机械加工企业工艺流程图.docx
生产机加工件工艺流程图

5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
生产机加工件工艺流程图
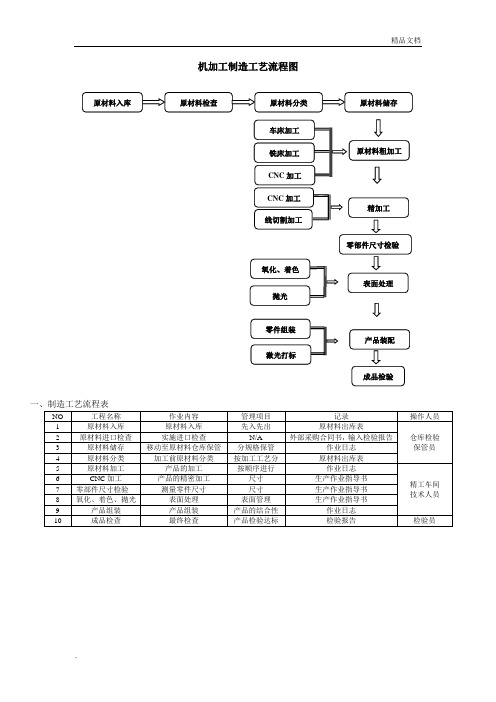
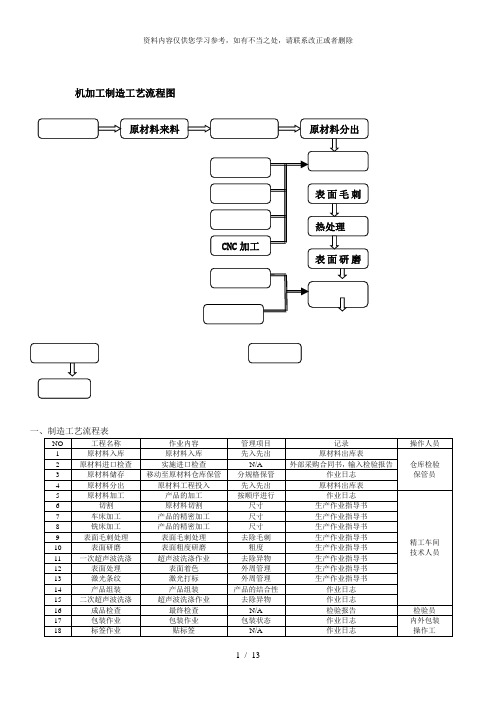
机加工制造工艺流程图
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入先出
原材料出库表
仓库检验
保管员
2
原材料进口检查实施进口检查来自N/A外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
生产机加工件工艺流程图
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
(完整版)销售机加工件工艺流程图

(完整版)销售机加工件工艺流程图一、工序概述本文档描述了销售机加工件的完整工艺流程,包括从订单确认到最终交付的所有关键步骤。
以下是该工艺流程的详细说明:二、工艺流程1. 订单确认:- 销售部门接收客户订单,并确认订单内容和要求。
- 销售部门将订单信息传达给生产部门。
2. 订单评估:- 生产部门评估订单的可行性,包括技术要求、材料可获性和生产周期等。
- 生产部门与销售部门协商解决可能存在的问题,并提供准确的交货期。
3. 技术设计:- 技术部门根据订单要求设计相应的加工方案。
- 技术部门与生产部门协商确认加工方案的可行性和效率。
4. 材料采购:- 采购部门根据订单要求,选择并采购所需的原材料。
- 采购部门与生产部门协商确定材料供应时间和数量。
5. 工序安排:- 生产部门根据加工方案和材料供应情况,合理安排加工工艺流程。
- 生产部门对加工工序进行时间评估,制定详细的生产计划。
6. 机加工:- 根据工艺图纸和加工工序,进行机械化加工。
- 加工过程中,生产部门进行质量检查和监控。
7. 检测和测试:- 加工完成后,进行必要的检测和测试,确保产品质量符合要求。
- 检测和测试结果由质检部门记录和报告。
8. 表面处理:- 根据产品要求,进行表面处理,如喷涂、镀镍等。
- 表面处理过程中,需要注意质量控制和环保要求。
9. 组装与调试:- 将各部件进行组装,并进行调试,确保产品功能正常。
- 调试过程中,技术部门提供相应的指导和支持。
10. 包装与出货:- 将成品进行适当的包装,确保运输安全和产品完整性。
- 销售部门与物流部门协商确认出货时间和方式。
11. 交付和售后:- 按照客户要求,将产品及时交付。
- 销售部门与客户进行售后服务和反馈收集。
三、总结本文档详细描述了销售机加工件的工艺流程,包括订单确认、技术设计、材料采购、工序安排、机加工、检测和测试、表面处理、组装与调试、包装与出货以及交付和售后等关键步骤。
通过遵循该工艺流程,可确保产品按时交付且质量稳定可靠。
机械流程图(机械版)
截图举例—也可下达工序派工单给各班组
截图举例—条码扫描能快速的提交加工信息,也可手动提交
截图举例—零件进度跟踪1
截图举例—零件进度跟踪2
截图举例—设备负荷率、嫁动率(点击蓝色能连接到清单)
截图举例:自动产生加工统计 。
截图举例—质量问题报告单
截图举例—BOM采购申请物料自动匹配功能
截图举例:物料的采购提请----低于安全库存的物料清单 。
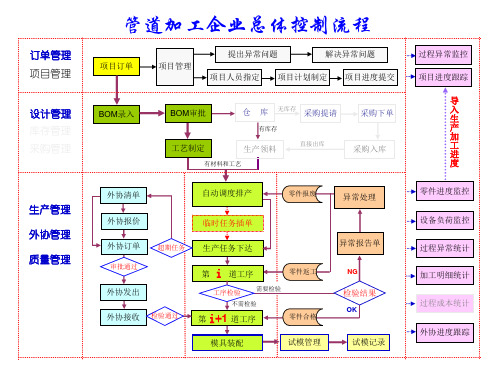
管道加工企业总体控制流程
订单管理 项目管理
项目订单 项目管理 项目人员指定 项目计划制定 项目进度提交 项目进度跟踪 提出异常问题 解决异常问题 过程异常监控
导
设计管理 库存管理 采购管理
BOM录入
BOM审批
仓
库
有库存
无库存
入
采购提请 采购下单
生 产 加 工 进 度
工艺制定
有材料和工艺
生产领料
出库
采购入库
截图举例—自动产生成本统计
截图举例—自动产生人员绩效
截图举例—采购综合统计(能连接到明细)
截图举例:下料管理模块---库存料、需料、余料(自动编码、自动出入库)
截图举例-库存总账,如果不希望看到价格,我们可以关闭价格,点击蓝色能连接到明细。
截图举例:可自定义采购人员的采购权限 。
截图举例--采购询价管理
截图举例-可打印采购订单。
截图举例—采购到货、采购延迟跟踪
截图举例—销售综合统计(能连接到明细)
截图举例—客户变更信息能及时通知到相关的技术人员
截图举例—客户信息可以限制那些人可以查看,只有指定人员有查看权。
截图举例—打印《生产通知单》,可自定义‘关键技术要求’。
截图举例—能快速的制定机械设备的项目进度计划(直接导入模板,稍作修改)
机械加工工艺流程图

机械加工工艺流程图机械加工工艺流程图是用来展示机械加工过程中各个环节的顺序和步骤的图示化工具。
下面是一个简化的机械加工工艺流程图示例,用来说明机械加工的基本流程和关键步骤。
1. 获得工程图纸:机械加工通常是按照工程图纸上的要求进行的,因此首先需要获得工程图纸。
2. 验证工程图纸:验证工程图纸的准确性和可行性,确保可以按照要求进行加工。
3. 准备原材料:根据工程图纸的要求,选择合适的原材料,如金属板材、铝合金、不锈钢等,并进行切割和排列。
4. 设计夹具:根据工件的形状和要求,设计并制作适当的夹具,以确保工件在加工过程中的稳定性和精度。
5. 加工预处理:对原材料进行必要的预处理,例如清洁、除锈、去毛刺等。
6. 初次加工:将工件放置在机床上,根据工程图纸的要求,采用适当的加工方法,例如铣削、车削、钻孔等,对工件进行初次加工。
7. 检测与修正:在初次加工完成后,使用测量工具(例如卡尺、百分表等)进行检测,并根据检测结果进行必要的修正和调整。
8. 精加工:在初次加工和检测修正之后,对工件进行精加工,以提高工件的表面光洁度和尺寸精度。
9. 热处理(可选):对一些特殊要求的工件,可以进行热处理,以改变工件的内部结构和性能。
10. 表面处理:根据工程图纸要求,对工件进行表面处理,例如磨光、喷漆、电镀等。
11. 检测与质量控制:对加工完成的工件进行全面的检测和质量控制,确保工件符合要求。
12. 包装与出货:将加工完成的工件进行适当的包装,以防止损坏,并安排出货。
以上是一个简化的机械加工工艺流程图示例,展示了机械加工的基本流程和关键步骤。
在实际的机械加工过程中,根据不同的工件和要求,可能还会涉及其他的加工步骤和操作。
机加工工艺流程图
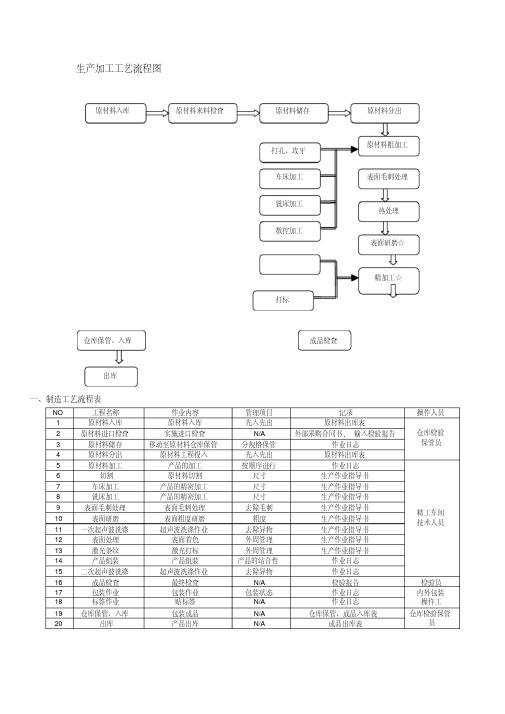
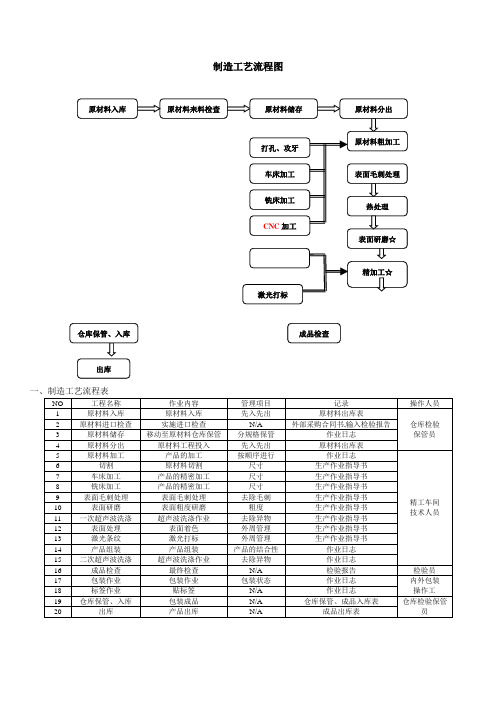
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
机械制造工艺流程图范例
机械制造工艺流程图范例一、引言机械制造工艺流程图是指将机械制造过程中的各个环节和步骤以图形的形式展示出来,以便于工程师和操作人员更好地理解和掌握整个制造过程。
本文将以某机械零部件的制造工艺为例,介绍并展示一个机械制造工艺流程图的范例。
二、材料准备1. 确定所需材料种类和规格2. 采购合格的原材料3. 对原材料进行检验和质量控制三、零件加工1. 设计和制作零件加工工艺图2. 准备加工设备和工具3. 进行零件的车削、铣削、钻孔等加工操作4. 对加工后的零件进行检验和质量控制四、零件组装1. 根据设计要求,将加工好的零件进行组装2. 使用合适的工具和设备进行组装操作3. 对组装后的零件进行调试和测试五、表面处理1. 根据产品要求,选择合适的表面处理方法,如喷涂、镀铬等2. 进行表面处理操作3. 对表面处理后的产品进行检验和质量控制六、成品检验1. 对成品进行全面的检验和测试2. 检查产品的尺寸、外观和性能等方面是否符合要求3. 对不合格品进行返工或报废处理七、包装和出货1. 根据产品特点和运输方式,选择合适的包装材料和方法2. 进行产品的包装和标识3. 准备出货文件和相关手续4. 安排产品的运输和交付八、质量控制1. 在整个制造过程中,严格执行质量控制标准和流程2. 对每个环节和步骤进行记录和检查3. 及时发现和解决质量问题,确保产品质量九、总结机械制造工艺流程图是机械制造过程中的重要工具,能够帮助工程师和操作人员更好地理解和掌握制造过程。
通过本文所展示的机械制造工艺流程图范例,我们可以清晰地了解到机械制造的各个环节和步骤,从材料准备到成品出货,每个环节都有相应的操作和质量控制要求。
在实际生产中,我们可以根据具体产品的特点和要求,进行相应的调整和改进,以提高产品质量和生产效率。
机加工工艺流程图
制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状.
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工.该工艺属主要控制项目和控制点.
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
【精品】生产机加工件工艺流程图
机加工制造工艺流程图一、制造工艺流程表二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STMF136机械性能和物理性能验证的不锈钢(17—4PH)。
○将原材料切割成所需的大小及形状.○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围.接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和.○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
下面是泰戈尔励志经典语录,欢迎阅读.不需要的朋友可以编辑删除!!1。
上帝对人说道:“我医治你,所以要伤害你;我爱你,所以要惩罚你.”2.如果错过太阳时你流了泪,那么你也要错过群星了。
3。
天空中没有翅膀的痕迹,但我已飞过.4。
当你把所有的错误都关在门外,真理也就被拒绝了。
5.错误经不起失败,但是真理却不怕失败。
6。
离我们最近的地方,路程却最遥远。
我们最谦卑时,才最接近伟大。
7。
爱就是充实了的生命,正如盛满了酒的酒杯.8。
月儿把她的光明遍照在天上,却留着她的黑斑给她自己。
9.生命因为付出了爱,而更为富足.10。
果实的事业是尊重的,花的事业是甜美的,但是让我做叶的事业罢,叶是谦逊地专心地垂着绿荫的。
11。
上帝对人说道:“我医治你,所以要伤害你;我爱你,所以要惩罚你。
”12。
如果错过太阳时你流了泪,那么你也要错过群星了。
13。
天空中没有翅膀的痕迹,但我已飞过。
14。
当你把所有的错误都关在门外,真理也就被拒绝了.15。
错误经不起失败,但是真理却不怕失败。
机械加工工序图
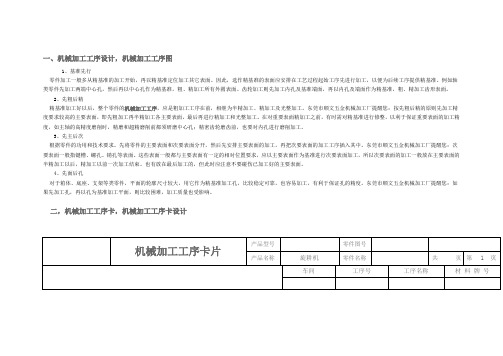
一、机械加工工序设计,机械加工工序图 1、基准先行 零件加工一般多从精基准的加工开始,再以精基准定位加工其它表面。因此,选作精基准的表面应安排在工艺过程起始工序先进行加工,以便为后续工序提供精基准。例如轴类零件先加工两端中心孔,然后再以中心孔作为精基准,粗、精加工所有外圆表面。齿轮加工则先加工内孔及基准端面,再以内孔及端面作为精基准,粗、精加工齿形表面。 2、先粗后精 精基准加工好以后,整个零件的机械加工工序,应是粗加工工序在前,相继为半精加工、精加工及光整加工。东莞市顺文五金机械加工厂提醒您:按先粗后精的原则先加工精度要求较高的主要表面,即先粗加工再半精加工各主要表面,最后再进行精加工和光整加工。在对重要表面精加工之前,有时需对精基准进行修整,以利于保证重要表面的加工精度,如主轴的高精度磨削时,精磨和超精磨削前都须研磨中心孔;精密齿轮磨齿前,也要对内孔进行磨削加工。 3、先主后次 根据零件的功用和技术要求。先将零件的主要表面和次要表面分开,然后先安排主要表面的加工,再把次要表面的加工工序插入其中。东莞市顺文五金机械加工厂提醒您:次要表面一般指键槽、螺孔、销孔等表面。这些表面一般都与主要表面有一定的相对位置要求,应以主要表面作为基准进行次要表面加工,所以次要表面的加工一般放在主要表面的半精加工以后,精加工以前一次加工结束。也有放在最后加工的,但此时应注意不要碰伤已加工好的主要表面。 4、先面后孔 对于箱体、底座、支架等类零件,平面的轮廓尺寸较大,用它作为精基准加工孔,比较稳定可靠,也容易加工,有利于保证孔的精度。东莞市顺文五金机械加工厂提醒您:如果先加工孔,再以孔为基准加工平面,则比较困难,加工质量也受影响。
二,机械加工工序卡,机械加工工序卡设计
机械加工工序卡片 产品型号 零件图号 产品名称 旋耕机 零件名称 共 页 第 1 页 车间 工序号 工序名称 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切削液 粗铣N面夹具