卷料长度计算公式
卷纸复卷直径计算公式

卷纸复卷直径计算公式
一、设卷纸复卷总直径为D,卷芯直径为d,那么对应的半径分别为D/2及d/2;
设卷纸复卷展开成板材时的厚度为h,长度为l,则:
l·k=π.(D·D-d·d)/4
上式中,
l·k代表图中板材展开后的侧面积,即,图中对应的阴影部分的面积;
等号右边的部分代表的是半径为D/2圆与半径为d/2的圆的面积差;
这两个面积近似相等。
二、卷纸复卷直径计算公式为:
工字轮外径D1,内径D2,当前重量D3,满轮重量D4。
三、D=卷纸复卷最小直径线速度/卷纸筒转速
卷纸复卷直径计算公式为:
15秒的卷纸复卷径变化计算公式
当前卷径=√前次卷径2±料厚×线速度×100/314
1分钟的卷纸复卷径变化计算公式
参考公式:D1=√D2+4TV/3.14
公式中:D1=当前卷径;D=前次卷径㎜;T=料厚μm;V=线速度m/min。
轧钢等轧制力_张力等常用公式
轧钢等轧制力_张力等常用公式一、轧制力公式轧制力是指在轧制过程中作用在钢坯上的力,其值取决于轧制设备、轧制工艺以及钢材的性能等多个因素。
根据轧制道次的不同,轧制力可以分为出钢较大的大伞轧制力和轧制截面较小的等压轧制力。
1.大伞轧制力公式大伞轧制力可以通过下述公式计算:F=C*A*ε^n其中,F为轧制力,C为轧制常数,A为轧制面积,ε为轧制变形,n 为材料参数。
2.等压轧制力公式等压轧制力的计算公式如下:F=k*A*ε其中,F为轧制力,k为轧制系数,A为轧制面积,ε为轧制变形。
二、张力公式张力是指钢坯或钢材在轧制过程中受到的拉力或压力。
张力的计算需要考虑到轧机设备、辊系参数、钢材特性等因素。
根据不同的情况和轧制阶段,可分为初始弯管段、断弯段和平整段的张力公式。
1.初始弯管段张力公式初始弯管段张力通过下述公式计算:T=K1*F/D其中,T为张力,K1为系数,F为轧制力,D为卷料直径。
2.断弯段张力公式断弯段张力计算公式为:T=K2*F*L/D其中,T为张力,K2为系数,F为轧制力,L为卷料长度,D为卷料直径。
3.平整段张力公式平整段张力计算公式为:T=K3*F*L/D其中,T为张力,K3为系数,F为轧制力,L为卷料长度,D为卷料直径。
三、常用系数和参数在轧制力和张力计算中,系数和参数的取值与轧机设备、钢材特性和轧制工艺有关,需要根据实际情况进行调整。
一般来说,可以通过试验或根据经验进行确定。
1.轧制常数C和材料参数n的取值:C:一般通过实验确定,可通过试验数据进行计算。
n:一般与钢材的屈服强度和硬度有关,一般取值为0.15-0.22.轧制系数k的取值:k:可通过试验或根据经验确定,取值一般为0.1-0.33.系数K1、K2和K3的取值:K1、K2和K3:取值一般为0.5-0.7通过上述公式和参数的计算和调整,可以较为准确地估计轧制力和张力,在轧制过程中对设备进行控制和调整,保证轧制过程的质量和效率。
面料四分钟计算分数

面料四分钟计算分数面料四分制计算分数计算方法:单卷评分数=扣分数/码长*100平均评分法=总扣分数/总码长*100接受范围:每一百直线码50分以下为A等,50分以上为B等计算方法:每卷布验好后,可将所得的分数加起来,用以下的公式计算出每卷布在每100平方码的分数单卷面料每100平方码的评分数=扣分数*3600/(受检码数*有效门幅英寸)平均100平方码的评分数=(总扣分数*3600)/(总受检码数*平均有效门幅英寸)计算结果精确到小数点后一位。
接受范围:单卷每100平方码40分以下为A等,40分以上为B 等,所有检验布匹的平均分低于每100平方码28分,以上条件需同时满足,即使单卷低于每100平方码40分,但所有检验布匹仍大于每100平方码28分的话,结论亦判定为不合格。
不同的面料可以有不同的合格分数要求,合格的分数也可以由采购商和供应商协定后指定。
02四分制使用原则所有经纬向疵点的扣分不超过4分;连续/循环疵点(>9inches)每码扣4分;破洞、窄幅拼匹、缝头及其他全幅性疵点扣4分;对于严重的疵点,每码疵点将被评为4分,如无论直径大小,所有的洞眼都将被评为4分,任何大于针孔的洞均扣4分;对于连续出现的疵点,如:横档、边至边色差、窄幅或不规则布宽、折痕、染色不均匀的布匹每码疵点应扣4分;对于幅宽大于64-66英寸的织物,其直线码评分中每码扣分可以按照比例增加大于4分;除破损外,两边布边一英寸范围内疵点不计分;疵点长度按经或纬最大方向量算,两种或以上疵点混合在一起时,以最大的疵点单位计算;除非特殊规定,通常只需检验布的正面,平纹织物以交班印一面为正面,斜纹织物中纱织物以左斜为正,线织物以右卸为正,缎纹织物以缎面为正,复合织物要事先与客人确认。
勿混淆正反面。
如织物反面有疵点影响到正面效果的视影响程度评分;断续或分散间距较小的疵点,如果分别计量评分大于全部计量评分的,按全部计量分算;条的计算方法:一个或机关纬(经)向疵点,宽度在去公分以内的按一条评分,超过1公分的每一公分为一条,不足的按一公分算。
常用包装材料计算公式

常用包装材料计算公式
包装材料计算公式是根据包装物品的尺寸、重量和包装材料的特性来
确定所需的包装材料的数量和尺寸。
下面是一些常用的包装材料计算公式:1.纸箱的计算公式:
纸箱数量=(物品尺寸+指定缝合尺寸)/纸箱尺寸
纸箱尺寸=物品尺寸+指定缝合尺寸
2.气泡膜的计算公式:
气泡膜长度=物品长度+额外长度
气泡膜宽度=物品宽度+额外宽度
气泡膜数量=(物品数量×(气泡膜长度+额外长度))/气泡膜长度
3.缓冲填充物的计算公式:
填充物数量=(纸箱体积-物品体积)/填充物体积
4.伸缩膜的计算公式:
伸缩膜长度=(物品尺寸+指定缠绕尺寸)×包装转数
伸缩膜数量=伸缩膜长度/伸缩膜每卷长度
5.拉伸膜的计算公式:
拉伸膜长度=(物品尺寸+指定拉伸尺寸)×包装转数
拉伸膜数量=拉伸膜长度/拉伸膜每卷长度
6.纸带的计算公式:
纸带数量=物品数量×包装周长
7.缠绕膜的计算公式:
缠绕膜长度=(物品长度+指定缠绕长度)×包装转数
缠绕膜数量=缠绕膜长度/缠绕膜每卷长度
这些公式是根据一般情况下的平均值计算得出的,实际使用时还需要根据具体情况进行调整。
另外,不同的包装材料供应商可能会有不同的规格和计算方法,建议与供应商进行详细沟通,以确保精确计算和订购所需的包装材料。
卷材(油毡)用量计算原理
卷材(油毡)用量计算原理
卷材(油毡)用量计算原理通常根据以下几个因素来进行计算:
1. 面积:卷材所需的面积是计算卷材用量的基础。
一般来说,卷材的长度和宽度都会经过测量,并且会加上一定的裕量用于切割和连接。
2. 厚度:卷材的厚度对用量的计算也有影响。
厚度越大,所需的材料就越多,因此需要将卷材的厚度纳入计算。
3. 浪费量:在施工过程中,由于切割和连接等原因,卷材会产生一定的浪费量。
这个浪费量需要考虑在用量计算中。
4. 材料价格:不同类型的卷材价格不同,因此计算用量时需要将材料价格纳入考虑。
根据以上因素,可以使用以下公式计算卷材用量:
卷材用量(平方米)= 面积x 厚度x (1 + 浪费率)
在计算中,需要确定面积、厚度和浪费率。
材料价格可以用来计算总成本。
冷轧卷重量计算范文

冷轧卷重量计算范文冷轧卷是一种通过冷轧工艺处理的带状金属材料卷材,广泛应用于制造各种机械设备、汽车、船舶、建筑材料等行业。
正确计算冷轧卷的重量对于材料采购和管理至关重要。
本文将介绍冷轧卷重量计算的方法和相关知识。
一、卷材重量的计算公式冷轧卷的重量计算公式可以根据卷材的尺寸(宽度、厚度和长度)、密度和卷材数量来确定。
一般使用以下公式进行计算:卷材重量(kg)= 宽度(mm)× 厚度(mm)× 长度(m)× 密度(kg/mm³)其中,宽度是卷材的宽度,厚度是卷材的厚度,长度是卷材的长度,密度是卷材的材料密度。
这个公式计算出来的重量是卷材的理论重量。
二、冷轧卷材的尺寸测量在计算冷轧卷的重量之前,需要准确测量卷材的尺寸。
以下是常见的测量方法:1. 宽度测量:使用卷尺或卷材宽度测量仪器测量卷材的宽度,通常以毫米(mm)为单位。
2. 厚度测量:使用厚度测量仪器或卷材厚度测量仪器测量卷材的厚度,通常以毫米(mm)为单位。
3.长度测量:使用卷尺或测长仪器沿卷材的长度方向测量卷材的长度,通常以米(m)为单位。
三、冷轧卷材密度的确定冷轧卷材的密度是计算其重量的重要参数,不同材料的密度也不同。
以下是一些常见冷轧卷材的密度数据(以g/cm³ 为单位):1. 碳钢板密度为7.85 g/cm³2. 不锈钢板密度为7.93 g/cm³3. 镀锌钢板密度为7.14 g/cm³4. 铝板密度为2.7 g/cm³5. 铜板密度为8.96 g/cm³根据实际情况,选择相应的材料密度进行计算,以确保计算出的重量准确。
四、案例分析以下以冷轧碳钢卷为例,示范冷轧卷重量的计算过程。
假设有一卷冷轧碳钢卷,其宽度为1200mm,厚度为2mm,长度为100米。
根据上述公式和碳钢板的密度7.85 g/cm³,可以进行如下计算:卷材重量(kg)= 宽度(mm)× 厚度(mm)× 长度(m)× 密度(kg/mm³)= 1200mm × 2mm × 100m × 7.85 g/cm³五、注意事项1.在实际应用中,需要根据具体的材料密度和尺寸来进行重量计算,以确保结果准确。
铁皮卷长度计算公式

铁皮卷长度计算公式钢卷的长度计算公式的各方面内容:外墙材料铝单板价格计算公式在没有工程图纸的情况下,外墙材料铝单板厂家给出的价格通常是一个预估价格,那么用户要如何计算外墙材料铝单板厂家给出的价格?其实厂家给出的外墙材料铝单板价格包含三个方面。
1、铝板价格:铝锭买卖是属于金属交易,不同地区的铝锭价格不同造成生产出来的铝板成本价格不同。
以广东地区为例,这里的铝板生产价格通常是根据南海灵通的当天铝锭价加上3000元左右的铝板加工费。
2、钣金费用:厂家给出的外墙材料铝单板价格通常是按平板来算的,现在广东地区平板的加工费为的每平方25左右,折弯费8刀含8刀的加10元每平方米,焊接10cm或以上的加工费为10元每平方米。
以及角钢:每米重量(公斤)=0.00785×(边宽+边厚-边厚)×边厚圆钢:每米重量(公斤)=0.00617×直径×直径(注:螺纹钢和圆钢相同)扁钢:每米重量(公斤)=0.00785×厚度×边宽管材:每米重量(公斤)=0.02466×壁厚×(外径-壁厚)板材:每米重量(公斤)=0.785×厚度有色金属的板材的计算公式为:每平方米重量(公斤)=比重厚度各种有色金属的比重如下:紫铜板8.9黄铜板8.5锌板7.2铅板11.37铝板2.8铝花纹板:每平方米重量(公斤)=2.96厚度紫铜管:每米重量(公斤)=0.02796壁厚钢卷的长度计算公式的各方面内容:铝管重量计算方法|铝板理论重量计算公式铝管理论重量(公斤)=0.00879×壁厚×(外径-壁厚)×长度铝板理论重量(公斤)=0.00171×厚×宽×长度轧制板材:冷轧热轧一:铝板铝卷:厚度0.15mm-350mm宽度:800-2000mm,长度根据要求定做二:铝带铝箔:厚度:0.0065mm-3.5mm宽度:5mm-1520mm 用途:1:一般适用于防腐、保温专项使用板,用于化工、包装﹑焊接﹑电力﹑电器等行业。
不锈钢卷板分条开料计算
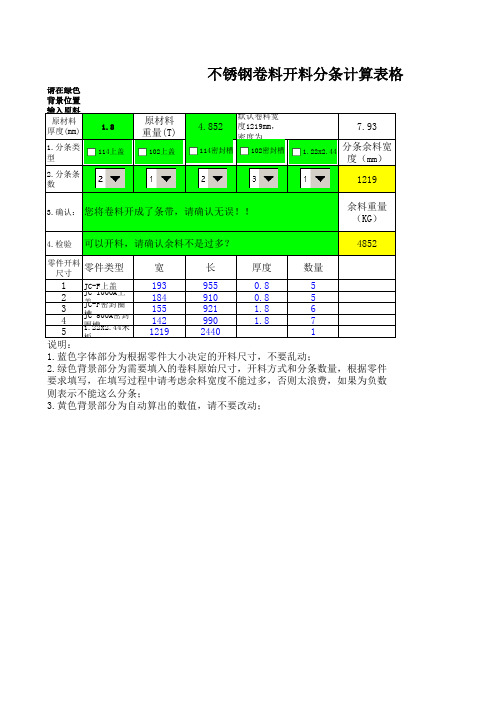
请在绿色背景位置输入原料尺寸、重量并选择开料类型和分条数量原材料厚度(mm) 1.8
原材料重量(T)
4.852
默认卷料宽度1219mm,密度为
7.93
1.分条类型分条余料宽度(mm)
2.分条条数
12193.确认:余料重量(KG)4.检验
4852
零件开料
尺寸
零件类型宽长厚度数量1
JC-F上盖1939550.852
JC-1000A上盖1849100.853
JC-F密封圈槽155921 1.864
JC-500A密封圈槽142990 1.8
75
1.22x
2.44米板1219
2440
1
不锈钢卷料开料分条计算表格
1.蓝色字体部分为根据零件大小决定的开料尺寸,不要乱动;
2.绿色背景部分为需要填入的卷料原始尺寸,开料方式和分条数量,根据零件要求填写,在填写过程中请考虑余料宽度不能过多,否则太浪费,如果为负数则表示不能这么分条;
3.黄色背景部分为自动算出的数值,请不要改动;
您将卷料开成了条带,请确认无误!!
可以开料,请确认余料不是过多?
114上盖102上盖114密封槽102密封槽 1.22x2.442
1
2
3
1
根据左边的开料办法得出如下计算结果
整卷料总长度278.85米可以做零件数
尾料长度(mm)
JC-F上盖0条00JC-1000A上盖
0条00JC-F密封圈槽
0条00JC-500A密封圈槽0条001.22x2.44米板
块
格。
卷绕机卷径计算的工作原理

卷绕机卷径计算的工作原理
卷绕机是一种用于卷取物体的设备,可以在不断旋转的圆筒上卷取材料。
卷绕机卷径计算是指在卷绕过程中,根据材料的卷取速度和圆筒的卷取直径来计算卷绕机需要多长时间才能将一定长度的材料卷取完毕。
1.圆筒直径测量:卷绕机通常配备有圆筒直径测量装置,用于实时测量圆筒的直径。
这个装置可以是激光测距仪、编码器等,通过测量圆筒的直径,可以实时更新卷绕机的卷径数据。
2.材料卷取速度测量:卷取材料的速度通常由卷绕机的电机控制,电机控制器会实时监控电机的转速。
通过测量电机的转速,可以计算出材料的线速度。
3.计算卷径:根据圆筒的直径和材料的线速度,可以计算出每秒钟圆筒的周长,并将其乘以60(分钟为单位)得到每分钟的周长。
而卷取材料的长度,正好等于每分钟的线速度乘以圆筒的周长。
因此,我们可以通过圆筒的直径和材料的线速度,计算出每分钟卷取的长度。
4.卷径计算:卷绕机实时将每分钟卷取的长度累加起来,并与预设的目标卷取长度进行比较。
当累计长度达到或超过目标长度时,卷绕机会实时停止卷取,以保证卷绕长度的准确性。
卷绕机卷径的计算对于生产过程的精确控制具有重要意义。
通过实时监测圆筒的直径和材料的线速度,卷绕机可以快速反应并调整卷取速度,以实现预定的卷取长度。
同时,卷绕机还可以适应不同直径的圆筒和不同线速度的材料,为不同生产需求提供灵活性。
如何计算卷装的面料的立方
如何计算卷装的面料的立方计算卷装面料的体积,需要考虑面料的长度、宽度和厚度。
不同的卷装方式会影响到面料的密度,因此在计算时需要确定好卷装方式以及面料的特性。
以下是计算卷装面料的体积的详细步骤。
第一步:确定卷装方式卷装面料有不同的方式,例如平整卷、半圆卷、滚筒卷等。
这些方式会影响到面料的密度以及体积的计算方式。
根据实际情况选择合适的卷装方式。
第二步:测量面料长度、宽度和厚度使用卷尺等工具测量面料的长度、宽度和厚度。
长度指的是面料在卷装过程中的长度,宽度指的是面料展开后的宽度,厚度指的是面料的厚度。
第三步:确定卷装后的尺寸根据选择的卷装方式和面料的特性,确定卷装后的尺寸。
例如,选择的是平整卷,面料的长度和宽度不变,只有厚度发生变化。
卷装后的厚度可以通过面料的报告或者实际测量来确定。
第四步:计算卷装后的体积根据卷装后的尺寸,计算卷装后的体积。
如果选择的卷装方式是平整卷,那么卷装后的体积等于卷装后的长度乘以宽度乘以厚度。
如果选择的卷装方式是半圆卷,则需要根据卷装后的尺寸计算出圆的半径或直径,并使用相应的公式计算半圆的体积。
其他卷装方式也有相应的计算公式。
第五步:考虑浪费率在实际卷装过程中,通常会有一定的浪费率。
因此,在计算卷装面料的体积时,需要考虑到浪费率的因素,通常会在计算结果上增加一定的百分比。
综上所述,计算卷装面料的体积需要考虑面料的长度、宽度和厚度,选择合适的卷装方式,并计算卷装后的尺寸。
根据卷装后的尺寸,使用相应的计算公式计算卷装后的体积。
在计算过程中需要考虑浪费率的因素。
希望以上内容对您有所帮助。
卷膜按卷径计算公式
膜平方重之 和
0.09636
换算成米 换算率 1000000
计算各层膜的平方重量
层数 厚度mm 材质密度 平方重(g/cm³)
第一层 0.012 1.4
0.0168
第二层 0.007 2.73
0.01911
第三层 0.065 0.93
0.06045
第四层 0
0
/2)/膜厚度*膜宽度*厚
第五层 0
0 0.09636
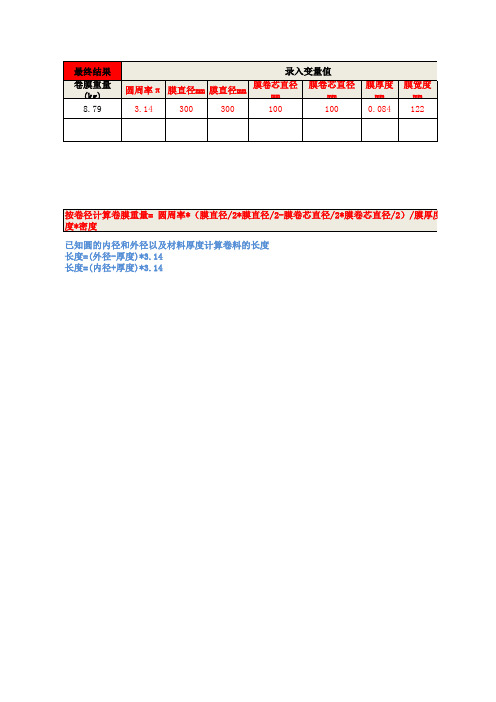
最终结果 卷膜重量
(kg)
8.79
录入变量值
圆周率π
膜直径mm 膜直径mm
膜卷芯直径 mm
膜卷芯直径 mm
3.14
300
300
100
100
膜厚度 mm
0.084
膜宽度 mm
122
按卷径计算卷膜重量= 圆周率*(膜直径/2*膜直径/2-膜卷芯直径/2*膜卷芯直径/2)/膜厚度*膜宽度*厚 度*密度
已知圆的内径和外径以及材料厚度计算卷料的长度 长度=(外径-厚度)*3.14 长度=(内径+厚度)*3.14
最终结果录入变量值换算成米计算各层膜的平方重量膜平方重之和换算率层数材质密度87931430030010010000841220096361000000第一层00121400168第二层0007273001911第三层0065093006045第四层009636卷膜重量kg圆周率膜直径mm膜直径mm膜卷芯直径mm膜卷芯直径mm膜厚度mm膜宽度mm厚度mm平方重gcm按卷径计算卷膜重量圆周率膜直径2膜直径2膜卷芯直径2膜卷芯直径2膜厚度膜宽度厚度密度已知圆的内径和外径以及材料厚度计算卷料的长度长度外径厚度314长度内径厚度314
卷圆预弯计算公式

卷圆预弯计算公式
卷圆预弯计算公式是制造过程中常用的数学公式,用于预测卷曲后的材料形状和尺寸。
在卷圆预弯过程中,材料经过两个或更多次的弯曲和压力,从而改变其形状。
这个过程可以用一些技术和指标来描述,例如弯曲角度、弯曲半径、弯曲线的形状等。
下面是常见的卷圆预弯计算公式的介绍:
1.卷曲圆直径(Dc)的计算公式:
Dc=De+2t
其中,De为未弯曲材料的外径,t为材料的厚度。
该公式适用于一般情况下的圆形截面,是预测卷曲后材料外径的常用公式。
2.弯曲曲率(R)的计算公式:
R=(Dc-De)/2
其中,Dc为卷曲圆直径,De为未弯曲材料的外径。
该公式用于计算弯曲后的曲线半径,是描述材料弯曲程度的指标。
3.弯曲角度(θ)的计算公式:
θ=(180×L)/(π×R)
其中,L为弯曲长度,R为弯曲曲率。
该公式用于计算弯曲角度,是描述材料卷曲程度的指标。
4.弯曲长度(L)的计算公式:
L=π×R×θ/180
其中,R为弯曲曲率,θ为弯曲角度。
该公式用于计算卷曲后的材料长度,是描述卷曲过程中材料延展性的指标。
5.弯曲后长度(Le)的计算公式:
Le=L+θ×π×R/180
其中,L为弯曲长度,R为弯曲曲率,θ为弯曲角度。
该公式用于计算材料在弯曲过程中延伸的长度。
这些公式是卷圆预弯计算中常用的公式,可以帮助制造者预测卷曲后材料的形状和尺寸。
在使用这些公式时,需要考虑材料的物理特性、弯曲工艺以及设备的限制等因素,以获得准确的预测结果。