降低食用酒精产品正丙醇含量的探讨
酒精标准

第四、制造农药。
第五、食品饮料工业中,用来生产汽酒、果酒、白酒等。
总之,酒精在国防工业、医疗卫生、有机合成、食品工业、工农业生产中都有广泛的用途。
--------------------------------------------------------------------------------
--------------------------------------------------------------------------------
E:甲醇是怎样的一种物质
甲醇也就是我们俗称的木精,是最简单的一元醇,分子式为CH3OH,常温下一种无色易挥发和易燃的液体,比重0.7915(20/4°)。能与水和多数有机溶剂混溶,其蒸气与空气能形成易爆炸的混合物,其爆炸浓度极限为3.3~19%(W)。燃烧时生成蓝色火焰。容易氧化或脱氢而成甲醛。酒精中的甲醇是由于原料中所含果胶质在蒸煮过程中分解而产生的,酒精蒸馏过程中,甲醇属于端级杂质。它对人体有极大毒性,计少量的甲醇也可能引起慢性中毒,其症状为剧烈头痛,神经炎,有害视力,严重时可造成失明。
J:酒精的药理性质有哪些
酒精是一种精神镇静剂,不是 。适量稀释饮用可以刺激食欲促进胃液分泌,有助于食物营养的吸收。但饮用过度会麻痹呼吸中枢,对神经系统有害,成为精神病的诱因。就血中浓度与中毒症状来讲,0.05%乙醇能麻痹抑制中枢,损伤判断力,0.1%会麻痹运动神经和知觉神经,0.2%会搅乱整个运动神经,0.4~0.5%会使人处于昏睡状态,0.6~0.7%会致人 。
1. 在原有产品质量.等级(“普通级”、“优级”)的基础上,增加了“特级”。
关于降低啤酒中乙醛及高级醇含量的研究调查报告
关于降低啤酒中乙醛和高级醇含量的研究报告【内容摘要】:改革开放以来,随着人类消费水平的不断地高,啤酒是也是越来越受到人们的喜爱,啤酒对人们的最用也不小:⑴、卫生;⑵、解渴;⑶、提神;⑷、助消化;⑸、利尿;⑹、减肥;⑺、防病。
因此啤酒的也成为啤酒爱好者所关注的焦点,然而乙醛和高级醇含量的控制作为啤酒成熟的一个重要标志。
【1】本文是通过改变啤酒生产工艺的研究试验并总结经验,从而降低啤酒中乙醛和高级醇含量的研究报告。
【关键词】:啤酒生产工艺乙醛高级醇一、乙醛及高级醇的代谢机制啤酒中合理的乙醛与高级醇含量能使酒体丰满协调,减少不良风味物质对人口味的刺激,使啤酒口味更加纯净增加饮用后舒适愉快的感觉。
整个啤酒酿造过程中有着众多的因素影响着两种风味物质的产生。
乙醛是一种生青物质,影响啤酒的口味。
乙醛是啤酒发酵过程中产生的主要醛类,【2】是酵母的中间代谢产物,由酵母糖代谢产生丙酮酸,丙酮酸脱羧生成乙醛,在发酵前期大量生成的乙醛,随着发酵的不断进行,会被乙醇脱氢酶还原为乙醇而浓度不断降低,一般说下面发酵至发酵度为35%~60%时,乙醛含量最高。
啤酒中高级醇的生成分别由糖代谢和氮代谢的途径生成,其核心中间产物为α-酮酸,其中,又以糖代谢为主要途径。
【3】它是3个碳原子以上的醇类的总称,主要包括正丙醇、异丁醇、异戊醇, 活性戊醇、β- 苯乙醇。
高级醇对啤酒风味具有重大影响,超过一定含量,具有明显的杂醇味,饮用过量会导致人体不适,除某些特种啤酒外,一般的啤酒,大量的高级醇是不受欢迎的,高级醇的形成与发酵条件密切相关。
啤酒中绝大多数的高级醇是在主发酵期间形成的,形成高级醇的代谢途径有两种:一是在1907年由德国化学家埃尔利希提出的有氨基酸形成高级醇的途径;二是合成代谢途径,在生成高级醇的这两条途径中,合成途径占75%,而埃尔利希途径只占25%。
二、试验方案(一)、试验目的为了进一步提高产品的质量,改善啤酒的风味,公司决定进行降低啤酒中乙醛、高级醇含量试验。
酒精标准

G:酒精产品的种类有哪些
酒精产品有不同的分类方法:
(1)按生产使用的原料可分为淀粉质原料发酵酒精(一般有薯类、谷类和野生植物等含淀粉质的原料,在微生物作用下将淀粉水解为葡萄糖,再进一步由酵母发酵生成酒精);糖蜜原料发酵酒精(直接利用糖蜜中的糖分,经过稀释杀菌并添加部分营养盐,借酵母的作用发酵生成酒精);和亚硫酸盐纸浆废液发酵生产酒精(利用造纸废液中含有的六碳糖,在酵母作用下发酵成酒精,主要产品为工业用酒精。也有用木屑稀酸水解制作的酒精)。
醇,有极强烈的溶解能力,可实现超临界淬取。由于它的溶液凝固点下降,因此,一定浓度的酒精溶液,可以作防冻剂和冷媒。酒精可以代替汽油作燃料,是一种可再生能源。
--------------------------------------------------------------------------------
由于硫酸的作用产生酸性硫酸乙酯,加热后根据不同条件产生乙烯或二 。与无水硫酸作用,生成乙烯硫酸酐。
与三卤化磷PX3作用生成卤化乙烷C2H5X。
经铬酸或高锰酸钾的硫酸溶液氧化,或与铂黑接触氧化则生成乙醛及醋酸。
用氯和溴氧化成乙醛,再与过剩的乙醇缩醛。再氯化后变成氯乙缩醛或二鹭氯乙缩醛,最后生成氯醛二乙酯(Cl3CHCOC2H5)2。
--------------------------------------------------------------------------------
前言
本标准的全部技术内容均为强制性条文。本标准是对GB10343-89《食用酒精》的修订。
不含亚硫酸的硫酸使之变成硫酸乙酯。
与汞和过量硝酸作用,生成雷酸汞(CNO)2Hg。
浅谈控制啤酒中高级醇含量的措施

浅谈控制啤酒中高级醇含量的措施华润雪花啤酒(安庆)有限公司吴文林246005啤酒是以麦芽为主要原料,添加酒花,经酵母发酵酿制而成的一种含二氧化碳、低酒精度的饮料酒。
啤酒中的高级醇类、醛类、双乙酰、有机酸、酯类和含硫化合物等均对啤酒的风味有着重要的影响,这些发酵副产物与酒精、二氧化碳共同组成啤酒的酒体,并形成啤酒特有的风味。
当其中一种或多种物质含量过高时,就会改变啤酒的风味特性,导致啤酒风味缺陷。
高级醇含量过高,会使啤酒有腻厚感,不同的醇类,对啤酒味感的影响不同,异戊醇含量高会使啤酒饮后有头痛感。
如何将高级醇含量控制在合理的范围内就显得很重要。
1.高级醇的产生机理酵母合成氨基酸时,需少量的酮酸,其量受氨基酸的反馈抑制,当麦汁中氨基酸缺乏时,反馈抑制建立不起来,形成过量的酮酸,由于缺乏相应的氮源,氨基酸无法合成,酵母将过量的酮酸排出体外,形成相应的高级醇(高级醇的Harris合成途径),其中有亮氨酸、异亮氨酸、缬氨酸、苏氨酸分别对应的高级醇有活性戊醇、异戊醇、异丁醇和正丙醇。
若氨基酸含量过高,经酵母的转氨、脱羧作用,形成少一个碳原子的高级醇(高级醇的Felix Ehrlish分解路线),其中有酪氨酸、苯丙氨酸、色氨酸、苏氨酸和与之对应的酪醇、β-苯乙醇(发酵温度指示剂)、色醇和正丙醇。
还有亮氨酸、异亮氨酸、缬氨酸分别对应的高级醇有活性戊醇、异戊醇、异丁醇。
2.影响啤酒中高级醇含量主要因素2.1 酵母菌种:德国拿尔采斯教授认为,为了减少代谢副产物高级醇的增加,适当限制酵母在发酵中最高浓度是有意义的,控制增殖倍数小于4(最好是小于3)。
2.2麦汁α-氨基氮的影响:当麦汁中缺乏可同化的α-氨基氮时,会导致由酮酸形成高级醇。
当麦汁中α-氨基氮太高时,也会造成由氨基酸脱氨基形成的高级醇增加(不超过220ppm)。
2.3主发酵温度的影响:提高发酵温度,必然促进酵母繁殖,相应也会增加高级醇的产生。
发酵罐温度是否合理均匀是影响啤酒高级醇高低主要问题之一。
气相色谱法和折光率法测定乙醇-正丙醇物系组分含量比对
乙醇和正丙醇由于物性和结构相似、分子大小 相近、沸点相差较大,形成的理想溶液常常作为教学 用化工基础实验物系[12]。乙醇正丙醇溶液中组分 含量测定一般采用传统折光率法[3],该方法仪器设 备简单、检测快速,但样品需要量大、重现性差、误差 大。气相色谱法氢火焰离子化检测器(FID)检测灵 敏度高、重复性好、样品需要量少、检测误差小[4]。
1 实验部分
1.1 试剂与仪器 无水乙醇、正丙醇均为分析纯;蒸馏水,自制;高
纯氢 气 (纯 度 ≥ 99.999%);高 纯 氮 气 (纯 度 ≥
收稿日期:20180829 修改稿日期:20180927 基金项目:福建省高校自然基金青年重点项目(JZ160414) 作者简介:刘秀金(1973-),女,福建闽侯人,福州大学至诚学院工程师,硕士,主要从事化学化工产品和药品的研究开发
第 48卷第 5期 2019年 5月
应 用 化 工 AppliedChemicalIndustry
Vol.48No.5 May2019
气相色谱法和折光率法测定乙醇正丙醇物系 组分含量比对
刘秀金
(福州大学 至诚学院,福建 福州 350102)
摘 要:建立了气相色谱氢火焰离子化检测器(FID)测定乙醇正丙醇物系含量方法,并通过实验拟合得到折光率 和乙醇质量分数线性方程 y=-4194.6x+5792.5(R2=0.9995)。比对气相色谱法和折光率法测定乙醇正丙醇 物系中乙醇和正丙醇含量。结果表明,当乙醇含量≥30%,折光率法检测相对误差 RE≤3.0%,可以采用折光率法 进行快速检测;当乙醇含量 <30%,折光率法检测 RE>5%,随着乙醇含量降低,RE逐渐升高达到 19.50%,而 GC 检测 RE均 <2%,建议采用 GC进行检测。该方法线性关系良好,乙醇回收率 99% ~101%,精密度良好,准确度 高,耐用性好,溶液稳定,检测限为 0.00077%,定量限为 0.0026%,可用于乙醇正丙醇物系定量检测。 关键词:乙醇;正丙醇;含量;气相色谱;折光率 中图分类号:TQ016.1;TQ013.1 文献标识码:A 文章编号:1671-3206(2019)05-124inationofethanolpropanol contentbyGC andrefractiveindex
酒精蒸馏正丙醇分离特性的研究
沸点 8712e , 与水互溶。 112 高级醇的概念
酿酒行 业和酒精生 产行 业凡是 碳原 子大 于 2 的 醇统 称 高级醇。酒精发 酵过 程中, 高级 醇生 成的量 与发 酵温 度、供 氧情况、酵母菌 种、酵母 接种量、营 养成分等有关。啤酒发 酵 高级醇生成的总量是酒精 量的 115j 左右, 小 曲酒发 酵高 级 醇生成的总量是酒精量的 415j 左右, 酒 精发 酵高级 醇生 成 的总量是酒精量的 512 j 左 右。酒精 发酵 温度最 高, 产生 的 高级醇也最多, 啤酒发酵温度最低, 产生的高级醇也最少。
911 0
6213
6515
8
891 6
6510
8510
7
881 4
8810
1101 0
酒精生产过程中的质量控制
发展方向, 在配制上选用了 匕 成质量的食用酒精为主要原料。 它所体现 合超低温条件再进行分装及密封。 2 . 4 . 1 配制条件 。 将检验合格的计量仪器来配制标准物质 , 结合标准 的优势就在于 : ( 1 ) 省粮 一它以优质酒精为基础, 而酒精来源于稻谷 、 薯 的方式进行提取而成的溶液。( 2 ) 减少高级脂 物质的性质和特点因素来制定合适 的方案及温度,有效防止配制过程 肪酸的含量 , 通过水调 的方式减少了白酒度数也不易产生浑浊。( 3 ) 通 中受到污染导致其发生化学反应 , 影响定值。 必须保证候选物的稳定性 采取相应措施对配制后的标准物质进行严谨的分装和封闭。 过不同香N-  ̄ t l 出不同香型的白酒 , ( 4 ) 利用科技手段减少 了复杂的生 和均匀性 , 2 . 4 . 2 配制方法。将选定定值标准的甲醇 、 正丙醇 、 正丁醇 、 异丁醇 、 产工序, 质量上面也得到保障。( 5 ) 对环境不会造成污染危害m 。 1 . 1 酒精生产过程。 酒精生产过程非常繁琐 , 它 百 过对原料发酵、 异戊醇五种物质采用重量与容量方法进行配制 ,配制完成为标准物质 提纯以及蒸馏的方式进行酒精溶液提取 ,在发酵过程中会产生许多方 后在超低温条件下分装及密封。 2 - 5 均匀稳定陛的检测。 精密检测标准物质的稳定 I 生 和均匀性 , 以保 面的影响。由于在提炼时酒精中会含有其它杂质 , 必须通过蒸馏 的方式 证其定值标准。 进行提纯 , 通过分析研究容易产生杂质的原因: 1 . 1 . 1甲醇 的提炼。 酒精生产的第一道工序就是将原料进行蒸煮 , 在 2 . 5 . 1 标准物质稳定眭检测 。根据标准物质的屙陛采用气相色谱方 在半年内经过多次实验 , 定期对标准物质稳定 此过程 中原料 中的果胶质开始分解 , 产生 甲氧基也就是 甲醇, 如果蒸煮 法对其进行稳定性检测 , 性进行检测 , 其结果符合标准。 的温度越高 , 果胶质分解就越快 , 产生的甲醇也就越多。 1 . 1 . 2 甘油的产生。在蒸煮过程中, 环境如若偏碱 『 生的话 , 酵母菌极 2 . 5 . 2 标准物质均匀性检测 。根据标准物质分布特 l 生同样采用气相 易将 当成转化为甘油 , 而含有亚硝酸钠的话 , 生成甘油的机会也越大 。 色谱方法来进行均匀性检测,在检测过程 中将物质单元数配制前后结 1 . 1 . 3 杂醇油的产生。 如果发酵时 , 经常通风、 搅拌和加糖的话, 会产 果抽取 的样品以及标准物质分装阶段抽取的样品进行均匀性检测 , 其 生一种新的物质高级醇 , 一般是发生在发酵的后期 , 它的产生与酵母菌 结果符合标准。 3食用酒精的质量控制 和原料有关联。如果发酵的酵母菌含有高量的氨基酸 , 而且温度偏高, 酵液 P H值票偏高的话, 就极易产生高级醇。 酒精生产过程中对质量的研究有许多关键 f 生的问题 ,控制期 间不 1 . 1 4有机酸物质。 但发酵过程受到杂菌污染的话, 醋酸菌 、 乳酸菌 、 确定好关键原则的话会直接影响工作指标 ,而且会造成原料消耗大影 丁酸菌能够把发酵后的产物及酒精转化为有机酸 , 高温 、 敞 口发酵都容 响生产效益。 易产生杂菌生长 , 促进酸类的出现。 3 . 1 酒精生产过程中的几个关键问题。 ( 1 ) 液化问题——酒精生产要 1 . 1 . 5 醛类。 在发酵过程中还容易产生乙醛 , 它经过通风和高温条件 经过液化 , 也是最关键 的一道工序 , 它通过对淀粉进行切断大分子链来 下也会加快生长脚步。 结束液化过程 , 其效果 的好坏程度会直接影响发酵和总糖损失 , 所 以在 1 . 2 半成品。 在酒精生产过程中, 只经过发酵之后 , 还未经过蒸馏和 液化时必须掌握好水与原料的比例, 粉浆 p H值以及淀粉酶添加和液化 其他工序 的半成品 , 如果要提高酒精质量的话 , 那么半成品的质量就非 喷射的温度控制等等。 ( 2 ) 糖化问题——淀粉糊精在糖化酶的催化作用 常关键 , 必须在生产过程 中减少其他杂质的生成。 下进行水解过程成为酵母所学的糖份,糖化酶的质量好坏也会影响酒 1 . 3 蒸馏水平操作 。蒸馏过程是在发酵之后, 通过对半成品进行蒸 母质量以及发酵质量 ,在糖化过程中只要控制糖化温度、 p H值以及糖 才能完成糖化过程。 馏提纯而产生优质酒精溶液的一道重要工序, 如果在操作过程 中, 出现 化酶的添加, 问题的话会直接影响到酒精质量不合格 , 会严重危害人们身体健康。 3 . 2酒精生产中人员技术操作的培训。 通过操作 ^ 员的职业资格、 职 2食用酒精的质量研究 业技能以及工作内容及发展为基础, 规定一系列管理条例。 定期进行员 将最新最好的信息及技术传授给技术人员 , 才是提高企业发展 如果酒精的质量得不到保障的话 , 会危机生命安全 , 我 国针对打击 工培训 , 假冒伪劣产品制定 了一系列严厉手段 ,为保证人们的生命财产安全起 的前提条件。 到了保护作用。 通过对酒精生产过程的了解 , 那么在生产过程中质量研 结束 语 通过对酒精生产所有 的细节及过程研究分析控制质量的前提就是 究也是起到监督检测的依据。 2 . 1 食用酒精色谱分析标准。 衡量酒精质量标准可以利用校对的设 必须掌握原材料发酵、 蒸馏提纯等工序 , 经过技术工作人员娴熟的制作 备仪器以 及测量方法来获取准确可靠 的 结果。经过对酒精色谱成分进 方法对酒精防污染 、 过滤杂质等提炼出高品质的 酒精液体 , 为酒精行业 行分析也是行业 内对酒精质量保证的依据 ,而它的标准就在于通过实 发展起到关键作用。 我国对食品监管政策实施的今天 , 经济发展已经带 物的广泛运用以及实物种类繁多等因素进行计算测量 ,以科学技术手 动各个企业效益有着突飞猛进的效果日 。 段对其化学和物理性进行标准定值,如果食用酒精的色谱成分通过了 参考文献 重重检测 , 并且能够通过的 话, 它的标准就达到了 稳定安全的使用效果 【 1 ] 冯永渝 , 李诗铁, 黄卫红 , 寻思颖 , 张倩, 张建, 郝金竹. 食用酒精 色谱成 曰 分f fg r 标准物质的研制『 J ] 酒 良 酒科技, 2 o 1 2 ( 2 ) . 2 . 2 酒精候选物质。 研究人员通过对酒精色谱成分分析 , 在此之前, 『 2 1 张建华. 提 高成品酒精质量的探讨叨. 江苏食品与发酵, 2 0 0 8 ( 1 2 ) . 要先确定好候选实物 , 而且候选实物还必须具备相应的适用性和代表 『 3 ] 孙 东方, 杜丽群 , 剥 讽羽 酒 精生产过程 中的关键点管理叨. 2 o o 9 ( 5 ) . 性以及复制能力 , 再根据实物特点进行适合研制的工序以及手法。 在经
降低白酒中高级醇含量的研究进展
戊 醇 :异 戊 醇通 常 是高 级醇 中含量 最 多 、研究 的
醇 在 白酒 中 的含 量 多少 ,以及 各 种 醇 之 间 的 比例 , 也 最多 的一 种成 份 ,微 带甜 苦 。适 量 的异戊 醇 是凤 香
对 白酒 的风 味有 重要 的影 响 。
型 白酒 中不 可 缺少 的重 要 风味 物质 ,是 西 凤酒 独 特
还 是 白酒 降低 酒度 时 出现 白色浑 浊 的原 因之一 。对 酵 中 ,控 制 异戊 醇含 量 对控 制 杂油 醇 的总 量 意义 重
此 ,国家 也颁 发 了统 一 标 准 :以粮 谷类 为原 料 ,产 品 大 。
收 稿 日期 :2016—05—18 作 者 简 介 :苟静 瑜 (1986一),女 ,硕 士 研 究 生 ,研 究方 向 :白 酒酿 造 。
面,呈油状 ,俗称杂醇油 。高级醇是 白酒 中的重要芳 1 白酒 中高级 醇 的成分
香成分和呈 味物质 ,其含量对酒的风 味有很重要的
白酒 中的 高级 醇 包 括 异 戊 醇 、正 丙 醇 、异 丁 醇 、
影 响 。适量 的 高级 醇 不仅 能使 酒 体 醇 甜 ,还 能 与 酸 正 己醇 、B一苯 乙醇 等 ,其 中除 了异戊 醇 微 甜 外 ,其
摘 要 :高级 醇是 评 价 白酒质 量 的 重要 指 标 之一 。通 过 对 白 酒 中高级 醇形 成机 理 、检 测 方 法及 发 酵 工 艺对 其 生成
的影响进行 了归纳与论述 ,以期为 白酒生产 中高级 醇的生成控制提供理论依据。
关键 词 :白酒 ;高级 醇 ;形 成机 理 ;检 测 方 法 ;研 究进 展
第 43卷 第 4期 2 0 1 6年 7月
文章 编 号 :1002—8110(2016)04—0025—05
气相色谱法检测消毒产品中的正丙醇与乙醇
自2003年“非典”暴发后,各类消毒产品受到人们的广泛重视。
而在2020年的春季,新型冠状病毒的肆虐更是将消毒产品推向销售的高峰。
随着《国家卫生健康委办公厅关于部分消毒剂在新型冠状病毒感染的肺炎疫情防控期间紧急上市的通知》的发布,通知中规定“醇类手消毒剂醇类有效成分浓度>60%(V/V)”[1],使得醇类消毒剂有效气相色谱法检测消毒产品中的正丙醇与乙醇成分的检测重要性变得突出。
在《消毒技术规范》(2002版)中关于使用气相色谱法检测乙醇的方法使用的是2.0 m×4 mm的GDX-102玻璃柱、FID检测器(氢火焰离子化检测器)进行检测[2]。
颜立毅等[3]根据GB/T 394.2-2008《酒精通用分析方法》气相色谱法使用具有FID检测器和自动进样器的气相色谱仪测定了食用酒精中正丙醇含量以及不确定度。
刘秀金[4]对比了折光率法与气相色谱法测定乙醇—正丙醇物系组分的含量。
目前市面上已有含有李云志 陈俊峰 邱智华 梁翠琴 胡海艳*(广州市微生物研究所有限公司,广东广州,510660)摘 要:使用HP-Plot Q色谱柱与FID检测器检测消毒剂中复配的正丙醇与乙醇含量,最大方法相对偏差(RSD)为2.14%,最小方法回收率为100.0%,乙醇与正丙醇的检出浓度为0.025%,是一种快速准确的一针检测法。
关键词:气相色谱法;检测;消毒产品;正丙醇;乙醇中图分类号:R187+.2 文献标识码:A 文章编号:1672-2701(2021)02-85-06__________________________*为通讯作者,E-mail:****************。
乙醇和正丙醇复配的免洗消毒剂,此类消毒剂多数以消毒凝胶形式存在,具有使用快速,性状稳定、安全等特性,而且在使用过程中不易洒漏、挥发少。
江小明等[5]使用载体定量杀菌实验和现场消毒实验方法观察了一款由乙醇与正丙醇等成分组成免洗手消毒凝胶,结果表明,此消毒剂对多种细菌具有杀菌作用,对手表面上自然菌的杀菌作用也比较明显,具有实际消毒应用价值。
一种降低白酒中杂醇油含量的方法[发明专利]
![一种降低白酒中杂醇油含量的方法[发明专利]](https://img.taocdn.com/s3/m/7b6ce23d591b6bd97f192279168884868762b8eb.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202011153079.3(22)申请日 2020.10.26(71)申请人 陕西农产品加工技术研究院地址 710021 陕西省西安市未央区大学园区陕西科技大学(72)发明人 陈雪峰 周端 王嘉伟 陈梦音 付欢 (74)专利代理机构 西安众和至成知识产权代理事务所(普通合伙) 61249代理人 艾慧康(51)Int.Cl.C12H 1/056(2006.01)(54)发明名称一种降低白酒中杂醇油含量的方法(57)摘要本发明公开了一种降低白酒中杂醇油含量的方法,包括大孔树脂活化预处理、湿法装柱、动态吸附、梯度解吸和强化再生,通过大孔树脂活化预处理以及湿法装柱提高大孔树脂的吸附性能,通过动态吸附来降低白酒中的杂醇油含量,杂醇油去除率高,提高了白酒品质,而且可以根据实际生产需要,通过调节处理样品量或者树脂用量来调节杂醇油去除率,操作简便,不会引入新的杂质,同时,通过梯度解吸和强化再生,大孔树脂性能稳定可以反复利用,很大程度上节约成本,具有良好的经济效益和工业应用前景。
权利要求书1页 说明书5页CN 112175778 A 2021.01.05C N 112175778A1.一种降低白酒中杂醇油含量的方法,其特征在于,包括以下步骤:步骤1、活化预处理:将大孔树脂分别用蒸馏水和无水乙醇浸泡洗涤后烘干;步骤2、湿法装柱:将步骤1活化预处理后的大孔树脂用无水乙醇浸泡后,装入层析柱中,再用蒸馏水洗至流出液中无醇味,形成体积为BV的吸附柱;步骤3、动态吸附:将基酒样品加入到步骤2装好的吸附柱内进行吸附并收集滤液,控制流速为1-3BV/h,处理基酒样品的量为2-4BV;步骤4、梯度解吸:用不同浓度的乙醇对步骤3动态吸附后的大孔树脂进行梯度解吸处理;步骤5、强化再生:分别用盐酸、氢氧化钠和无水乙醇处理步骤4梯度解吸后的大孔树脂。
乙醇和正丙醇物系分离系统设计方案
乙醇和正丙醇物系分离系统设计方案1 绪论目前研究最为热门的精馏塔可算是填料塔,也是取得许多成果的领域。
规整填料及各种高效填料开发成功后,在工业上的应用范围逐步扩大,打破了填料只适用于小塔的概念,而且在减压和常压精馏场合呈现出了取代板式塔的趋势,尤其是在老塔的扩充改造中。
板式塔是目前最主要的精馏塔塔型,对它的研究一直长盛不衰。
筛板塔和浮阀塔成功取代泡罩塔是效益巨大的成果,板式塔的设计已达到较高的水平,结果比较可靠。
具有各种特点的新型塔板的开发研究不断展开。
随着筛板塔泡罩塔的不断改进,浮阀塔产生了,它结合了两者的优点有具有自己的特点。
本设计中我们选用浮阀塔,浮阀塔具有结构简单,造价低,制造方便,塔板开孔率大,生产能力大等优点。
但在设计中使用不当,会引起阀片脱落或卡死等现象,使塔板效率和操作弹性下降。
由于浮阀塔的上述优点,且加工方便,故有关浮阀塔板的研究开发远较其他形式的塔板广泛,是目前新型塔板研开发的主要方向。
近年来与浮阀塔一直成为化工生中主要的传质设备,为减少对传质的不利影响,可将塔板的液体进入区制突起的斜台状,这样可以降低进口处的速度使塔板上气流分布均匀。
浮阀塔多用不锈钢板或合金。
实际操作表明,浮阀在一定程度的漏夜状态下,使其操作板效率明显下降,其操作的负荷范围较泡罩塔窄,但设计良好的塔其操作弹性仍可达到满意的程度。
本设计是采用浮阀塔板连续精馏分离乙醇和正丙醇的混合溶液,由于浮阀塔的研究比较成熟,因此本设计的结果有较高的可信度。
2 设计方案说明2.1设计方案的确定2.1.1装置流程的确定装置包括精馏塔,原料预热器,再沸器,冷凝器,釜液冷却器和产品冷却器等设备。
蒸馏过程按操作方式的不同,分为连续蒸馏和间歇蒸馏两种流程。
连续蒸馏具有生产能力大,产品质量稳定等特点,适合原料处理量大且需获得组成一定的产品的混合物的分离,工业生产中以连续蒸馏为主。
因此本设计中采用连续精馏。
由于乙醇-正丙醇物系可以用循环水作冷却介质,减少冷却费用。
白酒酿造中产正丙醇的微生物溯源研究
白酒酿造中产正丙醇的微生物溯源研究卢建军;杨帆;杨婧;陈良强;刘延峰;王和玉;王莉【摘要】利用生物信息数据资源,对白酒酿造过程中产正丙醇微生物进行定向补充筛查,并对筛查后的菌株进行了发酵验证.结果表明,基于K EG G数据库明确了正丙醇的产生途径为丙酸代谢途径,其催化的关键酶为丙二醇脱水酶、1,3-丙二醇脱氢酶和1-丙醇脱氢酶;通过N C B I数据库确定了表达该3种关键酶的微生物种类信息,结合白酒发酵过程中的微生物群落构成,确定乳杆菌属(Lactobacillus)具有代谢产生正丙醇的潜在特性;发酵结果显示,面包乳杆菌(Lactobacilluspanis)代谢生成正丙醇的能力相对较强,产量为263.7 m g/L.该研究结果表明,乳酸杆菌是白酒酿造中产正丙醇的重要微生物来源之一.该研究为白酒酿造过程正丙醇的调控提供新的研究方向,同时该方法也可以为其他食品发酵过程中目标风味物质的微生物溯源提供新思路.【期刊名称】《中国酿造》【年(卷),期】2019(038)007【总页数】5页(P151-155)【关键词】生物信息学;定向筛选;微生物溯源;正丙醇;乳杆菌【作者】卢建军;杨帆;杨婧;陈良强;刘延峰;王和玉;王莉【作者单位】贵州茅台酒股份有限公司技术中心,贵州仁怀 564500;贵州茅台酒股份有限公司技术中心,贵州仁怀 564500;贵州茅台酒股份有限公司技术中心,贵州仁怀 564500;贵州茅台酒股份有限公司技术中心,贵州仁怀 564500;江南大学工业生物技术教育部重点实验室,江苏无锡 214122;贵州茅台酒股份有限公司技术中心,贵州仁怀 564500;贵州茅台酒股份有限公司技术中心,贵州仁怀 564500【正文语种】中文【中图分类】TS261.1白酒中关键风味物质的微生物溯源是白酒研究的一项重要工作,其研究成果的应用对白酒产量和品质的保障和提升具有明显的作用[1-4]。
但白酒酿造过程是开放的多菌种混合固态发酵体系,其复杂的微生物结构和风味组成使得对产目标风味物质微生物的溯源十分困难。
降低甲醇产品中乙醇含量
降低甲醇产品中乙醇含量为满足客户要求,精醇产品中乙醇含量需降低至300ppm以下,6万吨、10万吨及30万吨精醇岗位的生产模式作了相应调整。
6万吨和10万吨精醇岗位加压塔增加回流比后,乙醇含量降低至200 ppm以下,精醇产量较调整前下降幅度10t /班,粗醇单耗由1.07t升高至1.08t,蒸汽消耗由0.78t升高至0.8t。
30万吨精醇岗位汽提塔投运,乙醇含量降低至250ppm以下,蒸汽消耗由1.04吨升高至1.05吨。
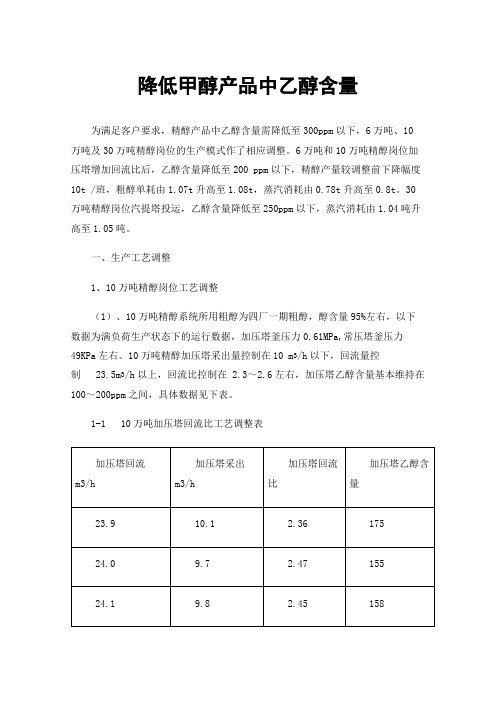
一、生产工艺调整1、10万吨精醇岗位工艺调整(1)、10万吨精醇系统所用粗醇为四厂一期粗醇,醇含量95%左右,以下数据为满负荷生产状态下的运行数据,加压塔釜压力0.61MPa,常压塔釜压力49KPa左右。
10万吨精醇加压塔采出量控制在10 m3/h以下,回流量控制 23.5m3/h以上,回流比控制在 2.3~2.6左右,加压塔乙醇含量基本维持在100~200ppm之间,具体数据见下表。
1-1 10万吨加压塔回流比工艺调整表(2)、10万吨精醇常压塔调整前乙醇含量较高(980ppm),调整后乙醇含量控制在200左右,回流比调整前控制在1.6左右,调整后控制在 1.8~2.5左右。
根据乙醇沸点略高于甲醇沸点的特性,采取控制精馏段温度及侧线采杂醇的手段,采取对常压塔采杂醇油层数进行调整,常压塔32层温度控制在73.5℃以下,常压塔杂醇采出分两个层段六个口,精馏段、提馏段各两个采出口,本次对36、38、40层打开,下部6、8、10层均打开,杂醇采出总流量由50L/h提升升至260L/h,同时,为了降低粗醇消耗,根据分析数据乙醇含量稳定在200ppm以下时,逐渐减小回流,并逐渐关小36、38、40层杂醇采出量,之后在成品槽分析乙醇含量降低在200ppm以下时,逐渐关小8、10层杂醇采出,这样既能将成品质量中乙醇含量控制在客户要求范围之内,又降低了产品消耗。
1-2 10万吨常压塔回流比工艺调整表2、6万吨精醇岗位6万吨精醇在控制乙醇含量调控过程中采取手段与10万吨相近,不同的是,6万吨常压塔侧线采杂醇非连续性采出。