水解—好氧工艺
生物技术制药试题及答案(二)

生物技术制药试题及答案1.论述生物技术在食品工业中的作用?答:(1)开辟新的食品资源:利用微生物菌体发酵生产单细胞蛋白;应用微生物酶工程生产高果糖浆、饴糖、麦芽糖、高麦芽糖浆、麦芽糊精、偶联糖等淀粉糖产品。
(2)提高食品品质:利用发酵工程、酶工程技术生产酸味剂、甜味剂和鲜味剂等食品添加剂。
在肉类和鱼类加工中应用酶来改善组织,嫩化肉类和转化废弃蛋白质。
在乳品加工中应用酶进行干酪生产、分解乳糖和黄油增香。
在果蔬加工中应用酶进行柑橘脱苦、果汁澄清和果蔬保藏等。
在饮料、酿酒工业中应用酶发酵生产各种饮料。
在焙烤食品生产中应用淀粉酶和蛋白酶来提高焙烤品质和增加香味。
(3)食品卫生检测:酶免疫分析法、放射免疫分析法、单克隆抗体法和DNA 探针法用于检测食品中的沙门氏杆菌等。
(4)食品脱毒:利用发酵法、酶解法等对食品中的有毒糖苷类物质(硫代葡萄糖苷)、寡糖(β-半乳糖苷)和棉酚等进行处理,以脱除有毒物质。
2.试论述生物技术与医药卫生的关系?答:(1)疫苗生产:病原体减毒或弱化疫苗、基因工程疫苗和核酸疫苗。
病原体减毒和弱化疫苗是利用微生物的纯种培养技术以及减毒疫苗的制备技术来生产的,是以减毒或弱化的病原体作为疫苗。
基因工程疫苗是将病原体的抗原基因克隆在细菌或真核细胞内,利用细菌或细胞生产病原体的抗原,利用抗原作为疫苗。
而核酸疫苗则是将含有编码蛋白质基因序列的质粒载体,经肌肉注射或微弹轰击等方法导入体内,通过宿主细胞表达系统表达抗原蛋白质,诱导宿主产生对抗该抗原蛋白的免疫应答,以达到预防和治疗疾病的目的。
(2)疾病诊断:单克隆抗体与ELISA技术用于诊断传染性疾病、检测肿瘤相关基因、确定激素水平、检验血液中的药物含量及鉴定微生物病原体。
DNA诊断技术可用于诊断遗传性疾病、肿瘤和传染性疾病。
(3)生物制药与基因工程药物:利用微生物发酵可生产各种抗生素。
利用植物细胞大规模培养技术可生产天然药物,如紫草宁、紫杉醇、人参皂苷、强心苷、胡萝卜素等。
葡萄酒废水处理工艺比较与选择

葡萄酒废水处理工艺比较与选择葡萄酒废水超标项目主要是COD、SS、色度三项,其特点是水量大、无毒有害,属高浓度废水。
本设计的主要任务是某葡萄酒厂5000m3/d废水处理工艺设计,其水质指标是:COD=5000 mg/L ,BOD5=1800 mg/L,SS=2000 mg/L ,色度=250 mg/L,pH=5。
1不同废水处理工艺介绍目前国内外的葡萄酒工业废水的处理工艺,都是以生化法为中心的处理系统。
根据处理过程是否需要曝气,可把生物处理法分为好氧处理和厌氧生物处理两大类,以及好氧和厌氧联合处理。
1.1 好氧处理工艺好氧生物处理是在氧气充足的条件下,利用好氧微生物的生命活动氧化葡萄酒废水中的有机物,其产物是二氧化碳、水、及能量(释放于水中)。
这类方法没有考虑到废水中有机物的利用问题,因此处理成本较高。
1.1.1 SBR工艺SBR法的工艺设备是由曝气装置、上清液排出装置(滗水器),以及其他附属设备组成的反应器。
SBR对有机物的去除机理为:在反应器内预先培养驯化一定量的活性微生物,当废水进入反应器与活性污泥混合接触并有氧存在时,微生物利用废水中的有机物进行新陈代谢,将有机物转化为CO2、H2O等无机物;同时,微生物细胞增殖,最后将微生物细胞物质(活性污泥)与水沉淀分离,废水得到处理。
1.1.2氧化沟活性污泥法氧化沟是20世纪50年代由荷兰工程师发明的一种新型活性污泥法,其曝气池呈封闭的沟渠形,污水和活性污泥的混合液在其中不断循环流动,因此被称为“氧化沟”,又称“环形曝气池”。
去除率达95%~99%,脱氮率达90%左氧化沟出水水质好,一般情况下,BOD5=0~15mg/L;SS=10~20mg/L。
运行费用较常规活性右,一般的出水水质为BOD5污泥法低30%~50%,基建费用较常规活性污泥法低40%~60%。
1.2水解+好氧处理工艺水解酸化-SBR 法处理葡萄酒废水其主要处理设备是酸化柱和SBR反应器。
水解酸化-好氧工艺
一、预处理设施 ...................................................................................................... 42 二、水解池的详细设计要求 .................................................................................. 42 三、反应器的配水系统 .......................................................................................... 43 四、管道设计 .......................................................................................................... 46 五、出水收集设备 .................................................................................................. 46 六、排泥设备 .......................................................................................................... 47
一、水解池的启动方式 .......................................................................................... 27 二、配水系统 .......................................................................................................... 30
水解池、厌氧池和缺氧池的区别
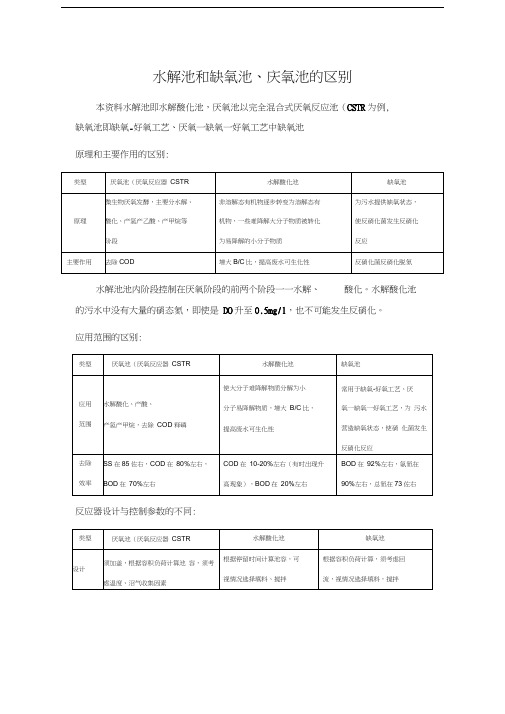
水解池和缺氧池、庆氧池的区别本资料水解池即水解酸化池,厌氧池以完全混合式厌氧反应池(CSTR为例,
缺氧池即缺氧-好氧工艺、厌氧一缺氧一好氧工艺中缺氧池
原理和主要作用的区别:
水解池池内阶段控制在厌氧阶段的前两个阶段一一水解、酸化。
水解酸化池的污水中没有大量的硝态氮,即使是DO升至0.5mg/l,也不可能发生反硝化。
应用范围的区别:
反应器设计与控制参数的不同:
不同池体类型水解池与缺氧池的区别:
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。
关于水解酸化工艺的详解

关于水解酸化工艺的详解!1、水解酸化法的机理厌氧生物反应包括水解、酸化和甲烷化三个大的阶段,将反应控制在水解和酸化两个阶段的反应过程,可以将悬浮性有机物和大分子物质(碳水化合物、脂肪和脂类等)通过微生物胞外酶水解成小分子,小分子有机物在酸化菌作用下转化成挥发性脂肪酸的过程。
在这一过程中同时可以将悬浮性固体水解为溶解性有机物、将难生物降解的大分子物质转化为易生物降解的小分子物质。
首先,水解反应器中大量微生物将进水中颗粒状颗粒物质和胶体物质迅速截留和吸附,这是一个物理过程的快速反应。
一般只要几秒钟到几十秒即可完成。
因此,反应是迅速的。
截留下来的物质吸附在水解酸化污泥的表面,慢慢地被分解代谢,其在系统内的污泥停留时间要大于水力停留时间。
在大量水解酸化细菌的作用下,大分子、难于生物降解物质转化为易于生物降解的小分子物质后,重新释放到液体中。
在较高的水力负荷下随水流出系统。
由于水解和产酸菌世代期较短,往往以分钟和小时计,因此,这一降解过程也是迅速的。
在这一过程中溶解性 BOD、COD 的去除率虽然从表面上讲只有10%左右,但是由于颗粒状有机物发生水解增加了系统中溶解性有机物的浓度,因此,溶解性BOD、COD 去除率远大于10%。
但是由于酸化过程的控制不能严格划分,在污泥中可能仍有少量甲烷菌的存在,可能产生少量的甲烷,但甲烷在水中的溶解度也相当可观,故以气体形成释放的甲烷量很少。
可以看出,水解反应器集沉淀、吸附、网捕和生物絮凝等物理化学过程,与水解、酸化和甲烷化过程等生物降解功能于一体。
2、水解酸化法的反应器类型水解酸化反应器主要包括升流式水解反应器、复合式水解反应器及完全混合式水解反应器。
此外,水解反应器还可以包括采用其他厌氧反应器型式实现水解酸化的反应器,如厌氧折流板反应器、厌氧接触反应器等。
1、升流式水解反应器升流式水解反应器的示意图见图 1,水解酸化微生物与悬浮物形成污泥层,污水通过布水装置自反应器底部均匀上升至顶部出水堰排出过程中,污泥层可截留污水中悬浮物,并在水解酸化菌作用下降解有机物、提高污水可生化性等。
碱性水解_芬顿氧化_好氧工艺处理农药生产废水_孙长顺

Treatment of Pesticide Wastewater by Alkaline Hydrolysis / Fenton Oxidation / Aerobic Biological Treatment
① 集水池。1 座,尺寸为 3 m × 2. 5 m × 4. 7 m,有效水深为 2. 5 m,设置提升泵 2 台,1 用 1 备。
② 碱性水解调节池。1 座,尺寸为 8. 0 m × 4. 2 m × 4. 3 m,有效停留时间为 5 ~ 20 d,底部安装 穿孔曝气管,投加 NaOH 片剂。
③ 芬顿反应罐。1 个,尺寸为 2 250 mm × 2 940 mm,材质为聚丙烯,有效容积为 10 m3 ,底部 设置穿孔曝气管进行搅拌,并安装紫外线灯管,波长 为 185 nm,总功率为 250 W,反应时间为 12 h,采用
Key words: pesticide wastewater; alkaline hydrolysis; Fenton oxidation; biological treatment
农药废水具有 COD 浓度高、含盐量高、有机物 成分复杂、可生化性差、毒性大等特点,该类废水目 前主要采 用 物 理 法、化 学 法 和 生 物 化 学 法[1,2] 进 行 处理。
碱性水解控制 pH = 9. 5,停留时间 > 5 d,COD 去除率 > 40% ; 芬顿反应最佳 pH 值为 3. 5 ~ 4. 5, H2 O2 投加量为 4 g / L,nH2O2 ∶ nFe2 + = 10 ∶ 1,COD 去 除率 > 30% 。
水解_好氧双流化床工艺处理百事可乐生产废水

工程实例水解/好氧双流化床工艺处理百事可乐生产废水吴海珍1, 曹 臣2, 吴超飞2, 任 源2, 吴锦华2, 韦朝海2(1.华南理工大学生物科学与工程学院,广东广州510006;2.华南理工大学环境科学与工程学院,广东广州510006)摘 要: 百事可乐(中国)浓缩液生产废水的有机物和SS 浓度较高、p H 不稳定、色度大、气味浓,原处理系统不能实现达标排放。
针对现有情况,将三重环流好氧生物流化床结合水解酸化工艺应用于该废水处理工程的改造,处理规模为144m 3/d ,工程调试后已连续运行3年。
在进水有机负荷分别为2.48~3.50kg COD /(m 3d)和1.45~1.88kgBOD /(m 3d)、系统HRT 为20h 的操作条件下,对C OD 、BOD 5、SS 、NH +4-N 及色度的平均去除率分别为95.5%、97.5%、91.4%、90.7%及96.8%,出水水质满足 广州市污水排放标准 (DB 4437 90)新扩改一级排放标准限值的要求。
过程数据表明,水解酸化将废水的B /C 平均值从0.55提高到0.63;好氧生物双流化床能高效降解有机物,对C OD 和BOD 5的平均去除率分别为91.6%和95.2%,证明结合了传质与分离特点的三重环流反应器能够成为一种高效实用的有机废水生物处理单元技术。
关键词: 饮料废水; 水解酸化; 好氧生物流化床中图分类号:X703.1 文献标识码:C 文章编号:1000-4602(2010)22-0064-05基金项目:广东省科技计划项目(2007B030103011、2009B020311001)Hydrol ysis/A erobic D ouble Fl ui dized Bed Process for Pepsi colaW aste water Treatm entWU H ai z hen 1, CAO Chen 2, WU Chao fei 2, REN Y uan 2, WU Jin hua 2, W E I Chao ha i2(1.Colle g e of B iolo g ical Science and Eng i n eering,Sout h China Universit y of Technolo gy ,Guangzhou 510006,China;2.C ollege o f Environ m ental Science and E ng ineering,SouthChina Universit y of Technolo gy ,Guangzhou 510006,China )Abstract : Fo rw aste wa ter fro m production o fPepsi co la concentratesw ith high concentration o f or ganics and SS ,unstab le p H,high co l o r and str ong odor ,the effl u ent of the orig i n al treat m ent syste m could notm eet the spec ified standard .Under these circu m stances ,the co m bined process of tri p le l o op aerobic bio l o g ica l fluidized bed and hydr o lysi s aci d ification w as used to treat this w aste w ater .The de si g ned capacity w as 144m 3/d .This pro j e ct has continuously opera ted f o r 3years after co mm issi o n i n g .W hen the i n fl u ent COD and BOD 5loadi n g are 2.48to 3.50kg /(m 3d)and 1.45to 1.88kg /(m 3d),and the syste m tota lHRT is 20h ,t h e average re m ova l rates o fCOD,B OD 5,SS ,NH +4-N and co l or are 95.5%,97.5%,91.4%,90.7%and 96.8%respecti v ely .The effl u ent quality m eets the first class criteria for ne w l y constructed or ex tensi v e l y renovated pro j e cts i n W aste wa ter D ischar ge Standard for第26卷 第22期2010年11月 中国给水排水CH I NA W ATER &WA STE WAT ERV o.l 26No.22N ov .2010Guangzhou C it y(DB4437-90).The process data show that hydro l y sis ac i d ificati o n i n creases the aver age value o f B/C fro m0.55to0.63.The aer obic doub le fl u i d ized bed can effectively deg rade organic m atters,re m ov i n g91.6%o fCOD and95.2%of BOD5,w h i c h pr oves that due to the structural f u ncti o n ality and co m binati o n w ith m ass transfer and separation,the triple loop reactor can beco m e a k i n d o f effi cient and practical techno logy for b i o log ical treat m en t o f o r gan ic waste w ater.K ey w ords: beverage w aste w ater; hydr o lysis acidification; aerobic bio l o g ica l fl u idized bed可乐饮料主剂是由糖浆、色素、甜味剂、酸味剂、香料及苯甲酸钠等按照一定的比例配制而成的一种饮料浓缩液,是饮料灌装厂的主要原料。
制药企业常见的几种污水处理工艺技术
制药企业常见的几种污水处理工艺技术随着我国医药工业的发展,制药污水已逐渐成为重要的污染源之一,如何处理该类污水是当今环境保护的一个难题。
制药污水处理设备处理制药工业污水主要包括抗生素生产污水、合成药物生产污水、中成药生产污水以及各类制剂生产过程的洗涤水和冲洗污水四大类。
其污水的特点是成分复杂、有机物含量高、毒性大、色度深和含盐量高,特别是生化性很差,且间歇排放,属难处理的工业污水。
制药污水的处理工艺及选择制药污水的水质特点使得多数制药污水单独采用生化法处理根本无法达标,所以在生化处理前必须进行必要的预处理.一般应设调节池,调节水质水量和pH,且根据实际情况采用某种物化或化学法作为预处理工序,以降低水中的SS、盐度及部分COD,减少污水中的生物抑制性物质,并提高污水的可降解性,以利于污水的后续生化处理。
预处理后的污水,可根据其水质特征选取某种厌氧和好氧工艺进行处理,若出水要求较高,好氧处理工艺后还需继续进行后处理.具体工艺的选择应综合考虑污水的性质、工艺的处理效果、基建投资及运行维护等因素,做到技术可行,经济合理。
总的工艺路线为预处理—厌氧—好氧-(后处理)组合工艺。
如陈明辉等采用水解吸附-接触氧化—过滤组合工艺处理含人工胰岛素等的综合制药污水,处理后出水水质优于GB8978-1996的一级标准。
气浮-水解-接触氧化工艺处理化学制药污水、复合微氧水解—复合好氧—砂滤工艺处理抗生素污水、气浮—UBF-CASS工艺处理高浓度中药提取污水等都取得了较好的处理效果。
1 制药污水的处理方法制药污水的处理方法可归纳为以下几种:物化处理、化学处理、生化处理以及多种方法的组合处理等,各种处理方法具有各自的优势及不足。
1。
1 物化处理根据制药污水的水质特点,在其处理过程中需要采用物化处理作为生化处理的预处理或后处理工序.目前应用的物化处理方法主要包括混凝、气浮、吸附、氨吹脱、电解、离子交换和膜分离法等。
1。
1.1 混凝法该技术是目前国内外普遍采用的一种水质处理方法,它被广泛用于制药污水预处理及后处理过程中,如硫酸铝和聚合硫酸铁等用于中药污水等.高效混凝处理的关键在于恰当地选择和投加性能优良的混凝剂.近年来混凝剂的发展方向是由低分子向聚合高分子发展,由成分功能单一型向复合型发展.刘明华等以其研制的一种高效复合型絮凝剂F—1处理急支糖浆生产污水,在pH 为6。
水解酸化、好氧生物处理工艺书
城市污水生物措置新技术开发与应用——水解-好氧生物措置工艺王凯军贾立敏编著化学工业出书社环境科学与工程出书中心北京2001年10月第一版2001年1月北京第1次印刷目录第一节水解〔酸化〕工艺与厌氧工艺 (4)一、底子道理 (4)二、水解-好氧工艺的开发 (5)三、水解〔酸化〕工艺与厌氧发酵的区别 (6)第三节水解-好氧生物措置工艺特点 (8)1、水解池与厌氧UASB工艺启动方式不同 (8)2、水解池可代替初沉池 (9)3、较好的抗有机负荷冲击能力 (10)4、水解过程可改变污水中有机物形态及性质,有利于后续好氧措置 (10)5、在低温条件下仍有较好的去除效果 (11)6、有利于好氧后措置 (11)7、可以同时达到对残剩污泥的不变 (12)第四节水解-好氧生物措置工艺的机理 (12)一、有机物形态对水解去除率的影响 (12)二、有机物降解途径 (13)三、水解池动态特性阐发 (14)四、难降解有机物的降解 (15)第五节水解工艺对后续好氧工艺的影响 (20)1、有机物含量显著减少 (20)2、B/C比值和溶解性有机物比例显著增加 (21)3、BOD5降解动力学 (21)4、污泥和COD去除平衡 (22)第六节水解工艺的污泥措置 (23)一、传统污泥措置的目的和手段 (24)二、污泥有机物的降解表 (25)三、污泥脱水性能及措置 (25)第七节水解池的启动和运行 (27)一、水解池的启动方式 (27)二、配水系统 (29)三、排泥 (32)四、负荷变化对水解池措置效果的影响 (33)第八节水解工艺的进一步开发和应用 (34)一、芳香类化合物的去除 (35)二、奈的去除 (35)三、卤代烃的去除 (35)四、难生物降解工业废水措置的实际应用 (35)五、高悬浮物含量废水的水解措置工艺 (36)六、水解工艺的适用范围及要求 (37)第九节水解-好氧工艺技术经济阐发 (39)一、厌氧措置应用的经济阐发 (39)二、水解-好氧系统设计参数 (40)第十节水解-好氧生物措置工艺设计指南 (42)一、预措置设施 (42)二、水解池的详细设计要求 (42)三、反响器的配水系统 (43)四、管道设计 (46)五、出水收集设备 (46)六、排泥设备 (47)水解-好氧生物措置工艺根3333/d〕都相继采用了该措置工艺。
污水处理水解-好氧生物处理工艺设计指南
污水处理水解-好氧生物处理工艺设计指南所属行业: 水处理关键词:污水处理水解酸化厌氧消化水解是指有机物进入微生物细胞前、在胞外进行的生物化学反应。
微生物通过释放胞外自由酶或连接在细胞外壁上的固定酶来完成生物催化反应。
酸化是一类典型的发酵过程,微生物的代谢产物主要是各种有机酸。
从机理上讲,水解和酸化是厌氧消化过程的两个阶段,但不同的工艺水解酸化的处理目的不同。
水解酸化-好氧生物处理工艺中的水解目的主要是将原有废水中的非溶解性有机物转变为溶解性有机物,特别是工业废水,主要将其中难生物降解的有机物转变为易生物降解的有机物,提高废水的可生化性,以利于后续的好氧处理。
考虑到后续好氧处理的能耗问题,水解主要用于低浓度难降解废水的预处理。
混合厌氧消化工艺中的水解酸化的目的是为混合厌氧消化过程的甲烷发酵提供底物。
而两相厌氧消化工艺中的产酸相是将混合厌氧消化中的产酸相和产甲烷相分开,以创造各自的最佳环境。
水解-好氧生物处理工艺设计指南一、预处理设施预处理的目的之一是去除粗大固体物以及无机可沉固体,这对配水有特殊要求的水解池尤为重要。
另外,不可生物降解的固体在水解反应器内的积累会占据大量的池容,反应器池容的减少最终将导致系统完全失效。
一般预处理系统包括去除大的固体、较小颗粒的格栅和水力筛及去除砂和砾石的沉砂池。
(1)格栅格栅是污水预处理的通用设施。
为保证水解池布水系统不被堵塞,建议采用固定式格栅或回转筛、水力筛作补充处理。
(2)除砂池对小型污水处理厂,由于污水流量变化较大,沉砂池设计的难点需要在变化的水量条件下保持系统中液体流速有相对不变的数值。
因为较高的流速会降低无机固体在渠道中的去除效果,而较低的流速导致有机物与砂一起沉积。
对于有一定规模的污水处理厂,可以考虑采用平流式沉砂池。
在存在较多的砂和有机物共同沉淀的情况下,可采用体外洗砂装置,如螺旋洗砂器或水力固体螺旋洗砂器。
考虑到后续水解处理工艺,一般不用曝气沉砂池作为预处理装置。
水解酸化-好氧工艺处理制浆造纸中段废水

水解酸化-好氧工艺处理制浆造纸中段废水邱祺【期刊名称】《广东化工》【年(卷),期】2012(039)006【摘要】Characteristics of hydrolytic-aerobic process wereintroduced.Application of hydrolytic-aerobic process in pulping and papermaking wastewater treatment were summarized.The hydrolysis acidification-biological contact oxidation process was recommended as an effectual technology and it was suitable for the minor enterprises in China.%介绍了水解酸化-好氧工艺的特点,对水解酸化-好氧工艺在制浆造纸中段废水处理中的应用进行了综述,论述了水解酸化-生物接触氧化工艺的研究进展,并指出了水解酸化-生物接触氧化工艺处理制浆造纸中段废水是一种比较适合我国中小型造纸厂的有效的处理工艺。
【总页数】2页(P155-156)【作者】邱祺【作者单位】东莞市天正环保工程有限公司,广东东莞523000【正文语种】中文【中图分类】X793【相关文献】1.水解酸化—好氧—Fenton氧化工艺处理制浆造纸废水工程实例 [J], 时孝磊;李锋民;胡洪营2.水解酸化-好氧生物工艺处理制浆造纸综合废水 [J], 李耀中;贺延龄3.水解酸化-好氧生物流化床工艺处理龙须草制浆废水 [J], 张小洪;邓仕槐;漆辉4.水解-好氧工艺处理造纸中段废水 [J], 韩彪5.水解酸化-厌氧-好氧-混凝工艺处理造纸废水 [J], 王裕金;白斌;高莉因版权原因,仅展示原文概要,查看原文内容请购买。
水解-好氧生物处理工艺的机理
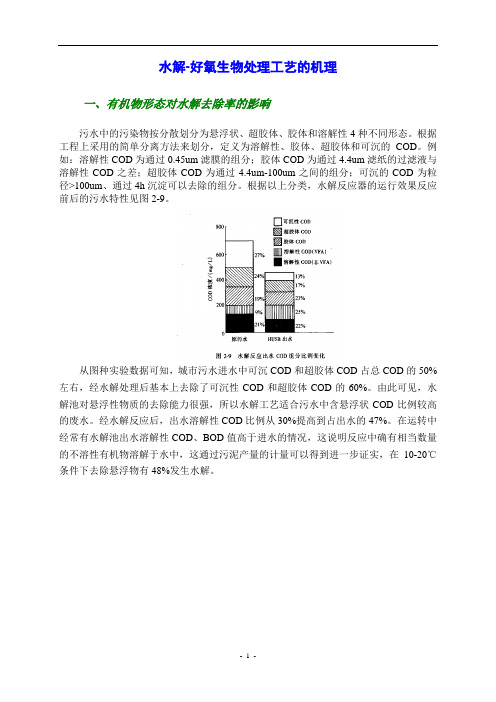
水解-好氧生物处理工艺的机理一、有机物形态对水解去除率的影响污水中的污染物按分散划分为悬浮状、超胶体、胶体和溶解性4种不同形态。
根据工程上采用的简单分离方法来划分,定义为溶解性、胶体、超胶体和可沉的COD。
例如:溶解性COD为通过0.45um滤膜的组分;胶体COD为通过4.4um滤纸的过滤液与溶解性COD之差;超胶体COD为通过4.4um-100um之间的组分;可沉的COD为粒径>100um、通过4h沉淀可以去除的组分。
根据以上分类,水解反应器的运行效果反应前后的污水特性见图2-9。
从图种实验数据可知,城市污水进水中可沉COD和超胶体COD占总COD的50%左右,经水解处理后基本上去除了可沉性COD和超胶体COD的60%。
由此可见,水解池对悬浮性物质的去除能力很强,所以水解工艺适合污水中含悬浮状COD比例较高的废水。
经水解反应后,出水溶解性COD比例从30%提高到占出水的47%。
在运转中经常有水解池出水溶解性COD、BOD值高于进水的情况,这说明反应中确有相当数量的不溶性有机物溶解于水中,这通过污泥产量的计量可以得到进一步证实,在10-20℃条件下去除悬浮物有48%发生水解。
二、有机物降解途径以COD为例,图2-10给出了对可沉性、超胶体、胶体性和溶解性等不同物理状态的有机污染物迁移转化途径的图示。
首先水解反应器中的大量微生物将进水中颗粒物质和胶体物质迅速截留和吸附,这是一个物理过程的快速反应,一般只要几秒到几十秒即可完成,因此,反应是迅速的。
截留下来的物质吸附在水解污泥的表面,漫漫地被分解代谢,其在系统内的污泥停留时间要大于水力停留时间。
在大量水解细菌的作用下将大分子、难于生物降解物质转化为易于生物降解的小分子物质后,重新释放到液体中,在较高的水力负荷下随水流移出系统。
由于水解和产酸菌世代期较短,往往以分和小时计,因此,这一降解过程也是迅速的。
在这一过程中溶解性BOD、COD的去除率虽然表面上讲只有10%左右,但是由于颗粒有机物发生水解增加了系统中溶解性有机物的浓度,因此,溶解性BOD、COD去除率远远大于10%。
厌氧(水解酸化)—好氧生物处理工艺及其在我国难降解有机废水处理中的应用
・ 收 稿 日期 :∞2 I 6 a —0 一0
作者简介 : 赵健 g092 . 助工, 7 一)男. 主要从事环境管理方面的研究
统, 从而节省基 建费用。 水解酸化 、 混台厌氧和 两相厌 氧由各 自的作用 不 同、 产物要求 及处 理程度 的不 同, 对 对
各 自的运 行和操作要求 也不 同 : 1El 同。在混 台厌氧 消化 系统 中 , 将 氧化 还原 电位 ( )I不 须 E 严格控 制在 一30 h 0mv以下以满足 甲烷菌的要求 , 因而其 水解酸 化菌也 是在 此 E h值下 工 作的 ; 两相厌 氧消化系统则须将产 酸相 的 E 控 制在 一10 h 0mV~ 一 0mV之间 而水解 酸化 30 工艺 , 只要将 E 控制在 +5m h 0 V下 即可发生有 效的水 解酸化 作用 。 ()H要求不 同。混 台 2o 厌 氧处 理系统 中, 口 其 H通常控 制在 甲烷 菌生长 的最佳范 围( . ~72 以内 ; 68 .) 两相 工艺 中则 为控 制其 产物的形态而将 口 H严格控制在 60 . .~65之间。而厌 氧水 解酸化工艺 由于其后续 处理为好氧工艺 , 因而对 p H的要 求并 不十分严 格 , 由于水 解酸化菌对 p 且 H的适应性 较强 , 因而其适 宜 D H范围较宽 ( 适宜 值为 35 1, 值为 55 .) 3温度( ) . O最优 .—65。() T 的不 同。混 台厌氧 系统 和两相系统对 温度 均有严格的要求 , 要么控制在中温(0 ~3℃)要 幺控制在 3℃ 5 ,
果汁生产废水处理方案

精心整理果汁生产废水处理技术。
第一章概述一.果汁废水特点1、果汁废水构成企业废水组成较为复杂,一般都有十多种废水需要处理,他们是:洗果排放水、设备清洗废水、消毒清洗废水、果汁冷凝水、设备冷却水、设备外部清洗水、地面清洗水及其他排放废水。
2、主要废水水质描述第二章工艺路线的确定及选择依据2.1处理方法比较果汁废水中大量的污染物是溶解性的糖类、果酸,这些物质具有良好的生厌氧处理技术是一种有效去除有机污染物并使其碳化的技术,它将有机化合物转变为甲烷和二氧化碳。
对处理中高浓度的废水,厌氧比好氧处理不仅运转费用低,而且可回收沼气;所需反应器体积更小;能耗低,约为好氧处理工艺的10%~15%;产泥量少,约为好氧处理的10%~15%;对营养物需求低;既可应用于小规模,也可应用大规模。
厌氧法的缺点式不能去除氮、磷,出水往往不达标,因此常常需对厌氧处理后的废水进一步用好氧的方法进行处理,使出水达标。
(四)不同处理系统的技术经济分析不同处理方法的技术、经济特点比较,见表1-1。
表1-1不同处理方法的技术、经济特点比较污泥的减量化。
污泥脱水后形成泥饼,装车外运处置。
第三章设计原则及设计规范一、设计原则1、执行国家环境保护的政策,符合国家和地方有关的法规、规范及标准,污水经处理后达标排放。
2、根据企业规划和实际情况,力求做到系统布局合理,节省投资,又便于运行管理,充分发挥工程投资效益.3、采用高效、节能、先进、可靠的污水处理新工艺、新技术,实现污水处理站的低耗高效。
4、在已建成相同类型处理站的基础上进行优化,尽可能降低投资和运行费用。
5、操作管理方便,操作人员的劳动强度低。
6、污水处理系统适合生产性变化。
二、设计规范和标准1、《室外排水设计规范》GB50101-2005第四章投资估算与效益分析?表4.1运行分析表4.2效益分析果汁废水处理厂效益包括经济效益、社会效益和环境效益。
该废水厂进水经过以及处理后,悬浮物的去除率为96%,BOD5的去除率为93%左右,CODcr的去除率为90%左右。
水解酸化池设计
(二)工业废水
印染废水 :水解-好氧-生物碳工艺 焦化废水 :水解和AO工艺 在啤酒废水和屠宰废水方面水解-好氧工艺相结合的工艺已是具有竞争力的一种 标准工艺。水解(酸化)工艺还应用于工业废水处理中,如印染、纺织、轻工、 酿酒、化工、焦化、造纸等行业的工业废水
安徽工程科技学院生化系
Anhui University of Science and Technology
需氧量的差别,理论上使得处理水解池出水可降低50%的氧耗量; 在相同停留时间下,水解池出水有机物去除比例可高于传统工艺; 可生物降解物质的降解所需的反应时间两者相差2.5倍,这说明采 用水解-好氧处理工艺可显著缩短曝气时间,从理论上讲,这个比 例可高达60%。
安徽工程科技学院生化系
Anhui University of Science and Technology
6、有利于好氧后处理
不同工艺处理北京高碑店城市污水实验结果对比
项 目 停留时间/h 气水比 回流比 污泥指数SVI 出水SS浓度/(mg/L) 出水COD浓度/(mg/L) 出水BOD浓度/(mg/L)
8 15:1 50 265 15.1 150 9.8
传统工艺曝气池运行
穿孔管曝气 6 14:1 50 239 86.7 162.0 29.5 中微孔曝气 4.5 4.9:1 60 231 11.6 148 12.0 91.6 8.8 8 6.2:1 60 259
Prevention & Treatment of Trade Wastewater
5、在低温条件下仍有较好的去除效果
水解反应器之所以在低温条件下仍有如此高的去除率,因为水解池属于升 流式污泥床反应器,这种反应器保持大量的水解活性污泥,污泥平均浓度达 到15g/L,由于生物量大,大量水解活性污泥形成的污泥层,在有机物通过时 将其吸附截留,这延长了污染物在池内的停留时间,从而保证了去除率。
制糖工业废水处理工艺设计毕业设计
1 引言中国的淡水资源总量占全球水资源的6%,仅次于巴西、俄罗斯和加拿大,居世界第四位,但人均只有2200立方米,仅为世界平均水平的1/4,在世界上名列121位,是全球13个人均水资源最贫乏的国家之一,是一个干旱缺水严重的国家。
到20世纪末,全国600多座城市中,已有400多个城市存在供水不足问题,其中比较严重的缺水城市达110个,全国城市缺水总量为60亿立方米。
据监测,目前全国多数城市地下水受到一定程度的点状和面状污染,且有逐年加重的趋势。
日趋严重的水污染不仅降低了水体的使用功能,进一步加剧了水资源短缺的矛盾,对中国正在实施的可持续发展战略带来了严重影响,而且还严重威胁到城市居民的饮水安全和人民群众的健康。
所以,对于水的可持续利用成为国民发展的必要手段,其中对于污水的处理迫在眉睫,更是被提到重要的日程上来。
对于关系到国计民生的食品行业,制糖产业一直占据着不可或缺的重要位置。
但是“前门产糖,后门排污”却给环境带来了很大压力。
从工业角度看,如果按年榨甘蔗3000万吨计算,全国制糖及其深加工过程中将产生约100万吨废糖蜜,约330万吨蔗渣,约310万立方米酒精废液。
这样巨大的数字表明,如果对这些废物的处理不及时,排放到地表水体中,将会对我国的水资源产生很大的影响。
对制糖废水进行处理后让其达标排放,可以大大减少向水体排放的污水量,减轻环境负担,实现环境效益与经济效益的统一[1]。
制糖工业废水[2]是以甜菜或甘蔗为原料制糖过程中排出的废水,主要来自斜槽废水、榨糖废水、蒸馏废水、地面冲洗水等制糖生产过程和制糖副产品综合利用过程。
我国甘蔗糖厂大多利用制糖生产的副产品糖蜜生产酒精,酒精生产过程中产生的废弃物废醪液为一种色度高(深褐色)、PH低(4.5左右)、污染物浓度高的酸性有机废水,废水中一般含有有机物和糖分,COD、BOD很高,是糖厂对水环境的主要污染源[3]。
2 设计依据及原则2.1 设计依据2.1.1 工艺设计主要法律、法规(1)《中华人民共和国水法》2002年08月(2)《中华人民共和国环境保护法》1989年12月(3)《中华人民共和国水污染防治法》1996年05月(4)《中华人民共和国大气污染防治法》2000年09月(5)《中华人民共和国环境噪声污染防治法》1996年10月(6)国务院31号令《关于环境保护若干问题的规定》(1996)(7)《中华人民共和国固体废物污染环境防治法》1995年10月2.1.2 工艺设计主要规范、标准(1)《给水排水设计手册》(2)其它国家相关规范、标准(3)《污水综合排放标准》GB8978-1996(4)《鼓风曝气系统设计规程》CECS97-97(5)《室外排水设计规范》GBJ14-87(1997年版)2.2 设计原则(1)在污水处理工艺的采用上力求技术成熟、简单实用,保证运行与维护管理的方便性。
水解酸化

水解酸化简介水解是指有机物进入微生物细胞前、在胞外进行的生物化学反应。
微生物通过释放胞外自由酶或连接在细胞外壁上的固定酶来完成生物催化反应。
酸化是一类典型的发酵过程,微生物的代谢产物主要是各种有机酸。
从机理上讲,水解和酸化是厌氧消化过程的两个阶段,但不同的工艺水解酸化的处理目的不同。
水解酸化-好氧生物处理工艺中的水解目的主要是将原有废水中的非溶解性有机物转变为溶解性有机物,特别是工业废水,主要将其中难生物降解的有机物转变为易生物降解的有机物,提高废水的可生化性,以利于后续的好氧处理。
考虑到后续好氧处理的能耗问题,水解主要用于低浓度难降解废水的预处理。
混合厌氧消化工艺中的水解酸化的目的是为混合厌氧消化过程的甲烷发酵提供底物。
而两相厌氧消化工艺中的产酸相是将混合厌氧消化中的产酸相和产甲烷相分开,以创造各自的最佳环境。
编辑本段处理过程一、厌氧生化处理的概述废水厌氧生物处理是指在无分子氧的条件下通过厌氧微生物(包括兼氧微生物)的作用,将废水中各种复杂有机物分解转化成甲烷和二氧化碳等物质的过程。
厌氧生化处理过程:高分子有机物的厌氧降解过程可以被分为四个阶段:水解阶段、发酵(或酸化)阶段、产乙酸阶段和产甲烷阶段。
1、水解阶段水解可定义为复杂的非溶解性的聚合物被转化为简单的溶解性单体或二聚体的过程。
2、发酵(或酸化)阶段发酵可定义为有机物化合物既作为电子受体也是电子供体的生物降解过程,在此过程中溶解性有机物被转化为以挥发性脂肪酸为主的末端产物,因此这一过程也称为酸化。
3、产乙酸阶段在产氢产乙酸菌的作用下,上一阶段的产物被进一步转化为乙酸、氢气、碳酸以及新的细胞物质。
4、甲烷阶段这一阶段,乙酸、氢气、碳酸、甲酸和甲醇被转化为甲烷、二氧化碳和新的细胞物质。
二、水解酸化分析高分子有机物因相对分子量巨大,不能透过细胞膜,因此不可能为细菌直接利用。
它们在水解阶段被细菌胞外酶分解为小分子。
例如,纤维素被纤维素酶水解为纤维二糖与葡萄糖,淀粉被淀粉酶分解为麦芽糖和葡萄糖,蛋白质被蛋白质酶水解为短肽与氨基酸等。