济钢中板厂新精整线在高效化生产中的作用
新钢中板生产线精整改造

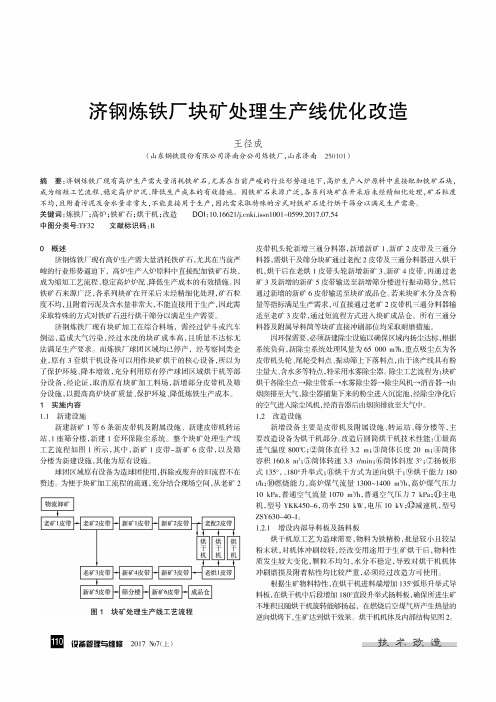
1 - 辊道; 2- 1#纵剪; 3 - 1# 横剪; 4 - 2# 纵 剪; 5 - 翻板机; 6 - 标 印机; 7 - 收集装置
图 1 精整改造区平面布置图
持续协调发展。 ( 3) 深入开展清洁生产工作, 将清洁生产工作
落到实处。应该对本企业的 整个生产流程 进行审 核, 在加强无费和低费方案审核的同时应提高中高 费方案的推广, 将清洁生产和企业技术改造, 产品结 构调整相结合。从原料开始, 将清洁生产开展到每 个环节, 将企业产生的污染降到最低。
( 4) 出台各种鼓励政策, 安排一定的资金用于 清洁生产的重大技术开发、示范和推广, 以及清洁生 产宣传、培训和奖励等。鼓励有条件的下属企业采 取各种方式筹集清洁生产资金, 用于清洁生产的中、 高费方案的实施。下属企业通过清洁生产工作产生 经济效益或环保效益, 集团公司可以适当的减免其 上交利润。
( 上接第 44页 )
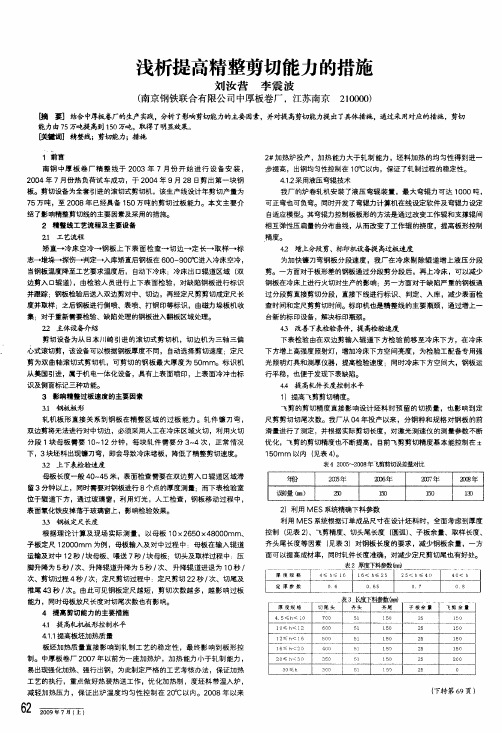
表 5 剪切毛钢板尺寸变化
长
宽
改造前
m ax: 18 000
m ax: 2 200
改造后
m ax: 36 000
m ax: 2 800
5 对策与建议
在市场经济条件下, 充分利用经济杠杆推行清 洁生产的具体对策和建议如下:
( 1) 全面推广清洁生产工作。把清洁生产和我 国环境保护各方面现状结合起来。昆钢推行清洁生 产要从我国的实际出发, 紧紧围绕我国环境保护面临 的突出矛盾和问题, 以科技为先导, 以企业为主体, 全 面推广清洁生产工作, 坚持推行清洁生产与结构调整 相结合、与企业技术进步相结合、与建立现代企业制 度相结合, 遵循市场经济规律, 发挥市场配置资源的 基础性作用, 实现经济效益和环境效益的统一。
济钢中厚板厂的技术改造与发展

济钢中厚板厂的技术改造与发展孙 浩 刘 江 陈五升 王丰祥(济南钢铁集团总公司) 摘 要 结合济钢中厚板厂二期和三期工程、开发管线钢项目和大板坯连铸高效改造及炉外精炼改造,介绍了该厂的技术改造项目,对今后的发展进行了阐述。
关键词 中厚板厂 技术改造 发展T echnical Improvement and Developmentin the Medium and H eavy Plate Plant ofJinan Iron and Steel G roup Corp.Sun Hao,Liu Jiang,Chen Wusheng and Wang Fengxiang(Jinan Iron and Steel Group Corp.) Abstract This article describes the technical im provement in the plant and expounds the development in the fu2 ture based on the phase2and phase3projects,development of pipeline steel,high efficient modification of large slab continuous caster and out-of-furnace refining improvement in the Medium and Heavy Plate Plant of Jinan Iron and Steel Group Corp. K eyw ords Medium and Heavy Plate Plant,Technical im provement,Development1 前言济钢中厚板厂1998年2月份投产至今,累计生产钢板297.5万t。
钢板综合成材率91.14%,综合合格率99.86%。
金属冶炼中的工艺装备与自动化控制

连铸机及其功能
连铸机是金属冶炼 工艺装备的重要组 成部分
连铸机的主要功能 是将熔融的金属液 连续铸造成锭或板
连铸机可以提高生 产效率,降低生产 成本
连铸机可以实现自 动化控制,提高产 品质量和稳定性
轧机及其功能
轧机是金属冶炼工 艺装备的重要组成 部分
轧机的主要功能是 将金属材料轧制成 各种形状和尺寸的 成品
自动化控制系统在轧制过程中的应用
轧制过程:将金 属材料通过轧制 机进行塑性变形, 形成所需形状和
尺寸
自动化控制系统: 通过计算机控制 轧制机的速度、 压力、温度等参 数,实现轧制过
程的自动化
应用效果:提 高轧制效率, 降低人工操作 误差,保证产
品质量
发展趋势:智 能化、网络化、 集成化,实现 轧制过程的全 面自动化控制
智能化、自动化的控制发展趋势
智能化:利用 人工智能技术, 实现设备自主 决策、自主控
制
自动化:通过 自动化技术, 实现生产过程 的自动化、无
人化
网络化:利用 网络技术,实 现设备之间的 信息共享、协
同工作
绿色化:采用 环保技术,实 现生产过程的 节能减排、绿
色环保
工艺装备与自动化控制的融合发展趋势
轧机可以应用于各 种金属材料的轧制 ,如钢、铝、铜等
轧机可以提高金属 材料的质量和性能 ,如强度、韧性、 耐磨性等
精整设备及其功能
精整设备:包括 轧机、剪切机、 矫直机等
功能:对金属进行 轧制、剪切、矫直 等加工,提高金属 的精度和性能
应用:广泛应用于 钢铁、有色金属、 合金等金属材料的 生产
发展趋势:智能化、 自动化、高效化, 提高生产效率和产 品质量
自动化控制系统 在金属冶炼中的 应用
论如何增强中厚板的精整剪切质量-最新年精选文档

论如何增强中厚板的精整剪切质量1 前言在2010 年,因为原燃料的价格不断增加,钢铁公司的销售利润已经降至历年最低,还不及国内整个工业领域平均水平的1/2。
在2011年的时候,炼焦煤、铁矿石等其它原料的价格依然处在相对较高的水平,成本约束造成的钢铁公司无法较好的向前发展。
国内的钢铁企业全面摸索减少成本、增加能效、变革创新、研发全新的品种、增强产品的品质等等。
2精整剪切概述2.1 工艺流程矫直f冷床空冷f钢板上下外表审查f切边f定长f取样f标志f堆垛f探伤f评判f入库。
矫直以后钢板在600- 900 C范围内投入到冷床进行空冷处理,在钢板的温度减少到工艺所需求的温度以后,自行脱离冷床;冷床出口的辊道范围内,需要由检查工作者针对其上下外表实施检查,对于存在缺陷的钢板实施标记同时进行追踪;钢板在检查完以后传递至双边剪进行对中、切边,其次经过定尺剪剪成所需要的长度同时进行取样;接着对钢板实施表喷、侧喷以及打钢印等等。
2.2 主要设备剪切设备是滚切式的剪切机,切边机是三轴三偏心形式的滚切剪,此设施能够按照钢板厚度的不一样,自行选取剪切的速度;定尺剪所运用的是双曲轴滚切式的剪切机,其所能够剪切的钢板厚度最大限度是50mm标识机归属机电一体化的设施,具备表面冷冲击标识、喷印以及侧面标记等三种不同的功能。
3当前中厚板精整剪切所存在的质量问题3.1 剪切不平度1)剪切不平度超出标准的状况大都发生于运用圆盘剪的中板厂家之中,其所产生的原因是由于圆盘剪的剪切有着较为严重的塌边;2)对于经过圆盘剪所剪切过的钢板再通过定尺剪对其剪切以后应力释放造成剪切不平度的出现。
3.2 剪切断面非矩形1)圆盘剪位置处所导致的非矩形。
圆盘剪主要有四个不同的剪刃所构成,四个剪刃在剪切之时的速度需要维持一致,同时需要由完全一样的直径,所以每次圆盘剪的四个剪刃均需要同时进行替换。
若速度不一致便会导致钢板走向偏差,其大都是由于圆盘剪的直径不同所造成的。
济钢炼铁厂块矿处理生产线优化改造
济钢炼铁厂块矿处理生产线优化改造王径成(山东钢铁股份有限公司济南分公司炼铁厂,山东济南250101)摘要:齐钢炼铁厂现有高炉生产需大量消耗铁矿石,尤其在当前严峻的行业形势逼迫下,高炉生产入炉原料中直接配加铁矿石块, 成为缩短工艺流程、稳定高炉炉况、降低生产成本的有效措施。
因铁矿石来源广泛,各系列块矿在开采后未经精细化处理,矿石粒度 不均,且附着污泥及含水量非常大,不能直接用于生产,因此需采取特殊的方式对铁矿石进行烘干筛分以满足生产需要。
关键词:炼铁厂;高炉;铁矿石;烘干机;改造 D 〇I :10.16621/j .cnki .issn 1001-0599.2017.07.54中图分类号:TF32文献标识码:B0概述济钢炼铁厂现有高炉生产需大量消耗铁矿石,尤其在当前严峻的行业形势逼迫下,高炉生产入炉原料中直接配加铁矿石块, 成为缩短工艺流程、稳定高炉炉况、降低生产成本的有效措施。
因 铁矿石来源广泛,各系列块矿在开采后未经精细化处理,矿石粒 度不均,且附着污泥及含水量非常大,不能直接用于生产,因此需 采取特殊的方式对铁矿石进行烘干筛分以满足生产需要。
济钢炼铁厂现有块矿加工在综合料场,需经过炉斗或汽车 倒运,造成大气污染,经过水洗的块矿成本高,且质量不达标无 法满足生产要求。
而炼铁厂球团区域均已停产,经考察同类企 业,原有3套烘干机设备可以用作块矿烘干的核心设备,所以为 了保护环境、降本增效,充分利用原有停产球团区域烘干机等部 分设备,经论证,取消原有块矿加工料场,新增部分皮带机及筛 分设施,以提高高炉块矿质量、保护环境、降低炼铁生产成本。
1 实施内容 1.1新建设施新建新矿1等6条新皮带机及附属设施、新建皮带机转运 站、1座筛分楼,新建1套环保除尘系统。
整个块矿处理生产线 工艺流程如图1所示,其中,新矿1皮带〜新矿6皮带,以及筛 分楼为新建设施,其他为原有设施。
球团区域原有设备为造球团使用,拆除或废弃的旧流程不在 赘述。
中厚板介绍幻灯

3.3 我国中厚板生产的发展
1、我国第一套中厚板轧机是1936年在鞍山钢铁公司建成的 2300mm三辊劳特式轧机,1968年武钢引进2800mm中厚板轧机 太钢引进2300/1700mm炉卷轧机,均是从苏联引进。1978年舞钢 建造了一套4200mm宽厚板轧机。我国正处于工业化发展过程中, 中厚板产量占总消费量的17%,2003年以后建设7套,2010年拟 建20套,目前有46套,4444万吨/年,到2010年将有60套,达到 8374万吨/年,中厚板市场需求7000万吨/年。今后3000mm以下的 中厚板产线将被淘汰,目前除宝钢5000mm等少数产线自动化水平 较高外,总体水平较低,我国是中厚板大国而不是强国。 2、中国专用板的需求:船板到2015年我国将成为世界造船量 第一,需求量在3000-4000万吨/年;锅炉压力容器板每年在70120万吨/年;管线钢品种在X70以上到2010年360-370万吨/年。
3、中厚板生产的发展概况 3.1 18世纪初欧洲二辊周期式薄板轧机上生产小块中板。美 国在1850年使用二辊可逆式轧机生产中板,1864年在美国 创建了第一套三辊劳特式中板轧机,1891年四辊在美国投产 了世界上第一条四辊可逆式厚板轧机,1907年建成了万能式 厚板轧机,1918年美国为了满足军舰用板的需要,建成了一 套5230mm四辊轧机,1941年日本投产了一套5280mm四辊 轧机。 二战后随着工业发展机器制造、造船、建筑、桥梁、压 力容器罐及大直径输送管线等部门的发展,对中厚板钢板的 需要量和品种质量方面提出了更高的要求,50-60年代中厚 板生产开始进行计算机控制,70年代轧机发展以5500mm为 主的特宽型单机架轧机,进入80年代中厚板生产进入萧条期。 目前日本中厚板轧机性能及生产技术在世界属于领先地位。
浅析提高精整剪切能力的措施
浅析提高精整剪切能力的措施刘汝营李震波(南京钢铁联合有限公司中厚板卷厂,江苏南京210000)喃要]结合中厚板誊厂的生产实践。
分析了影响剪切能力的主要因素,并对提高剪切能力提出了具/4ql t r施,通过采用对应的措施,剪切能力由75万吨提高到150万吨,取得了明显效果。
暖撼剐精整线;剪切能力;措施1前言南钢中厚板卷厂精整线于2003年7月份开始进行设备安装,2004年7月份热负荷试车成功,于2004年9月28日剪出第一块钢板。
剪切设备为全套引进的滚切式剪切机,该生产线设计年剪切产量为75万吨,至2008年已经具备150万吨的剪切过板能力。
本文主要介绍了影响精整剪切线的主要因素及采用的措施。
2精整线工艺流程及主要设备21工艺流程矫直一冷床空冷一钢板上下表面检查一切边一定长一取样一标志一堆垛一探伤一判定—叭库矫直后钢板在600—90d℃进入冷床空冷,当钢板温度降至工艺要求温度后,自动下冷床:冷床出口辊道区域(双边剪入口辊道),由检验人员进行上下表面检验,对缺陷钢板进行标识并跟踪:钢板检验后送入双边剪对中、切边,再经定尺剪剪切成定尺长度并取样:之后钢板进行侧喷、表喷、打钢印等标识,由磁力垛板机收集;对于重新需要检验、缺陷处理的钢板进入翻板区域处理。
22主体设备介绍剪切设备为从日本川崎引进的滚切式剪切机。
切边机为三轴三偏心式滚切剪,该设备可以根据钢板厚度不同,自动选择剪切速度;定尺剪为双曲轴滚切式剪切机,可剪切的钢板最大厚度为50m m。
标识机从美国引进,属于机电一体化设备,具有上表面喷印,上表面冷冲击标识及侧面标记三种功能。
3影响精整过板速度的主要因素3.1钢栖耘形轧机板形赢接关系到钢板在精整区域的过板能力。
轧件镰刀弯,双边剪将无法进行对中切边,必须采用人工在冷床区域火切,利用火切分段1块母板需要10一12分钟,每块轧件需要分3~4次,正常情况下,3块坯料出现镰刀弯,即会导致冷床堵板,降低了精整剪切速度。
济钢:创新订单模式 管理效益双提升

济钢:创新订单模式管理效益双提升作者:张兰兰来源:《中国信息化周报》2015年第14期济钢集团有限公司(以下简称“济钢”)坚持以结构调整为主线,认真落实科学发展观,走新型工业化道路,积极推进工艺装备的大型化、紧凑化、现代化,形成了中板、中厚板、热轧薄板、冷轧薄板、彩涂板等现代化生产线,为顾客和社会创造价值的能力明显提升。
同时围绕提升产品竞争力和为顾客创造价值的能力,塑造品牌优势,积极推进技术改造,产品结构实现了由普碳钢材为主向品种钢材(锅炉容器钢板、高强度建筑结构用中厚钢板)为主的转变。
钢材市场的转型调整近年来,面对市场需求减弱、钢材价格下降、原燃材料价格保持高位、全行业经济效益不断下滑的严峻形势,钢铁企业如何通过管理创新来提高企业运营效率,增强市场预测及盈利能力,成为各企业急待解决的首要问题和核心任务。
随着山钢集团整合的进一步推进,济钢处于“推陈出新、淘汰落后”的关键时期。
钢铁企业如何通过管理创新来提高企业运营效率,增强市场预测及盈利能力,成为各企业急待解决的首要问题和核心任务。
济钢为应对困难和挑战,优化营销管理模式、提高接单决策能力和盈利能力,研究开发了订单效益测算分析系统。
以信息化加快企业现代化的进程,建设了ERP、MES、SPC、OA、能源管控中心等管理信息系统。
坚持以市场为导向,不断优化产品结构,开发满足顾客个性化需求的新产品。
坚持管理与国际接轨,引入卓越绩效管理模式,2003年荣获全国质量管理奖。
先后通过了质量、安全、环境管理国际认证,并在全国冶金行业率先实现了三体系整合和营销服务体系认证。
研发契合发展系统订单效益测算分析系统研究开发和应用是一种运用ERP信息化管理方法工具,按照完全成本管理理念,在不断完善成本核算系统的基础上,搭建的订单效益测评管理系统平台和改进机制。
以便准确、及时测算反映订单收益和产线绩效,为企业优化资源配置、进行销售接单决策以及提高战略管控和盈利能力提供强力支撑。