《压力容器维修改造施工方案》

化工设备有限责任公司
压力容器改造
施工方案
编制:_______________________________
审核:_______________________________
批准:_______________________________
施工单位(章):
化工设备有限责任公司
项目负责人:
现场技术负责人:
质检员:
2017 年月日
—、编制说明
纸股份有限公司一共有250m3蒸煮锅3台。现根据生产实际情况,拟对3台250m3蒸煮锅进行改造工作,为保证压力容器改造工作的顺利进行,特编制此方案。
二、编制依据
1. TSG 21-2016《固定式压力容器安全技术监察规程》
2. GB ~《压力容器》
3. NB/T 47015-2011《压力容器焊接规程》
4. 设计单位提供的改造图纸
5. 《压力容器产品质量证明书》
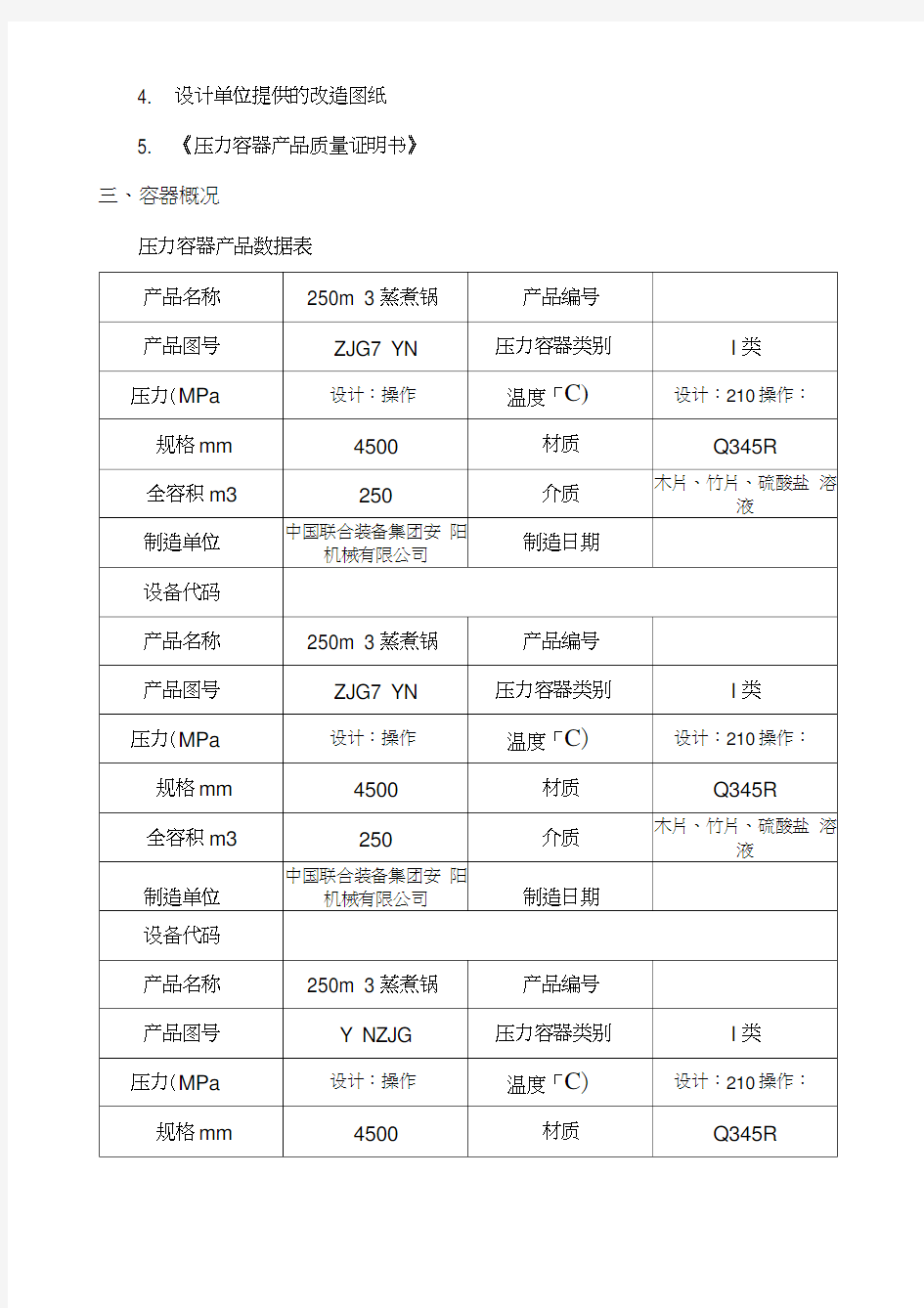
三、容器概况
压力容器产品数据表
四、设备改造原因
应股份有限公司的要求对3台250m 3蒸煮锅上部筒体增加DN600人孔,中部夹套增加3个DN25C出液口的改造。
五、维修改造的部位和方法
、检修前准备工作
云南相关技术人员对设备内介质彻底排空,空气置换合格后加盲板隔离。对设备进行空气通风置换,置换合格后关闭阀门与系统隔离。对我司发出具备施工条件的相关书面通知,接到通知后,我司做好相关的施工准备工作。
备好有限空间作业的安全防护用具;
提前接好临时电源;
准备好碳弧气刨、打磨工具;
人孔安装风机通风;
准备好图纸、技术方案,必要的施工方案。
、维修改造处理程序:备件预制一一设备开孔一一焊接一一密封性试验。
按图预制待改造的人孔、接管、法兰、法兰盖等组合件。
由于设备开孔位置高,开孔采用气割方式。
坡口要求按图纸焊接接头型式开孔。
参与施焊的焊工必须持有国家技术质量监督部门颁发的焊工合格证,在有效
期间担任合格项目范围内的焊接工作。
施焊前应将磨槽表面和两侧至少20mm范围内的油污、铁锈水分及其他有害
杂质清除干净。
根据合格的焊接工艺评定制定焊接工艺卡,严格按工艺卡规定的焊接工艺参数进行焊接。工艺记录员要及时准确的测量记录焊接工艺参数,使所有实际焊接参数符合工艺文件之规定。
焊接方法:采用焊条电弧焊打底、气保焊填充、焊条电弧焊盖面。焊材:采用与材料相符合的焊条,焊条必须具有质量证明书。
焊接工艺:符合NB/T47015-2015的相关规定,保证焊透。
当施焊环境出现下列情况, 且无有效防护措施时,禁止施焊:
a. 焊接环境要求:焊接时的风速不应超过下列规定,当超过规定时,应有防风设施。
b. 雨天;
c. 风速超过8m/s;
d. 相对湿度在90%及以上;
按照TSG21-2016 《固定式压力容器安全技术监察规程》规定,本次改造进
行水压试验,所用的介质为洁净的液态水,且液体温度不得低于5C。试验
压力为:。
液压试验的步骤:
a. 试验前先将3台容器周边位置划定安全区域,装配齐全,紧固好容器所有
连接部位的紧固螺栓,在厂区高压水管上接一根DN40的管子与设备相连,
中间加截止阀,作为灌水和试压源(该水管压力~),能满足试压要求。介于设备体积较大,可以在改造过程中就灌水。
b. 打开截止阀,观察压力表,先将压力缓慢升压至设计压力,并对所有的焊缝和连接部位进行初次检查,若无泄露,继续升压到规定试验压力,保压30 分钟,若无异常现象,然后降压至设计压力保压足够时间进行检查,检查期间压力应保持不变,且不得采用连续加压来维持试验压力不变。
c. 检查压力容器无异常响声,无泄露,无可见的变形即为合格。
d. 先打开底部工艺口h处法兰盖板,再打开泄压阀,缓慢泄压。
1. 耐压试验过程中,不得进行与试验无关的工作。
2. 压力容器中应充满液体,滞留在容器内的气体必须排净,并保持容器外表面干燥。
3. 耐压试验过程中不得带压紧固螺栓或向容器施加外力。
、施工总进度计划
附表四
六、质量保证措施、营造精品工程是公司全体员工永无止境的质量追求。人人树立“百年大计,质量第一”的思想,从严要求,精益求精,以高标准,高质量完成该容器返修工作。
、主动接受当地质量技术监督部门和业主的监督和指导,严格执行国家各项法规、规范和标准。
、施工班组、技术管理人员、施工指挥人员应熟悉图纸,掌握施工标准规范,做好工程技术交底,使操作者按工艺要求进行操作。
、严格执行各项管理制度和压力容器质量保证手册,认真应用统计技术,加强质量信息反馈,及时解决工程中出现的质量问题,使工程质量得到不断提高,确保工程质量优良。
、坚持“三不准”施工,没有技术措施不准施工、有措施不交底不准施工、虽有交底但被交底人尚不清楚不准施工。
、坚持“三检三个预控”,即自检、互检和专检,质量以预控为主,在程序施工中进行动态的跟踪检查,在上一个程序完成时,进行程序质量的静态检查,然后转入下一个工序,对质量因素实行严格预控。
、坚持“三谁”,即谁主管施工谁负责质量、谁主管技术谁监督质量、谁操作谁保证质量。
、工程技术档案内容的建立时间应与工程进度同步,应具有准确性、完整性
和有效性,依次对技术准备工作的质量,材料、设备的质量和完好,质量因素、操作工艺纪律、质量检验、持证上岗、计量检测、仪表校验等进行有效的控制和管理。
、配备专职的焊条烘干、焊接线能量检测人员,并按有关规定严格执行,认真做好记录。
七、施工组织机构与管理
八、施工安全注意事项
.装置停车、系统彻底泄压、置换合格并经技术员确认交出方可进行检修, 并作好安全交接手续,同时确认盲板已加,蒸汽、液碱等介质已隔离。
.施工前,必须进行会议风险评价。
进入现场严格按照规章制度穿戴好工作服、安全帽及必须的防护用品;
入容器的施工人员要携带防毒面具或者长管呼吸器。
.施工用灯具及工器具的电源电压必须符合装置区临时用电管理规定;
.检修完工后,清除一切杂物,严禁杂物及焊渣留在设备内和现场。
九、工器具、低耗、设备一览表
对进场的各种施工设备进行功能检查、维护试运,保证状态完好。施工所用的计量器具应经过校验。施工机械设备见下表。
附表一工具量具机具一览表
附表二消耗材料一览表
附表二工艺口维修改造材料一览表