0104-2006 机械制图材料标记方法
机械制图材料标记方法

机械制图材料标记方法
目录
前言...................................................................................
1 范围 (1)
2 引用标准 (1)
3 材料标记 (1)
前言
本标准的全部内容为上海万象汽车制造有限公司企业技术标准。
本标准由技术开发部提出。
本标准由技术总监崔峻基批准。
本标准审核人:殷卫东。
本标准主要起草人:成冬林。
本标准由技术开发部归口。
机械制图材料标记方法
1 范围
本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。
本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。
2 引用标准
本标准参照《常用材料标记示例》—机械工业标准化培训中心、《材料手册》—江苏省标准情报研究所(1992)、《常用金属材料手册》-中国标准出版社(2000) 中的标准。
3 材料标记
在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料品种,则可按简化标记法标记,否则应按标准标记法标记。
1
1
注:①钢板厚度3mm以上用。
注:②钢板厚度2.5mm以下用。
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21。
机械制图标注规范ppt文档
(1)国家标准规定的标题栏
在正规的图纸上,标题栏的格式和尺寸应按
GB10609.1-89的规定绘制,如下图所示。
180
10 10
16
16
12
16
8×7(=56) 7
20
(材料标记)
标记 处数 分区 更改文件号 签名 年 月 日 4×5 12 12
设计
(签名) (年 月 日) 标准化 (签名) (年 月 日)
图样中除了用视图表示机件的结构形状外,还要 用文字和数字说明机件的技术要求和大小。
国家标准对图样中的汉字、拉丁字母、希腊字母、阿 拉伯数字、罗马数字的形式作了规定。
图样上所注写的汉字、数字、字母必须做到:字体工 整、笔划清楚、间隔均匀、排列整齐。这样要求的目 的是使图样清晰,文字准确,便于识读,便于交流, 给生产和科研带来方便。
对对中中符符号号((粗实实线线))伸伸入入图图框框内5内m5mm m
标题栏
(a)
(b)
纸纸边边界界线线
图图框框线
标题栏
(a)
(b)
3.标题栏
标题栏用来填写零部件名称、所用材料、 图形比例、图号、单位名称及设计、审核、批 准等有关人员的签字。
每张图纸的右下角都应有标题栏 。 标题栏的方向一般为看图的方向。
1 : 4 × 10n
1 : 6 × 10n
2.比例的标注方法
•
(1) 为了在图样上直接获得实际机件大小
的真实概念,应尽量采用1:1的比例绘图。
(2) 如不宜采用1:1的比例时,可选择放大或
缩小的比例。但标注尺寸一定要注写实际尺寸。
(3) 应优先选用“比例系列一”中的比例。
1.1.3.字体
1.字体的一般要求
autocad-机械制图中的文字标注

AutoCAD机械制图基础教程(2006版)
AutoCAD机械制图基础教程(2006版)
在绘图过程中,常常需要标注某一条倾斜线段的实际长度,而不是 某一方向上线段两端点的坐标差值。如果用户需要得到线段的实际长度, 又不能得到线段的倾斜角度,就需要使用对齐标注的功能。
AutoCAD机械制图基础教程(2006版)
二、长度型尺寸标注 3、创建基线型尺寸标注
与其他标注形式不同,在创建基线标注之前,必须先创建(或选择) 一个线性、坐标或角度标注作为基准标注,AutoCAD 2006程序将会从基 准标注的第一个尺寸界线处测量基线标注。这一点特性与后面要讲到的 连续标注类似。
AutoCAD机械制图基础教程(2006版)
八、编辑尺寸标注 1、修改尺寸标注数字
图修改尺寸标注数字可以通过双击数字,在弹出的“特性”选项板 中来完成。在特性选项板中,可以对尺寸标注的基本特性进行修改,如 图层、颜色、线型等特性。还能够改变尺寸标注所使用的标注样式,对 应标注样式的六类特性,它们包括直线和箭头、文字、调整、主单位、 换算单位和公差。在文字选项卡下 “文字替代”编辑框中输入新的数 字便完成了修改。
AutoCAD机械制图基础教程(2006版)
六、尺寸及形位公差标注 1、标注尺寸公差
尺寸公差可以通过理论上精确的测量值指定。它们被称为基本尺寸。 如果标注值可以在两个方向上变化,所提供的正值和负值将作为极限公 差附加到标注值中。如果两个极限公差值相等,AutoCAD 将在它们前面 加上“±”符号,也称为对称。否则,正值将位于负值上方。
机械制图--常见部件的尺寸标注原则及方法
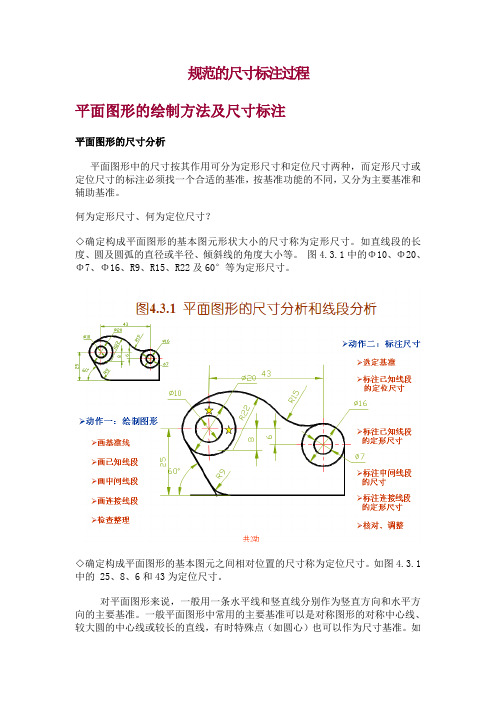
规范的尺寸标注过程平面图形的绘制方法及尺寸标注平面图形的尺寸分析平面图形中的尺寸按其作用可分为定形尺寸和定位尺寸两种,而定形尺寸或定位尺寸的标注必须找一个合适的基准,按基准功能的不同,又分为主要基准和辅助基准。
何为定形尺寸、何为定位尺寸?◇确定构成平面图形的基本图元形状大小的尺寸称为定形尺寸。
如直线段的长度、圆及圆弧的直径或半径、倾斜线的角度大小等。
图4.3.1中的Φ10、Φ20、Φ7、Φ16、R9、R15、R22及60°等为定形尺寸。
◇确定构成平面图形的基本图元之间相对位置的尺寸称为定位尺寸。
如图4.3.1中的 25、8、6和43为定位尺寸。
对平面图形来说,一般用一条水平线和竖直线分别作为竖直方向和水平方向的主要基准。
一般平面图形中常用的主要基准可以是对称图形的对称中心线、较大圆的中心线或较长的直线,有时特殊点(如圆心)也可以作为尺寸基准。
如图4.3.1平面图形的水平方向和竖直方向的主要基准为Φ10(Φ20)的竖直和水平中心线。
平面图形的线段分析平面图形是由线段(一般为直线与圆弧)组成。
根据图形中所标注的尺寸和线段间的连接关系,图形中的线段可以分为已知线段、中间线段,连接线段三种。
何为已知线段、何为中间线段、何为连接线段?◇具有完整的定形和定位尺寸的线段称为已知线段。
根据图形中所注的尺寸就能将其画出。
如图4.3.1中的Φ10、Φ20、Φ7、Φ16圆及下边和右边直线段。
◇定形尺寸完整,而定位尺寸不全的线段称为中间线段。
作图时,除需要图形中标注的尺寸外,还需根据它与其他线段的一个连接关系才能画出。
如图 4.3.1中的R22圆弧及倾斜60°的直线段。
◇只有定形尺寸,没有定位尺寸的线段称为连接线段。
作图时,除需要图形中标注的定形尺寸外,还需根据它与其他线段的两个连接关系才能画出。
如图4.3.1中的R15和R9圆弧。
总结根据分析,可以归纳出:当已知线段确定之后,两已知线段中间有多条线段连接时,中间线段可多可少可有可无,连接线段只能有一段。
常用材料标记方法
常用材料标记方法一汽红塔云南汽车制造有限公司产品开发部前言材料标记广泛用于产品设计、工艺制造、生产检验、订货采购等经营管理中,为了使公司各类人员正确运用材料标记标注规则,正确识别、使用材料标记。
根据机械工业基础标准情报网发资料,结合公司产品,对常用的各种材料,按钢铁材料、有色金属及合金、非金属材料三大类,依据本公司材料标注习惯分类编排。
每个示例都给出通常标记,对材料牌号、规格、辅助技术要求等要素代号的含义加以说明。
给出的常用牌号或型材选用规格范围,供选材时参考,不能作为选材的依据,选材还应根据材料产品标准原文进行选用。
机械工业常用材料标记方法123456789汽车用钢板1、通常标记钢板 510L- 6 GB/T 3273-20052、常用牌号370L、420L、440L、510L、570L3、规格范围:(厚×宽×长)(1.6~14)╳(210~2200)╳(2000~12000)4、精度等级:PT.A:厚度为普通精度;PT.A:厚度为较高精度EC:切边;EM:不切边碳素结构钢冷轧钢带1、通常标记钢带 Q235A-0.2╳120 GB/T 716-19912、规格范围:(厚×宽×长)(0.1~3.0)╳(10~250)╳(5000~11000) 3、牌号:钢带采用GB/T 700标准中的碳素结构钢轧制钢管结构用无缝钢管1、通常标记a.热轧钢管 10-73╳3.5 GB/T 8162-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8162-20082、规格范围:(外径╳壁厚╳长度)a.热轧钢管 (6~660)╳(0.25~65)╳(3000~12000)或倍尺b.冷轧钢管 (6~50)╳(1~3)╳(2000~10500)或倍尺3、牌号:应符合GB/T699、GB/T1591或GB/T3077的规定输送液体用无缝钢管1、通常标记a、热轧钢管 10-73 GB/T 8163-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8163-20082、规格范围:(同结构用无缝钢管)3、牌号:应符合GB/T699、GB/T1591的规定11121314151617182021普通开式齿轮油1、通常标记齿轮油 L- CK150 SH/T 0363 -19922、常用牌号:普通开式齿轮油L-CK:68、100、150、220、320重负荷车轮齿轮油1、通常标记车轮油 L- CK85W/140 GB 13895-19922、常用牌号:车轮油L-CK:75W、80W/90、85W/90、85W/140、90、100轴承油1、通常标记车轮油 L- FC32 SH/T 0017-19902、常用牌号:抗氧防锈油 L-FC:2、3、5、7、10、15、22、32、46、68、100 抗氧防锈抗磨油 L-FD:2、3、5、7、10、15、22导轨油1、通常标记导轨油 L- G68 SH/T 0361-19982、常用牌号:L-G32、L-G46、L-G68、L-G100、L-G150、L-G220、L-G320变压器油1、通常标记变压器油 25号 GB 2536-1990 2、常用牌号:10号、25号、45号防锈油1、通常标记防锈油 REE-2 SH/T 0692 -20002、常用分类:a.除指纹型防锈油(L-):RCb.溶济稀释型防锈油(L-):RC、RE、REE-1、REE-2、RFc.脂型防锈油(L-):RKd.润滑油型防锈油(L-):RD-1、RD-2、RD-3、RD-4-1、RD-4-2、RD-4-3e.气相防锈油:RQ-1、RQ-224冷冻机油1、通常标记冷冻机油 L- DRA/B68 GB/T 16630 -1996 2、常用牌号:制冷系统蒸发器温度高于-40ºCL-DRA/A:15、22、32、46、68L-DRA/B:15、22、32、46、68、100、150 制冷系统蒸发器温度低于-40ºCL-DRB/A:15、22、32、46、68L-DRB/B:15、22、32、46、68钙基润滑脂1、通常标记钙基润滑脂 L- XAA3号 GB 491-19872、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~60 ºC L-XAA:1号、2号、3号、4号通用锂基润滑脂1、通常标记通用锂基脂 L-XBCHA2 GB 7324-19942、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~150 ºC L-XBCHA:1号、2号、3号7903号耐油密封润滑脂1、通常标记7903号耐油密封脂 SH/T 0011-19907017-1号高低温润滑脂1、通常标记7017-1号高低温润滑脂 SH 0431-1992(1998)机动车辆制动液1、通常标记制动液 HZY3 GB 12981-2003 2、常用牌号:HZY3、HZY4、HZY5合成切削液1、通常标记切削液Ⅱ GB/T 6144-19852、常用牌号:普通型Ⅰ类、防锈型Ⅱ类、极压型Ⅲ和多效型Ⅳ25人造板刨花板1、通常标记16 GB/T 4897-20032、常用规格:(厚╳宽╳长)为(2.5、2.8、3.1、3.6、4.1、5.1、6.1…) ╳(915、1220) ╳(915、1220、1830、2135、2440)中密度纤维板1、通常标记室内型中密度板 MDF-6 GB/T 11718-19992、常用型号、规格:(厚╳宽╳长)型号:室内型板MDF、防潮型板MDF·H、室外型板MDF·E 规格:(厚╳宽╳长)(≥1.8)╳(915、1220)╳(1830、2135、2440)普通胶合板1、通常标记Ⅱ类胶合板 3.5 GB/T 9846.3-20042、常用规格范围:(厚╳宽╳长)(2.7、3~25)╳(915、1220)╳(915、1220、1830、2135、2440)Ⅰ类为耐气候胶合板,Ⅱ类为耐水胶合板,Ⅲ类为不耐潮胶合板硬质纤维板1、通常标记硬质板 3.2 GB/T 12626.2-19902、常用规格范围:(厚╳宽╳长)(2.50、3.00、3.20、4.00、5.00)╳(610、915、1000、1220)╳(1830、2000、2135、2440)26(完)。
机械制图之零件图的尺寸标注法

机械制图之零件图的尺⼨标注法1.轴套类零件这类零件⼀般有轴、衬套等零件,在视图表达时,只要画出⼀个基本视图再加上适当的断⾯图和尺⼨标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加⼯时看图,轴线⼀般按⽔平放置进⾏投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺⼨时,常以它的轴线作为径向尺⼨基准。
由此注出图中所⽰的Ф14 、Ф11(见A-A断⾯)等。
这样就把设计上的要求和加⼯时的⼯艺基准(轴类零件在车床上加⼯时,两端⽤顶针顶住轴的中⼼孔)统⼀起来了。
⽽长度⽅向的基准常选⽤重要的端⾯、接触⾯(轴肩)或加⼯⾯等。
如图中所⽰的表⾯粗糙度为Ra6.3的右轴肩,被选为长度⽅向的主要尺⼨基准,由此注出13、28、1.5和26.5等尺⼨;再以右轴端为长度⽅向的辅助基,从⽽标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,⼀般有端盖、阀盖、齿轮等零件,它们的主要结构⼤体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,⼀般选择过对称⾯或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所⽰就增加了⼀个左视图,以表达带圆⾓的⽅形凸缘和四个均布的通孔。
在标注盘盖类零件的尺⼨时,通常选⽤通过轴孔的轴线作为径向尺⼨基准,长度⽅向的主要尺⼨基准常选⽤重要的端⾯。
3.叉架类零件这类零件⼀般有拨叉、连杆、⽀座等零件。
由于它们的加⼯位置多变,在选择主视图时,主要考虑⼯作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要⽤适当的局部视图、断⾯图等表达⽅法来表达零件的局部结构。
踏脚座零件图中所⽰视图选择表达⽅案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,⽽对于T字形肋,采⽤剖⾯⽐较合适。
在标注叉架类零件的尺⼨时,通常选⽤安装基⾯或零件的对称⾯作为尺⼨基准。
尺⼨标注⽅法参见图。
机械制图中尺寸标注
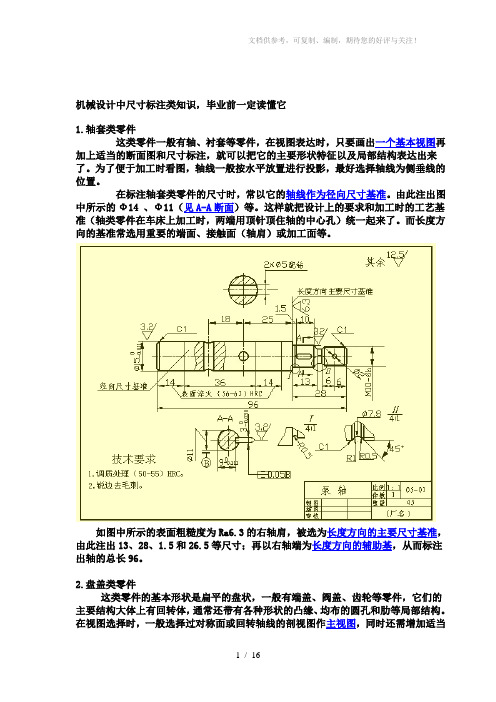
机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
机械制图尺寸注法

半径和直径的简化标注
当圆弧或圆的直径只有一个时,可以省略标 注数值,直接在尺寸线终端画一个圆弧或箭 头符号。
当圆弧或圆的直径值很小时,可以将其数值 标注在图形轮廓线上,并用箭头指向轮廓线
。
05
其他尺寸标注
参考尺寸标注
宽度尺寸标注
宽度尺寸标注表示物体的宽度或横向尺寸。
宽度尺寸的标注方法与长度尺寸类似,也需使用细实线,并尽量标注在加 工面的延长线上。
宽度尺寸的单位也一般为毫米(mm),但同样可以根据需要使用其他单 位。
高度尺寸标注
01
高度尺寸标注表示物体的高度 或纵向尺寸。
02
在标注高度尺寸时,应从顶面 或底面进行标注,并使用细实 线。
3
考虑工艺要求,标注必要的尺寸以指导加工。
尺寸标注的清晰性
01
尺寸线、数字和符号应清晰可辨,无遮挡和重叠。
02
避免号和线型,确保图纸的一致性和规 范性。
尺寸标注的准确性
01
确保尺寸数值准确,无误差。
02
考虑测量工具和方法对尺寸精度的影响。
详细描述
圆弧角度尺寸标注用于表示圆弧的圆心角或所对应的中心角的大小,标注时需要标明圆心角或中心角的度数,以 便于加工和装配时能够准确掌握角度信息。
锥度尺寸标注
总结词
描述圆锥体的斜度或锥度。
详细描述
锥度尺寸标注用于表示圆锥体的斜度或锥度,标注时需要标明锥度的度数以及锥度的起始和终止位置 ,以便于加工和装配时能够准确掌握锥度信息。
“100±0.05”。
角度尺寸公差
02
对于角度尺寸,应注明角度和公差,如“90°±30′”。
机械制图标注规范
64
R4
45
48
80 100
4
7
68
机械制图—第一章制图基本知识和技能
(2) 尺寸界线一般应与尺寸线垂直。必要时才允 许倾斜,如下图φ70和φ24尺寸的尺寸界线。
(3) 在光滑过渡处标注尺寸时,必须用细实线将 轮廓线延长,从它们的交点处引出尺寸界线。
45
70
24
(a) (b)
机械制图—第一章制图基本知识和技能
a
标 题栏
c
标 题栏
c 竖装
c
横装
机械制图—第一章制图基本知识和技能
纸边界线 纸 边界线 细实线 (细 实线) 对中符号(粗实线)伸入图框内 对 中符号(粗实线)伸入图框5 内mm 5 mm
图框线 图 框线 粗实线 (粗 实线)
标题栏
( a)
(b)
机械制图—第一章制图基本知识和技能
纸边界线 纸 边界线
2).尺寸线 尺寸线用来表示所注尺寸的度量方向。 (1) 尺寸线用细实线绘制,其终端有箭头和斜线两种形 式。箭头终端适用于各种类型的图样。 斜线终端:必须在尺寸线与尺寸界线相互垂直时才能使 用。斜线终端用细实线绘制,方向以尺寸线为准,逆时 针旋转45°画出。
~ 6d ~ 6d 尺 寸 界线 尺寸 界 线 尺 寸线 尺寸 线
机械制图—第一章制图基本知识和技能
2.图线画法及其注意的问题
(5)在较小的图形上绘制点画线或双点画线有困 难时,可用细实线代替。
(6)虚线与虚线相交、虚线与点画线相交,应以 线段相交;虚线、点画线如果是粗实线的延长线,应 留有空隙;虚线与粗实线相交,不留空隙。 (7)图线的颜色深浅程度要一致,不要粗线深细 线浅。
20
机械材料表面结构注法

9.5 零件图上的技术要求零件图是设计部门提交给生产部门的重要的技术文件,是制造机器零件的重要依据。
它不仅要合理地表达出零件内外结构和准确尺寸,还必须有制造该零件时零件应该达到的一些质量要求,一般称为技术要求。
9.5.1技术要求的内容零件图上的技术要求一般有以下几个方面的内容:零件的表面结构要求;零件的尺寸公差;零件的几何公差;零件材料的要求和说明;零件的热处理、表面处理和表面修饰的说明;零件的特殊加工、检查、试验及其它必要的说明;零件上某些结构的统一要求,如圆角、倒角尺寸等。
9.5.2 表面结构要求1.基本概念零件的每一个加工表面,无论采用哪种加工方法所获得的零件表面,都不是绝对的平整和光滑的,放在显微镜(或放大)下观察,都可以看到刀具加工过程中留下的微观的表面几何特征,如图9.46所示。
这种微观表面几何特征一般是由刀具与零件的运动、磨擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
由于存在这种微观的表面几何特征,使得零件在制造过程中产生的表面几何形状以及加工后的实际表面与理想表面形状总是存在一定的偏差。
实际表面与理想表面的几何形状的偏差,可划分为三类:形状误差、表面波度和表面粗超度,可用如图9.47所示的表面轮廓来表示。
图9.46表面的微观特征 图9.47 几类轮廓示意图粗超度轮廓、波纹度轮廓和原始轮廓构成零件的表面特征,称为表面结构。
表示表面微观几何特征时要用表面结构参数,国家标准把这三种轮廓分别称为R 轮廓、W 轮廓和P 轮廓,从这三种轮廓上计算得到的参数分别称为R 参数、W 参数和P 参数。
在零件图上标注的表面结构通常以R 参数为主,它是从粗糙度轮廓上计算所得的参数,也称为粗糙度参数。
2.表面粗糙度表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐(a) 形状轮廓(b) 波纹轮廓(c) 粗糙度轮廓(d) 实际轮廓蚀性、接触刚度、抗疲劳强度、密封性和外观等都有影响。
0104-1506_万象机械制图材料标记方法

Q/SXC
机械制图
材料标记方法
万象汽车制造有限公司发布
目录
前言....................................................................................
1 范围 (1)
2 引用标准 (1)
3 材料标记 (1)
前言
本标准的全部内容为上海万象汽车制造有限公司企业技术标准。
本标准由技术开发部提出。
本标准由技术总监879峻基批准。
本标准审核人:殷卫东。
本标准主要起草人:成冬林。
本标准由技术开发部归口。
机械制图材料标记方法
1 范围
本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。
本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。
2 引用标准
本标准参照《常用材料标记示例》—机械工业标准化培训中心、《材料手册》—江苏省标准情报研究所(1992)、《常用金属材料手册》-中国标准出版社(2000) 中的标准。
3 材料标记
在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料品种,则可按简化标记法标记,否则应按标准标记法标记。
注:②钢板厚度2.5mm以下用。
1
2
3
4
5
6
Q/SXC 0104—2006
Q/SXC 0104—2006
Q/SXC 0104—2006
Q/SXC 0104—2006。
制图规范材料标记方法

Q/SXC万象汽车制造有限公司企业标准Q/SXC 164—269代替Q/SXC 0104—206制图规范材料标记方法(讨论)上海万象汽车制造有限公司发布目次1 范围 (1)2规范性引用文件 (1)3 材料牌号表示方法 (2)前言本标准代替Q/SXC 0104—574《机械制图材料标记方法》。
本标准和Q/SXC 0104—288《机械制图材料标记方法》相比,主要变化和差异如下:——增加了规范性引用文件;——所有引用的标准改为现行有效;——调整了某些材料品种。
本标准在编写格式、结构和表述规则上,符合GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定。
本标准由上海万象汽车制造有限公司提出。
本标准由上海万象汽车制造有限公司技术开发部归口。
本标准起草部门:上海万象汽车制造有限公司技术开发部。
本标准主要起草人:宦晓丽。
本标准首次发布日期:268年XX月XX日。
本标准所代替标准的历次版本发布情况为:——Q/SXCSDH—EDW6006。
制图规范材料标记方法1 范围本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。
本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。
2 规范性引用文件下列标准所包含的条文通过本标准的引用而成为本标准的条文。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励使用本标准的各方应探讨使用下列标准的最新版本。
GB/T 342-5787 冷拉圆钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差GB/T 373-8654 一般用途低碳钢丝GB/T 6日土机9-1铁瑞99 优质碳素结构钢GB/T 7RYH0-26786 碳素结构钢GB/T 7GJ-2FH4 热轧圆钢和方钢GB 704-17568热轧扁钢尺寸、外形、重量及允许偏差GB 705-199789 热轧六角钢和八角钢尺寸、外形、重量及允许偏差GB 706-15788热轧工字钢尺寸、外形、重量及允许偏差GB 707-548 热轧槽钢尺寸、外形、重量及允许偏差GB/T 708-090-冷轧钢板和钢带GB/T 709-46 68 热轧钢板和钢带GB/T 710-1943优质碳素结构钢热轧薄钢板和钢带GB/DF 905-5400 冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差GB 912-1989 碳素结构钢和低合金结构钢热轧冷钢板及钢带GB/F 1173-1995 铸造铝合金GB/G 1186-2007 压缩空气用织物增强橡胶软管GBH 1298-2008 碳素工具钢GB/N ..52-26 弹簧钢GB/M 1299-2000 合金工具钢GB 1348-15球墨铸铁件GB/T 18-2006铜及铜合金拉制管GB/T 1591-1994 低合金高强度结构钢GB/T 1844.1-1995塑料及树脂缩写代号第一部分:基础聚合物及其特征性能GB/T 2518-2004 连续热镀锌钢板和钢带GB/T 3078-2008 优质结构钢冷拉钢材GB 3087-1999低中压锅炉用无缝钢管GB/T 3091-2001 低压流体输送用焊接钢管GB/T 3094-2000 冷拔异型钢管GB/T 3273-2005 汽车大梁用热轧钢板和钢带GB/T 3277-1991 花纹钢板GB/T 3280-2007 不锈许多发挥和钢带GB/T 3452.1-2005液压气动用O形橡反对后部分:尺寸系列及公差GB/T 3524-2005 碳素结构钢和低合金结构钢热轧钢带GB/T 3618-2006 铝及铝合金花纹板GB/T 3880.1-2006一般工业用当然后、带材第1部分:一般要求GB/T 4237-2007 不锈钢热轧钢板和钢带GB/T 4357-1989 碳素弹簧钢丝GB/T 4423-687 铜及铜合金拉制棒GB/T 4437.1-20650 铝及铝合金热挤压管当然后系圆管GB/T 5213-2001 深冲压用冷轧薄钢板和钢带GB/T 5218-17699 合金弹簧钢丝GB/T 5574-2008 工业用橡胶板GB/T 6723-2867808 通用冷弯开口型钢尺寸毒害及允许偏差GB/T 6727-196578客运汽车用冷弯型钢GB/T 6892-2006 一般工业反对后铝合金挤压型材GB/T 6893-2000 铝及铝合金拉(轧)制无缝管GB/T 8162-1999 结构用无缝钢管GB/T 8749-2008 优质碳素结构钢热轧钢带GB 9439-144 灰铸铁件GB 3460-1988 可锻铸铁件GGV 9577-1988 热轧等边角钢尺寸外形重量及允许偏差MJH 9788-1988热轧不等边角钢尺寸、外形、重量及允许偏差3 材料牌号表示方法3.1 在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料类别,可按简化标记标注,否则应按相关的标准标记示例标注。
制图规范 材料牌号标记方法
13. 碳素结构钢和低合金结构 钢板
钢热轧薄钢板
B-3.0×750×1500-GB/T 709-2006 Q345-GB 912-2008
碳素结构钢和低合金结构
14.
钢板
钢热轧薄钢板
B-3.0×750×1500-GB/T 709-2006 Q235BF-GB 912-2008
30Mn2 CrWMn 50CrVA DC01 钢板 B-3.0/Q345
简化标记
冷轧钢板 B-1.0/Q235AF②
钢板 B-3.0/20 -S
冷轧钢板 B-1.0/08F-II-Z
钢板 B-3.0/40Cr-III
钢板 B-1.0/15CrA-II
热镀锌薄钢板 3.0×650×1200/S350GD+Z
不锈钢板 6.0/ O6Cr19Ni10N 不锈钢板 B-1.2/12Cr18Ni9-NO2D
I
Q/SXC J203.104—2010
前言
本标准代替 Q/SXC 0104—2006《机械制图 材料标记方法》。 本标准和 Q/SXC 0104—2006《机械制图 材料标记方法》相比,除编辑性修改外主要技术变化 如下: ——增加了规范性引用文件; ——调整了某些材料牌号标记示例。 本标准在编写格式、结构和表述规则上,符合 GB/T 1.1-2009《标准化工作导则 第 1 部分: 标准的结构和编写》的规定。 本标准由上海万象汽车制造有限公司标准化办公司提出。 本标准由上海万象汽车制造有限公司技术开发部归口。 本标准起草部门:上海万象汽车制造有限公司技术开发部。 本标准主要起草人:宦晓丽、吕彪、刘伟、王建军、石志军。 本标准所代替标准的历次版本发布情况为: ——Q/SXC 0104—2006。
前言 ................................................................................ II 1 范围 .............................................................................. 1 2 规范性引用文件 .................................................................... 1 3 材料牌号表示方法 .................................................................. 1
机械制图标注规范
机械制图—第一章制图基本知识和技能
图线的种类
21
机械制图—第一章制图基本知识和技能
线宽
线宽的推荐系列为:0.18、0.25、0.35、0.5、0.7、 1、1.4、2 mm。
机械图样的图线宽度分粗细两种,比率为2:1,作业中粗 实线推荐用0.7~1mm.(考虑图样复制问题,尽量避免采用 0.18 mm的线宽)。
10
机械制图—第一章制图基本知识和技能
(1)国家标准规定的标题栏
在正规的图纸上,标题栏的格式和尺寸应按
GB10609.1-89的规定绘制,如下图所示。
180
10 10
16
16
12
16
8×7(=56) 7
(材料标记)
(单位名称)
20
标记 处数
分区 更改文件号 签名 年 月 日 4×6.5 12 12
3.掌握国家标准《机械制图》中尺寸标注的有关内容。 4.掌握常用的几何图形(正多边形、近似椭圆、锥度、斜 度及圆弧连接)的画法。
本章重点难点:
1.国家标准《机械制图》中关于尺寸注法的内容。 2.常用几何图形和圆弧连接的作图原理与方法。
3
机械制图—第一章制图基本知识和技能
1.1 国家标准《技术制图》、《机械制图》的基本规定
注写尺寸数字时应符合下列规定: (1) 线性尺寸数字的注写位置: 水平方向的尺寸,一般应注写在尺寸线的上方;铅垂方 向的尺寸,一般应注写在尺寸线的左方;倾斜方向的尺寸 一般应在尺寸线靠上的一方。也允许注写在尺寸线的中断 处。
本节主要介绍国家标准《技术制图》和《机械制图》的基本内容。 每一个工程技术人员都应该树立标准化的概念,自觉贯彻执行国家标准。
国家标准代号 “GB”
制图规范材料标记方法
Q/SXC万象汽车制造有限公司企业标准Q/SXC 164—269代替Q/SXC 0104—206制图规范材料标记方法(讨论)上海万象汽车制造有限公司发布目次1 范围 (1)2规范性引用文件 (1)3 材料牌号表示方法 (2)前言本标准代替Q/SXC 0104—574《机械制图材料标记方法》。
本标准和Q/SXC 0104—288《机械制图材料标记方法》相比,主要变化和差异如下:——增加了规范性引用文件;——所有引用的标准改为现行有效;——调整了某些材料品种。
本标准在编写格式、结构和表述规则上,符合GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定。
本标准由上海万象汽车制造有限公司提出。
本标准由上海万象汽车制造有限公司技术开发部归口。
本标准起草部门:上海万象汽车制造有限公司技术开发部。
本标准主要起草人:宦晓丽。
本标准首次发布日期:268年XX月XX日。
本标准所代替标准的历次版本发布情况为:——Q/SXCSDH—EDW6006。
制图规范材料标记方法1 范围本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。
本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。
2 规范性引用文件下列标准所包含的条文通过本标准的引用而成为本标准的条文。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励使用本标准的各方应探讨使用下列标准的最新版本。
GB/T 342-5787 冷拉圆钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差GB/T 373-8654 一般用途低碳钢丝GB/T 6日土机9-1铁瑞99 优质碳素结构钢GB/T 7RYH0-26786 碳素结构钢GB/T 7GJ-2FH4 热轧圆钢和方钢GB 704-17568热轧扁钢尺寸、外形、重量及允许偏差GB 705-199789 热轧六角钢和八角钢尺寸、外形、重量及允许偏差GB 706-15788热轧工字钢尺寸、外形、重量及允许偏差GB 707-548 热轧槽钢尺寸、外形、重量及允许偏差GB/T 708-090-冷轧钢板和钢带GB/T 709-46 68 热轧钢板和钢带GB/T 710-1943优质碳素结构钢热轧薄钢板和钢带GB/DF 905-5400 冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差GB 912-1989 碳素结构钢和低合金结构钢热轧冷钢板及钢带GB/F 1173-1995 铸造铝合金GB/G 1186-2007 压缩空气用织物增强橡胶软管GBH 1298-2008 碳素工具钢GB/N ..52-26 弹簧钢GB/M 1299-2000 合金工具钢GB 1348-15球墨铸铁件GB/T 18-2006铜及铜合金拉制管GB/T 1591-1994 低合金高强度结构钢GB/T 1844.1-1995塑料及树脂缩写代号第一部分:基础聚合物及其特征性能GB/T 2518-2004 连续热镀锌钢板和钢带GB/T 3078-2008 优质结构钢冷拉钢材GB 3087-1999低中压锅炉用无缝钢管GB/T 3091-2001 低压流体输送用焊接钢管GB/T 3094-2000 冷拔异型钢管GB/T 3273-2005 汽车大梁用热轧钢板和钢带GB/T 3277-1991 花纹钢板GB/T 3280-2007 不锈许多发挥和钢带GB/T 3452.1-2005液压气动用O形橡反对后部分:尺寸系列及公差GB/T 3524-2005 碳素结构钢和低合金结构钢热轧钢带GB/T 3618-2006 铝及铝合金花纹板GB/T 3880.1-2006一般工业用当然后、带材第1部分:一般要求GB/T 4237-2007 不锈钢热轧钢板和钢带GB/T 4357-1989 碳素弹簧钢丝GB/T 4423-687 铜及铜合金拉制棒GB/T 4437.1-20650 铝及铝合金热挤压管当然后系圆管GB/T 5213-2001 深冲压用冷轧薄钢板和钢带GB/T 5218-17699 合金弹簧钢丝GB/T 5574-2008 工业用橡胶板GB/T 6723-2867808 通用冷弯开口型钢尺寸毒害及允许偏差GB/T 6727-196578客运汽车用冷弯型钢GB/T 6892-2006 一般工业反对后铝合金挤压型材GB/T 6893-2000 铝及铝合金拉(轧)制无缝管GB/T 8162-1999 结构用无缝钢管GB/T 8749-2008 优质碳素结构钢热轧钢带GB 9439-144 灰铸铁件GB 3460-1988 可锻铸铁件GGV 9577-1988 热轧等边角钢尺寸外形重量及允许偏差MJH 9788-1988热轧不等边角钢尺寸、外形、重量及允许偏差3 材料牌号表示方法3.1 在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料类别,可按简化标记标注,否则应按相关的标准标记示例标注。
机械制图尺寸标注方法
正确!
e
错误!
四、应尽量符合加工顺序
2×6
20
36
45
8
1×45°
10
16
①
②
③
④
加工顺序:
五、应考虑测量方便
好!
不好!
好!
不好!
有一些典型结构,其尺寸标注有一定的格式,下面介绍常用的几种,详细请参阅GB/T 16675.2 1996。
典型结构的尺寸标注
典型结构的尺寸注法
常见结构的尺寸注法
好!
不好!
四、内形尺寸与外形尺寸最好分别注在视 图的两侧。
好!
不好!
尺寸标注必须合理
1
所谓合理就是标注尺寸时,既要满足设计要求又要符合加工测量等工艺要求。
2
正确地选择基准
3
设计基准
4
工艺基准
5
用以确定零件在部件中的位置的基准。
6
用以确定零件在加工或测量时的基准。
7
例如:
设计基准
设计基准
图中的R不标注具体尺 寸,它的尺寸由宽度12h9 和长度来确定。
由其他 尺寸确 定的半 径 R
EQS为英语“均布”的缩 写,在GB/T16675.2-1996 标准中采用此符号,以此 代替84年标准中的“均布”。
均 布
EQS
结构名称
尺 寸 标 注 方 法
深度(符号“ ”) 为10 的4 个圆销孔
各类孔的尺寸注法(续)
圆锥销孔所标 注的尺寸是所配合 的圆锥销的公称直 径,而不一定是图 样中所画的小径或 大径。
结构名称
说 明
圆锥销孔
尺 寸 标 注 方 法
1
2
3
4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/SXC 上海万象汽车制造有限公司企业标准
Q/SXC 0104—2006
机械制图
材料标记方法
2006-06-16发布2006-07-01实施
目录
前言...................................................................................
1 范围 (1)
2 引用标准 (1)
3 材料标记 (1)
前言
本标准的全部内容为上海万象汽车制造有限公司企业技术标准。
本标准由技术开发部提出。
本标准由技术总监崔峻基批准。
本标准审核人:殷卫东。
本标准主要起草人:成冬林。
本标准由技术开发部归口。
机械制图材料标记方法
1 范围
本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。
本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。
2 引用标准
本标准参照《常用材料标记示例》—机械工业标准化培训中心、《材料手册》—江苏省标准情报研究所(1992)、《常用金属材料手册》-中国标准出版社(2000) 中的标准。
3 材料标记
在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料品种,则可按简化标记法标记,否则应按标准标记法标记。
注:②钢板厚度2.5mm以下用。
1
2
3
4
5
6
Q/SXC 0104—2006
Q/SXC 0104—2006
Q/SXC 0104—2006。