宝钢厚板激光平直度仪
工业测量钢片平整度仪说明书

工业测量钢片平整度仪说明书一、钢片平整度仪简介钢片平整度仪是一种用于测量钢片平整度的专业仪器,广泛应用于钢铁、冶金、机械等行业。
它可以精确地检测钢片的平整度,为工业生产提供重要依据。
本文将详细介绍钢片平整度仪的结构、功能及操作方法。
二、工业测量钢片平整度的重要性钢片平整度是衡量钢板质量的重要指标之一。
在工业生产中,钢片的平整度直接影响到产品的性能和寿命。
因此,精确测量钢片平整度对于提高产品质量、降低成本具有重要意义。
三、钢片平整度仪的工作原理钢片平整度仪主要采用光学原理,通过激光束或光学成像技术将钢片的表面成像,然后通过传感器将图像传输到控制系统进行处理。
控制系统根据预设的算法计算钢片的平整度,并以数字或图形形式显示出来。
四、钢片平整度仪的主要功能与特点1.高精度:钢片平整度仪具有高精度的测量能力,可以实现亚微米级别的平整度测量。
2.快速测量:钢片平整度仪采用高效的光学成像和数据处理技术,大大提高了测量速度。
3.自动校准:仪器具备自动校准功能,确保测量结果的准确性。
4.智能化:钢片平整度仪具有智能化特点,可以根据不同钢片参数自动调整测量参数。
5.兼容性强:钢片平整度仪支持多种测量标准和数据格式,方便用户对接其他系统。
五、操作与维护注意事项1.在操作钢片平整度仪前,请仔细阅读说明书,了解仪器性能、测量原理和操作方法。
2.开机前,确保仪器电源、气源和传感器连接正常。
3.操作过程中,严禁遮挡激光束或光学成像系统,以免影响测量精度。
4.定期检查仪器的清洁和维护,保持光学镜头、传感器等部件的干净。
5.定期校准仪器,确保测量结果的准确性。
六、应用领域及前景展望钢片平整度仪广泛应用于钢铁、冶金、机械等行业,对于提高产品质量、降低成本具有重要意义。
随着工业发展的不断需求,钢片平整度仪的市场前景十分广阔。
未来,钢片平整度仪将在智能化、网络化、绿色环保等方面取得更多突破,为工业测量领域带来更多便捷与价值。
以上就是关于钢片平整度仪的全面介绍,希望对您有所帮助。
宝钢具备海洋平台用厚板全系列产品供货能力
心磨床 、 人 工修 磨线 、 车底 式退 火炉 等精 整及 热处
理 没施 。此 外 轧线 还 预 留了 大 圆钢 精 整 线 、 方 坯 精 整线 等精 整 没施 , 生 产线 可 根据 下 游 用 户 的 不 同需 求 , 设 置相 的精 整 工 艺路线 , 以便 更好 地 适
5 结语
4 工程设 计特 点
车 间所采 朋 的 生产 工 艺 和 装 备 成 熟 可 靠 , 主
要特 点 耍 ¨ 下:
近年来 国内陆 续 新 建 了 1 0余 条 大 棒 材 生 产 线, 为优化 我 国棒材 的产 品结 构 , 提 高棒 材 质量 作
( 1 ) 步 进 梁 式 加 热 炉 采 用 全 自动控 制 系 统 ,
离 线精 整及 热 处理 设 备 , 该 生 产 线 都 达 到 了 国 内
先进水平 。其配 套设 施使得 生 产线 可生产 中高 端
体化 的 辊压 下装 置 , 自动 防轧卡 装置 、 过 载保 护 和轧 制 测 量 设 施 等 。粗 轧 机 设 有 快 速 换 辊 装 置, 叮以快速更 换 整 个辊 系 , 提高 作业 率 。 ( 3 ) 采 用半连续轧制技术 , 可灵 活适 应 多 品 种、 多规 格 的生产 要求 。 ( 4 ) 轧线 由粗 轧 机 1 架, 连 轧 机 组 9架 组 成 ; 连 轧机 组轧 机呈 平/ 立 交替 布置 , 均 采用 交流 调 速
5 6
上
海
金
属
第3 5卷
床前半段 为打标 冷 床 , 此 处 预 留 了在线 热 倒棱 机 , 在冷床两侧 各设置 了一 座缓冷材 收集 台架 , 以保证
测厚仪 凸度仪
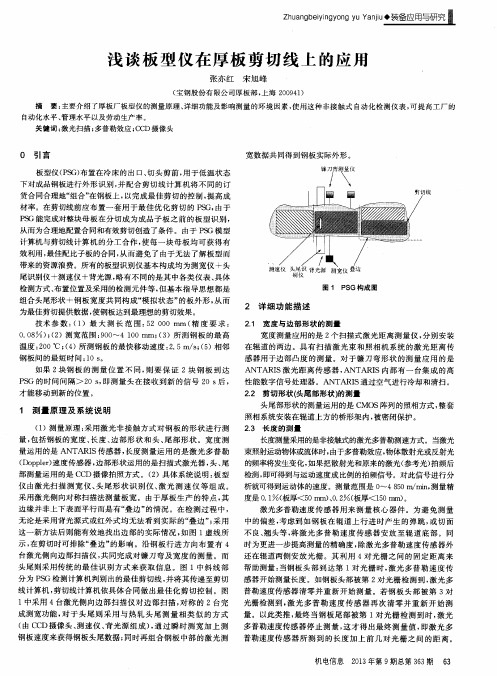
整个厚度及凸度测量系统由两台设备构成,分别是单点测厚仪和凸度仪。每台设备主要部件有安装在现场
的检测单元包括 50 居里 137Cs 放射源、电离室、驱动装置等以及中央控制系统组成。测厚仪和凸度仪共用 1 套
中央控制系统包括中央处理单元、Interbus 总线模块等。此外还有一些辅助设备,如冷却水控制单元、鼓风机、
表示被测物的密度;dh 表示被测物的厚度。
在实际应用过程中,钢种的不同会导致其密度(ρ)不同,相应的质量吸收系数(µ)也会发生改变,对于
一种具体的钢种,只要知道其中的化学成分含量,可以利用式(4)进行计算得到合金补偿系数。
∑ Ai(ρ) = 1+
G %( x) 100
×
⎡ ⎢ ⎣
ρx ρ Fe
⎤ − 1⎥
单点测厚仪 1 组探测器共有 8 个测量通道(电离室),凸度仪每组探测器 有 4 个测量通道,共 12 个测量通道。当射线穿过厚板进入电离室时产生的微 电流信号在测量头内部进行两级放大处理,并转换成数字电压信号。
测厚仪和凸度仪系统内各部分之间通过网络方式连接。为了保证系统的独 立性和完整性,测厚仪和凸度仪构建了内部的独立网络,系统内部各部分之间 通过内部 Switch 进行通信,与外部之间只有服务器与用户 Switch 进行连接。 服务器的主要功能是接收来自 L2 的设定数据并路由给客户端、收集测厚仪和 凸度仪的凸度数据并发送给 L2、存贮客户端运行时所需的各类变量和参数、对 厚板轧制厚度数据进行长期保存和分析、系统诊断、为操作站和工程师站提供 各类数据。
第五代高性能中厚板矫直机开发应用

第五代高性能中厚板矫直机开发应用发布时间:2021-07-01T17:01:34.730Z 来源:《科学与技术》2021年第29卷第7期作者:马晓明1 王焜盟1 王建1[导读] 矫直机是中厚板生产线的核心装备,直接决定了板材的成品质量。
随着国内轧钢技术的不断发展,马晓明1 王焜盟1 王建1北京冶自欧博科技发展有限公司北京 100071;摘要:矫直机是中厚板生产线的核心装备,直接决定了板材的成品质量。
随着国内轧钢技术的不断发展,现代控冷控轧等先进轧制工艺的普遍应用,被矫直钢板宽度、厚度、平直度以及钢材屈服极限的要求都在不断提高,对矫直机的性能要求也越来越高。
依据上述分析,我们有针对性地开发了新一代高强度矫直机。
突破了制约中厚板生产线的瓶颈,它的推广必将带动一轮产业升级。
关键词:矫直机;预应力互锁;超高密布;辊系。
中图分类号:0前言目前国内现有中厚板矫直机设备比较老旧,受传统设计结构的限制较大,实际矫直力上限在1000~1200吨。
电气控制系统比较简单,自动化程度较低,操作参数设定多为操作工判别,难以实现标准化生产,无法实现自动矫直,在生产中存在着较多问题,不能满足高强钢的矫直需求,已经无法适应现代中厚板生产。
亟待改造提升或新建高性能的高强钢矫直机设备。
由于矫直机的全部矫直力都是要通过辊系来承受,并最终传递到机架上。
现有的矫直机机架主要有两类,一类铸钢牌坊,在矫直过程中弹性形变量较大,会直接影响矫直后钢板的质量,一类采用预应力机架,通过四根预紧螺杆,八个锁紧螺母将上横梁、底座、立柱组合在一起的组合焊接式结构。
机架刚度均有不足。
而现有的矫直机辊系,支承辊布置没有有效的利用空间,支承辊排数受限,使得整个辊系的承载能力不足,而且支承辊为整排调整不能单独调整。
开发高强钢矫直机的工艺和设备技术,是整个市场的需求。
为进一步提高钢板的板形,提高成品板矫直精度,满足高强钢生产的需求,我公司立项进行了第五代高性能强力矫直机设备[]及智能操控系统系列产品的研发,结合中厚板矫直机的应用实际,在结构方面克服现有技术的缺点。
平直度仪在邯钢CSP的应用
1引言 随着汽车制造业及制罐业 的现代化生产的急剧发展 , 对冷 轧薄板 的 外形尺寸精度表面质量及性能提 出了严格的要求。 作为冷轧薄板的前一 道工序 , 热轧薄板的平直度问题 , 就对汽印及制罐 工业 中的高速连续亿 冲制机组 得 至荚重要 , 汽 板 平直度原来要 求小于+ O 2 I即町, 而现在 则要求达到土 11镀锡板要求更高为 ̄ 1 此各 冈冷轧厂都 以能达到± 0, 5。 5 为优质标志之一 。 I 我厂 的 C P采用的是上世纪 9 S O年代的产品 ,代表 了轧钢技术 的先 进水平 . 在板 带的平直度控 制上 , 我厂采片 的是德周 P Y T M j S S E E的平直 度检测仪表 , 表具有稳定 、 该仪 可靠 、 精度高等特点 。
平 直度仪 大致分为检测单元和数据处理单元两部分 , 中检测单元 其 包括的主要 部件有 9 根激光管 ,其中的 8 根激光管每 4 个分成一组 , 中 间一个同定不 动, 他们都与轧机线平行 , 个 C D摄像机。 个步进电机 3 C 2
组成 。 数 据处理单元包 括示波器 , 监视 器 , 键盘 , 电单元 ,S S E 供 P Y T ME自 有 的 VE S S E 计 算 机 等 组 成 。 M— Y T M 23测 量 原 理 简 介 . 首先激光管将单色的激光照射 到轧制板带表 面形成斑 点, 由于板带 表面发生变化时 , 激光点在 C CD摄像 机上 成像 的位置不一样 , C C D摄像 机将变化 的位 移量传给控 制单元 以计算 板带 表面在高度方 向上 的变 化, 以计算 出板带的不平直度。 24激 光 的好 处 . 我厂的激光管的额定输 出功率是 2 MW, 5 选用激光作为光 源有一下
主要有以下几个方 面: 1 ( )控制柜传感器箱环境温度和风机运行情 况, 测量窗 口清洁度 等。 所以应建立 良好的定期检查制度。 避免 非正常损 坏。 2 传感器箱抗 高频十扰能力较差 , () 在系统安装调试 过程 巾曾山现平 直度仪经常不能正常测量 的现象 , 后查出是南于传感器箱所在小房的照 明电源的高频十扰造成 的, 排除干扰后故障现象即消除。 此应当尽量 选用高频干扰不大 的设 备 与之配套否则 町能造成检测 系统不 能正常工 作。 这一点廊当加以足够 的重视 。 3 激光器对静 电非常敏感 , () 如果不慎 极易造成激光元件损坏 。 造成测量精度降低 , 情况严重时检测无法进行。 因此在对 激光器进行维护或更换时 , 一定 要断 电操作并 对其外 壳进 行接 地放 电, 建议戴防静 电手套进行操 作。 另外 , 生产过程 中如果发现某个三 角单元 不能正常T作 , 可通过 简单操作将故 障三角单元屏蔽掉 , 即可保 证 系统 的止常测量。 如果 r于设 定不正常或其他不 明原 因导致系统 不能 b 正 常工作 , 通过在维护端上对系统 进行离线操作或者重新上 电一般都 能 使其恢复正常工作。 平直度仪最重要 的维护工作是每年对其进行重新标 定 以保证其测量 精度 。一次完整标定约需 6 , 此至少需要 8 h h以上 的 停机时间。( 要经常检 测激光管 的输 出功 率, 4) 如果低 于 l 瓦则需要 5毫 更新激光管 , 如果仍然运行 , 出现错误的检测 , 则会 造成弯辊反 向调节等
一种大型模具钢材单面平整度检测装置[实用新型专利]
![一种大型模具钢材单面平整度检测装置[实用新型专利]](https://img.taocdn.com/s3/m/95be3b2b4028915f814dc26b.png)
专利名称:一种大型模具钢材单面平整度检测装置专利类型:实用新型专利
发明人:颜向东
申请号:CN201821291576.8
申请日:20180812
公开号:CN208704674U
公开日:
20190405
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种大型模具钢材单面平整度检测装置,包括壳体,壳体前侧设有粘附板,粘附板和壳体之间设有防脱板,粘附板中心部位设有永磁铁,且永磁铁与粘附板表面齐平,永磁铁可吸附与钢铁上,用于设备的固定。
本实用新型利用光,能快速的对钢材单面进行检测,从而确定钢材表面是否平整,保证加工时模具钢材的质量,减少不规则模具钢材的产生。
申请人:上海合毓模具技术有限公司
地址:201805 上海市嘉定区南翔高科技园区惠亚路625号
国籍:CN
更多信息请下载全文后查看。
矫直技术在中厚板平直度控制中的应用

第16卷第1期·38’2010年2月宽厚板WIDEANDHEAVYPLATEV01.16.No.1February2010现代辊式矫直技术在中厚板平直度控制中的应用沈继刚李宏图(中冶赛迪工程技术股份公司)摘要在简要介绍中厚板生产中出现的平直度缺陷的基础上,详尽分析了控制平直度缺陷的现代矫直技术和采用现代矫直技术的典型矫直机的技术结构特征。
针对近期国内中厚板生产线迅猛发展的现状,列举了现代辊式矫直机在国内相关中厚板生产厂的应用情况。
关键词中厚板现代矫直技术平直度EngineeringApplicationofModernRollLevellingTechnologyinFlatnessControlofMediumandHeavyPlateShenJigangandLiHongtu(SteelRoilingDepartment,CISDIEngineeringCo.Ltd)AbstractBasedthebriefintroductionoftheflatnessdefectsexistinginmediumandheavyplateproduction,thepaperanalysesindetailmodemrolllevellingtechnologyforcontrollingflatnessdefectsandtechnicalfeaturesoftyp-ieallevelerofmodemlevellingtechnologydesign,describestheapplicationsofmodemrolltypelevelerindomesticmediumandheavyplaterollingplantsbysummarizingtherecentsituationofrapidlydevelopedmediumandheavyplateproductionlinesathome.、KeywordsMediumandheavyplate,Modemrolllevelingtechnology,Flatness0前言中厚板是国民经济建设和国防建设中的重要基础材料,是工业进程和发展过程中不可缺少的钢铁品种,广泛应用于船舶、桥梁、石化、锅炉、压力容器、高层建筑及军工等行业。
宝钢厚板生产工艺

Better Steel, Better Life.
厚板生产工艺
2010年3月
厚板生产工艺
一、公司简介
交
流
二、厚板生产特点及产品概述
提
纲
三、产品生产工艺过程简介
四、厚板生产管理
第一部分 公司简介
上海浦东钢铁有限公司为世界500强宝钢集团下属子公司 , 经九十四年的生产历史形成了以生产船板、压力容器板、桥梁 板、高层建筑用钢、不锈钢等品种为主的国内规模最大的宽厚 板生产企业之一 。
TS780 (MPa)
级别 -
-
- ◎ ◎ ◎ -
-
◎
TS950 (MPa)
级别 -
-
- - - ◎ -
-
◎
国内外主要生产企业开发的 610MPa级大型储油用高强度钢板的工艺
新日铁 住友
JFE Delinger
国内厂家
工艺
DQ+T TMCP
DQ+T DQ+HD
P
TMCP
DQ+T:直接淬火+离线回火 DQ+HDP:直接淬火+在线回火 TMCP:控制轧制后加速冷却工艺
工 艺 流 程 图
主要工序流程图
合格倍尺坯
二次
连续式
高压水
粗
外购不锈钢
切割
加热炉
除鳞
轧
精
控制
热
冷床垛
表面
冷
成品收集
修磨
矫
表面 检查
自动标 记打印
定尺 取样
双边 切边
切头 分段
在线
探伤
小 于
50mm
成品 (热处理)
重庆宝钢介绍090622
主要设备
序 号 1 2 设备名称 1650横切线 开卷落料线 供应商 台湾荣华 西班牙法格 实施进度 2007年9月投产,已实 现月达产 08年4月试生产,已实 现摆剪产品交货 生产能力 (年 ) 6万吨 400万片 备注 三班生产 二班生产
3
4 5 6
1650纵切线
激光拼焊线 800飞剪小横切 800停剪小横切
公司简介
2007年9月18日,第一条设备(1650横切)如期投产。上海宝钢国际经 济贸易有限公司的全资子公司,注册资金1.6亿人民币,投资总额人民 币2.23亿元。公司占地207亩,一期建设用地70亩(包含办公楼及4跨标 准厂房)。
公司简介
公司组织机构:
总经理
总经理助理
管理部
生产部
财务部
市场部
技术部
设备简介
机组加工参数
强 度
加工厚度 抗拉强度Max 屈服强度Max 原料卷宽度 原 料 0.5~2.0mm 780 Mpa 590 Mpa 2.0~2.6mm 590 Mpa 480 Mpa 350 mm ~ 1650 mm 2.6~3.0mm 450 Mpa
原料卷内径
原料卷外径 原料卷重量Max 成品剪切长度 收料载重Max
落料 废次材 合计
生产经营情况
2008年预算完成情况表
单位:吨、万元 项目 销售量 营业收入 营业成本 利润总额 年度预算 92,720 67,669.09 65,914.06 100.00 1-12月份预算 92,720 67,669.09 65,914.06 100.00 1-12月份实绩 83,874 57,821.22 56,453.08 82.43 月预算完成度 90.46% 85.45% 85.65% 82.43% 年预算进度 90.46% 85.45% 85.65% 82.43%
宝钢5 m厚板工厂级数据中心开发

櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴毷毷毷毷流程型数据中心和智能应用技术———PIDAS专栏(Ⅱ)宝钢5m厚板工厂级数据中心开发闫 博,刘 晔,丁建华,焦四海(宝山钢铁股份有限公司中央研究院,上海 201999) 摘要:宝钢5m厚板轧钢工厂开展的数字化、网络化、智能化实践,尝试基于制造业原有四级控制系统的基础设施与数据资源,由业务驱动,开发工厂级数据中心,解决了工厂级数据中心系统实现架构、多频度异构工业数据采集、处理与存储等流程型制造业数字化与智能制造难题,具有广泛的适用性,为制造业从信息化、自动化向数字化和智能制造升级提供了路径和案例。
关键词:数字化;智能化;数据中心;智能制造;计算机控制;厚板中图分类号:TG344.9 文献标志码:B 文章编号:1008-0716(2021)01-0001-06doi:10.3969/j.issn.1008-0716.2021.01.001Developmentoffactory leveldatacenterofthe5mheavyplateplantYANBo,LIUYe,DINGJianhuaandJIAOSihai(ResearchInstitute,BaoshanIron&SteelCo.,Ltd.,Shanghai201999,China) Abstract:Inthepracticeofdigitization,networking,andintelligence,Baosteel5mheavyplatemillattemptstodevelopafactory leveldatacenterbasedontheinfrastructureanddataresourcesoftheoriginalfour levelcontrolsystemofthemanufacturingindustry,drivenbyproductionlinebusiness.Itsolvesthedigitalandintelligentmanufacturingproblemsoftheprocessindustry,suchasdatacenterdesign,multi frequencyheterogeneousindustrialdatacollection,processingandstorage,etc.Itprovidesapathandcasefortheindustrytoupgradefrominformatizationandautomationtodigitalandintelligentmanufacturingandhasawiderangeofapplicability.Keywords:digitization;intelligence;datacenter;intelligentmanufacturing;computercontrol;heavyplate闫 博 高级工程师 1979年生 2005年毕业于东北大学现从事轧钢工艺研究 电话 26641046E mail yanbo@baosteel.com 建立数据中心是钢铁制造业实现数据化与智能制造的基础[1]。
浅谈板型仪在厚板剪切线上的应用
这一新方法后则能有效地找 出边部 的实际情况 , 如 图 1虚线所
如果 2块钢板 的测量 位置 不 同 , 则要 保 证 2块 钢板 到达 P S G的时 间间隔>2 0 s , 即测 量头在 接收到新 的信号 2 0 S 后, 才能移动到新 的位置 。
ANT A RI S激光 距离传 感器 , ANT AR I S内部有一 台集成 的高
性能数字信号处理器。A NT AR I S通过空气进行冷却和清扫。
Z h u a n g b e i y i n g y o n g v u Y a n j i u 茎 鱼 里 量 里 鎏
浅 谈 板 型 仪在 厚 板 剪 切 线 上 的应 用
张亦 红 宋 旭 峰
( 宝钢 股份有 限公 司厚 板部 , 上海 2 0 0 9 4 1 )
2 . 2 剪切形状( 头尾 部 形状 ) 的 测 量
1 测 量 原 理 及 系统 说 明
( 1 )测量原理 : 采用激光非 接触方式 对钢板 的形 状进行 测
量, 包 括 钢 板 的宽 度 、 长度 、 边部形 状 和头 、 尾 部 形 状 。 宽 度 测 量 运 用 的 是 ANT AR I S传 感 器 , 长度 测 量 运 用 的是 激 光 多 普 勒 ( D o p p l e r ) 速度传感器 , 边 部形 状 运 用 的是 扫 描 式 激 光 器 , 头、 尾
技术 参 数 : ( 1 )最 大 测 长 范 围 : 5 2 0 0 0 r n l T l ( 精度要 求: o . 0 8 ) ; ( 2 )测 宽 范 围 : 9 0 0  ̄4 1 0 0 ml ' n  ̄ ( 3 )所 测 钢 板 的 最 高 温度 : 2 0 0℃ ; ( 4 ) 所 测 钢 板 的最 快 移 动 速 度 : 2 . 5 m / s ; ( 5 )相 邻 钢 板 间 的最 短 时 间 : 1 0 S 。
激光测速仪在中厚板厂定尺剪切系统中的应用
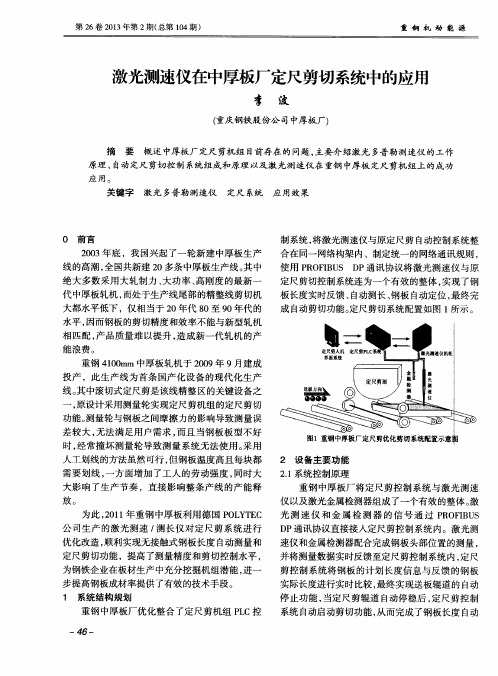
定尺剪切控制系统连为一个有效 的整体 , 实现了钢 板长度 实时反 馈 、 自动测 长 、 钢板 自动定位 , 最 终完 成 自动 剪切 功能 。 定 尺剪切 系统 配置如 图 1 所示。
水平 , 因而钢板的剪切精度和效率不能与新型轧机
相 匹配 , 产 品质量 难 以提 升 , 造 成新 一 代轧 机 的产 能浪 费 。 重钢 4 1 0 0 m m 中厚板 轧机 于 2 0 0 9年 9月建成 投产 ,此 生产 线 为首 条 国产 化设 备 的现 代 化 生产 线。 其 中滚切 式定 尺剪是 该线 精整 区 的关 键设 备 之
放。
2 设备 主要功 能 2 . 1 系 统控制原 理
重钢 中厚 板 厂将 定 尺剪 控 制 系统 与 激光 测 速 仪 以及 激光金 属检测 器组 成 了一 个有 效 的整体 。 激
为此 , 2 0 1 1 年 重钢 中厚板 利用 德 国 P O L Y T E C
光测 速仪 和 金属 检测 器 的信 号 通过 P R O F I B U S D P通讯协议直接接人定尺剪控制系统内。激光测 速仪和金属检测器配合完成钢板头部位置的测量 , 并将测量数据实时反馈至定尺剪控制系统 内, 定尺 剪控制系统将钢板的计划长度信息与反馈的钢板 实际长 度进行 实时 比较 , 最 终实 现送板 辊 道 的 自动 停止功能 , 当定 尺 剪辊 道 自动 停稳 后 , 定 尺剪 控 制 系统 自动启动剪切功能, 从而完成了钢板长度 自动
纹 的移动速度和钢板通过 2 束激光交点 的速度成 正比, 通过 接收 光谱 , 记 录干涉 条纹 的移 动速 度 , 就 可 以精确地确定钢板的移动速度 , 激光测速原理见
图 3 。
a¥
韶钢钢板厚度在线测量系统开发及应用
韶钢钢板厚度在线测量系统的开发及应用摘要:为了有效监控钢板同板差指标,满足船板认证中对于钢板平均厚度不小于0mm的要求,宝钢集团韶关钢铁有限公司中厚板生产中采用了钢板厚度在线测量系统,本文介绍了测量原理、设备及特点,并进行了测厚系统的精度试验。
关键词:厚度测量;ccd摄像机;测量精度一、前言近年来,随着中厚板市场竞争的日益激烈、新产品的研制以及高附加值效益品种的开发,如船体用结构钢板、大型输油管道用钢、容器及桥梁用钢板等高强度、高精度产品,都对中厚板的厚度精度要求很高,特别是国际船级社协会(iacs)关于船体结构用钢板平均厚度或最小厚度须不小于公称厚度的要求,更是需要提供准确的板型曲线图。
因此,在中厚板生产过程中,必须开发应用钢板在线测厚系统,达到实时监控产品厚度的要求。
宝钢集团韶关钢铁有限公司(以下简称“韶钢”)新上线四套钢板厚度在线测量系统,这四套系统是根据韶钢中厚钢板精整生产线的技术要求和现场实际情况,在不改动原有设备和精整工艺的基础上,利用光学测量的原理,采用多台ccd固体摄像机摄影图像测量与激光技术,将钢板的厚度图像输入计算机,计算其最大厚度、最小厚度和平均厚度。
二、钢板测厚系统测量原理1.基本结构在定尺剪出口后方安装宽4500mm,长350mm,高1200mm的金属机架,在机架测厚横跨辊道的上方和下方对称安装5组测厚ccd激光位移传感器组合,沿宽度方向分布的五条厚度测厚轨迹线,上下对称测量钢板的厚度。
宽度在1500mm~3200mm之间的钢板测量分别测量3、4、5条轨迹线。
如图1所示,应用高精度激光位移测量与精密测距技术完成钢板测厚的测量。
图1 钢板测厚仪测厚原理d激光位移传感器工作原理测量系统厚度测量采用激光三角位移测量与ccd摄影测量的技术来完成对钢板厚度的实时在线测量,原理如图2所示。
图2 激光三角位移测量原理ccd①和ccd②的距离h3是由机械结构决定,是激光束①-1测得的h11和激光束②-1测得的h21的和,进行了精密标定。
宝钢冷轧带钢生产简介0708
带钢最高冷却速率:100~400℃/s 产品最高强度等级:800Mpa 工艺特点:
快冷段采用“辊冷+喷气冷却的复 合冷却系统”以保证深冲级钢板 和相变强化型高强度钢板所需的 冷却速度要求,并且能确保带钢 宽度方向上温度的均匀性
宝钢冷轧带钢生产简介0708
1550连续退火机组
设计年产量:70万t ,04年69.5 产品规格:0.3~1.6×730~1430mm 产品品种:CQ, DQ, DDQ, EDDQ, UEDDQ 内径 φ508mm/φ610mm(橡胶套筒) 外径 φ2100mm 最大卷重:26.5t 工艺段最高速度:420m/min
宝钢冷轧带钢生产简介0708
2030热镀锌机组
设计年产量:35万t,04年37.5万t 规格:0.3~3.0×900~1850mm 品种:双面镀层,差厚镀层,规则锌花,最小锌花
全硬占10%,退火占80%,常化占10% 镀层重量:60~600g/m2(双面) 工艺段速度:183m/min 工艺特点:森吉米尔立式炉,新一代感应加热陶瓷
(无光) 工艺段最高速度:480m/min 工艺特点:采用了不溶性阳极,电镀电流闭环控制,
边缘罩系统。
宝钢冷轧带钢生产简介0708
1550单元
1550单元于2000年建成投产,主要生产 普冷、热镀锌、电镀锌等汽车和家电用材 及中低牌号电工钢。设计年产量为120万t。 除了激光焊接、酸洗-冷连轧联合机组外, 1550单元还引进激光测速、带钢边部减薄、 带钢辊冷、锌铁合金化及飘浮器等多项新 装备新技术。
宝钢冷轧带钢生产简介0708
脱脂机组
设计年产量:98万t 产品规格: 0.3~1.5× 900~1870mm 工艺段速度:600m/min h = 0.3-1.0 mm
矫直机矫直部分说明书
非标角钢冷轧矫直机(矫直部分)摘要矫直机是轧制车间必不可少的重要设备,而且广泛用于轧材作坯料的各种车间,如汽车、船舶制造厂等。
矫直机矫直钢板时,由于长度方向发生塑性变形,导致钢板与矫直辊速度差可到达3%,因而产生附加扭矩。
以往的整体传动易导致接轴和齿轮损坏,同时当矫直辊与钢板产生速差时,钢板打滑现象会损伤外表,为了防止这些现象的发生,矫直辊尽量采用单独传动或分组传动,同时还可用于控制张力。
本文首先通过对矫直原理的学习了解,通过大量计算确定矫直辊数目。
然后根据工件的形状确定辊形进而来对整个矫直辊结构进行设计。
其次就是动力传动和引导装置的设计。
考虑到传统与现代的设计思想,本课题采用矫直辊在矫直机平台上,均匀而且独立分布。
通过这种设计,它不仅使矫直辊能够单独传动,而且能够通过改变各个矫直辊间的距离随时变身成现代主流的异辊距矫直机。
关键词:矫直机,异辊距,矫直辊,扭矩NON-STANDARD ANGLE IRON COLDSTRAIGHTENING MACHINEABSTRACTStraightening machine is important and indispensable equipment in rolling workshop, and it is also used in a variety of workshops rolled to billets,Such as automotive, ship manufacturing, etc..When straightener is used to Straighten plates, due to length of the plastic ,its deformation is occurred, resulting in the velocity difference between steel plate and straightening rolls, just like the 3% rate,thereby creating additional torque. The overall drive past easily leads to damage between axis and gear.At the same time when the speed of straightening rollers and steel production is different, the steel skidding may damage the surface, in order to avoid the occurrence of these phenomena, straightening roll as far as possible use separate drive or group drive ,at the same time it can also be used to control the tension.Firstly, through the understanding and learning of the principle of straightening, the number of the straightening rollers are determined by a large number of calculations. Then according to the shape of the workpiece , the contour of the straightening roller and the entire design of the structure of straightening roller is determined. The second is the design of the power transmission and guide devices.Taking into account the traditional and modern design, this issue puts the straightening roller into straightening machine platform with uniform and independent distribution. In this design, it not only make the separate drive of straightening rollers possible, but also to transform into modern mainstream straightener by changing the distance between each straightening roller at any time.KEY WORDS: Straightening machine, different from the roll, straighteningrolle前言 (1)第1章绪论 (2)§1.1 矫直的定义 (2)§1.2 矫直技术的发展及现状 (3)§1.3 矫直机的发展及现状 (4)§1.4 平行辊矫直法的简介 (5)第2章矫直部分的设计 (6)§2.1矫直辊数确实立 (6)§2.1.1 矫直辊数与钢板厚度的关系 (6)§2.1.2 矫直的理论计算 (7)§2.2 矫直辊的结构设计 (10)§2.2.1 矫直辊径与辊距确实定 (10)§2.2.2 矫直辊上下两辊中心距地确定 (11)§2.2.3 矫直辊的整体设计 (12)§2.3 矫直辊的整体强度校核 (12)§2.3.1 矫直辊主要参数 (12)§2.3.2 矫直辊主动轴的强度校核 (13)§2.4 本章小结 (15)第3章主传动部分的设计 (16)§3.1传动的结构设计 (16)§3.2 传动部分的强度校核 (18)§3.3 本章小结 (21)第4章轧制部件的设计 (22)§4.1轧制部件的设计 (22)§4.2 轧辊轴的强度校核 (23)§5.3本章小结 (25)第 5 章进料部件、皮带轮的设计 (16)§5.1 进料部件的设计 (26)§5.2皮带轮的设计 (26)§5.3本章小结 (25)第6章总结.......................... 错误!未定义书签。
厚板超声波探伤介绍

厚板超声波探伤简介
2.5.1、人工缺陷 平底孔最重要的两个参数是孔径D和埋藏深度A。 平底孔人工缺陷对 于反射面的粗糙度、反 射面与钻孔轴线的垂直 度、反射面与检测面的 平行度有着非常高的要 求。 所有类型的人工缺 陷的制作、测量和验收 都有详细的标准,只有 符合标准的人工缺陷才 能作为超声波探伤的当 量基准。
厚板超声波探伤简介
2.4.2、自动超声波探伤设备 采用多通道自动检测方式,可以有效提高超声波探伤的作业效 率 目前国际上较多使用的技术是使用双晶直探头,对厚度5~60mm 的钢板进行自动检测; 厚板自动超声波探伤的发展趋势是引入智能化的探伤结果自动 判定系统。
厚板超声波探伤简介
2.5、人工缺陷与标准试块 2.5.1、人工缺陷 超声波探伤是一种当量判 定法,当量的基准就是由人工 缺陷确定的,在实用上就是一 些具有特定声学特性人工反射 体。 常用的人工缺陷有平底孔 、竖通孔、横通孔、人工刻槽 和模拟缺陷等。在纵波脉冲反 射法探伤中,最为常用是平底 孔(Flat Bottom Hole)缺陷 ,通常简称FBH。
• 泰坦尼克号海难事故直接启动了超声波检测技术的发展,当时要 求及时检测水下的冰山等障碍物。
• 一次世界大战另一类更为危险的水下障碍物-潜艇,再一次推动 了超声波检测技术的发展; • 二次世界大战后,尤其是电子技术的发展,使超声波探伤技术不 断走向成熟和实用化。
超声波探伤的基本知识
1.1.2、超声波探伤与其它探伤方法的比较(1)
超声波探伤的基本知识
1.8.2、工件的影响 1.8.2.1、工件表面 粗糙度的影响 工件表面粗糙 一方面造成超声波 能量进入工件困难 ,使缺陷回波和底 面回波降低。另一 方面将形成不规则 的界面反射,使界 面波变宽,探伤表 面盲区增大。
激光测速仪在平整机组延伸率控制中的应用
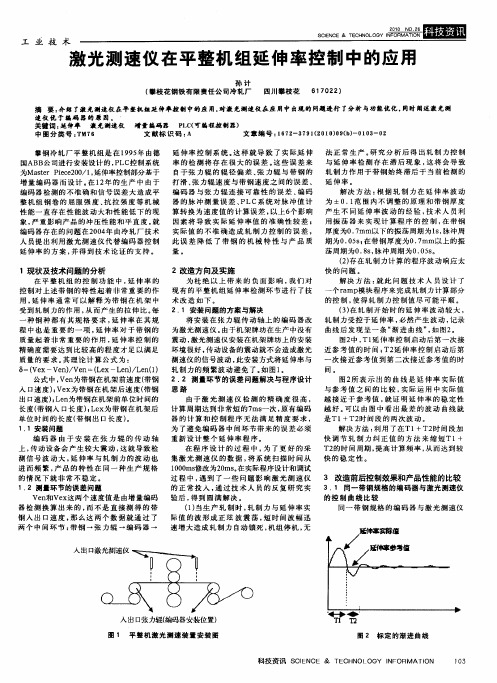
质量 起 着非 常 重 要 的 作 用 , 伸 率 控 制 的 震 动 , 光 测速 仪 安装 在 机架 牌 坊 上的 安 装 延 激 图2 , 延 伸 率控 制 启 动 后 第 一次 接 中 T1 精 确 度 需要 达 到 比较 高 的 程 度 才 足 以 满 足 环 境 很好 , 动设 备 的震 动就 不 会 造成 激 光 近 参 考 值 的 时 间 , 延 伸 率 控 制 启 动 后 第 传 T2
测 速仪 的 信号 波 动 , 安 装方 式将 延 伸 率 与 此 轧 制 力 的 频繁 波 动 避 免 了。 图 1 如 。 2 公 式 中 , n 带钢 在 机架 前速 度( 钢 2. 测 量环 节 的误 差 问题 解决 与 程序 设计 Ye 为 带 入 口速 度 ) V x 带 钢 在 机 架 后 速度 ( ;e为 带钢 思 路 出 口速 度) L n 带 钢在 机架 前单 位 时 间 的 ,e为 由于 激 光 测 速 仪 检 测 的 精 确 度 很 高 , 长度 ( 带钢 入 口长 度 ) L x , e 为带 钢 在 机 架 后 计算 周期 达 到 非 常短 的7 一次 , 有 编 码 ms 原 单 位 时 间的 长 度 ( 带钢 出 口长 度 ) 。 器 的 计 算 和控 制 程 序 无 法 满 足 精 度 要 求 , 1 1安装 问题 . 为 了避 免 编码 器 中 间环 节 带 来 的 误 差 必 须
速仅 优 于 墙码 器 的原 因 。 、 关键词 : 延伸卒 激光 测速仪 增量稿码器 P C  ̄ 壕程控 制器) L (r 中 图分 类 号 : M7 T 6 文献 标 识 码 : A 文 章编 号 : 6 2 7 1 2 1 ) 9b一0 0 —0 1 7 —3 9 (0 0 () 1 3 2 O