀锌、涂漆等方式。
6.切割根据客户需求,对板材进行切割。
切割方式有激光切割、等离子切割等,保证切割精度和效率。
三、设备选型1.热轧机:选择高速、高精度、节能型的热轧机。
2.冷轧机:选择性能稳定、精度高的冷轧机。
3.热处理设备:选择自动化程度高、节能环保的热处理设备。
4.表面处理设备:选择高效、环保的表面处理设备。
5.切割设备:选择精度高、效率高的切割设备。
四、生产组织与管理1.人员配置(1)项目经理:负责整个项目的策划、组织和实施。
(2)工艺工程师:负责工艺流程的制定和优化。
(3)设备工程师:负责设备选型和维护。
(4)质量工程师:负责产品质量控制。
(5)生产班长:负责生产线管理。
2.生产计划(1)根据订单需求,制定生产计划。
(2)合理分配生产任务,确保生产线高效运行。
韶钢中板厂厚控系统存在的问题及改进措施
韶钢中板厂厚控系统存在的问题及改进措施韶钢中板厂厚控系统存在的问题主要有:
1.报表的信息不准确。
由于厚度检验仪的偏差,报表中出现的信息常常不准确,给生产管理和质量管理部门带来误差。
2.操作不方便。
操作员经常会遇到键盘和操作板的模糊按键,这会使命令出错。
3.维护管理不到位。
系统的定期维护和保养工作往往不能及时完成,导致系统经常出现故障,严重影响工作效率。
为了解决上述问题,改进措施如下:
1.定期检查厚度检验仪,保证报表的信息的准确性;。
2.改善操作板按键的灵敏度,保证操作的便捷性;
3.建立完善的维护管理制度,及时完成定期检查和保养工作,保证系统正常运行;
4.完善相关人员的培训机制,提高操作员的技术水平,为生产管理和质量管理起到指导作用;
5.建立质量检测体系,定期对厚度检验仪进行检测,加强质量检验,保证出库产品质量;
6.适时调整检测设备,改善检验环境,提高效率;
7.加大技术研发投入,加快技术进步,采用先进的现代化设备,更好地满足生产管理和质量管理的要求。
以上就是韶钢中板厂厚控系统存在的问题及改进措施,希望能给读者一个参考。
钢铁企业制造执行系统实现方法与关键技术研究的开题报告
钢铁企业制造执行系统实现方法与关键技术研究的开题报
告
一、选题背景
钢铁制造业是我国传统的重要行业之一,也是国民经济的重要支柱产业,但同时也是能耗和污染物排放最高的行业之一。
为了在激烈的市场竞争中保持优势,提高生产效率和市场竞争力,钢铁企业需要引进先进的制造执行系统(MES)来管理和控制生产过程,提高生产过程中的精度和稳定性,减少人为错误,提高自动化程度。
二、研究目的
本研究旨在深入分析钢铁企业生产过程中存在的问题和瓶颈,通过引入先进的MES系统,实现对生产过程的全面管理和控制,并通过相关技术和工具,提高生产效率和生产能力。
三、研究内容和方法
本研究将通过文献调研、案例分析和实践验证等方式,深入研究MES系统在钢铁制造行业中的应用,包括MES系统的基本概念、架构和功能,以及钢铁生产过程中存在的瓶颈和问题。
同时,针对钢铁生产过程中的特点和要求,设计并开发出相应的MES系统,并通过实际应用检验。
四、研究意义
本研究将有助于钢铁企业实现全面自动化生产,提高生产效率、降低制造成本和提高产品质量,同时对于推广和应用MES系统具有重要的参考价值。
五、预期成果和工作计划
预期成果为设计和开发出一套适用于钢铁制造的MES系统,并在实际应用中取得良好的效果。
计划分为以下几个阶段:
第一阶段:文献调研和需求分析(3个月)
第二阶段:系统架构设计和技术选择(3个月)
第三阶段:系统开发和测试(6个月)
第四阶段:系统实践验证和评估(6个月)
六、研究难点和关键技术
本研究的难点和关键技术主要包括:MES系统与钢铁制造业生产过程的融合、数据采集实时性和准确性、生产计划优化和调度、加工设备的自动化控制和统一接口设计等方面的技术。
中厚板轧制制造执行系统的设计与实现
吴 创 陈建 勋 ( 武汉科技大学计算机科学与技术学院, 湖北 武汉 4 0 6 ) 3 0 5
摘 要
中厚 板 轧 制过 程计 算机 控 制 系统 通 常 采 用 三级 结 构 设 计 , 级 为基 础 自动 化 级 , 级 为 过 程控 制级 , 一 二 三级 为 生产 管理 级 。 建 立 中厚 板 轧制 制 造 执行 系统 ( n fcu { x c t n S se , S) z处理模 型 的基 础 上 , 于 工 业 以太 网 构 在 Ma ua t g E e ui y tm ME  ̄ r n o 基 建 系统 的体 系结 构 , 析 了所 建 立 系统 的 架构 特 点 、 据 管 理 方 式 , 究 了 中厚 板 轧 制 ME 系统 与基 础 自动 化 级 以 及 生 产 分 数 研 S
ar itod ce Ths ap s itod ce h t o e n r u d. i p eralo n r u s t a h w t mm uncae n ea t e, f in l d t bl y mon te hre e — o co i t i r l i efi e t an sa el a m c y g h t e lv
cht c ue i t r bas on n s r l t r e an daa e ed idu ti Ehe n t a d t man ge e t f h medim pae oln m a u a t r g x cuin y tm a m n o t e u lt r l g i n f c u i e e t s se n o
et Th m o te y tm de i i t e a ce t e s. e ai f h s se sgn s o nh n h medim plt r l g u ae oln pr es c nt fr t e i oc s o r ol o h deg e o a t ma inan r e f u o to d
钢铁行业制造执行系统的设计
钢铁行业制造执行系统的设计殷娟娟【摘要】阐述了目前国内钢铁行业对MES系统的需求,以及MES系统在钢铁企业的产销一体化系统建设中的重要地位.并以马钢信息化建设中的MES系统为例,阐述了钢铁行业的MES系统功能、设计理念和实施建议.【期刊名称】《冶金动力》【年(卷),期】2010(000)005【总页数】3页(P93-95)【关键词】MES;制造执行;功能设计【作者】殷娟娟【作者单位】马钢自动化工程公司,安徽马鞍山,243000【正文语种】中文【中图分类】F407.3钢铁企业的产和销是一对矛盾的统一体。
从市场销售来看,必须实现按订单生产,并充分考虑订单多品种、小批量的特点,以及其他个性化的客户需求,争取最广泛的细分市场;从生产角度来看,如此的生产方式则很难释放出企业的产能,达到产量的最大化。
而在钢铁企业,如果不实现产能最大,只是一味地按订单生产,追求每一个客户的满意,必然增加企业生产成本,降低经济效益。
因此,如何在产能和订单之间达到平衡,成为每个钢铁企业面临的关键问题。
解决上述问题的关键是要依靠制造执行系统(Manufacturing Execution System,MES)由信息系统来综合平衡,优化设定生产销售的模式,并进行生产计划排程,最终实现企业效益最大化。
美国先进制造研究机构(Advanced Manufacturing Research,AMR)提出了企业三层集成模型,即计划层[制造资源计划(Manufacturing Resource Planning,MRPⅡ)/企业资源计划(Enterprise Resource Planning,ERP)]、执行层(MES)和控制层(Process Control System,PCS),而制造执行系统协会(MES Association,MESA)对MES给出的定义是:MES能通过信息传递,对从订单下达到产品完成的整个生产过程进行优化管理。
当工厂里有实时事件发生时,MES能对此及时做出反应和报告,并用当前的准确数据对它们进行指导和处理。
中厚板厂制造执行系统的功能与结构设计的开题报告

中厚板厂制造执行系统的功能与结构设计的开题报告一、研究背景随着我国工业化速度的加快,中厚板的生产和应用范围越来越广。
中厚板广泛应用于建筑、航空、汽车制造、船舶制造等重要领域。
在生产过程中,中厚板的厂商需要实施较为复杂的生产管理,以保证产品的质量和进度。
制造执行系统是一种基于现代计算机技术、面向制造企业的一种信息化生产管理方法,能够帮助制造企业实现精细化管理,并提高生产效率和产品质量。
二、研究内容本课题将设计一套中厚板厂制造执行系统,以帮助生产企业实现计划、制造、控制和反馈的闭环管理,提高生产效率和产品质量。
具体而言,本课题的研究内容如下:1. 系统需求分析:对需要实现精细化管理的生产环节进行分析,总结制造企业需要实现的功能和优化目标。
2. 系统架构设计:参考制造企业的流程,设计系统的组成模块和模块之间的关系结构,实现良好的系统集成,确保整个系统的稳定性和高效性。
3. 数据库设计:建立企业的数据管理中心,采用先进的数据库技术对企业的生产数据进行全方位、多角度、有效性的存储和处理,为制造企业实现良好的生产管理提供有力的支持。
4. 系统功能设计:设计系统需要实现的功能,包括生产计划、订单管理、现场调度、数据监测和反馈等,保证企业生产管理的全面化和精细化。
5. 系统界面设计:设计系统的界面,采用易用性、简洁明了等原则进行界面设计,使得操作人员更加容易上手和使用。
三、预期成果本课题的预期成果为设计一套可用于中厚板制造企业的制造执行系统,实现企业产能优化、数据集成、资源共享等方面的效益。
该系统将帮助企业提高生产效率、降低生产成本、提高产品质量和加强供应链管理。
同时,该系统的推广和使用将带动中厚板制造企业的信息化进程,提高我国制造业的整体竞争力。
中厚板轧制制造执行系统的设计与实现
中厚板轧制制造执行系统的设计与实现中厚板轧制过程计算机控制系统通常采用三级结构设计。
一级为基础自动化级,二级为过程控制级,三级为生产管理级。
过程控制级(二级机)系统,亦即中厚板轧制制造执行系统MES,处于厂级生产管理控制系统(三级机)和电气与仪表基础自动化系统(一级机)之间。
中厚板轧制MES是连接一级和三级系统的重要环节,它们一起协同工作实现对中厚板整个轧制过程的自动化控制。
本文建立了中厚板轧制过程MES系统的过程处理模型,分析和构建了系统的体系结构,对其中的数据管理、信息处理和稳定的数据通信技术进行了研究。
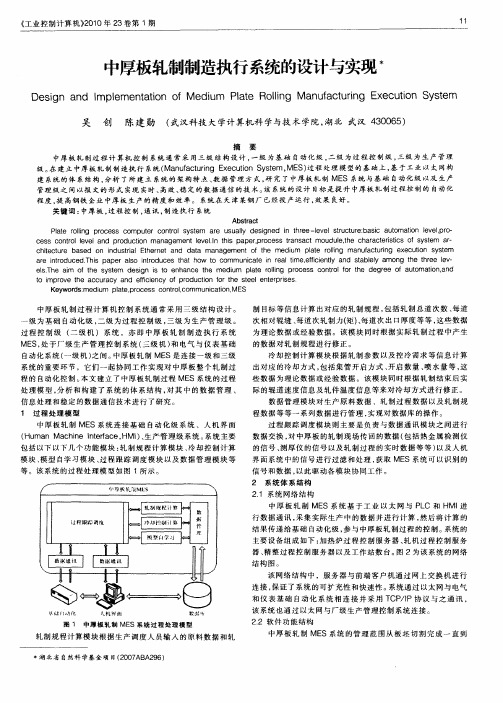
1 过程处理模型中厚板轧制MES系统连接基础自动化级系统、人机界面(Human Machine Interface,HMI)、生产管理级系统。
系统主要包括以下以下几个功能模块:轧制规程计算模块、冷却控制计算模块、模型自学习模块、过程跟踪调度模块以及数据管理模块等等。
该系统的过程处理模型如图1所示。
图1 中厚板轧制MES系统过程处理模型轧制规程计算模块根据生产调度人员输入的原料数据和轧制目标等信息计算出对应的轧制规程,包括轧制总道次数、每道次相对辊缝、每道次轧制力(矩)、每道次出口厚度等等,这些数据为理论数据或经验数据。
该模块同时根据实际轧制过程中产生的数据对轧制规程进行修正。
冷却控制计算模块根据轧制参数以及控冷需求等信息计算出对应的冷却方式,包括集管开启方式、开启数量、喷水量等,这些数据为理论数据或经验数据。
该模块同时根据轧制结束后实际的辊道速度信息及轧件温度信息等来对冷却方式进行修正。
数据管理模块对生产原料数据、轧制过程数据以及轧制规程数据等等一系列数据进行管理,实现对数据库的操作。
过程跟踪调度模块则主要是负责与数据通讯模块之间进行数据交换,对中厚板的轧制现场传回的数据(包括热金属检测仪的信号、测厚仪的信号以及轧制过程的实时数据等等)以及人机界面系统中的信号进行过滤和处理,获取MES系统可以识别的信号和数据,以此驱动各模块协同工作。
1韶钢中厚板生产线控轧控冷工艺探讨
韶关钢铁集团有限公司中厚板厂 ( 简称韶钢中 厚板厂) 原主机为 &A((22 三辊劳 $%E$ 年建成投产, 特式单机架轧机,原年设计能力为 $& 万 4,$%%" 年 投资 ’ 亿元进行全面改造, 改造分两期完成, 一期先 上一台 &’((22 四辊轧机和新增一条剪切线,预留 二期精轧机, 年设计能力为 &’ 万 4, 二期再增加 $ 台 四辊精轧机, 构成四辊双机架主轧机匹配, 年生产能 力 9’ 万 4。 一期工程于 $%%" 年投产, $%%E 年生产 &! 万 4, &((( 年生产 9" 万 4, &(($ 年生产 ’E 万 4, &((& 年预计完成 "’ 万 4。 !" ! 主要设备 !" !" ! 加热炉 两座连续式加热炉,采用重油与 高炉煤气 L 烧,单炉小时产量为 "(4,加热坯料长度 为 $&(( J &(((22, 坯料最大单重 A, "4。 !" !" # 高压水除鳞 分设除鳞箱和轧机机架除鳞 点。高压水喷嘴出口压力大于 $E>M;。 !" !" $ 主轧机 一期为 &’((22 四辊单机架生产, 轧机配置电动 NMO 和液压 NPO 技术。 轧机主要参数 见表 $。
第 &" 卷 增刊 &((9 年 $( 月
山 东 .:;3<*3=
冶 金 >14;++/8=?
)*+, &"- ./00+12134 564*718 &((9
韶钢中板工艺技术结构的优化
韶钢中板工艺技术结构的优化
王学志;林建明;刘建彬;吴世庆
【期刊名称】《山东冶金》
【年(卷),期】2004(000)0S1
【摘要】阐述了韶钢中板厂基于工艺技术结构优化等方面的改进,分析了改进的必要性,总结了改进后对中板生产的影响和效果。
【总页数】3页(P)
【作者】王学志;林建明;刘建彬;吴世庆
【作者单位】韶关钢铁集团有限公司中板厂;韶关钢铁集团有限公司中板厂;广东曲江;广东曲江
【正文语种】中文
【中图分类】TG335
【相关文献】
1.韶钢气烧石灰竖窑原料筛洗工艺技术的优化改进 [J], 罗桂员;王皓颖
2.不断优化工艺技术结构努力提高低合金中板实物质量 [J],
3.济钢中板工艺技术结构的优化 [J], 邱松年
4.韶钢气烧石灰竖窑工艺技术优化实践 [J], 罗桂员
5.韶钢中棒线轧钢工艺技术创新及优化改造 [J], 周小兵; 李学保
因版权原因,仅展示原文概要,查看原文内容请购买。
钢铁行业制造执行系统的设计
【 bt c】 e ad o t rn ad s e i ut n C ia o auat e eeu v A s atD m n f h i n t l n sy i h n m nf u xct e r e o e d r n cr i
ss m ( S a d h i otn p sin f h ME ss m n o s u t n f te yt ME ) n te mp r t oio o te e a t S yt i cnt c o o h e r i
层。
解决上述 问题 的关 键是要依 靠制造执行系统
( au c r gE eui yt M S 由信息系统 M nf t n xct n Ss m, E ) au i o e 来综合平衡 , 优化设定生产销售 的模式 , 并进行生产 计 划排 程 , 终实 现 企业 效 益 最 大 化 。美 国先 进 制 最 造 研 究 机 构 ( d a cd A vn e Ma ua tr g eerh n fcui R sac , n A MR) 出 了企 业 三 层 集 成 模 型 , 提 即计 划 层 『 造 资 制 源 计 划 ( n f tr g Reo re Pa nn , PI ) Ma ua u n suc l ig MR / ci n I 企 业 资 源 计 划 ( nepi R sue Pa nn , E t r e ec re l ig r s n E P] R )、执 行层 ( S ME )和 控 制层 ( rcs o t l Po es C nr o Ss m,C )而制 造 执 行 系统 协 会 ( S A sc — yt P S , e ME soi a
【 e od ] E ; auat eadeeu o; uc o ei K yw r sn ds n u i i g
韶钢中板新精整线液压系统的改造
韶钢中板新精整线液压系统的改造黄满红张坚陈烨摘要:对韶钢中板新精整线液压系统在调试和生产中出现的主要问题进行了分析,并提出了技改措施。
关键词:精整线;液压系统;故障;技术改造分类号:TG335.21The reformation of hydraulic system of finishing lineHUANG Man-hong ZHANG Jian CHE Ye(Shaoguan Iron & Steel (Group) Co.,Shaoguan 512123,China)Abstract:The main problems of hydraulic system of finishing line of Plate Plant of Shaoguan Iron and Steel Co.are analyzed,and the measures of reformation are put forward.Key words:finishing line;hydraulic system;malfunction;technology reformation▲1 前言韶钢中板新精整线的滚切式双边剪和定尺剪是国内最新的中板剪切设备。
滚切式双边剪是引进国外技术、由国内制造,其最大剪切速度为24刀/min,剪切钢板厚度为4.5~40mm,剪后宽度为1400~2200mm。
滚切式定尺剪剪切钢板厚度为4~40mm,定尺长度4~12mm。
这两台剪机除主传动外均采用液压传动,液压系统有102个执行元件,一旦液压系统出现故障停机,两剪只能处于瘫痪状态。
由于“两剪”是国内最新设备,其设计缺乏成熟经验,液压系统的执行元件和控制回路众多,管路错综复杂,再加上安装错误、元件质量不过关、元件老化等因素存在,在调试和试产过程中,液压系统出现了大量故障。
为此,本厂对这套液压系统进行了一系列技术改造,并取得了良好效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ma u a t rn d u l tsa I G n f cu i g me im p a e tS S
CHAN Gu n ・ u G a g w
(h ounI nadSel ru oLd ,houn52 2 , undn ) S ag a o n t opC . t. Saga 113 G agog r eG
i d vd d i t e t n , n ef n t n l d lso e s se ae d f e sn p t ot m e i n me o . p a f s iie n os ci s a d t u c o a o h i mo ue ft y t m r e n d u ig a t b t h i o o o d sg t d A r e - h i
切式 定尺剪 组成 . 过这 几 年 的不 断 改进 ,0 4年 通 20 产 量达到 9 8万 t .
统, 被越 来越多 的用户在 信息 系统管理 、 企业数 据处 理 、 t t电子 商 务 网 站 等 领 域 作 为 应 用 数 据 的 Ie 、 n me 后 台处理 系统 u. 就系统 中使用 的 O A L ]现 R C E相 关
常光武
( 广东省韶关钢铁集 团有 限公司 , 广东 韶关 5 22 ) 1 13
摘
要: 介绍使用 C S结构的韶钢中板厂制造执行系统. / 系统选择 V . E B N T与 Oal 1g为开发环境 , rc 0 e 给出系统 的
流程图 , 通过对 系统 的划分 , 采用 自顶向下的设计思想定义 了系统的各个 功能模块。 给出 了确保 ME S和 P S数 据 C
交换实时性 和准确性的实现方法.
关键词 : 制造执行系统 ; 数据库系统 ; 过程控制系统
中图分 类号 : P2 T 7 文 献 标 识码 : B
De i n nd i p e e a i n o x c to y t m o sg a m l m nt to fe e u i n s s e f r
0 引 言
广东 省韶关 钢 铁集 团有 限 公 司 ( 以下 简 称 “ 韶 钢” 中板 厂 是 一 家 专业 中厚 板 生 产 厂 , 于 17 ) 建 90 年 ,9 6年 1 19 2月完 成单机 架 250l 四辊轧 机 改 0 砌 造工程。 设计 能力 为年产 2 5万 t改造后 的韶 钢 中板 , 厂 由 3座加 热炉 、 机 架 250mT四辊 轧 机 、 单 0 l l 十一 辊 四重式热矫 直机 、 3台铡 刀剪 、 切式 双边 剪 和辊 辊
技术作一 介绍.
11 P / Q . L S L
P/Q L S L语 言实 现 了将 过 程 结构 与 Oal S L rce Q 的无 缝集成 , 从而 为用 户 提供 了一种 功 能 强大 的结 构化 程序设 计 语 言. 使用 P / Q L S L语 言 可 以将 几 个 S L语 句合并 为一 个 P /Q Q L S L块 发 送 给 服 务器 , 从 而减 少 网络 通信 流量 并提 高 应 用程 序 的执 行 速度 . P /Q L S L中 的过 程 和 函数 ( 称 为子 程 序 ) P / 通 是 L S L块 的一 种 特殊 类 型 , 种 类型 的子 程 序可 以以 Q 这
c a fma ig r a —t n r cs aa e c a g t e n ME d P S i p o o e . l a w yo kn l i e me a d p e i d t x h n eb w e S a C s rp s d e e n Ke r s x c t n s s m o n f cu ig;d tb s y tm ;p o e sc n rls se y wo d :e e u i y t f rma u a t r o e n a a a e s se r c s o t y t m o
Ab ta t T e e e u in s se f r n f cu i g me im lt sn e C S s u t r sp e e td i e p p r T e VB. sr c : h x c t y tm o o ma ua t r d u pae u i g t / t c u ei rs ne t a e . h n h r nh NE d O a l O ee c o e st e d v l p n n i n n . c od n o te f w d a r m fte s s m , es s m T a r ce l g w r h s n a h e eo me te vr me t A c ri gt h o i g a o y t n o l h e t y t h e
总第 16期 7 21 00年 l 0月
南
方
金
属
S m.1 6 u 7
Oco e 2 1 tb r 0 0
S 0UTHERN METALS
文 章编 号 :10 9 0 (00 0 0 5 0 0 9— 7 0 2 1 )5— 00— 5
韶 钢 中板 厂制造 执行 系统 的设 计 与 实现
本文介绍 的 系统是 对 韶钢 中板 厂从 原 料上 料 ,
加热炉板坯加热至产品计重入库的过程进行计算机
管理 .
编译的形式存放在数据库 中, 并为后续的程序块调
用 .L S L中的 子程 序 可 以 和 变 量 与类 型共 同组 P /Q 成包 .L S L的包 由两 部 分 组成 , P /Q 即说 明部 分 和包