用激光测距方法测量转炉炉衬厚度
转炉炼钢题库

转炉炼钢题库一、填空题1、氧化物分解反应达到平衡时,产生气体的压力即分解压力。
如果氧化物愈稳定则分解压_越大_________。
2、氧枪喷嘴就是压力和速度的能量转换器,也就是将高压低速氧流转化为__超音速________的氧射流。
3、转炉炉渣中(FeO)含量低时,化渣困难,炉渣的反应能力_降低_________。
4、转炉炼钢的热量来源包括铁水的物理热和_化学热_________两个方面。
5、氧枪软吹时对液面的冲击面积大,而硬吹时对液面的_冲击面积较小_______。
6、钢中余锰与终点碳和终点渣TFe__________有密切关系。
7、冶炼中钢水喷溅产生的原因是产生爆发性的_碳氧反应_________和一氧化碳气体排出受阻。
8、转炉生产对耐火材料的性能要求是:耐火度_高______,能抵抗温度骤变、抗护渣和钢液侵蚀能力强,高温性能和化学性能稳定。
9、造渣制度的具体内容是确定加入造渣材料的种类、数量和_时间_________,并与之相应的供氧制度、温度制度相配合。
10、氧气顶吹转炉中氧的传递一般有直接传氧、间接供氧__________两种方式。
11、确定转炉炼钢各阶段铁水、废钢合理装入量必须考虑合适的炉容比,如果装入量过大而炉容比___小_______,将导致喷溅加剧,炉衬寿命和金属吸收率降低。
12、炉渣“返干”的基本原因是碳氧反应激烈,渣中_(FeO)________大量减少。
13、要提高溅渣护炉效果,就必须_降低_________渣中TFe。
14、根据钢中夹杂物的来源可分为_内生夹杂物_________和外来夹杂物两种。
15、脱磷反应方程式为:2[P]+_5(FeO)________=(P2O5)+5[Fe]+Q。
16、Q195代号中的195是代表钢的_屈服_________强度。
17、炉衬的破损原因主要有高温热流的作用、_炉渣钢水炉气对炉衬的冲刷_________、机械冲撞的作用、化学侵蚀等几方面作用。
激光分析仪在转炉上的应用

激光分析仪在转炉上的应用1. 绪论:介绍激光分析仪在钢铁冶炼过程中的作用和意义,并阐述激光分析仪的基本原理和分类。
2. 激光分析仪在转炉上的应用:详细介绍激光分析仪在转炉炉前、炉中、炉后的应用,包括配料控制、反应状况监测、温度测量、熔渣成分分析等。
3. 激光分析仪应用实例分析:结合实际生产过程,列举具体案例,阐述激光分析仪在转炉冶炼过程中的应用效果,分析优缺点。
4. 激光分析仪的发展趋势:分析当前激光分析仪技术的发展现状,探讨未来激光分析仪在转炉冶炼中可能的发展和应用方向。
5. 结论和展望:总结激光分析仪在转炉冶炼中的应用价值和成果,展望未来激光分析仪在钢铁冶炼行业的发展前景,并提出进一步完善激光分析仪技术和应用的建议。
第一章:绪论钢铁工业是国民经济中重要的基础工业之一,而钢铁冶炼过程中温度高、反应剧烈、质量要求高,如何实现有效控制和监测,是保证钢铁质量和生产效率的关键。
近年来,激光技术在钢铁冶炼中的应用日益普及和发展,特别是激光分析仪作为一种先进的检测设备,具有高精度、高效率、高自动化等优势,广泛应用于钢铁冶炼过程中的各个环节。
本章首先介绍了在钢铁冶炼过程中激光技术的应用状况,然后详细阐述了激光分析仪的基本原理和分类。
1.1 钢铁冶炼中激光技术应用概况激光技术作为一种高科技分析检测手段,被广泛应用于钢铁冶炼过程中的温度、气氛、物质成分等参数的监测和控制。
如激光测温技术、激光拉曼光谱技术、激光诱导荧光技术等。
尤其是激光分析技术,由于其高分辨率、非接触式、高灵敏度等特点,逐渐成为钢铁冶炼中的主流技术之一。
1.2 激光分析仪的基本原理和分类激光分析仪是一种利用激光与被测物质发生相互作用并测量所得光谱信息来分析样品成分的仪器。
激光分析通常分为以下几类:1) 激光诱导耦合等离子体发射光谱 (LIBS) 分析2) 激光诱导荧光 (LIF) 分析3) 激光诱导击穿光谱 (LIBS) 分析4) 激光诱导拉曼光谱 (LIRS) 分析5) 光声技术分析其中,激光诱导耦合等离子体发射光谱技术 (LIBS) 和激光诱导荧光 (LIF) 技术的应用较为广泛。
激光测厚原理
激光测厚原理
激光测厚是一种非接触式测量物体厚度的技术。
激光测厚的原理基于激光的光路偏移量与物体厚度之间的关系。
首先,激光器发射出一束准直、单色、相干的激光束。
然后,激光束通过一个光学系统,如镜头或透镜,聚焦到被测物体上。
激光束与物体表面发生反射,形成反射光束。
接下来,反射光束经过光电探测器接收到。
激光光束经过探测器后会产生光电信号。
根据光电信号的强度和时间延迟,可以计算出光路偏移量。
光路偏移量与物体表面到激光器的距离成正比,从而可推算出物体的厚度。
在测量过程中,需要先对测距装置进行校准,以获取准确的测量结果。
校准时,将测距装置对准一个已知厚度的标准样品,通过测量标准样品的厚度,与测量结果进行比较,进行误差修正。
激光测厚具有高精度、快速测量、无损测量等优点。
它被广泛应用于各个领域,例如材料科学、制造业、航空航天等。
中频炉炉衬厚度检测装置的使用和说明.
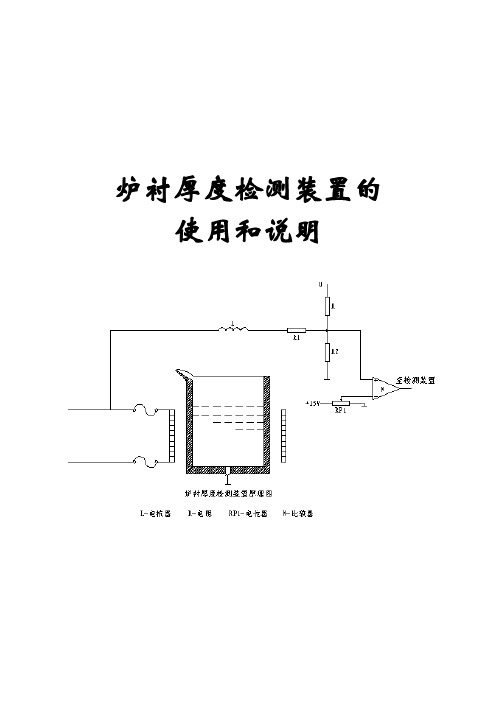
炉衬厚度检测装置的使用和说明炉衬厚度检测装置的使用和说明变频无芯感应电炉的特点是高效、节能、环保……,受到了用户的广泛欢迎和使用,但是变频感应电炉在运行过程中,由于用户(特别是新用户)没有掌握规律,对炉衬使用特点认识不足,发生种种误判,因此容易发生炉衬寿命短,使用困难,难掌握,甚至发生漏炉等严重事故。
当然,造成漏炉的原因很多,防止漏炉的方法也很多,其中有效方法之一是及时了解炉衬厚度,从实践中掌握最佳炉衬厚度,了解炉衬厚度的方法很多,如用肉眼看,尺子量……,其中炉衬厚度检测装置也能帮助用户检测炉衬厚度,是防止漏炉的一种辅助检测装置之一,减少漏炉事故发生,因此用户必须反复习学、理解、实践,正确认识其功能,才能发挥其应有的功能。
一、炉衬厚度检测装置的使用和检查1.正确认识炉衬厚度检测装置时,需接入炉衬模拟电阻,观察是否正常显示相应数字。
连做几次,如相应数字显示相同,或达到设定的报警数值,动作报警说明产品正常工作为合格产品。
新烧结的炉衬由于含水分较高,接地电阻较低。
在正常熔化3-5炉后才能使用炉衬厚度检测装置,正常熔化2-5炉后,炉衬厚度检测装置正常工作,用户检查合格后,投入正常使用,如使用不当,也会增加漏炉故障,这因有用户自负责任。
因此需加注日常的维护,来防止、减少漏炉事故发生。
2.每次新筑炉衬时,应由专职工程技术人员安装炉衬厚度检测装置安装好后要严格检查,判定为正确完好,方能投入使用,并在开炉单上签字,记录检查情况。
如果安装不合理或接触不好(如底电极和钢丝接触不好,或钢丝和液态炉料接触不好),将会造成炉衬厚度检测装置运行失灵,使其无法正常工作。
3.根据大小炉子的不同,参考数据举例如下:炉衬应经常检查以防止“耗尽”,炉衬厚度(不包括石棉板、云母板……)磨损小于60mm-80mm(中大容量炉子),40mm-60mm(中小容量炉子)时必须修炉。
炉衬厚度检测装置应做出相应显示数据,确定炉衬厚度报警尺寸,由用户根据使用水平和经验自己确定,并调整显示的相应参数,(因为每种炉衬在相同厚度下,电阻率不一样,漏电流参数不一样,因此必须调整),调整方法,用户在自己使用的炉衬上(在烧结≥5炉后)测量40mm-50mm-60mm-70mm-80mm-90mm-100mm-110mm -120mm-160mm……的电阻值,并测量相应漏电流显示的相应参数,变频器在正常使用时和停机时,显示的参数不一样属正常现象,在使用的二种参数都作为测试数据,来判定炉衬壁厚是否能正常使用。
激光测厚仪在120t转炉内衬上的应用研究与实践
(下转第47页)预先将转炉的实际尺寸输入到测厚系统的模型软件中,以便在系统内形成转炉的实际缩影模拟图。
3.1.2建模操作每次炉衬重砌或更换炉壳后都应对激光测厚系统进行重新建模操作。
为了检验建模的效果和检验测量的精确性,建模的最佳时期应该在转炉炉口的法兰盘安装完毕但未砌筑内衬前,或砌筑内衬并完成烘炉后进行。
这时可以通过测量钢壳或内衬(损耗较小)来检验测量数据的正确性。
(1)将测厚仪放置在正对炉口,且与炉口尽量远的位置,并将激光头底座整平。
(2)永久参考标志A (左)、B(右)定位,顺序必须先左后右。
(3)T 标定位:在转炉炉口上确定某一点(最好选在转炉炉口上方,见图1),使其分别在转炉摇到大约60°、80°和100°时对其进行测量定位。
(4)环形标志定位:环形标志由炉口上固定法兰盘的螺钉组成(见图2)。
测量时应将转炉摇到可测量到大部分环形标志即可。
为了提高数据拟合的精度,应尽量多测些点。
系统最多可进行12个环形标志的测量。
3.1.3建站操作先后对永久性参考点A (左)、B (右)完成定位测量,即完成了建站操作。
每次测量前或测量过程中移动了测量机箱后都必须进行重新建站操作。
只要机箱不移动,就可不必重新建站。
3.1.4测量操作(1)手动测量:完成建站后,即可手动转动激光测量头,将激光点打在欲测量的炉衬任一点上,按测量按钮进行手动测量。
(2)自动测量:完成建站后,可以在测量系统的人机交互画面上的炉衬展开区域内选择某一部分区域进行批量自动测量。
根据需要自动测量,每次可以完成几十到几百点的测量。
3.2激光测厚仪主要技术指标(见表1)4实际应用效果激光测厚仪测得的炉衬测厚图为护炉操作工提供了形象和可靠的炉衬厚度信息,为护炉工护炉操作提供了依据。
数据信息准确,减少人为判断存在的误差,节省了补炉材料,降低了生产成本。
护炉工依据测厚仪提供的不同阶段转炉炉衬侵蚀情况数据信息,实施对应的维护手段,合理地维护炉衬厚度,不仅提高了工作效率,还降低了成本。
用激光测距方法测量转炉炉衬厚度讲解

建模算法——L2段
当在L2段时:
x R * cos
y
R
*
sin
zz
由于该段旋转后为圆柱体所以:R=Rmax
R1
Rmax
H1 h1
h2 H2
R2
前言 基本原理 关键算法 软件实现 现场试验
建模算法——L3段
x R * cos
yR*sin Nhomakorabeazz
其中R可由公式:
H2 + z = R - R2 H 2 - h2 Rmax - R2
得到:
R
R2
H2 H2
z - h2
*
Rmax
-
R2
R1
Rmax
H1 h1
h2 H2
R2
数据处理算法
前言
基本原理
关键算法 %%
软件实现
现场试验
前言 基本原理 关键算法 软件实现 现场试验
软件框架
参数配置
串
下 数据传输 口
位
通 信
机
模
命令交互 块
定位命令
三个参考点 坐标
定 位 模 块
数%据%处理模块
激光测距
基本原理图
前言 基本原理 关键算法 软件实现 现场试验
激光测距方法优点:
非接触式 单色性好 测量快速 测量准确 数据全面
激光测距
前言 基本原理 关键算法 软件实现 现场试验
主要算法
建模算法:转炉模型在炉内坐标系中的建模 定位算法:激光测距仪在炉内坐标系中的定位 数据处理算法:测量数据的在炉内坐标系中的 转化以及计算 二维显示算法:厚度信息在二维图中的显示
前言 基本原理 关键算法 软件实现 现场试验
激光测厚技术在260t转炉炉体维护中的应用
l igo c n e e u n sf s c mp inl ei . tema iga dC n n o sR ln ln i n f n B o v  ̄ r r gi rt a ag f No 3Se l kn n o t u u ol gPa t di ti i n i i
渐侵蚀 炉衬 。冶炼 过 程 中, 料 、 加 取样 、 钢等 操 出 作均会 对炉 衬砖 造 成 不 规则 的侵 蚀 。因此 , 采 需
鞍 钢 技 术
21 0 0年第 4期
ANGANG TECHNOL OGY
总第 34期 6
激光 测 厚技 术在 20t 炉炉 体维 护 中的应 用 6 转
王文科 王鹏 张越 魏元 温铁光 张军 李镇 , , , , , , ( . 钢 股份 有限公 司第三炼钢 连轧厂 , 宁 鞍 山 142 : 1鞍 辽 10 1 2鞍 钢股份 有 限公 司第二 炼钢厂 , 宁 鞍 山 14 2 ) . 辽 10 1
基于WIFI的无线转炉激光测厚仪的设计与实现
基于WIFI的无线转炉激光测厚仪的设计与实现刘燃;刘桥;何健鹰【摘要】The capture of converter' s inner margin data is an important part of steel-making,the inner margin data is one of the most important parameters which are used to reflect whether the converter is working in wrong or not. This paper improved the existing shortage of convert thickness measurement equipment and proposed a communication method with WIFI-point to point. It also designed and implemented a practical and reliable wireless converter-laser-measure-margin-system.%转炉炉衬厚度数据的获取是炼钢操作中的重要环节,该数据是反映转炉是否工作在安全状态的最重要参数之一.文中改进了现有转炉测厚仪的不足,提出了WIFI点对点通信的方法,设计并实现了一种实用且可靠的无线转炉激光测厚系统.【期刊名称】《仪表技术与传感器》【年(卷),期】2012(000)011【总页数】3页(P61-63)【关键词】电路与系统;激光测厚;WIFI;转炉【作者】刘燃;刘桥;何健鹰【作者单位】贵州大学理学院电子科学系,贵州贵阳550025;贵州大学理学院电子科学系,贵州贵阳550025;武汉大学卫星导航定位技术研究中心,湖北武汉430070【正文语种】中文【中图分类】TH0 引言在钢铁冶炼过程中,经常会因炉衬熔损不均匀,局部熔损严重而停炉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
%%
现场试验
现场试验
前言
基本原理
关键算法 软件实现
%%
现场试验
试验结果展示
前言
基本原理
关键算法 软件实现
%%
现场试验
Thank you
R2
前言
数据处理算法
基本原理
关键算法 软件实现
%%
现场试验
软件框架
前言
基本原理
参数配置
定位命令
关键算法 软件实现
下 位 机
数据传输
命令交互
串 口 通 信 模 块
三个参考点 坐标
定 位 模 块 数据处理模块
数据存储模块
%%
显示模块
参数配置模块
建模模块
现场试验
部分软件界面
前言
基本原理
关键算法 软件实现
前言
建模算法——L3段
x R * cos y R *sin zz
其中R可由公式:
R1
基本原理
关键算法 软件实现
H1 h1
H2 + z R - R2 = H 2 - h2 Rmax - R2
得到:
Rmax
h2
H2
现场试验
R R2
H2 z * Rmax - R2 H 2 - h2
H1 - z * Rmax - R1 H1 - h1
R2
前言
建模算法——L2段
当在Lx R * cos y R *sin zz
由于该段旋转后为圆柱体所以:R=Rmax
Rmax
H1 h1
h2
H2
现场试验
R2
基本原理
关键算法 软件实现
现场试验
前言
现有方法
经过调研发现目前炉衬测量方法主要有: 间接测量法: 测量转炉外壳温度高低从而估计炉衬厚度 直接测量法 1 转炉空闲时将铁棒深入转炉炉内进行测量。 2 激光测量方法。
基本原理
关键算法 软件实现
现场试验
前言
激光测距方法
转炉炉衬测厚仪通过 发射脉冲激光束到被 测转炉的内衬表面, 并接收返回的激光来 测量其飞行时间,再 根据激光的传输速度 计算出设备与目标点 的距离,再通过坐标 转换算法,最终得出 炉衬被测区域的厚度 信息。
现场试验
前言
建模算法——L1段
在L1段时:
R1
基本原理
关键算法 软件实现
x R *cos y R *sin zz
其中R可由公式:
Rmax
H1 h1
h2
H1 - z R - R1 H1 - h1 Rmax - R1
得到
H2
现场试验
R R1
基本原理
关键算法 软件实现
激光测距
现场试验
基本原理图
前言
激光测距方法优点:
非接触式 单色性好 测量快速 测量准确 数据全面
基本原理
关键算法 软件实现
激光测距
现场试验
前言
主要算法
基本原理
关键算法 软件实现 建模算法:转炉模型在炉内坐标系中的建模 定位算法:激光测距仪在炉内坐标系中的定位 数据处理算法:测量数据的在炉内坐标系中的 转化以及计算 二维显示算法:厚度信息在二维图中的显示
用激光测距方法测量转炉炉衬厚度
汇报人:王国春
浙江大学 杭州谱诚泰迪实业有限公司
前言
行业背景
炉衬的工作层直接与炉体内的高温液态金属、炉渣和炉气接 触,工作层界面的化学反应产物进入炉渣,冶炼过程中的加 料、取样、出钢等操作均都会对炉衬砖造成局部的侵蚀。当 炉衬厚度低于安全厚度很容易造成生产事故。 但是由于转炉属于小口容器并且转炉常处于高温状态所以转 炉炉衬厚度测量十分困难。因此很多工厂炉衬的修复时间的 确定往往凭工人的经验而定,从而由于修补不及时造成事故 或者过度维修的状况时常发生。