DIN12944-2 钢结构腐蚀保护
ISO12944在钢结构防腐方面的应用
Jotun Protective Coatings
C5 – I 石化厂
Jotun Protective Coatings
C5-M 海洋平台,钢管桩
海上平台的涂料系统制订:ISO 20340
Jotun Protective Coatings
第2步:决定涂层系统的设计寿命 (耐久性)
5.2 底漆的类型
• 富锌底漆, 不挥发分中锌粉含量不低于80% (m/m).
• 其它类型:
–包括磷酸锌底漆等; –铬酸锌,红丹,铅酸钙等对人体健康有害
Jotun Protective Coatings
ISO 12944-5:2007 附表A.4
• 表格 A.1: 涂料系统总结腐蚀分类C2, C3, C4,C5-I,C5-M • 表格 A.2: 涂料系统之腐蚀分类 C2 • 表格 A.3: 涂料系统之腐蚀分类 C3 • 表格 A.4: 涂料系统之腐蚀分类 C4 • 表格 A.5: 涂料系统腐蚀分类 C5-I 和 C5-M • 表格 A.6: 涂料系统之浸泡环境Im1, Im2, Im3 • 表格 A.7: 涂料系统之腐蚀分类 C2 到 C5-I 和 C5-M
•High durability 高
> 15 年
•Medium durability 中
5-15年
•Low durability 低
< 5年
C3
C4
等级 C2
C5-I
其它 Zn Zn 其它
C5-M
其它
Zn
低等级 80 120 - 160 200 200
-
-
中等级 120 160 - 200 高等级 160 200 160 240
解析ISO12944标准(二、腐蚀环境分类)
解析ISO12944标准(⼆、腐蚀环境分类)参看解析ISO 12944标准(⼀、标准介绍)1.范围1.1 ISO 12944 这⼀部分研究钢结构所处的主要腐蚀环境的等级分类和这些环境的腐蚀性。
包括:—基于标准样本的质量损失和厚度损耗,定义了⼤⽓环境腐蚀性级别,也描述了钢结构所处的典型⾃然⼤⽓环境,对腐蚀性评估给出了建议。
—描述了钢结构浸泡在⽔中和埋于⼟壤中的不同腐蚀性级别。
—给出了⼀些会导致腐蚀加重的特殊腐蚀应⼒或空间的相关信息,这种情况下对防护涂料体系的性能要求更⾼。
特殊环境或特种腐蚀性类别下的腐蚀应⼒情况,是调整防护涂料体系选择的必要参数。
1.2这⼀部分的ISO 12944并不包含那些含有特殊⽓体(例如:化学品⼯⼚或冶炼⼚的周围)的⼤⽓环境分类。
2.参考的标准规范下列标准通过本标准的引⽤⽽成为标准不可缺少的⽂件。
在本标准出版时,这些引⽤的标准版本都是有效。
但所有的标准都会被修订,⿎励各⽅讨论这些标准的最新版本在ISO 12944继续引⽤的可能性。
IEC和ISO的成员对⽬前有效的国际标准保持着登记。
ISO 9223:1992,⾦属与合⾦腐蚀—⼤⽓腐蚀性—分类ISO 9226:1992,⾦属与合⾦腐蚀—⼤⽓腐蚀性—为了腐蚀性评价⽽进⾏的标准样本的腐蚀速率的测定ISO 12944-1:1998,⾊漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第1部分:总则EN 12501-1:—⾦属材料的防腐蚀保护—⼟壤中的腐蚀可能性—第⼀部分:总则3.术语和定义在ISO 12944这部分中,除了ISO 12944-1已给出的⼀些,以下术语被应⽤。
注意:有些定义是取之于ISO 8044:1989,⾦属和合⾦腐蚀—词汇中的说明。
3.1 腐蚀性(corrosivity):在某个腐蚀体系中,环境造成腐蚀的能⼒[ISO 8044]。
3.2 腐蚀应⼒(corrosionstresses):促进腐蚀的环境因素。
3.3 腐蚀体系(corrosionsystem):由⼀种或多种⾦属和所有影响腐蚀的环境各部分因素组成的体系[ISO 8044]。
ISO12944在钢结构防腐方面的应用
涂层
产品名称
体积固 颜色 体份%
底漆
Barrier 77 CN 环氧富锌底漆
灰色 53
中间漆
面漆 干膜 总厚度
Penguard Express 快干环氧
Hardtop XP 脂肪族聚氨酯面漆
灰色 74 待定 63
干膜厚度 m 60 120 60
240
ISO 12944-2 C5-I,C5-M
• 盐份很大的大气环境或者污染十分严重的工业大气环境; • 盐雾腐蚀严重的沿海、海上环境等; • 注:海上平台不适用于C5-M的方案,请参考ISO 20340的要求 • ISO 20340中规定的干膜厚度低于ISO 12944的推荐厚度
•醇酸漆 •氯化橡胶,聚乙烯,丙烯酸漆 •环氧,聚氨酯漆 •富锌底漆 (NDFT 60微米)
–环氧富锌 –无机富锌
•其它底漆(NDFT 80微米) •聚氨酯面漆 •环氧面漆
ISO 12944-5:2007 C4腐蚀环境
•醇酸漆系统:中等耐久性 •氯化橡胶,聚乙烯,丙烯酸漆系统:中等耐久性 •环氧,聚氨酯漆 •富锌底漆 (NDFT 60微米)
机场内部
C3 Environment
城市体育馆
C4 Environment 火力发电厂
C5 – I 石化厂
C5-M 海洋平台,钢管桩
•海上平台的涂料系统制订:ISO 20340
第2步:决定涂层系统的设计寿命 (耐久性)
•High durability 高
> 15 年
•Medium durability 中
厚度损失 m
质量损失 g/m2
厚度损失 m
10
1.3
0.7
0.1
C2 低
iso12944-2
iso12944-2经译者同意,转载并做部分详细说明,相对来说我也是学材料化学的,方向是催化剂和高分子,毕业时候并没有好的去处,等到现在吗需求多了又要相关工作经验,将错就错,对船舶涂装,只能爱之深、恨之切,坐等风起时,坐着的时候别光顾着磕瓜子了,来我们一起学涂装。
译者作为涂料行业内的一员,深感该标准的实用有效。
遗憾的是,目前中国并没有类似完整全面的防腐蚀标准,也没有该标准的中文版发行。
而中国作为制造业大国,在涉外钢结构、设备制造上不可避免地会被要求遵循该标准进行防腐蚀设计和涂装。
一些同行朋友也希望学习和了解该标准。
因此,译者花了一些业余时间,逐步将该标准各部分译成中文,仅供业内人士交流之用,并没有任何商业目的。
译者简介:张斌:毕业于湖北工业大学高分子材料与工程专业(本科),从事防腐蚀涂料相关工作11 年,先后从事涂料产品开发、技术服务及产品推广等工作。
2008年7月译Definitions定义corrosivity: Ability of an environment to cause corrosion ina given corrosion system.腐蚀性:在某个腐蚀体系中,环境造成腐蚀的能力corrosion stresses: The environmentalfactors which promote corrosion. 腐蚀应力:促进腐蚀的环境因素。
corrosion system: System consisting ofone or more metals and all parts of the environment which influence corrosion.[ISO 8044]腐蚀体系:由一种或多种金属和所有影响腐蚀的环境各部分因素组成的体系[ISO 8044]。
climate: The weather prevailingat a given location or in a given area, as established statistically by meteorologicalparameters recorded over a prolonged period.气候:通过长时间的气象参数记录统计而确定的某个地区或区域的主要天气情况。
12944(CHN)-IP-培训资料

ISO 12944 –钢结构防腐蚀ISO标准什么是ISO 12944 ?•当用涂料为钢结构提供腐蚀防护时,为工程师、工程顾问、工程承包方以及涂层的供应商提供了全面的指导。
•ISO 12944 共分为8 个部分•定义了涂装系统的“防腐年限(Durability)”•定义了环境的“腐蚀等级(Corrosivity Categories)”•为选择涂装系统提供了指导–Interspec(PCSS)ISO 12944 第1 部分–防腐年限的范围•防腐年限-: 涂层第一次大修前的年限。
失效的判据由相关各方协定(基于ISO 4628-1 和ISO 4628-3), 例如Ri2 或Ri3•不是涂装系统的担保时间! –类似于工程中的“设计寿命”•表示为3 个年限低(l) 2 至5 年中(M) 5 至15 年高(H)大于15 年–ISO 12944 其余各部分摘要部分摘要2包括各种环境的腐蚀性及其定义。
这样不同的防腐涂层可被指定用于这些环境。
3从腐蚀防护的角度阐述了钢结构设计方面的一些好的设计方法。
4涵盖了钢结构表面处理方面的问题–参照ISO 8501, IS0 8502, IS08503, ISO 8504. 5对于给定的防腐年限和环境的腐蚀等级给出典型的涂装系统.6涂装系统的实验室测试方法, 特别针对那些没有足够实际工程使用记录的涂层系统。
7现场施工, 检测和后续工作.8描述了怎样为防腐准备配套以及其他事宜.第2 部分–环境的分类•大气环境-: 定义为金属试样(低碳钢和锌) 在一年时间内(不多也不少)的重量损失(g/m2) 或厚度的损失。
•显然,由于气候变化的关系这个方法测得的结果会有一些误差,但是它确实对环境腐蚀程度的量化有所帮助。
•水和土壤(浸泡/ 掩埋)第2 部分–环境的分类(大气环境)腐蚀等级重量损失/厚度损失举例-外部环境举例–内部环境多层涂层最大D.F.TC1, C2很低, 低<10-200 g/m2(1.3-25µm)乡村/ 干燥的区域, 低污染被加热/ 不被加热的建筑物/中性的大气环境75µm –200µmC3中200-400g/m2(25-50µm)城市和工业大气环境, 中等程度S02污染. 低盐度的海岸地区具有高湿度和轻度空气污染的车间。
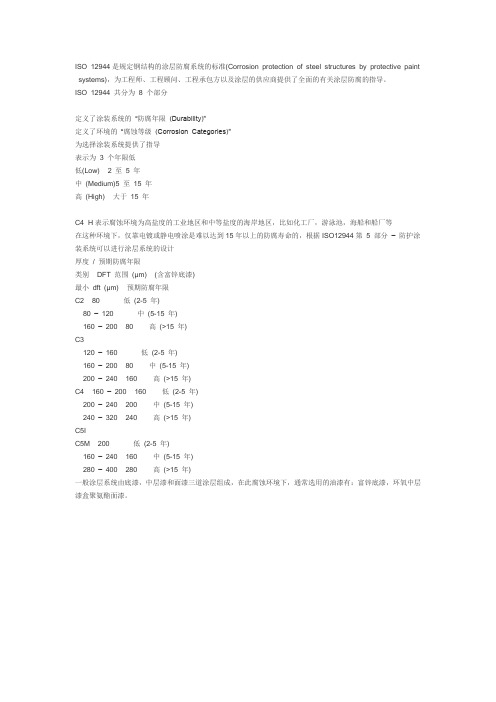
ISO12944是规定钢结构的涂层防腐系统的标准

ISO12944是规定钢结构的涂层防腐系统的标准ISO 12944是规定钢结构的涂层防腐系统的标准(Corrosion protection of steel structures by protective paint systems),为工程师、工程顾问、工程承包方以及涂层的供应商提供了全面的有关涂层防腐的指导。
ISO 12944 共分为8 个部分定义了涂装系统的“防腐年限(Durability)”定义了环境的“腐蚀等级(Corrosion Categories)”为选择涂装系统提供了指导表示为 3 个年限低低(Low) 2 至 5 年中(Medium)5 至15 年高(High) 大于15 年C4 H表示腐蚀环境为高盐度的工业地区和中等盐度的海岸地区,比如化工厂,游泳池,海船和船厂等在这种环境下,仅靠电镀或静电喷涂是难以达到15年以上的防腐寿命的,根据ISO12944第 5 部分–防护涂装系统可以进行涂层系统的设计厚度/ 预期防腐年限类别 DFT 范围(μm) (含富锌底漆)最小dft (μm) 预期防腐年限C2 80 低(2-5 年)80 –120 中(5-15 年)160 –200 80 高(>15 年)C3120 –160 低(2-5 年)160 –200 80 中(5-15 年)200 –240 160 高(>15 年)C4 160 –200 160 低(2-5 年)200 –240 200 中(5-15 年)240 –320 240 高(>15 年)C5IC5M 200 低(2-5 年)160 –240 160 中(5-15 年)280 –400 280 高(>15 年)一般涂层系统由底漆,中层漆和面漆三道涂层组成,在此腐蚀环境下,通常选用的油漆有:富锌底漆,环氧中层漆盒聚氨酯面漆。
1. ScopeThis International Standard specifies requirements for thickness corrosion resistance and mechanical and physical properties of non-electrolytically applied zinc flake coatings steel fasteners with metric threads.If applies to both coating with of without chromate.If fasteners with metric thread with pitch below 0.8mm ( 〈 MS )or fasteners with small internal drives or cavities are to be coated. special agreement between supplier and purchaser is required.Coatings according to this international Standard may also be applied to steel screws which from their own mating threads sush as wood screw, self tapping screws,self drilling screw,thread cutting screws and thread rolling screws as well as to non-threaded steel parts sush as washers and pins.They may be similarly applied to steel fasteners with other types of thread.Coatings according to this international Standard can be supplied with integral lubricant and/ or with an externally added lubricant.2. Normative referencesThe following normative documents contain provisionswhich,through reference in thistest,constitute provisions of this international Standard. At the time of publication,the editions indicated were valid. All normative documents are subject to revision. and parties to agreements based on this international Standard are encouraged to investigate the possibility of applying the most recent editions of the normative documents indicated below. For undated references, the latest edition of the normative document referred to applies. Members of ISO and IEC maintain registers of currently valid International Standard.ISO 898-1 :1989Mechanical properties of fastener . Bolts, screws and studs ISO 1502 :1978ISO general purpose metric screw thread-GaugingISO 1463 :1982Metallic and oxide coatings-Measurement of coating thickness-Microscopical methodISO 6988 : 1085Metallic and other non-organic coatings-Sulfur dioxide test with general condensation of moisture ISO 8991 : 1986 Designation system for fastenersISO 9227 : 1990Corrosion tests in artificial atmospheres-salt spray testISO/DIS 15330 : 1997Fasteners-Preloading test for the detection of hydrogen embitterment-Parallel bearing surface method3. DefinitionNon -electrolytically applied zinc flake coating( with or without integral lubricant)A coating which is produced by applying on the surface of a fastener a zinc flakedispersion,possibly with addition of aluminum flakes .in a suitable medium which under influence of heat(curing)generates a bonding of the flakes and between flakes and the substrate thus forming a sufficiently electrically conduction inorganic surface coating to ensure cathode protection. The coating may or may not contain chromate.4. GeneralIt is a characteristic df this type of coating that no hydrogen which could be absorbed by the parts is generated during the coating process. Therefore, by using pretreatment cleaning methods which do not generate nascent hydrogen (for example blast cleaning),there is not risk of hydrogen embitterment form the surface preparation procedure.If cleaning methods are applied which could lead to hydrogen absorption (such as cleaning).then for fasteners which 8 hardness above 365 Hv in process control shall be conducted to ensure that the process with regard to hydrogen embroilment is under control. This can be done by a preload test according to ISO 15330However it should be noted that a non electrolytically applied zinc flake coating has a high permeability for hydrogen which during the curing process, allows effusion of hydrogen which may have been absorbed before the coating process.5.Dimensional requirements and testingThe applicability of coating to ISO metric threads is limited by the fundamental deviation of the threads concerned as given in table 1 and, hence, by the pitch and tolerance positions. The coating shall not cause the zero line(basic size)to be exceeded in the case of external threads, nor shall it fall below in the case of internal threads. this means that for an internal thread oftolerances position H, a measurable coating thickness can only be applied to the thread if the tolerance zone is not taken up to the zero line(basic size).After coating, ISO metric screw threads shall be gauged according to ISO 1502 with a GO-gauge of tolerance position h for external threads and H for internal threads. When gauging the coated thread a maximum torque of 0,001 d3. (N.m)is acceptable, where d is the nominal thread diameter in min.Other product dimensions apply only before coating.NOTE Care should be exercised where relatively thick coatings may affect dimensions with small tolerances such as internal drives or small nuts, in these cases agreements shall be made between the supplier and the purchaser.Table 1 - Theoretical upper limits of coating thickness for ISO metric threadsIf a minimum coating thickness( t min)is required in order to achieve a specified corrosion resistance (see clause 6)the range of the coating thickness has to be taken into consideration which is approximately the same as the minimum coating itself. Therefore the maximum coating thickness to be expected is twiceas much as the required minimum coating thickness see table 2. The minimum fundamental deviation required for a specified minimum coating thickness which is 4 t max (or 8 t min )is also given in table 2.Table 2 -Coating thickness and required fundamental deviationIf for a given pitch the fundamental deviation as given in table 1 is not sufficient to allow for the required minimum coating thickness then.--either the tolerance position of the thread has to be changed ( e.g.f instead of g )--or the tolerance within the given tolerance field has to be restricted such that the threadhas to be manufactured at the upper limit for the internal thread or at the lower limit external thread of the respective tolerance.Required minimum local coating thickness to achieve specified corrosion resistance are given in table 3.If the minimum local coating thickness is specified (see table3) it may be measured by magnetic or X ray techniques. In the case of dispute the referee test shall be the microscopical method as described in ISO 1463. The surfaced to be used for thickness measurements are those given in figure1 Measuring areaFigure 1 --Measuring area for coating thickness measurement on threaded fasteners6 Testing of corrosion protectionThe neutral salt spray test according to ISO9227 is used to evaluate the quality of the coating. The test is applied to coated parts which are in the as delivered condition. Performance in the test cannot be related to corrosion protection behavior in particular service environments.NOTE In normal cases the coating shall be defined by specifying the test duration for neutral salt spray test according to table 3. see example 1 in clause 9.After the neutral salt spray test with a test duration according to table 3 there shall be no visible ferrous(red) corrosion attack on the base metal.Table 3 -- Test duration ( Neutral salt spray test )7. Mechanical and physical properties and testing7.1GeneralThe coating process shall not adversely influence the mechanical and physical properties of fasteners as specified in the relevant ISO Standards.Consideration shall be given by the manufacturer supported by testing if necessary. to determine whether the curing temperature and duration as specified by the coater are suitable foe the particular type of fastener to be coated.7.2 AppearanceThe colour of the coating is silver grey. The coated fastener shall be free from blisters, localized excess coating and uncoated areas which may have adverse effects on corrosion protection and fitness for use.Special techniques may be necessary to avoid excess coating or uncoated areas with parts such as washers. nuts and recess drive screw.7.3 Temperature resistanceAfter heating the coated fasteners for 3 hours at 150℃(part temperature) the corrosion resistance requirements as specified in clause 6 shall still be met.7.4 DuctilityAfter loading the coated fastener with the proof load specified in ISO 898-1 the corrosion resistance as specified in clause 6 shall still be met in areas other than where thread engagement has occurred. This requirement applies to bolts. screws and studs with metric thread only.7.5 Adhesion/ cohesionIf an adhesive tape with an a dhesive strength of (7 N ± 1 N) per 25 mm width is pressed by hand on the surface and is subsequently pulled off jerkily and perpendicularly to the surface.the coating shall not be peeled off the base metal. Small amounts of the coating material sticking on the tape are acceptable.7.6 Cathodic protectionThe cathodic protection capability of the coating can be tested by making the salt spray test according to be clause with a specimen which is scratched to the base metal, the scratch having a width of max.0.5 mm. After the salt spray rest of 72 h there shall be no red rust in the scratched area.7.7 Torque/tension relationship for coatings with integral lubricant or externally added lubricant The requirements for torque/tension shall be agreed between the manufacturer and purchaser.8. Applicability of tests8.1 GeneralAll requirements given in the clause 5, 6 and 7 apply as far as they are general characteristics of the coating or are separately specified by the customer. The tests included in clause 8.2 shall be carried out for each lot of fasteners. The tests included in clause 8.3 are not intended to be applied for each fastener lot, but are used for in process control.8.2 Tests mandatory for each lot--Gauging of threads ( 5 )--Appearance ( 7.2 )--Adhesion/cohesion ( 7.5 )8.3 Tests to be made for in process control--Neutral salt spray test (6)--Temperature resistance ( 7.3 )--Ductility ( 7.4 )--Cathodic protection ( 7.6 )8.4 Tests which are only to be made when specified by the customer-- Coating thickness ( 5 )--Torque/tension relationship for coating with integral lubricant ( 7.7 )9. DesignationThe designation of the coating shall be added to the product designation in accordance with the designation system specified in ISO 8991 using the symbol flZn for non-electrolytically applied zinc flake coating, a figure for the required duration of salt spray test in hours and, if necessary,the specification for a coating with chromate(yc) or without chromate (nc).EXAMPLE 1 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating(flZc), with a required duration of salt spray test of 480 h:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZn - 480h if a coating with integral lubricant is required,the letter L shall be added to the designation after the symbol for the zinc flake coating:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnL - 480h if a coating with a subsequent lubrication(external lubricant) is required, the letter L shall be added at the of the designation: Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZn - 480h - LEXAMPLE 2 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating without chromate flZnnc, with a required duration of salt spray test of 480 h:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnnc - 480hEXAMPLE 3 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating with chromate flZnyc, with a required duration of salt spray test of 480 h:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnyc - 480h10. Ordering requirementsWhen ordering threaded parts to be coated according to this International Standard, the flowing information shall be supplied to the coater:a) THe reference to this International standard and the coating designation(see clause 9).b) The matrial of the part and its. condition, e.g. heat treatment, hardness ororder properties, which may be influenced by the coating process..c) Thread tolerances if different from the product standardd) Performance(torque/tension, coefficient of friction, sealing) and the testmethods for integrally lubricated or supplementary lubricated coating shallbe agreed between the manufacturer and purchaser.e) Tests to be carried out, if any(see clause 8)f) Sampling。
ISO-12944-6(1998)油漆保护系统对钢结构的防腐蚀保护-实验室性能试验方法
PDF created with pdfFactory Pro trial version
EN ISO 12944-6: 1998
最好在样本上喷漆。应根据油漆制造商的规格使用油漆。每层油漆的厚度应该均 匀,外观应该相似。不应出现溢漆、凹陷、漏刷、针孔、起皱、总体变化、收缩、 颗粒吸入、干化不粘附于表面的喷涂以及起泡现象。跟据 ISO2808,测量的干化 薄膜的厚度不应超过规定值的 20%。 除非另有规定,否则必须在试验前,按照 ISO 554 的定义,将已涂漆的试验样本 的条件定为:持续三周标准大气(23±2)oC/(50±5)%相对湿度或(20±2)oC/(65±5)% 相对湿度。 如果将要进行喷盐试验(见表 1),喷盐起点线的深度应该达到油漆涂层的底层 (见附件 A)。 试验样本的边和背面应进行适当的保护。 5.5 参考系统 如果油漆系统在现场已成功应用多年,且性能按照实验室所做试验的说明非常 好,建议将这一油漆系统作为一个参考系统。此系统在成份、类型和厚度方面应 该与进行试验的油漆系统尽可能相似。合适的油漆系统实例在 12944-5 中给出。 5.6 试验程序 试验程序应按照表 1 和表 2 的规定。 如果测试符合 ISO 2812-1, 应使用下列质量经验证分析的化学物品: a)NaOH, 10%(m/m) 水溶液; b)H2SO4 ,10%(m/m) 水成份; c) 矿物油精,18%芳香族; 评估针对 ISO 12944-2 表 2 定义的各种类型浸在水中和埋藏在土壤中的油漆适用 性,可使用下列文件: 对于 lm1:使用 ISO 2812-2 定义的水; 对于 lm2 和 lm3:使用氯化钠,5%(m/m)水溶液(代替水)。
ISO 12944-4:1998 油漆和清漆-保护漆作用的钢结构防腐蚀保护-第 4 部分:表 面和表面预处理类型
iso12944 sa2标准
iso12944sa2标准
ISO12944是涂覆金属结构防腐保护的标准,而"Sa2"则是其中一个表面处理的等级。
具体而言,ISO12944标准定义了在不同环境下(如海洋、工业或城市环境)使用的不同等级的防腐涂层系统。
"Sa2"是标准中表面处理的等级之一,它描述了表面准备的程度。
具体来说,Sa2表示对金属表面进行了“近乎完全清理”的处理。
在这个等级下,可能还存在一些轻微的污染或残留,但它们不会影响涂层的附着力。
简而言之,ISO12944中的"Sa2"等级指的是表面处理的程度,表示金属表面经过近乎完全的清理,以确保涂覆涂层能够更好地附着并提供更长久的防腐保护。
钢结构防腐保护(涂装)规范书
钢结构防腐保护(涂装)规范书C1231‐NACALA莫桑比克 2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行B1ET3100NA‐M‐02029_Rev_1_防腐保护10适用范围20 定义30操作和环境条件40 总体要求50表面处理60保护涂层的应用70热浸镀锌80粉末喷涂90质量保证质量控制100 防腐保护数据单110螺栓连接处的涂装和密封120 防腐保护数据单10适用范围为保证纳卡拉港煤炭港口项目的涂装工作对人员工具材料设备和服务的要求进行说明特制定本规范书适用于供应商工厂和项目现场工作30操作和环境条件31操作条件操作条件如 EG3000NA‐G‐02002操作和一般条件所述为方便供应商主要操作条件可以总结为防护涂层运用于露天场所上的设备该设备靠近盐水域位于莫桑比克纳卡拉港32环境条件环境条件如 EG3000NA‐G‐02001环境条件所述简单而言环境条件为恶劣的海洋环境40 总体要求41符合要求所有防腐保护操作需符合本规范书和下列相关的标准实施准则本文件中涉及的所有国内和国际标准也为本规范书的一部分如果文中提及某准则规范或标准则需参考该准则规范或标准的最新版本包括其附件增补版和修订版EG3000NA‐G‐02002 Vale 规范操作条件EG3000NA‐G‐02001 Vale 规范环境条件EG3000NA‐G‐02004 Vale 规范质量保证质量控制SABS064 SABS 涂装前的钢材表面处理C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行SABS0140 SABS 识别色的标记SABSISO1461 SABS 热浸镀锌涂层SABSISO840 SABS 质量保证质量管理术语SABSISO9002 SABS 质量体系生产安装和维修的质量保障模板SABSISO9004 SABS 质量管理质量体系要素第一部分指导方针SABS1091 SABS 国家油漆颜色标准SABS1217 SABS 涂装和粉末喷涂钢管生产的标准规范SABSM141 SABS 通过电磁通量或涡流型测厚仪检测油漆干膜厚度SABSM769 SABS 喷砂处理的待涂装表面的清洁度通过对灰尘和垃圾进行评估SABSM772 SABS 喷砂处理的待涂装表面的粗糙度由粗糙度测微规测定ISO12944‐51998 ISO 油漆和清漆通过防护性油漆体系进行钢结构的防腐保护381C‐1980 BS 识别颜色‐1967 SIS 喷砂表面BS318C BS 用于识别编号和特殊用途的颜色STD03‐11 英国国防部钢铁制品的磷化处理42 油漆涂层材料421供应商要求油漆涂装体系中的所有涂料需从同一供应商处采购承包方需将本规范中相关章节提供一份给油漆厂商油漆厂商需对涂料是否符合相关规范进行验证以确保所用涂料适合所需用途422 油漆的批准承包方需在投标书中将其计划采用的油漆详情提交给 Vale 只有在获得 Vale 书面批准后才允许进行下一步的油漆采购423 品牌或涂料的变更在未获得 Vale 书面许可的情况下不得对投标文件中的油漆品牌或涂料类型进行变更424容器的标识所有的涂装材料需在生产商原装容器中进行交付容器上需标示以下信息4241厂商名称4242产品品牌和参考号4243 生产批号以及生产日期4244 生产日期除非生产批号中已包含相关信息4245涂料储藏和使用的简要说明包括多组分涂料的混合比例最低涂装温度涂装方法最小和最大复涂间隔时间425批次放行证书在将产品准备发运往工作场所之前需提供每个产品的批次放行证书426数据单油漆厂商以最新版产品数据单的形式给出的使用建议或者出具以厂商为台头的建议文件需成为本规范书的一部分并需严格遵循如果厂商数据单和本规范书之间存在冲突则需提交 Vale 进行判断解决厂商代表的口头信息不作为参考依据除非经该公司在以其公司公司为台头的文件上进行书面确认并经该公司授权人员签名C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行427替代产品如果涂装方或厂商希望采用替代产品或涂料需要提交一份更换原因供 Vale 审批更换原因包括但不限于以下原因4271对客户的益处4272相关的产品许可方和技术支持服务4273 生产企业的地址经验和 ISO 质量等级评定4274详细的企业履历4275提供的履约保证4276 每个产品的生产商数据单43 保修期431 延长保修期供应商需在投标书中写明能为防腐涂层提供什么样的保修期需考虑延长保修期这样能为Vale 提供额外的保护如果延长保修期则需对保修期的条款进行详细说明432 无条件保修期Vale 建议的无条件保修期时长为从防腐涂层涂装之日起至少18 个月50表面处理51概述511基材情况防腐涂装前的基材情况需如每道防腐涂层规范中所要求512表面污染物待涂装表面若发现有污物或砂石油脂锈迹氧化皮或任何类型的蚀锈产物则该表面不得进行涂装513表面水分所有待涂装表面需干燥无水分除非另行说明防护涂层需涂装于干燥表面514表面清洁在涂装处理前需将待涂表面的所有油脂可溶性盐和空气腐蚀性污染物的痕迹完全清除干燥后立即进行涂装待涂表面需用合适的清洁液或去油液进行清理若因现场防腐保护需要Vale 要求进行层间清洗则需根据要求进行清洗除上述之外在发生污染的地方也需进行层间清洗采用饮用水毛刷和布进行清洁515氧化皮的清除所有钢材需通过喷砂处理的方式清除氧化皮516清洁后涂装所有清洁表面除搭接区域和留给现场焊接的区域外需在清洁后4 小时内涂装底漆不得将清洁后表面放置一夜后再进行涂装52 喷砂清理521相关标准喷砂表面的标准应根据瑞典业务规程 SIS‐1967 实施等级应根据防腐保护数据单中的说明即SA212522设备喷砂清理需采用相关适用的设备进行523 喷砂情况如果可行喷砂过程需在封闭喷砂车间内进行如果喷砂操作在现场或露天条件下进行则需确保不能在恶劣气候条件下进行喷砂C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行524 喷砂气体用于喷砂的气体需不含任何油体需在喷气管内安装炭粒型或其他类型脱湿器以确保喷砂气体的干燥度525 喷砂材料喷砂处理可以采用砂粒砂丸钢线粒或其他认可材料进行不允许使用沙子做喷砂材料526 喷砂后清洁在所有情况下喷砂清洁后需将喷砂表面的所有喷砂材料和灰尘进行吹除并保证在涂装前喷砂清洁表面不受到油脂铁锈或其他附着物的再次污染527表面粗糙度喷砂清洁后的表面粗糙度需达到以下要求表面类型最低粗糙度最高粗糙度Sa2 25 微米 45 微米Sa212 45 微米 75 微米528 喷砂清洁等级喷砂清洁所需的各等级在设备的项目相关的各防腐保护说明书中进行说明53钢刷清理531 目的本类目下钢结构和设施的所有表面需通过刮擦或钢刷清洗的方式清除所有锈迹氧化皮和有害物质532刷洗方法如果通过手动钢刷清理的办法可以保证清洗表面达到所需标准则可选用手动刷洗必要时需采用机械刷洗的方法533刷洗后清洁刷洗结束后需用干燥无油的压缩气体对表面的灰尘和其他杂质进行吹除保证表面清洁清洁表面需符合瑞典业务规程SIS‐1967等级 St3 标准54酸洗541在对专属设施如开关设备等进行涂装之前若需要进行酸洗作为表面处理的方法则酸洗过程需通过 Vale 审批酸洗之前需进行表面的除油酸洗之后需进行冲洗并在涂装前进行必要的干燥酸洗过程需清除所有锈迹氧化皮或其他有害物质60保护涂层的应用61涂装611表面情况若待涂装表面发现有油脂锈迹氧化皮蚀锈产物或其他任何类型的有害物质则不能进行涂装同时若待涂装潮湿或有水汽存在或上道涂层未干则同样不得涂装612涂装时间在相对湿度低于 85周围空气温度高于 7℃的情况下涂装需在表面处理后 4 小时内进行613环境条件要求需严格按照生产商在每道涂层的产品数据单中规定的所需环境条件的要求涉及基材温度环境温度和环境相对湿度进行涂装如果相对湿度大于 85或基材温度低于露点 3℃以上则不允许进行涂装作业614记录保存涂装施工方需对涂装作业进行记录和保留Vale 可能会根据需要让涂装施工方提供涂装记录C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行以核实涂装工作是否符合432 和 433 的要求615预涂所有的边缘角落螺栓孔和切割端部需在涂装二道涂层之前采用刷涂的方法进行预涂根据实际需要预涂可以是多涂一道底漆或者是多涂一道另外颜色的中间漆预涂的目的在于确保边缘角落达到最低所需的干膜厚度如相关新涂层及涂层维护规范书中规定预涂涂层的厚度不计入涂层体系的总厚度616 复涂间隔时间和固化时间需严格按照生产商产品数据单中推荐的复涂时间和固化时间执行并需对上述时间段的温度和相对湿度的环境条件有足够的关注617涂装工作涂装工作需尽可能采用无气喷涂的方式因为一些高成膜性高固含量的涂料只有通过喷涂的方式才能达到每道涂层的推荐漆膜厚度采用刷涂和辊涂方式可能会导致涂层漆膜厚度过低从而需要多涂一层漆承包方需明白在招标时已对涂装量进行限制追加油漆涂量的情况不具备现实可行性因此未作考虑618 喷涂设备选用的喷涂设备需适用于高质量的喷涂作业能够保证涂料喷涂均匀喷涂设备需配备适当的压力调节器和压力计选用的气帽通气针和喷气嘴需为喷涂油漆厂商推荐产品涂料的涂层数需统一619溶剂选用的稀释剂和溶剂需根据涂料厂商规定如果规定的稀释剂溶剂和清洗溶剂不一样则必须注意确保涂装时采用的涂料中只有稀释溶剂加入其中6110涂装后保护在涂装结束后需对已涂表面进行保护防止受到雨水灰尘或其他不利条件的影响Vale会对涂层是否受到上述因素的影响进行检查如有损坏承包方需进行修复纠正费用自行承担6111涂料容器的处理只有在涂料需要使用时方能将涂料容器打开在使用前事先通过机械搅拌器将所有涂装原料在容器内混合完毕涂料需在涂装过程中进行搅动以确保颜料处于悬浮状态6112干膜厚度范围为适应经核准的不同厂商的涂料产品规定了一个干膜厚度认可范围该干膜厚度范围如所需最低值和可接受的最高值会在相关的新作业或维护说明书中给出任何涂料产品的最大厚度值需依据该产品厂商的数据单如果干膜厚度读数超出规定范围之外会被拒绝接受并要求清除整道涂层并重新进行涂布涂层的干膜厚度需根据SABSMethod141 第 33 条进行测试校准工作需在平坦基准面上进行需记录的是真实读数而非平均读数6113 厚度要求不得发生单个读数低于规定最小厚度值的 90同时随机测量的厚度数值中不得有超过10小于规定的最小厚度值6114最大厚度如果膜厚超过了规定的最大厚度值并可能对涂层体系的完整性造成不利影响则采用厂商推荐的最大厚度值该推荐数值需由油漆厂商以书面形式提交 Vale 审核6115干膜厚度读数干膜厚度数值测量的频率按照 SABSMethod141 第 42 节中推荐频率进行C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行6116均匀涂布所有涂层需采用正确的方法进行均匀涂布并确保涂层平滑连续无破损无流挂或其他缺陷每道膜厚统一缝隙焊缝角隅边缘及其他类似表面在涂装中需特别注意保证膜厚达到规定6117颜色选择承包方在对油漆颜色进行选择的时候需考虑所规定的面漆颜色能通过一道涂层将下方涂层的颜色完全覆盖如果未能按照上述需要额外增加涂布面漆以达到颜色统一增加的油漆费用不由 Vale 承担6118合格涂装工本规范中规定的防护性涂装工作仅能由合格涂装工进行确定一名涂装工是否合格的评判依据是表面处理情况外观清洁度是否存在气孔起泡凹坑流挂重叠痕迹以及不必要的过度喷涂和刷痕其他评判依据包括搅拌过滤膜厚一致性灰尘和油脂及其他杂质的清除层间干燥时间以及对不涂装表面的保护措施6119 已涂底漆设备的储藏如果设备或结构钢构件已在车间内喷涂底漆并运至施工现场储藏或者在搭载前在施工现场进行了底漆的涂装需将该设备或结构钢构件置于高于地面至少 200mm 的搁凳或枕木上6120涂装场地的清洁涂装人员需负责对涂装场地进行清洁将施工产生的所有废料或垃圾定期清除6121火灾隐患根据 Vale 要求需采取必要的预防措施防止存放的现场材料产生火灾隐患需尽可能减少含油布料或被溶剂浸湿的布料的数量并将上述布料放于封闭容器中6122 空气质量用于喷砂处理或喷涂工作的空气需不含任何油脂水分和其他污染物6123 管道环形焊缝附近的涂装在进行焊后热处理 PWHT前不得对管道环形焊缝及其周边区域进行底漆或面漆的涂装如果需要进行焊后热处理则在该焊缝两侧预留出 50mm 不涂底漆6124破损的修补如果有涂装区域在运输合拢和其他操作过程中遭到损坏则需通过钢丝刷或砂纸清理并清除锈迹在进行修补前需对破损区域附近 20mm 内的完好涂层进行粗糙处理修补时需进行先前各道涂层的涂装除破损区域之外还需覆盖其周围20mm 内区域6125 隐蔽表面在进行隐蔽表面的涂装时可能需采用聚氨酯海绵隐蔽表面区域需完全涂装62车间内涂装621材料供应及其符合性承包方需提供所要求的材料并确保材料的应用严格遵守本规范书622表面处理和底漆涂布承包方需全权负责表面处理和底漆的涂布已涂底漆的表面需符合要求的最低干膜厚度623容器设备和结构钢的表面处理和底漆涂布容器设备和结构钢的表面处理和底漆涂布需由承包方在车间内进行除非由 Vale 另行同意624清洁和底漆涂布的要求所有在 15℃及以下工作的需要温度绝缘的设备以及所有未温度绝缘的设备需根据本规范C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行书第 16 章的表格进行清洁和涂布底漆625 管道的涂装如果管道承包方负责管段标号零件或直管段的面漆涂装工作管道需在完成合拢并通过所有特定测试之后根据车间内涂装的方法进行涂装626贴线标签已涂车间底漆的标号零件需采取贴线标签以方便区分线标签为镀锌金属标签标签上注明贴线编号标号零件号和无损探伤放行编号标签需用 15mm 宽04mm 厚的不锈钢带固定于管道上63现场防腐保护631条款本项的实施将根据 Vale 的现场防腐保护合同的条款进行632车间已涂底漆的表面在车间内已涂底漆的表面将进行检验检查是否存在涂装遗漏点或破损点如发现存在上述问题则需对此类区域进行彻底的清洁并补涂相应的底漆然后再涂布面漆633镀锌表面需对镀锌表面进行检验检查是否存在镀锌遗漏点或破损点所有的现场焊接焊缝以及所有在搬运装运储藏或合拢的过程中导致的磨损区域需根据新涂装工作规范进行彻底的清洁并补涂70热浸镀锌71符合性在所有情况下关于本规范中提到的热浸镀锌热浸镀锌处理物件的设计和施工均需符合SABSISO14713 或 HDGSA 提供的热浸镀锌设计挂图中提出的要求施工完成的物件进行热浸镀锌需符合 SABSISO146172平端管道所有的平端管道可以根据上述规范进行热浸镀锌但需提供夹具孔另外50mm NB 以上的管道可以根据SABSEN10240 热浸镀锌73检验要求所有需要热浸镀锌的零件需根据本规范书第 9 章质量保证和质量控制中提出的要求74镀锌材料的涂装如果要求对镀锌材料进行涂装保护则需先用镀锌铁预清洗剂对镀锌材料表面进行彻底清洗并用清水进行漂洗后给予时间充分干燥获得一个水膜不破表面预清洗剂需能够清除热浸镀锌板镀锌板制管和或热浸镀锌材料上的油脂和保护性树脂80粉末喷涂在特定情况下Vale 可能会要求对热浸镀锌和非镀锌钢结构和拼板结构进行粉末喷涂由于各个工厂进行本类型涂装的设备和设施类型差别很大目前尚未制定出详细的作业程序粉末喷涂程序和或方法需由 Vale 批准90质量保证质量控制91相关规范质量保证质量控制要求如 EG3000NA‐G‐02004质量保证控制要求中所述为方便供应商将主要要求总结如下92符合 ISO9000在进行供应商选择时将优先采用质量体系符合 ISO9000 质量管理体系要求的供应商93质量审核C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行Vale 会根据实际需要对防腐保护承包方进行质量审核以确保承包方具备必要的管理能力设施熟练员工和质量控制设备以在涂装工作中进行质量控制从而达到与规范要求一致94质量职责承包方需全权负责其工作和所用材料的质量同时 Vale 或其代表也会实施质量监督95材料质量承包方需从材料供应商处取得书面确认证明该选用材料符合规范并适合该用途96产品质量计划供应商需编制一份产品质量计划说明针对本合同将采用的程序和质量对策以符合规范要求该文件需与投标回函一同提交且需足够详细以便进行技术评估97检验和检测计划供应商需为本项目编制一份检验和检测计划与投标回函一同提交该计划需至少包括以下信息·防腐保护规范的批准·材料认证·标准或准备和完成检验和检测计划需提交 Vale 审批需考虑到将 Vale 的停工待检点和见证点纳入其中98检验981持续检查供应商需进行持续检查确保材料的涂装符合油漆厂商的指示以及防护涂层规范的要求982表面检查供应商需在涂布底漆和后续每道涂层的前后进行所有涂装表面的检查983干膜厚度供应商需根据要求检查每道涂层以及整个涂层系统的干膜厚度984膜厚测量设备膜厚测量需采用全电子型膜厚测量仪进行如果存在争议需采用PermascopeMKES8 全电子仪器进行最终检测985符合度占比在所有测得的厚度中需至少有 90的数值达到规范中指定的最低要求所有读数中低于规定值 10以上的读数不得超过 10986热浸镀锌物件关于热浸镀锌物件的检查需根据 SABSISO1641 中的规定进行实施987记录留存供应商需对进行的所有检验和检查的记录进行留存该记录的格式需与本规范文后附件检验一览表 Vale‐QC1 到 QC5相似其中QC5 是对所有检验活动的总结需为设备的各区域或实施的特定涂装工作提供检验一览表988记录留存的最低要求承包方可以使用自己的检验单但是该检验单需达到本规范中Vale‐QC1 到 QC5 中规定的最低要求989质量控制的费用质量控制的费用需包含于合同投标价中承包方需将检验中需使用的记录文件提交 Vale 审批9810检验权利承包方需给予Vale 对表面处理和每道涂层进行检验的权力以确保涂装工作根据规范进行C1231‐NACALA莫桑比克2 个堆料机和 2 个取料机结构和机械构件的制造涂装试装预装装配标示包装以及 FOB 交货的合同文件可选完全组装和空载试运行只有在检验工作完成且开具检验放行证明之后才能将钢结构管道工程或设备设施上的物件运往施工现场9811 结关单在将货物装运至施工现场之前供应商需负责申请 Vale 检验并获得了必要的结关单99监督991第三方监督机构Vale 可能会聘用一个技术合格的第三方机构代表 Vale 进行质量监督工作如有争议产生则以 Vale 的最终决定为准992监督权检验员需有权进入与原材供应和储藏涂装准备和涂装操作相关的承包方的所有厂区范围993设备和人力的提供承包方需负责提供必要的设备和人力协助监督人检查已涂待涂或正在涂装的表面994取样检验员可以对涂装工作中使用的材料进行取样如果样品经检验存在问题则需停止使用同批次的该材料并可能导致取消使用该批次的所有材料已使用该材料涂装的所有部件需重新涂装995破坏性试验为确保产品达到规范要求检验员可能需要采用破坏性试验受到破坏的区域需由承包方进行修补修补程度需达到 Vale 满意并不需 Vale 承担任何额外费用996监督费用如果承包方的工作未能通过检验或因承包方通知有误导致检验员未能开展检验工作则检验员的质量监督费用由承包方承担997检验员报告检验员需在每次检验时出具检验报告在每次监督检验完成以后检验员会将报告副本提供于承包方910数据手册9101交付时间在涂装工作完成以后承包方需向 Vale 提供一份数据手册其中需包括所有与工作相关的质量控制文件和记录9102编写本数据手册需至少包含以下内容。
iso12944-2

聚天门冬氨酸酯:聚天门冬氨酸酯可用标准的施工设备直接施工于金属表面,一道施工厚度150-250微米(6-10密耳),在中度腐蚀环境中(最高到C3,ISO12944-2)使用时,与两道漆施工相比,可以节约施工时间和劳动力成本。
基本介绍:聚天门冬氨酸酯可用标准的施工设备直接施工于金属表面,一道施工厚度150-250微米(6-10密耳),在中度腐蚀环境中(最高到C3,ISO12944-2)使用时,与两道漆施工相比,可以节约施工时间和劳动力成本。
聚天门冬氨酸酯是一种低VOC、高固含量的快干型底漆/面漆,同时提供优异的防腐保护和长效的保光保色性能-其他快干型、单道底漆面漆替代产品无法达到。
聚天门冬氨酸酯同样可以作为一种厚浆型,耐久性中间漆/面漆产品,施工于经认可的防腐底漆之上,在更加恶劣的腐蚀环境中使用,如ISO12944 C4和C5。
设计用途:聚天门冬氨酸酯尤其适用作为单道高性能面漆使用。
用作钢结构施工,减少涂层道数可以帮助提高生产量和生产效率。
快干和可提前搬运特征使其非常适合用于风塔、变压器、矿山设备和泵等对生产率和干燥时间要求较高的场合。
表面处理:聚天门冬氨酸酯所有待涂表面应清洁、干燥且无污染物。
涂涂覆前,所有表面应按照ISO 8504:2000标准进行评估和处理。
油和油脂应按照SSPC-SP1溶剂清理标准除去。
磨料喷砂喷砂清理至Sa2 (ISO 8501-1:2007) 或SSPC-SP6标准。
如果在喷砂清理与施工聚天门冬氨酸酯之间,已发生氧化现象,表面应再行喷砂清理至规定的图片标准。
喷砂清理过程暴露出来的表面缺陷,应打磨、填没或采用其它合适的方法进行处理。
建议表面粗糙度为50-75 微米(2-3 密耳)。
预涂有底漆的表面聚天门冬氨酸酯可以施工在经认可的防腐底漆之上。
聚天门冬氨酸酯该底漆表面应当干燥且无污染物,聚天门冬氨酸酯应在规定的覆涂间隔内施工(参见相关产品的产品说明书)。
破损的部位应当处理至规定的标准(如Sa2 (ISO 8501-1:2007)或SSPC-SP6)。
iso12944-2
Iso 12944系列标准以其卓越的有效性和实用性受到业主、涂料制造商和防腐蚀设计师的高度评价。
昨天,我们讨论了iso12944-1:2017与旧版本(1998)相比的变化。
今天,我们来看看第二部分的变化。
与1998年的旧版本相比,iso12944-2:2017的主要变化如下:
对于大气腐蚀性水平,增加cx 极端环境,不再区分工业环境和海洋环境。
对于海水浸泡和埋藏的腐蚀程度,im2是指没有阴极保护的海水浸泡或咸水环境中的腐蚀程度,im4是指有阴极保护的海水浸泡或咸水环境中的腐蚀程度。
其他变化包括: ー更新了资料(参考)附录; ー增加了4.2.1一般规则; ー更正了表1中的项目; ー更新了参考文献; ー修改了原文。
结构件的腐蚀不仅影响设备的外观,而且影响其正常工作或造成重大安全事故。
根据大量的实践研究,对工程中的腐蚀环境进行了分类。
这样,只要产品工作环境的腐蚀分类明确,就相当于明确了产品的防腐蚀要求和试验要求,也是产品防腐蚀设计和质量验证的重要依据。
以下是产品设计中常用的几种腐蚀环境分类和试验标准的简要概述。
该标准具体规定了防腐耐久性的范围不是质量保证时间,只是从技术方面考虑,以帮助业主制定相应的维修计划,质量保证时间通常低于标准范围。
中文版ENISO-12944-1
ÍST EN ISO 12944-1:1998Gildistaka 1.11.1998ICS: 87.02油漆和清漆――构件防腐之防护漆――第一部分:基本介绍欧洲标准EN ISO 12944-11998年05月ICS 87.020描述词:见ISO文件中文版油漆和清漆——构件防腐之防护漆——第一部分:基本介绍(ISO 12944-1:1998)本欧洲标准于1997年06月16日通过欧洲标准化委员会(CEN)的批准。
CEN成员必须要遵守CEN/CENELEC的内部规定,该规定对赋予本欧洲标准以一种国家标准地位的条件进行了明确的规定,其内容未做任何修改。
有关这些国家标准的最新目录和文献资料参考可在提交给管理中心或任何CEN成员国的申请表中看到。
本欧洲标准有三种语言的正式版本(英语、法语、德语)。
经CEN成员国翻译为其本国语言的任何其他语言版本的该欧洲标准,经通报管理中心之后,将具有与原正式版本同样的效力。
欧洲标准化委员会(CEN)成员由各国的国家标准机构组成,包括:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡公国、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN欧洲标准化委员会管理中心:rue de Stassart,36 B-1050 Brussels©1998 CEN 本标准的任何形式、任何方式的使用权利参考编号:EN ISO 12944-1:1998 E 由全球的CEN国家成员所有。
EN ISO 12944-1:1998序ISO 12944-1:1998的编制工作由国际标准化组织(ISO)技术委员会的ISO/TC 35“油漆和清漆”部门负责,同时就此与欧洲国际化标准组织(CEN)技术委员会的CEN/TC 139“油漆和清漆”部门开展合作,其秘书处由DIN担任。
本欧洲标准应具有国家标准的地位,并最迟于1998年11月通过发表相同的标准内容或通过背书方式予以确立该地位,并且最迟到1998年11月,任何内容相冲突的国家标准都应进行取消。
防腐漆-ISO12944
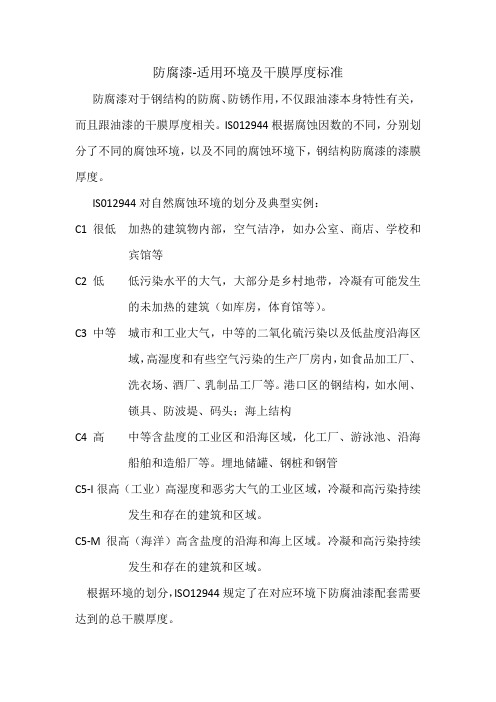
防腐漆-适用环境及干膜厚度标准
防腐漆对于钢结构的防腐、防锈作用,不仅跟油漆本身特性有关,而且跟油漆的干膜厚度相关。
IS012944根据腐蚀因数的不同,分别划分了不同的腐蚀环境,以及不同的腐蚀环境下,钢结构防腐漆的漆膜厚度。
IS012944对自然腐蚀环境的划分及典型实例:
C1 很低加热的建筑物内部,空气洁净,如办公室、商店、学校和宾馆等
C2 低低污染水平的大气,大部分是乡村地带,冷凝有可能发生的未加热的建筑(如库房,体育馆等)。
C3 中等城市和工业大气,中等的二氧化硫污染以及低盐度沿海区域,高湿度和有些空气污染的生产厂房内,如食品加工厂、
洗衣场、酒厂、乳制品工厂等。
港口区的钢结构,如水闸、
锁具、防波堤、码头;海上结构
C4 高中等含盐度的工业区和沿海区域,化工厂、游泳池、沿海船舶和造船厂等。
埋地储罐、钢桩和钢管
C5-I很高(工业)高湿度和恶劣大气的工业区域,冷凝和高污染持续发生和存在的建筑和区域。
C5-M很高(海洋)高含盐度的沿海和海上区域。
冷凝和高污染持续发生和存在的建筑和区域。
根据环境的划分,ISO12944规定了在对应环境下防腐油漆配套需要达到的总干膜厚度。
最新版ISO12944标准解读(第4部分:ISO12944-4:2017表面类型和表面处理)

最新版ISO12944标准解读(第4部分:ISO12944-4:2017表面类型和表面处理)ISO 12944 系列标准因其优异的有效性和实用性,受到世界各地的业主、涂料商和防腐蚀设计人员等的良好赞誉。
我们已经学习了第1部分(总则)、第2部分(环境分类)及第3部分(设计考虑),并对新旧版本对比变化进行了说明。
ISO12944-4:2017 这一部分介绍了需要防腐蚀保护的不同底材表面类型,并给出了对这些表面进行化学和机械处理的一些信息。
它涉及了表面处理等级、表面轮廓(粗糙度)、表面处理级别评定、已处理钢材的暂时保护、进行了暂时保护的钢材进一步涂漆前的准备、金属涂层的表面处理以及环境因素等。
它尽可能地参考了有关涂装涂料和相关产品前钢材表面处理的国际标准。
应该说ISO12944-3:2017 和老版相比,变化不大,几点主要变化如下:—删除了未用在此部分的术语和定义;—资料性附录进行了更新;—增加了5.6条“经过化学处理的表面”;—增加了6.2.8条“化学处理”;—删除了火焰清理的相关内容;—附录C进行了重组,包含了两个表面,分别为“外来层和外来物质”和“原生层和污染物”;—更新了参考文献;为方便大家阅读和比较,我已将变化部分文字设置成了黄色底纹。
我已将此部分译成了中文,若有业内朋友需要,请按以下程序索取:1、点下面的“赞赏”,5元发中文,10元以上发中英文;2、右下端点写留言,留下你的邮件地址。
3、苹果手机用户可向支付宝账户(138****8870)转账并留言邮件地址。
需要说明的是,该版系由BSEN12944-3(英国版)而非ISO官方版翻译而来,可能有和ISO官方版不一致的地方。
另,由于译者水平有限和语言的差异性,疏忽、遗漏乃至错误之处在所难免,所以建议读者对有疑问之处多对照英文原版,以免误解。
如能向译者指出错误之处以便更正,将令译者十分感激。
参考阅读:最新版ISO12944标准解读(第1部分:ISO12944-1:总则)最新版ISO12944标准解读(第2部分:ISO12944-2:环境分类)最新版ISO12944标准解读(第3部分:ISO12944-3:设计考虑)解析ISO 12944标准(四、表面类型和表面处理)ISO标准-关于表面处理和涂装的标准目录大全影响防腐蚀涂层质量和寿命的因素。
ISO12944在钢筋结构防腐方面的应用
Product 产品
EP(Zn) Barrier 77 环氧富锌 环氧富锌底漆
NDFT m
60
EP
Penguard Primer SEA
环氧
快干环氧
50
PU
Hardtop XP
聚氨酯
脂肪族聚氨酯
50
Total NDFT 160
Jotun Protective Coatings
•环氧,聚氨酯漆
•富锌底漆 (NDFT 60微米)
–环氧富锌 –无机富锌
•其它底漆(NDFT 80微米)
Jotun Protective Coatings
Jotun Protective Coatings
ISO 12944 怎样制订防腐蚀涂料系统?
Jotun Protective Coatings
Jotun Protective Coatings
ISO 12944
Paints and varnishes – Corrosion Protection of Steel Structures by Protective Paint Systems 色漆和清漆–防腐蚀涂料的钢结构腐蚀保护
Jotun Protective Coatings
240 240(Zn) 300
240
280 320 320-400 320- 400 -500
Jotun Protective Coatings
第 3步 选择符合 ISO 12944 的系统
Jotun Protective Coatings
ISO 12944-2 C2 高耐久性 (> 15年)
Product 产品
ISO 12944是规定钢结构的涂层防腐系统的标准
ISO 12944是规定钢结构的涂层防腐系统的标准(Corrosion protection of steel structures by protective paint systems),为工程师、工程顾问、工程承包方以及涂层的供应商提供了全面的有关涂层防腐的指导。
ISO 12944 共分为8 个部分定义了涂装系统的“防腐年限(Durability)”定义了环境的“腐蚀等级(Corrosion Categories)”为选择涂装系统提供了指导表示为 3 个年限低低(Low) 2 至 5 年中(Medium)5 至15 年高(High) 大于15 年C4 H表示腐蚀环境为高盐度的工业地区和中等盐度的海岸地区,比如化工厂,游泳池,海船和船厂等在这种环境下,仅靠电镀或静电喷涂是难以达到15年以上的防腐寿命的,根据ISO12944第 5 部分–防护涂装系统可以进行涂层系统的设计厚度/ 预期防腐年限类别 DFT 范围(µm) (含富锌底漆)最小dft (µm) 预期防腐年限C2 80 低(2-5 年)80 –120 中(5-15 年)160 –200 80 高(>15 年)C3120 –160 低(2-5 年)160 –200 80 中(5-15 年)200 –240 160 高(>15 年)C4 160 –200 160 低(2-5 年)200 –240 200 中(5-15 年)240 –320 240 高(>15 年)C5IC5M 200 低(2-5 年)160 –240 160 中(5-15 年)280 –400 280 高(>15 年)一般涂层系统由底漆,中层漆和面漆三道涂层组成,在此腐蚀环境下,通常选用的油漆有:富锌底漆,环氧中层漆盒聚氨酯面漆。
1. ScopeThis International Standard specifies requirements for thickness corrosion resistance and mechanical and physical properties of non-electrolytically applied zinc flake coatings steel fasteners with metric threads.If applies to both coating with of without chromate.If fasteners with metric thread with pitch below 0.8mm ( 〈 MS )or fasteners with small internal drives or cavities are to be coated. special agreement between supplier and purchaser is required.Coatings according to this international Standard may also be applied to steel screws which from their own mating threads sush as wood screw, self tapping screws,self drilling screw,thread cutting screws and thread rolling screws as well as to non-threaded steel parts sush as washers and pins.They may be similarly applied to steel fasteners with other types of thread.Coatings according to this international Standard can be supplied with integral lubricant and/ or with an externally added lubricant.2. Normative referencesThe following normative documents contain provisions which,through reference in thistest,constitute provisions of this international Standard. At the time of publication,the editions indicated were valid. All normative documents are subject to revision. and parties to agreements based on this international Standard are encouraged to investigate the possibility of applying the most recent editions of the normative documents indicated below. For undated references, the latest edition of the normative document referred to applies. Members of ISO and IEC maintain registers of currently valid International Standard.ISO 898-1 :1989Mechanical properties of fastener . Bolts, screws and studsISO 1502 :1978ISO general purpose metric screw thread-GaugingISO 1463 :1982Metallic and oxide coatings-Measurement of coating thickness-Microscopical methodISO 6988 : 1085Metallic and other non-organic coatings-Sulfur dioxide test with general condensation of moisture ISO 8991 : 1986Designation system for fastenersISO 9227 : 1990Corrosion tests in artificial atmospheres-salt spray testISO/DIS 15330 : 1997Fasteners-Preloading test for the detection of hydrogen embitterment-Parallel bearing surface method3. DefinitionNon -electrolytically applied zinc flake coating( with or without integral lubricant)A coating which is produced byapplying on the surface of a fastener a zinc flake dispersion,possibly with addition of aluminum flakes .in a suitable medium which under influence of heat(curing)generates a bonding of the flakes and between flakes and the substrate thus forming a sufficiently electrically conduction inorganic surface coating to ensure cathode protection. The coating may or may not contain chromate.4. GeneralIt is a characteristic df this type of coating that no hydrogen which could be absorbed by the parts is generated during the coating process. Therefore, by using pretreatment cleaning methods which do not generate nascent hydrogen (for example blast cleaning),there is not risk of hydrogen embitterment form the surface preparation procedure.If cleaning methods are applied which could lead to hydrogen absorption (such as cleaning).then for fasteners which 8 hardness above 365 Hv in process control shall be conducted to ensure that the process with regard to hydrogen embroilment is under control. This can be done by a preload test according to ISO 15330However it should be noted that a non electrolytically applied zinc flake coating has a high permeability for hydrogen which during the curing process, allows effusion of hydrogen which may have been absorbed before the coating process.5.Dimensional requirements and testingThe applicability of coating to ISO metric threads is limited by the fundamental deviation of the threads concerned as given in table 1 and, hence, by the pitch and tolerance positions. The coating shall not cause the zero line(basic size)to be exceeded in the case of external threads, nor shall it fall below in the case of internal threads. this means that for an internal thread of tolerances position H, a measurable coating thickness can only be applied to the thread if the tolerance zone is not taken up to the zero line(basic size).After coating, ISO metric screw threads shall be gauged according to ISO 1502 with a GO-gauge of tolerance position h for external threads and H for internal threads. When gauging the coated thread a maximum torque of 0,001 d3. (N.m)is acceptable, where d is the nominal thread diameter in min.Other product dimensions apply only before coating.NOTE Care should be exercised where relatively thick coatings may affect dimensions with small tolerances such as internal drives or small nuts, in these cases agreements shall be made between the supplier and the purchaser.Table 1 - Theoretical upper limits of coating thickness for ISO metric threadsIf a minimum coating thickness( t min)is required in order to achieve a specified corrosion resistance (see clause 6)the range of the coating thickness has to be taken into consideration which is approximately the same as the minimum coating itself. Therefore the maximum coating thickness to be expected is twice as much as the required minimum coating thickness see table 2. The minimum fundamental deviation required for a specified minimum coating thickness which is 4 t max (or 8 t min )is also given in table 2.Table 2 -Coating thickness and required fundamental deviationIf for a given pitch the fundamental deviation as given in table 1 is not sufficient to allow for the required minimum coating thickness then.--either the tolerance position of the thread has to be changed ( e.g.f instead of g )--or the tolerance within the given tolerance field has to be restricted such that the thread has to be manufactured at the upper limit for the internal thread or at the lowerlimit external thread of the respective tolerance.Required minimum local coating thickness to achieve specified corrosion resistance are given in table 3.If the minimum local coating thickness is specified (see table 3) it may be measured by magnetic or X ray techniques. In the case of dispute the referee test shall be the microscopical method as described in ISO 1463. The surfaced to be used for thickness measurements are those given in figure1 Measuring areaFigure 1 --Measuring area for coating thickness measurement on threaded fasteners6 Testing of corrosion protectionThe neutral salt spray test according to ISO9227 is used to evaluate the quality of the coating. The test is applied to coated parts which are in the as delivered condition. Performance in the test cannot be related to corrosion protection behavior in particular service environments.NOTE In normal cases the coating shall be defined by specifying the test duration for neutral salt spray test according to table 3. see example 1 in clause 9.After the neutral salt spray test with a test duration according to table 3 there shall be no visible ferrous(red) corrosion attack on the base metal.Table 3 -- Test duration ( Neutral salt spray test )7. Mechanical and physical properties and testing7.1GeneralThe coating process shall not adversely influence the mechanical and physical properties of fasteners as specified in the relevant ISO Standards.Consideration shall be given by the manufacturer supported by testing if necessary. to determine whether the curing temperature and duration as specified by the coater are suitable foe the particular type of fastener to be coated.7.2 AppearanceThe colour of the coating is silver grey. The coated fastener shall be free from blisters, localized excess coating and uncoated areas which may have adverse effects on corrosion protection and fitness for use.Special techniques may be necessary to avoid excess coating or uncoated areas with parts such as washers. nuts and recess drive screw.7.3 Temperature resistanceAfter heating the coated fasteners for 3 hours at 150℃(part temperature) the corrosion resistance requirements as specified in clause 6 shall still be met.7.4 DuctilityAfter loading the coated fastener with the proof load specified in ISO 898-1 the corrosion resistance as specified in clause 6 shall still be met in areas other than where thread engagement has occurred. This requirement applies to bolts. screws and studs with metric thread only.7.5 Adhesion/ cohesionIf an adhesive tape with an a dhesive strength of (7 N ± 1 N) per 25 mm width is pressed by hand on the surface and is subsequently pulled off jerkily and perpendicularly to the surface. the coating shall not be peeled off the base metal. Small amounts of the coating material sticking on the tape are acceptable.7.6 Cathodic protectionThe cathodic protection capability of the coating can be tested by making the salt spray test according to be clause with a specimen which is scratched to the base metal, the scratch having a width of max.0.5 mm. After the salt spray rest of 72 h there shall be no red rust in the scratched area.7.7 Torque/tension relationship for coatings with integral lubricant or externally added lubricant The requirements for torque/tension shall be agreed between the manufacturer and purchaser.8. Applicability of tests8.1 GeneralAll requirements given in the clause 5, 6 and 7 apply as far as they are general characteristics of the coating or are separately specified by the customer. The tests included in clause 8.2 shall be carried out for each lot of fasteners. The tests included in clause 8.3 are not intended to be applied for each fastener lot, but are used for in process control.8.2 Tests mandatory for each lot--Gauging of threads ( 5 )--Appearance ( 7.2 )--Adhesion/cohesion ( 7.5 )8.3 Tests to be made for in process control--Neutral salt spray test (6)--Temperature resistance ( 7.3 )--Ductility ( 7.4 )--Cathodic protection ( 7.6 )8.4 Tests which are only to be made when specified by the customer-- Coating thickness ( 5 )--Torque/tension relationship for coating with integral lubricant ( 7.7 )9. DesignationThe designation of the coating shall be added to the product designation in accordance with the designation system specified in ISO 8991 using the symbol flZn for non-electrolytically applied zinc flake coating, a figure for the required duration of salt spray test in hours and, if necessary,the specification for a coating with chromate(yc) or without chromate (nc).EXAMPLE 1 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating(flZc), with a required duration of salt spray test of 480 h:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZn - 480hif a coating with integral lubricant is required,the letter L shall be added to the designation after the symbol for the zinc flake coating:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnL - 480hif a coating with a subsequent lubrication(external lubricant) is required, the letter L shall be added at the of the designation:Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZn - 480h - LEXAMPLE 2 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating without chromate flZnnc, with a required duration of salt spray test of 480 h: Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnnc - 480hEXAMPLE 3 Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc flake coating with chromate flZnyc, with a required duration of salt spray test of 480 h: Hexagon head bolt ISO 4014 - M12 X 80 - 10.9 - flZnyc - 480h10. Ordering requirementsWhen ordering threaded parts to be coated according to this International Standard, the flowing information shall be supplied to the coater:a) THe reference to this International standard and the coating designation(see clause 9).b) The matrial of the part and its. condition, e.g. heat treatment, hardness ororder properties, which may be influenced by the coating process..c) Thread tolerances if different from the product standardd) Performance(torque/tension, coefficient of friction, sealing) and the testmethods for integrally lubricated or supplementary lubricated coating shallbe agreed between the manufacturer and purchaser.e) Tests to be carried out, if any(see clause 8)f) Sampling。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Paints and varnishes
Corrosion protection of steel structures by protective paint systems
Part 2: Classification of environments (ISO 12944-2 : 1998)
Peintures et vernis – Anticorrosion des structures en acier par systèmes de peinture – Partie 2: Classification des environnements (ISO 12944-2 : 1998)
CEN members are the national standards bodies of Austria, Belgium, the Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, the Netherlands, Norway, Portugal, Spain, Sweden, Switzerland, and the United Kingdom.
© 1998. CEN – All rights of exploitation in any form and by any means reserved worldwide for CEN national members.
Ref. No. EN ISO 12944-2 : 1998 E
Page 2 EN ISO 12944-2 : 1998
12.98
EN ISO 12944-2
May 1998
ICS 87.020 Descriptors: Paint coatings, corrosion protection, structural steelwork, classification, environments.
English version
A comma is used as the decimal marker.
National foreword
This standard has been published in accordance with a decision taken by CEN/TC 139 to adopt, without alteration, International Standard ISO 12944-2 as a European Standard. The responsible German body involved in its preparation was the Normenausschuß Anstrichstoffe und ähnliche Beschichtungsstoffe (Paints and Varnishes Standards Committee), Technical Committee Korrosionsschutz von Stahlbauten. DIN EN ISO 12944-1 is the standard corresponding to International Standard ISO 12944-1 referred to in clause 2 of the EN.
introduction (ISO 12944-1 : 1998)
EN comprises 12 pages.
© No part of this standard may be reproduced without the prior permission of
Ref. No. DIN EN ISO 12944-2 : 1998-07
ÈÉË
European Committee for Standardization Comité Européen de Normalisation Europäisches Komitee für Normung
Central Secretariat: rue de Stassart 36, B-1050 Brussels
DEUTSCHE NORM
Corrosion protection of steel structures by protective paint systems
Part 2: Classification of environments (ISO 12944-2 : 1998) English version of DIN EN ISO 12944-2
The European Standards exist in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the official versions.
Previous editions DIN 55928: 1956-11, 1959-06x; DIN 55928-1: 1976-11, 1991-05.
National Annex NA Standard referred to
(and not included in Normative references and Annex ZA) DIN EN ISO 12944-1 Corrosion protection of steel structures by protective paint systems – Part 1: General
July 1998
{ EN ISO 12944-2
ICS 87.020; 91.080.10
Descriptors: Paint coatings, corrosion protection, structural steelwork, classification, environments.
Beschichtungsstoffe – Korrosionsschutz von Stahlbauten durch Beschichtungssysteme – Teil 2: Einteilung der Umgebungsbedingungen (ISO 12944-2 : 1998)
Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Central Secretariat or to any CEN mestitut für Normung e. V., Berlin.
English price group 09 Sales No. 1109
Beuth Verlag GmbH, D-10772 Berlin, has the exclusive right of sale for German Standards (DIN-Normen).
Foreword
International Standard ISO 12944-2 : 1998 Paints and varnishes – Corrosion protection of steel structures by protective paint sys-
tems – Part 2: Classification of environments, which was prepared by ISO/TC 35 ‘Paints and varnishes’ of the International Organization for Standardization, has been adopted by Technical Committee CEN/TC 139 ‘Paints and varnishes’, the Secretariat of which is held by DIN, as a European Standard. This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, and conflicting national standards withdrawn, by November 1998 at the latest. In accordance with the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, the Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, the Netherlands, Norway, Portugal, Spain, Sweden, Switzerland, and the United Kingdom.